Настоящее изобретение относится к способу производства высокопрочной листовой стали, характеризующейся высокими пластичностью и деформируемостью совместно с высокой свариваемостью, и к листу, полученному при использовании данного способа.
Для изготовления различных единиц оборудования, таких как детали элементов конструкции кузова и панелей кузова для автомобильных транспортных средств, известным является использование листов, изготовленных из DP-(двухфазные)-сталей или TRIP-(c пластичностью, обусловленной мартенситным превращением)-сталей.
Также известно и использование сталей, обладающих бейнитной структурой, свободных от выделений карбидов, включающих остаточный аустенит, содержащих приблизительно 0,2% С, приблизительно 2% Mn, приблизительно 1,7% Si и характеризующихся пределом текучести при растяжении, составляющим приблизительно 750 МПа, пределом прочности при растяжении, составляющим приблизительно 980 МПа, полным относительным удлинением, составляющим приблизительно 8%. Данные листы производят в технологических линиях непрерывного отжига в результате охлаждения от температуры отжига, большей, чем температура превращения Ас3, вплоть до температуры выдерживания выше температуры превращения Ms и сохранения листа при данной температуре на протяжении заданного времени.
Для уменьшения массы автомобиля в целях улучшения его коэффициента полезного действия по топливу с учетом сохранения окружающей среды в глобальных масштабах желательно иметь листы, характеризующиеся высокими пределами текучести и прочности при растяжении совместно с хорошей пластичностью и хорошей деформируемостью, а говоря более конкретно, хорошей пригодностью к отбортовке внутренних кромок.
В данном отношении желательно иметь листы с нанесенными покрытиями, характеризующиеся пределом текучести при растяжении, составляющим по меньшей мере 800 МПа, пределом прочности при растяжении TS, составляющим по меньшей мере 1180 МПа, полным относительным удлинением ТЕ, составляющим по меньшей мере 13%, и коэффициентом раздачи отверстия HER, составляющим по меньшей мере 30%.
Предел прочности при растяжении TS и полное относительное удлинение ТЕ измеряют в соответствии с документом ISO standard ISO 6892-1, опубликованным в октябре 2009 года. Как это необходимо подчеркнуть, вследствие различий в методах измерения, в частности, вследствие различий в геометриях использующихся образцов, значения полного относительного удлинения ТЕ, соответствующие стандарту ISO standard, очень сильно отличаются от значений полного относительного удлинения, измеренных в соответствии с документом JIS Z 2201-05 standard, в частности, будучи меньшими в сопоставлении с ними.
Коэффициент раздачи отверстия HER измеряют в соответствии с документом ISO standard 16630:2009. Вследствие различий в методах измерения значения коэффициента раздачи отверстия HER, соответствующие документу ISO standard 16630:2009, очень сильно отличаются от значений коэффициента раздачи отверстия λ, соответствующих документу JFS T 1001 (Japan Iron and Steel Federation standard), и не могут быть с ними сопоставлены.
Однако, в целях достижения такой комбинации из прочности и пластичности в общем случае требуется добавление большого количества С и Si. Такие элементы в значительной степени уменьшают свариваемость стали, в особенности, свариваемость при использовании контактной точечной сварки, приводя к присутствию трещин в сварных швах от контактной точечной сварки.
Поэтому настоящее изобретение имеет своей целью предложение листовой стали с нанесенным покрытием, обладающей вышеупомянутыми механическими признаками и свойствами совместно с высокой свариваемостью, в особенности, высокой свариваемостью при использовании контактной точечной сварки, и способа его производства.
Исходя из данной цели изобретение относится к способу производства листовой стали с нанесенным покрытием, характеризующейся пределом текучести при растяжении YS, составляющим по меньшей мере 800 МПа, пределом прочности при растяжении TS, составляющим по меньшей мере 1180 МПа, полным относительным удлинением, в соответствии с документом ISO standard 6892-1 составляющим по меньшей мере 13%, и коэффициентом раздачи отверстия HER, в соответствии с документом ISO standard 16630:2009 составляющим по меньшей мере 30%, где способ включает следующие далее последовательные стадии:
- получение холоднокатаной листовой стали, изготовленной из стали, характеризующейся химическим составом, включающим при выражении в % (масс.):
0,15% ≤ С ≤ 0,23%,
1,4% ≤ Mn ≤ 2,6%,
0,6% ≤ Si ≤ 1,3%,
при этом С + Si/10 ≤ 0,30%,
0,4% ≤ Al ≤ 1,0%,
причем Al ≥ 6(C + Mn/10) - 2,5%,
0,010% ≤ Nb ≤ 0,035%,
0,1% ≤ Мо ≤ 0,5%,
при этом остаток представляют собой Fe и неизбежные примеси,
- отжиг холоднокатаной листовой стали при температуре отжига TA, заключенной в пределах от 860°С до 900°С, таким образом, чтобы получить отожженную листовую сталь, обладающую структурой, состоящей из по меньшей мере 90% аустенита и по меньшей мере 2% межкритического феррита,
- закалка отожженной листовой стали от температуры отжига TA вплоть до температуры закалки QT, заключенной в пределах от Ms - 10°С до Ms - 60°С, при скорости охлаждения, составляющей более, чем 30°С/с, для получения закаленного листа,
- нагревание закаленного листа от температуры закалки QT до температуры перераспределения углерода РТ, заключенной в пределах от 410°С до 470°С, и сохранение листа при данной температуре перераспределения углерода РТ на протяжении времени перераспределения углерода Pt, заключенного в пределах от 60 с до 130 с,
- нанесение на листовую сталь покрытия в результате погружения в расплав в ванне,
- охлаждение листовой стали вплоть до комнатной температуры для получения листовой стали с нанесенным покрытием, обладающей микроструктурой, содержащей при выражении в поверхностных долевых концентрациях:
- от 45% до 68% мартенсита, при этом мартенсит состоит из мартенсита, подвергшегося перераспределению углерода, и свежего мартенсита, причем от 85% до 95% мартенсита представляют собой мартенсит, подвергшийся перераспределению углерода, при этом упомянутый мартенсит, подвергшийся перераспределению углерода, характеризуется уровнем содержания С, составляющим, самое большее, 0,45%,
- от 10% до 15% остаточного аустенита,
- от 2% до 10% межкритического феррита,
- от 20% до 30% нижнего бейнита.
Предпочтительно закаленный лист непосредственно перед нагреванием до температуры перераспределения углерода РТ обладает структурой, состоящей при выражении в поверхностных долевых концентрациях из:
- от 2% до 10% межкритического феррита,
- по меньшей мере, 10% остаточного аустенита,
- по меньшей мере, 38% мартенсита и
- по меньшей мере, 15% нижнего бейнита,
- самое большее, 5% превращенного феррита.
В соответствии с одним вариантом осуществления стадия получения холоднокатаной листовой стали включает следующие далее последовательные стадии:
- горячую прокатку полуфабриката, изготовленного из упомянутой стали, для получения горячекатаной листовой стали,
- скатывание упомянутой горячекатаной листовой стали в рулон при температуре Тс, заключенной в пределах от 400°С до 750°С,
- проведение отжига в камерной печи при температуре ТНВА, заключенной в пределах от 500°С до 700°С, на протяжении периода времени, заключенного в пределах от 2 до 6 дней,
- холодную прокатку упомянутой горячекатаной листовой стали для получения упомянутой холоднокатаной листовой стали.
Предпочтительно холоднокатаную листовую сталь сохраняют при температуре отжига ТА на протяжении времени отжига tA, заключенного в пределах от 80 с до 180 с.
В соответствии с одним предпочтительным вариантом осуществления температура отжига ТА составляет, самое большее, 880°С таким образом, чтобы после отжига получить отожженную листовую сталь, обладающую структурой, состоящей из по меньшей мере 90% аустенита и более, чем 5% межкритического феррита, при этом микроструктура листовой стали с нанесенным покрытием содержит более, чем 5% межкритического феррита.
Предпочтительно листовая сталь с нанесенным покрытием обладает структурой, состоящей при выражении в поверхностных долевых концентрациях из:
- от 45% до 68% мартенсита, при этом мартенсит состоит из мартенсита, подвергшегося перераспределению углерода, и свежего мартенсита, причем от 85% до 95% мартенсита представляют собой мартенсит, подвергшийся перераспределению углерода, при этом упомянутый мартенсит, подвергшийся перераспределению углерода, характеризуется уровнем содержания С, составляющим, самое большее, 0,45%,
- от 10% до 15% остаточного аустенита,
- от 2% до 10% межкритического феррита,
- от 20% до 30% нижнего бейнита,
- самое большее, 5% превращенного феррита.
Предпочтительно средняя скорость охлаждения Vc между температурой отжига ТА и температурой закалки QT составляет по меньшей мере 50°С/с, причем микроструктура листовой стали с нанесенным покрытием состоит при выражении в поверхностных долевых концентрациях из:
- от 45% до 68% мартенсита, при этом мартенсит состоит из мартенсита, подвергшегося перераспределению углерода, и свежего мартенсита, причем от 85% до 95% мартенсита представляют собой мартенсит, подвергшийся перераспределению углерода, при этом упомянутый мартенсит, подвергшийся перераспределению углерода, характеризуется уровнем содержания С, составляющим, самое большее, 0,45%,
- от 10% до 15% остаточного аустенита,
- от 2% до 10% межкритического феррита,
- от 20% до 30% нижнего бейнита,
причем листовая сталь с нанесенным покрытием характеризуется полным относительным удлинением, составляющим по меньшей мере 14%.
Еще более предпочтительно средняя скорость охлаждения Vc между температурой отжига ТА и температурой закалки QT составляет по меньшей мере 60°С/с, при этом полное относительное удлинение составляет по меньшей мере 14%, и причем предел прочности при растяжении составляет по меньшей мере 1250 МПа.
В одном варианте осуществления уровни содержания Si и Al в композиции стали являются такими, что 0,6% ≤ Si < 1,0% и 0,7% ≤ Al ≤ 1,0%.
Предпочтительно уровень содержания С в композиции стали является таким, что 0,17% ≤ С ≤ 0,21%.
Предпочтительно уровень содержания Mn в композиции стали является таким, что 1,9% ≤ Mn ≤ 2,3%.
В одном варианте осуществления на листовую сталь наносят покрытие из Zn или сплава Zn.
Изобретение также относится к способу производства сварного шва от контактной точечной сварки сопротивлением для по меньшей мере двух листовых сталей, при этом упомянутый способ включает:
- производство первой листовой стали с нанесенным покрытием при использовании способа, соответствующего изобретению,
- получение второй листовой стали, характеризующейся композицией, такой что С + Si/10 ≤ 0,30% и Al ≥ 6(C + Mn/10) - 2,5%,
- контактную точечную сварку сопротивлением между упомянутой первой листовой сталью с нанесенным покрытием и упомянутой второй листовой сталью.
Например, вторую листовую сталь производят при использовании способа, соответствующего изобретению.
Изобретение, кроме того, относится к листовой стали с нанесенным покрытием, изготовленной из стали, характеризующейся химическим составом, включающим при выражении в % (масс.):
0,15% ≤ С ≤ 0,23%,
1,4% ≤ Mn ≤ 2,6%,
0,6% ≤ Si ≤ 1,3%,
при этом С + Si/10 ≤ 0,30%,
0,4% ≤ Al ≤ 1,0%,
причем Al ≥ 6(C + Mn/10) - 2,5%,
0,010% ≤ Nb ≤ 0,035%,
0,1% ≤ Мо ≤ 0,5%,
при этом остаток представляют собой Fe и неизбежные примеси,
причем упомянутая листовая сталь с нанесенным покрытием обладает микроструктурой, содержащей при выражении в поверхностных долевых концентрациях:
- от 45% до 68% мартенсита, при этом мартенсит состоит из мартенсита, подвергшегося перераспределению углерода, и свежего мартенсита, причем от 85% до 95% мартенсита представляют собой мартенсит, подвергшийся перераспределению углерода, при этом упомянутый мартенсит, подвергшийся перераспределению углерода, характеризуется уровнем содержания С, составляющим, самое большее, 0,45%,
- от 10% до 15% остаточного аустенита,
- от 2% до 10% межкритического феррита,
- от 20% до 30% нижнего бейнита.
Предпочтительно остаточный аустенит характеризуется средним уровнем содержания С, заключенным в пределах от 1,0% до 1,3%.
В одном предпочтительном варианте осуществления микроструктура листовой стали с нанесенным покрытием содержит более, чем 5% межкритического феррита.
В одном варианте осуществления уровни содержания Si и Al в композиции стали являются такими, что 0,6% ≤ Si < 1,0% и 0,7% ≤ Al ≤ 1,0%.
В одном варианте осуществления уровень содержания С в композиции стали является таким, что 0,17% ≤ С ≤ 0,21%.
В одном варианте осуществления уровень содержания Mn в композиции стали является таким, что 1,9% ≤ Mn ≤ 2,3%.
В общем случае листовая сталь с нанесенным покрытием характеризуется пределом текучести при растяжении, составляющим по меньшей мере 800 МПа, пределом прочности при растяжении, составляющим по меньшей мере 1180 МПа, полным относительным удлинением, в соответствии с документом ISO standard 6892-1 составляющим по меньшей мере 13%, и коэффициентом раздачи отверстия, в соответствии с документом ISO 16630:2009 HER составляющим по меньшей мере 30%.
В одном варианте осуществления для листовой стали с нанесенным покрытием наносят покрытие из Zn или сплава Zn, при этом покрытие представляет собой результат нанесения покрытия при температуре, составляющей менее, чем 480°С.
Предпочтительно листовая сталь с нанесенным покрытием обладает структурой, состоящей при выражении в поверхностных долевых концентрациях из:
- от 45% до 68% мартенсита, при этом мартенсит состоит из мартенсита, подвергшегося перераспределению углерода, и свежего мартенсита, причем от 85% до 95% мартенсита представляют собой мартенсит, подвергшийся перераспределению углерода, при этом упомянутый мартенсит, подвергшийся перераспределению углерода, характеризуется уровнем содержания С, составляющим, самое большее, 0,45%,
- от 10% до 15% остаточного аустенита,
- от 2% до 10% межкритического феррита,
- от 20% до 30% нижнего бейнита,
- самое большее, 5% превращенного феррита.
Предпочтительно микроструктура состоит при выражении в поверхностных долевых концентрациях из:
- от 45% до 68% мартенсита, при этом мартенсит состоит из мартенсита, подвергшегося перераспределению углерода, и свежего мартенсита, причем от 85% до 95% мартенсита представляют собой мартенсит, подвергшийся перераспределению углерода, при этом упомянутый мартенсит, подвергшийся перераспределению углерода, характеризуется уровнем содержания С, составляющим, самое большее, 0,45%,
- от 10% до 15% остаточного аустенита,
- от 2% до 10% межкритического феррита,
- от 20% до 30% нижнего бейнита.
В данном варианте осуществления полное относительное удлинение в общем случае составляет по меньшей мере 14%.
В соответствии с одним вариантом осуществления предел прочности при растяжении составляет по меньшей мере 1250 МПа, а полное относительное удлинение составляет по меньшей мере 14%.
Изобретение, кроме того, относится к сварной конструкции, включающей по меньшей мере десять сварных швов от контактной точечной сварки сопротивлением для по меньшей мере первой листовой стали и второй листовой стали, где первая листовая сталь является листовой сталью с нанесенным покрытием, соответствующей изобретению, а вторая листовая сталь характеризуется композицией, такой что С + Si/10 ≤ 0,30% и Al ≥ 6(C + Mn/10) - 2,5%, и где среднее количество трещин при расчете на один сварной шов от контактной точечной сварки сопротивлением составляет менее, чем 6.
В одном варианте осуществления вторая листовая сталь является листовой сталью с нанесенным покрытием, соответствующей изобретению.
Предпочтительно сварной конструкцией является сварная конструкция из первой листовой стали и второй листовой стали (то есть, только из двух листовых сталей), при этом среднее количество трещин, имеющих глубину, составляющую более, чем 100 микронов, в числе по меньшей мере десяти сварных швов от точечной контактной сварки сопротивлением составляет менее, чем 0,1.
В случае сварной конструкции, являющейся сварной конструкцией из первой листовой стали, второй листовой стали и третьей листовой стали, при этом третья листовая сталь характеризуется композицией, такой что С + Si/10 ≤ 0,30% и Al ≥ 6(C + Mn/10) - 2,5%, среднее количество трещин, имеющих глубину, составляющую более, чем 100 микронов, в числе по меньшей мере десяти сварных швов от точечной контактной сварки сопротивлением в общем случае составляет менее, чем 4.
Изобретение также относится к способу производства сварной конструкции, соответствующей изобретению, включающему:
- получение первой листовой стали и второй листовой стали,
- частичное наложение первой листовой стали и второй листовой стали,
- приложение усилия, заключенного в пределах от 3,5 до 5 кН, при использовании электродов, расположенных перпендикулярно к наложенным листам,
- контактную точечную сварку сопротивлением для первой и второй листовых сталей в целях производства по меньшей мере 10 сварных швов от точечной контактной сварки сопротивлением, при этом интенсивность заключена в пределах от Imax до 1,1 * Imax, причем Imax представляет собой интенсивность, при которой начинает наблюдаться вытеснение жидкого металла при контактной точечной сварке сопротивлением для упомянутой первой листовой стали с нанесенным покрытием и упомянутой второй листовой стали.
Изобретение также относится к использованию листовой стали с нанесенным покрытием, произведенной в соответствии с изобретением, или листовой стали с нанесенным покрытием, соответствующей изобретению, для изготовления деталей конструкции автомобильных транспортных средств.
Изобретение также относится к использованию сварного шва от точечной контактной сварки сопротивлением, изготовленного в соответствии с изобретением, или сварной конструкции, соответствующей изобретению, для изготовления деталей конструкции автомобильных транспортных средств.
Теперь изобретение будет описываться подробно, но без введения ограничений при обращении к прилагающейся фигуре, которая демонстрирует микрофотографию для стали, соответствующей изобретению.
Композиция стали, соответствующей изобретению, содержит при выражении в массовых процентах:
- от 0,15% до 0,23% углерода для обеспечения наличия удовлетворительной прочности и улучшения стабильности остаточного аустенита, что необходимо для получения достаточного относительного удлинения. Предпочтительно уровень содержания углерода является большим или равным 0,17% и/или меньшим или равным 0,21%. В случае чрезмерно высокого уровня содержания углерода горячекатаный лист будет чрезмерно твердым для холодной прокатки, а свариваемость, в особенности, свариваемость при использовании контактной точечной сварки, будет недостаточной. В случае уровня содержания углерода, составляющего менее, чем 0,15%, предел прочности при растяжении не будет достигать 1180 МПа.
- от 1,4% до 2,6% марганца. Минимум определяют для получения достаточной прокаливаемости в целях получения микроструктуры, содержащей по меньшей мере 45% мартенсита и по меньшей мере 85% мартенсита, подвергшегося перераспределению углерода, в мартенсите, и предела прочности при растяжении, составляющего по меньшей мере 1180 МПа. Максимум определяют во избежание возникновения проблем, связанных с ликвацией, которые являются вредными c точки зрения пластичности. Предпочтительно уровень содержания марганца является большим или равным 1,9% и/или меньшим или равным 2,3%.
- от 0,6% до 1,3% кремния и от 0,4% до 1,0% алюминия. В стали изобретения добавляли как Si, так и Al в качестве стабилизаторов аустенита. В особенности, Si и Al задерживают образование карбидов в случае охлаждения листовой стали при некоей температуре таким образом, чтобы получить неполное мартенситное превращение, и незамедлительного повторного нагревания и сохранения ее при температуре РТ, во время чего углерод перераспределяется из мартенсита в аустенит. В случае добавления Si и Al в достаточных количествах перераспределение углерода будет происходить при отсутствии значительного образования выделений карбидов. Помимо этого, Si обеспечивает получение твердо-растворного упрочнения и улучшает коэффициент раздачи отверстия.
Тем не менее, на уровень содержания Si должно быть наложено ограничение значением 1,3% во избежание образования оксидов кремния на поверхности листа, что было бы вредным с точки зрения пригодности к нанесению покрытия.
Более всего, как это обнаружили изобретатели, в случае Si/10 > 0,30% - C (при этом уровни процентного содержания Si и С выражают в массовых процентах) вследствие наличия охрупчивания ЖМО (явления жидкометаллического охрупчивания) кремний будет вредным для контактной точечной сварки оцинкованных листов. Возникновение охрупчивания ЖМО вызывает появление трещин на границах зерен в зонах термического воздействия и в свариваемом металле сварных соединений. Поэтому значение (С + Si/10) необходимо сохранять меньшим или равным 0,30%. Предпочтительно уровень содержания Si составляет, самое большее, 1,0%.
Вдобавок к этому, Al должен быть добавлен при уровне содержания, составляющем по меньшей мере 0,4%, таким образом, чтобы добиться достижения достаточной стабилизации аустенита. Однако, на уровень содержания Al накладывают ограничение значением 1,0% в целях предотвращения увеличения температуры превращения Ас3, что подразумевало бы повышенные издержки в случае нагревания при высокой температуре для получения аустенитизации листовой стали на стадии отжига.
В дополнение к этому, Al оказывает благоприятное воздействие в результате уменьшения восприимчивости к охрупчиванию ЖМО при высоких уровнях содержания С и/или Mn. Таким образом, уровень содержания Al является таким, что Al ≥ 6(C + Mn/10) - 2,5%. Предпочтительно уровень содержания Al составляет по меньшей мере 0,7%.
- от 0,010% до 0,035% ниобия в целях измельчения аустенитных зерен во время горячей прокатки и получения дисперсионного упрочнения во время конечной термической обработки. Уровень содержания Nb в диапазоне от 0,010% до 0,035% делает возможным получение удовлетворительных уровней предела текучести при растяжении и относительного удлинения, в частности, предела текучести при растяжении, составляющего по меньшей мере 800 МПа.
- от 0,1% до 0,5% молибдена для увеличения прокаливаемости и стабилизации остаточного аустенита в целях сильного уменьшения разложения аустенита во время перераспределения углерода. Предпочтительно уровень содержания Мо составляет по меньшей мере 0,20%.
Остаток представляют собой железо и остаточные элементы, представляющие собой результат осуществления сталеплавильного производства. В данном отношении Ni, Cr, Cu, Ti, V, B, S, P и N по меньшей мере рассматриваются в качестве остаточных элементов, которые представляют собой неизбежные примеси. Поэтому их уровни содержания при выражении в массовых процентах составляют менее, чем 0,05% для Ni, 0,01% для Cr, 0,03% для Cu, 0,007% для V, 2 ч./млн. для B, 0,005% для S, 0,02% для P и 0,010% для N. На уровень содержания Ti накладывают ограничение значением 0,05%, поскольку выше таких значений будут образовываться крупноразмерные выделения карбонитридов в основном на ступени жидкой фазы, и деформируемость листовой стали ухудшится, что делает более труднодостижимой цель в виде 13% для полного относительного удлинения.
В случае листовых сталей с нанесенными покрытиями изобретения, в особенности, с нанесенными покрытиями из Zn или сплава Zn, на свариваемость при использовании контактной точечной сварки е может быть оказано воздействие явления охрупчивания ЖМО (жидкометаллического охрупчивания).
Восприимчивость конкретной стали к данному явлению может быть оценена при использовании испытания на растяжение, проводимого при высокой температуре. В частности, данное испытание на растяжение в горячем состоянии может быть проведено при использовании термосимулятора Gleeble RPI, при этом такое устройство на современном уровне техники само по себе известно.
Данное испытание, которое называется «испытанием Gleeble LME», описывается следующим образом:
- образцы листов с нанесенными покрытиями, имеющих толщину в диапазоне от 0,7 мм до 3 мм, подвергают воздействию испытаний на растяжение при высокой температуре в целях определения того, что представляет собой минимальное критическое смещение, для которого возникает растрескивание в окрестности зоны сварки. Образцы, которые вырезают в листе, имеют калиброванную зону, которая имеет 10 мм в длину и 10 мм в ширину, и головки, которые имеют 40 мм в длину и 30 мм в ширину, при этом радиус кривизны между головками и калиброванной частью составляет 5 мм.
- испытания на растяжение при высокой температуре проводят в результате быстрого нагревания (1000°С/с) каждого образца, сохранения образца при предварительно определенной температуре и реализации для нагретого образца предварительно определенных относительного удлинения или смещения, после этого охлаждения образца на воздухе, при этом относительное удлинение или смещение сохраняются. После охлаждения для образцов проводят наблюдение в целях определения существования или отсутствия растрескивания, обусловленного охрупчиванием ЖМО. Согласно определению образец будет иметь трещину в случае формирования на образце по меньшей мере одной трещины, составляющей по меньшей мере 2 мм.
- испытания проводят при множестве предварительно определенных температур, таких как 700°С, 750°С, 800°С, 850°С, 900°С и 950°С, и при относительных удлинениях или смещениях в 0,5 мм, 0,75 мм, 1 мм, 1,25 мм, 1,5 мм, 1,75 мм, 2 мм и так далее; относительные удлинения или смещения являются относительными удлинениями или смещениями зажимов, удерживающих образцы на симуляторе Gleeble.
- приводят критическое смещение для начала растрескивания и для рассматриваемого температурного диапазона определяют минимальное критическое смещение, то есть, минимальное смещение, для которого имеет место растрескивание.
Как это обычно считается, в случае минимального критического смещения, составляющего менее, чем 1,5 мм, при температуре в диапазоне от 700°С до 800°С вероятность возникновения охрупчивания ЖМО при контактной точечной сварке сопротивлением будет высокой, а в случае минимального критического смещения, составляющего по меньшей мере 1,5 мм, вероятность наблюдения множества обусловленных охрупчиванием ЖМО трещин при контактной точечной сварке сопротивлением будет низкой.
В данном отношении, как это обнаружили изобретатели для сталей изобретения, таких что значение (С + Si/10) является меньшим или равным 0,30%, и уровень содержания Al является большим или равным 6(C + Mn/10) - 2,5%, минимальное критическое смещение составляет по меньшей мере 1,5 мм, а в случае значения (С + Si/10), составляющего более, чем 0,30%, и/или уровня содержания Al, составляющего менее, чем 6(C + Mn/10) - 2,5%, минимальное критическое смещение будет составлять менее, чем 1,5 мм и даже менее, чем 1 мм.
В порядке примеров испытания Gleeble LME проводили при использовании сталей, характеризующихся следующими далее композициями:
S1: C = 0,226%, Mn = 2,01%, Si = 0,716%, Al = 0,802%.
S2: C = 0,204%, Mn = 2,07%, Si = 1,44%, Al = 0,033%.
Для S1 C + Si/10 = 0,2976%, и минимальное критическое смещение составляет 2,25 мм.
Для S2 C + Si/10 = 0,4412%, и минимальное критическое смещение составляет 0,9 мм.
Еще один метод оценки свариваемости при использовании контактной точечной сварки для листов с нанесенными покрытиями представляет собой «испытание на контактную точечную сварку при наличии охрупчивания ЖМО», которое делает возможным определение вероятности наличия растрескавшихся сварных швов в существенном количестве сварных швов от контактной точечной сварки сопротивлением, например, при промышленном производстве продуктов, включающих детали, которые собирают воедино при использовании контактной точечной сварки сопротивлением, таких как, например, кузова автомобилей.
Данное «испытание на контактную точечную сварку при наличии охрупчивания ЖМО» произведено из испытания на срок службы электрода для контактной точечной сварки сопротивлением, при котором создают множество сварных швов от контактной точечной сварки, например, 30, на трех листах, наложенных друг на друга: листе, подвергаемом испытанию, и двух несущих листах, изготовленных из оцинкованных малоуглеродистых листов, например, марки DX54D + Z в соответствии с документом EN 10346. Толщины листов составляют 1,6 мм, а сварные швы от контактной точечной сварки сопротивлением изготавливают в соответствии с документом ISO Standard 18278-2 для сборных узлов из разнородных деталей. Параметры представляют собой:
- диаметр рабочего конца электрода: 8 мм,
- сварочное усилие: 4,5 кН,
- время сварки: 3 импульса по 180 мс, разделенные периодами в 40 мс (времена охлаждения),
- время выдерживания: 400 мс.
Для данного испытания в целях определения возможного возникновения трещин в сварных швах от контактной точечной сварки сопротивлением образцы разрезают и полируют. После этого сварные швы от контактной точечной сварки сопротивлением подвергают декапированию при использовании пикриновой кислоты и проводят наблюдение при использовании микроскопа, например, при увеличении 200х, в целях определения количества трещин в каждом наблюдаемом сварном шве от контактной точечной сварки сопротивлением и суммарной величины длины трещин в каждом сварном шве от контактной точечной сварки сопротивлением.
Для примеров S1 и S2 доли количеств трещин для каждого сварного шва от контактной точечной сварки сопротивлением представляют собой нижеследующее:
- S1: испытание Gleeble LME ≥ 1,5 мм, 80% сварных швов от контактной точечной сварки сопротивлением имеют менее, чем 10 трещин, и 0% имеют 20 и более трещин,
- S2: испытание Gleeble LME < 1,5 мм, только 40% сварных швов от контактной точечной сварки сопротивлением имеют менее, чем 10 трещин, а 30% имеют 20 и более трещин.
В случае рассмотрения среднего количества трещин в каждом сварном шве от контактной точечной сварки сопротивлением результаты будут представлять собой нижеследующее:
- S1: среднее количество трещин в каждом сварном шве от контактной точечной сварки сопротивлением составляет 5,
- S2: среднее количество трещин в каждом сварном шве от контактной точечной сварки сопротивлением составляет 10.
Горячекатаный лист, имеющий толщину в диапазоне от 2 до 5 мм, может быть произведен известным образом из вышеупомянутой композиции стали изобретения.
В порядке одного примера температура повторного нагревания до прокатки может быть заключена в пределах от 1200°С до 1280°С, предпочтительно составлять приблизительно 1250°С, температура чистовой прокатки предпочтительно заключена в пределах от Ar3 до 950°С, а предпочтительно составляет более, чем 850°С, и скатывание в рулон проводят при температуре, предпочтительно заключенной в пределах от 400°С до 750°С. Предпочтительно в случае Si > 1,0% температура скатывания в рулон будет меньшей или равной 550°С.
После скатывания в рулон лист обладает феррито-бейнито-мартенситной или феррито-перлито-бейнитной структурой.
После скатывания в рулон лист предпочтительно подвергают отжигу в камерной печи в целях уменьшения твердости горячекатаной листовой стали и поэтому улучшения прокатываемости при холодной прокатке горячекатаной листовой стали.
Например, горячекатаную листовую сталь подвергают отжигу в камерной печи при температуре в диапазоне от 500°С до 700°С, например, от 550°С до 650°С, на протяжении периода времени в диапазоне от 2 до 6 дней, предпочтительно от 3 до 5 дней. Данное время включает нагревание до температуры отжига в камерной печи и охлаждение от температуры отжига в камерной печи до температуры окружающей среды.
После отжига в камерной печи в случае проведения такового холоднокатаная листовая сталь будет обладать структурой феррита-бейнита-отпущенного мартенсита.
Горячекатаную и необязательно подвергнутую отжигу в камерной печи листовую сталь необязательно подвергают травлению, после этого холодной прокатке для получения холоднокатаной листовой стали, имеющей толщину в диапазоне от 0,7 мм до 3 мм, например, в диапазоне от 0,8 до 2 мм.
После этого холоднокатаную листовую сталь подвергают термической обработке, предпочтительно в объединенной технологической линии непрерывного отжига и нанесения покрытия в результате погружения в расплав.
Термическая обработка и нанесение покрытия включают стадии:
- отжига холоднокатаной листовой стали при температуре отжига ТА, заключенной в пределах от 860°С до 900°С, при этом температура отжига ТА является такой, что по завершении стадии отжига сталь обладает структурой, состоящей из аустенита и межкритического феррита, причем долевая концентрация аустенита составляет по меньшей мере 90%, а долевая концентрация межкритического феррита составляет по меньшей мере 2%. Таким образом, проводят отжиг при температуре, меньшей, чем Ас3, при этом Ас3 представляет собой температуру завершения превращения в аустенит во время стадии нагревания. В случае температуры отжига ТА, составляющей менее, чем 860°С, в конечной структуре (то есть, после термической обработки и нанесения покрытия) добьются достижения недостаточных долевых концентраций мартенсита и остаточного аустенита таким образом, что не будут достигаться целевые предел прочности при растяжении и полное относительное удлинение. В случае температуры отжига ТА, составляющей более, чем 900°С, конечная структура будет характеризоваться недостаточной долевой концентрацией межкритического феррита таким образом, что не будет достигаться полное относительное удлинение, составляющее по меньшей мере 13%. Предпочтительно температура отжига составляет, самое большее, 880°С таким образом, чтобы по завершении стадии отжига добиться достижения структуры, состоящей из по меньшей мере 90% аустенита и более, чем 5% межкритического феррита.
Лист сохраняют при температуре отжига, то есть, сохраняют в диапазоне от ТА - 5°С до ТА + 5°С, на протяжении времени отжига tA, предпочтительно заключенного в пределах от 80 с до 180 с. Предпочтительно время отжига tA заключено в пределах от 85 с до 136 с.
- непосредственно после отжига закалки отожженной листовой стали в результате охлаждения ее от температуры отжига ТА до температуры закалки QT, меньшей, чем температура превращения Ms аустенита, полученного после отжига, при скорости охлаждения, достаточно большой для избегания образования верхнего и гранулярного бейнита и избегания или ограничения образования феррита.
Средняя скорость охлаждения от температуры отжига ТА до температуры закалки QT составляет строго более, чем 30°С/с, предпочтительно более, чем 50°С/с, еще более предпочтительно более, чем 60°С/с.
Действительно, в случае скорости охлаждения, составляющей 30°С/с и менее, не будут достигаться целевые пределы текучести и прочности при растяжении. Скорость охлаждения, составляющая более, чем 30°С/с, делает возможным наложение ограничений на образование феррита после охлаждения долевой концентрацией, составляющей менее, чем 5%.
Скорость охлаждения, составляющая по меньшей мере 50°С/с, делает возможным подавление образования феррита после охлаждения. Таким образом, скорость охлаждения, составляющая по меньшей мере 50°С/с, обеспечивает то, что структура листа после закалки, и поэтому конечная структура листовой стали с нанесенным покрытием, не содержит какого-либо феррита, представляющего собой результат превращения аустенита в феррит. Скорость охлаждения, составляющая по меньшей мере 50°С/с, делает возможным достижение полного относительного удлинения, составляющего по меньшей мере 14% в комбинации с целевыми пределом текучести при растяжении, пределом прочности при растяжении и коэффициентом раздачи отверстия.
Скорость охлаждения, составляющая по меньшей мере 60°С/с, делает возможным достижение полного относительного удлинения, составляющего по меньшей мере 14% и предела прочности при растяжении, составляющего по меньшей мере 1250 МПа.
Температура закалки заключена в пределах от Ms - 60°С до Ms - 10°С. Для каждой конкретной композиции стали и каждой структуры специалисты в соответствующей области техники знают то, как определить температуру превращения Ms аустенита, остающегося после отжига. В случае температуры закалки QT, составляющей менее, чем Ms - 60°C, долевая концентрация отпущенного мартенсита, созданного после закалки, будет чрезмерно большой для стабилизации достаточного количества остаточного аустенита, составляющего более, чем 10%, в конечной структуре таким образом, что полное относительное удлинение не будет достигать 13%. Помимо этого, в случае температуры закалки QT, составляющей более, чем Ms - 10°C, долевая концентрация мартенсита, подвергшегося перераспределению углерода, в конечной структуре будет чрезмерно маленькой для получения желательного предела прочности при растяжении.
Структура стали при температуре закалки QT предпочтительно содержит:
- от 2% до 10%, а предпочтительно более, чем 5%, межкритического феррита,
- по меньшей мере, 10% остаточного аустенита,
- по меньшей мере, 38% мартенсита и
- по меньшей мере, 15% нижнего бейнита.
Межкритический феррит представляет собой результат отжига при температуре, меньшей, чем Ас3. Межкритический феррит отличается от феррита, который мог бы быть образован после отжига, называемого ниже в настоящем документе «превращенным ферритом» и получающегося в результате превращения аустенита в феррит. Такой превращенный феррит мог бы, например, иметь место во время охлаждения от температуры отжига ТА до температуры закалки QT в случае недостаточности скорости охлаждения для предотвращения такого образования (то есть, 30°С/с и менее). В частности, в противоположность превращенному ферриту межкритический феррит является полигональным. Вдобавок к этому, превращенный феррит обогащен по углероду и марганцу, то есть, характеризуется уровнями содержания углерода и марганца, которые являются более высокими, чем уровни содержания углерода и марганца в межкритическом феррите. Поэтому межкритический феррит и превращенный феррит могут быть дифференцированы в результате получения во время наблюдения микрофотографии при использовании микроскопа АЭП-ПЭМ, использующего вторичные электроны, после декапирования при использовании метабисульфита. На такой микрофотографии межкритический феррит имеет серую окраску средней насыщенности, в то время как превращенный феррит имеет темно-серую окраску вследствие своих более высоких уровней содержания углерода и марганца.
Структура при температуре закалки QT может содержать превращенный феррит, однако, при долевой концентрации, составляющей, самое большее, 5%, а в общем случае, самое большее, 2%.
Таким образом, структура стали при температуре закалки в общем случае состоит из:
- от 2% до 10%, а предпочтительно более, чем 5%, межкритического феррита,
- по меньшей мере, 10% остаточного аустенита,
- по меньшей мере, 38% мартенсита,
- по меньшей мере, 15% нижнего бейнита и
- самое большее, 5% превращенного феррита.
Помимо этого, в случае скорости охлаждения до температуры закалки QT, составляющей по меньшей мере 50°С/с, структура при температуре закалки QT не будет содержать какого-либо превращенного феррита. Таким образом, структура при температуре закалки QT состоит при выражении в поверхностных долевых концентрациях из:
- от 2% до 10%, а предпочтительно более, чем 5%, межкритического феррита,
- по меньшей мере, 10% остаточного аустенита,
- по меньшей мере, 38% мартенсита и
- по меньшей мере, 15% нижнего бейнита.
- закаленный лист необязательного выдерживают при температуре закалки QT на протяжении времени выдерживания, заключенного в пределах от 2 с до 8 с, предпочтительно от 3 с до 7 с.
- после этого лист повторно нагревают от температуры закалки вплоть до температуры перераспределения углерода РТ, заключенной в пределах от 410°С до 470°С, и сохраняют при температуре перераспределения углерода РТ на протяжении времени перераспределения углерода Pt, заключенного в пределах от 60 с до 130 с. Во время данной стадии перераспределения углерода углерод перераспределяется, то есть, диффундирует, из мартенсита в аустенит, который, таким образом, обогащается по углероду.
В случае температуры перераспределения углерода РТ, составляющей более, чем 470°С или менее, чем 410°С, относительное удлинение конечного продукта будет недостаточным.
В случае времени перераспределения углерода, составляющего менее, чем 60 с, возникнет недостаточное перераспределение углерода из мартенсита в аустенит таким образом, что уровень содержания углерода в мартенсите будет чрезмерно высоким, а уровень содержания углерода в остаточном аустените будет чрезмерно низким. В результате относительное удлинение конечного продукта будет неудовлетворительным.
- на лист наносят покрытие в результате погружения в расплав непосредственно после стадии сохранения листа при температуре перераспределений углерода РТ. Нанесение покрытия в результате погружения в расплав может представлять собой, например, цинкование, но возможным является нанесение всех металлических покрытий в результате погружения в расплав при условии сохранения температур, до которых доводят лист во время нанесения покрытия, на уровне, составляющем менее, чем 480°С. В случае цинкования листа это будут проводить при использовании обычных условий, например, в результате перепускания через ванну с Zn при температуре в диапазоне от 430 до 480°С. Сталь, соответствующая изобретению, может быть подвергнута цинкованию при использовании Zn или сплава Zn, подобного, например, цинково-магниевому или цинково-магниево-алюминиевому.
- непосредственно после стадии нанесения покрытия в результате погружения в расплав листовую сталь с нанесенным покрытием охлаждают до комнатной температуры при скорости охлаждения, предпочтительно составляющей более, чем 1°С/с, например, находящейся в диапазоне от 2°С/с до 20°С/с.
Данные термическая обработка и нанесение покрытия делают возможным получение конечной структуры (то есть, после перераспределения углерода, нанесения покрытия в результате погружения в расплав и охлаждения до комнатной температуры), содержащей при выражении в долевых концентрациях:
- от 45% до 68% мартенсита,
- от 10% до 15% остаточного аустенита,
- от 2% до 10% межкритического феррита,
- от 20% до 30% нижнего бейнита.
Мартенсит состоит из мартенсита, подвергшегося перераспределению углерода, и свежего мартенсита. От 85% до 95% мартенсита представляют собой мартенсит, подвергшийся перераспределению углерода, при этом остаток, то есть, от 5% до 15%, представляет собой свежий мартенсит.
В отличие от отпущенного мартенсита, получения которого добивались бы при использовании термической обработки, включающей отжиг, закалку и отпуск, мартенсит, подвергшийся перераспределению углерода, в стали изобретения характеризуется уровнем содержания С, составляющим, самое большее, 0,45%. Данный уровень содержания представляет собой результат перераспределения углерода из мартенсита в аустенит во время стадии перераспределения углерода.
В противоположность этому, свежий мартенсит, который представляет собой результат превращения обогащенного по углероду аустенита в мартенсит после стадии перераспределения углерода, характеризуется уровнем содержания С, который составляет по меньшей мере 0,9%, а в общем случае менее, чем 1,2%.
Долевая концентрация свежего мартенсита по отношению к мартенситу заключена в пределах от 5% до 15% таким образом, чтобы долевая концентрация свежего мартенсита по отношению к совокупной структуре составляла бы, самое большее, 10%. Действительно, долевая концентрация свежего мартенсита, составляющая более, чем 10%, привела бы к получению коэффициента раздачи отверстия HER, в соответствии с документом Standard ISO 16630:2009 составляющего менее, чем 30%.
Долевая концентрация остаточного аустенита, составляющая по меньшей мере 10%, совместно с долевой концентрацией межкритического феррита, составляющей по меньшей мере 2%, делает возможным получение полного относительного удлинения, составляющего по меньшей мере 13%, при этом полное относительное удлинение измеряют в соответствии с документом ISO Standard 6892-1.
Кроме того, данная обработка делает возможным получение увеличенного уровня содержания С в остаточном аустените, который составляет по меньшей мере 1,0% и вплоть до 1,3%. Данный увеличенный уровень содержания С стабилизирует остаточный аустенит и вносит свой вклад в достижение полного относительного удлинения, составляющего по меньшей мере 13%.
Феррит в структуре является межкритическим ферритом, то есть, ферритом, представляющим собой результат отжига при температуре, меньшей, чем Ас3.
Долевая концентрация межкритического феррита предпочтительно заключена в пределах от 5% (при исключении 5%) до 10%.
Листовая сталь с нанесенным покрытием, соответствующая изобретению, может содержать превращенный феррит, однако, при долевой концентрации, составляющей, самое большее, 5%, в общем случае, самое большее, 2%. Таким образом, структура листовой стали с нанесенным покрытием, соответствующей изобретению, состоит из:
- от 45% до 68% мартенсита,
- от 10% до 15% остаточного аустенита,
- от 2% до 10% межкритического феррита,
- от 20% до 30% нижнего бейнита,
- самое больше, 5%, а предпочтительно, самое большее, 2%, превращенного феррита.
Предпочтительно структура не содержит какого-либо превращенного феррита.
Таким образом, структура листовой стали с нанесенным покрытием предпочтительно состоит при выражении в долевых концентрациях из:
- от 45% до 68% мартенсита,
- от 10% до 15% остаточного аустенита,
- от 2% до 10% межкритического феррита,
- от 20% до 30% нижнего бейнита.
Признаки микроструктуры определяют, например, в результате наблюдения микроструктуры при использовании сканирующего электронного микроскопа с автоэмиссионной пушкой («АЭП-СЭМ») при увеличении, составляющем более, чем 5000х, в сочетании с устройством для дифракции обратно-рассеянных электронов («ДОРЭ») и просвечивающей электронной микроскопией (ПЭМ).
При использовании данной термической обработки могут быть получены листовые стали, характеризующиеся пределом текучести при растяжении YS, составляющим по меньшей мере 800 МПа, пределом прочности при растяжении TS, составляющим по меньшей мере 1180 МПа и даже по меньшей мере 1250 МПа, полным относительным удлинением TE, в соответствии с документом ISO standard 6892-1 составляющим по меньшей мере 13% и даже более, чем 14%, и коэффициентом раздачи отверстия HER, в соответствии с документом ISO standard 16630:2009 составляющим по меньшей мере 30% и даже по меньшей мере 35%.
Предел текучести при растяжении YS может составлять более, чем 1000 МПа, в особенности в случае времени перераспределения углерода Pt, составляющего по меньшей мере 110 с.
Пример 1
В рамках примеров и сопоставления изготавливали листы, полученные из композиций стали, соответствующих таблице I, при этом уровни содержания элементов выражаются при расчете на массу. В таблице I приводятся температуры превращений, такие как Ас1 и Ас3. Значения Ас1 и Ас3 измеряли при использовании дилатометрии.
Таблица I

В данной таблице обозначение «ост.» говорит об элементе, присутствующем только в виде остатка, и об отсутствии преднамеренного добавления данного элемента.
Листы подвергали горячей прокатке, после этого скатыванию в рулон при 550°С.
Изобретатели сначала оценивали воздействие отжига в камерной печи на свойства горячекатаных листовых сталей
С данной целью изобретатели подвергали горячекатаную листовую сталь, изготовленную из стали I1, отжигу в камерной печи при температуре 550°С на протяжении 2 дней и сопоставляли механические свойства листовой стали, подвергнутой отжигу в камерной печи, с механическими свойствами той же самой горячекатаной листовой стали, не подвергнутой отжигу в камерной печи.
Механические свойства, а именно, предел текучести при растяжении YS, предел прочности при растяжении TS, равномерное относительное удлинение UE и полное относительное удлинение ТЕ приводятся в представленной ниже таблице II.
Таблица II
Как это демонстрируют данные результаты, отжиг в камерной печи в результате приводит к размягчению горячекатаной листовой стали, что, тем самым, улучшает ее прокатываемость при холодной прокатке.
Вдобавок к этому, горячекатаные листовые стали, изготовленные из сталей I1 и R1, подвергали отжигу в камерной печи на протяжении 2 дней при 550°С, травлению и холодной прокатке. Холоднокатаные листы подвергали отжигу, закалке и перераспределению углерода. После перераспределения углерода на листы наносили покрытие в результате погружения в расплав в виде цинкования при 460°С, после этого проводили охлаждение до комнатной температуры.
Условия обработки приводятся в таблице III.
Таблица III
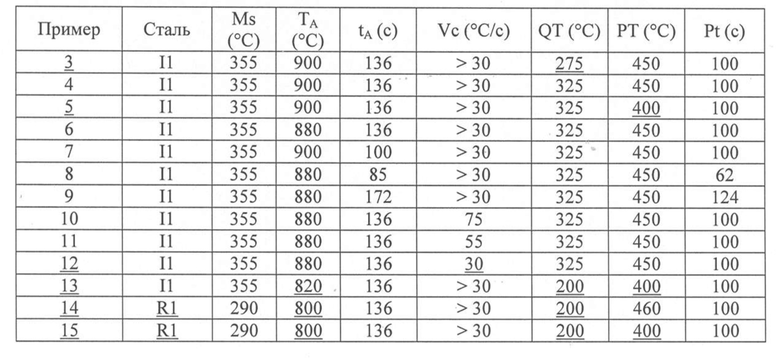
В данной таблице Ms обозначает температуру начала мартенситного превращения для аустенита, представляющего собой результат отжига, ТА представляет собой температуру отжига, tA представляет собой время отжига, Vc представляет собой среднюю скорость охлаждения между температурой отжига ТА и температурой закалки, QT представляет собой температуру закалки, РТ представляет собой температуру перераспределения углерода, а Pt представляет собой время перераспределения углерода.
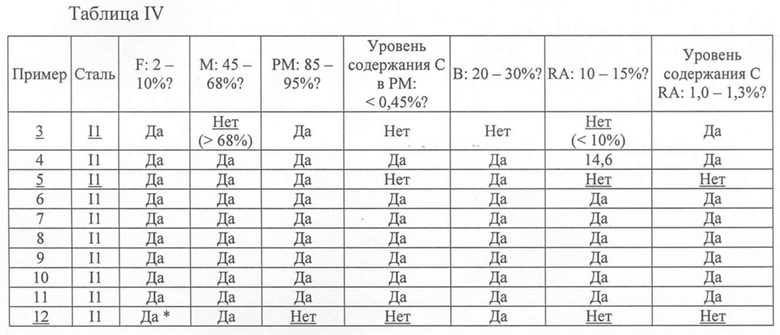
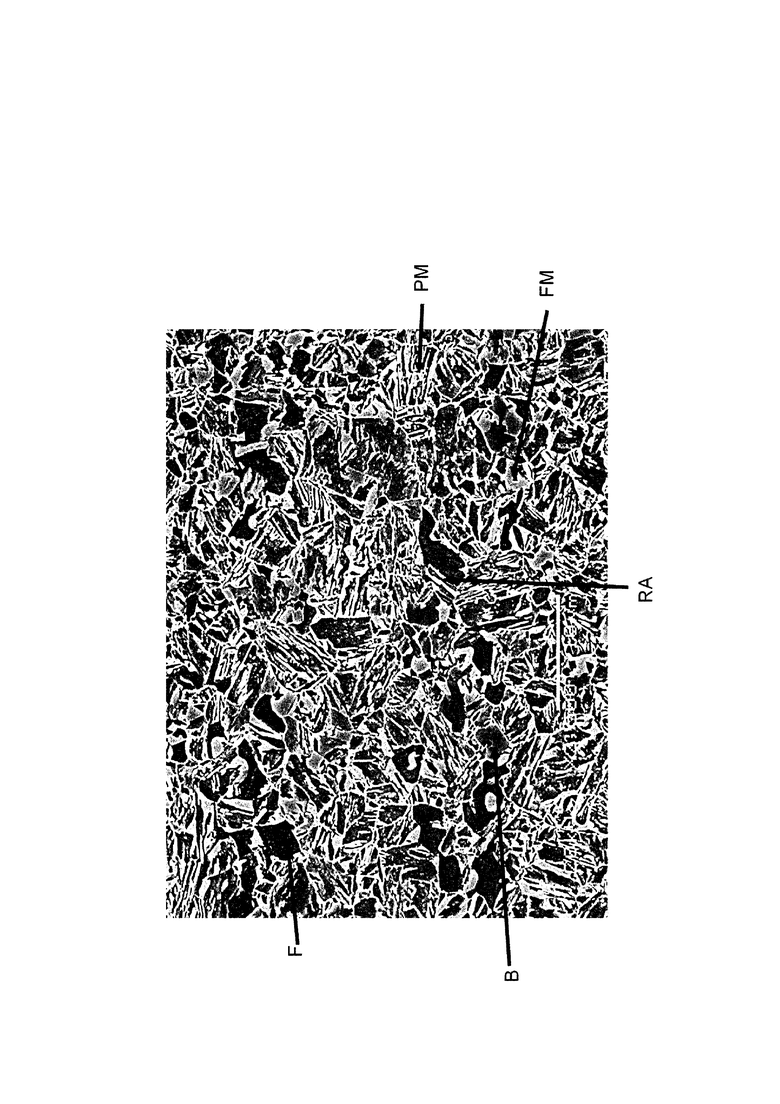
Микроструктуры, полученные для листов, приводятся в таблице IV. F обозначает поверхностную долевую концентрацию межкритического феррита, М обозначает поверхностную долевую концентрацию мартенсита, РМ обозначает уровень процентного содержания мартенсита, подвергшегося перераспределению углерода, в мартенсите, RA обозначает поверхностную долевую концентрацию остаточного аустенита, а В обозначает поверхностную долевую концентрацию нижнего бейнита. Для каждой листовой стали в таблице IV приводится то, находятся ли долевая концентрация или уровень процентного содержания каждого компонента микроструктуры в пределах целевого диапазона.

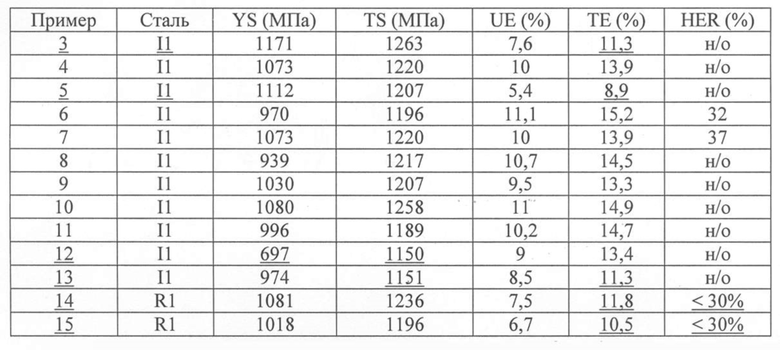
Вдобавок к этому, определяли коэффициент раздачи отверстия HER, измеренный в соответствии с документом standard ISO 16630:2009, предел текучести при растяжении YS, предел прочности при растяжении TS, равномерное относительное удлинение UE и полное относительное удлинение ТЕ для каждой листовой стали. Предел текучести при растяжении YS, предел прочности при растяжении TS, равномерное относительное удлинение UE и полное относительное удлинение ТЕ измеряли в соответствии с документом ISO standard ISO 6892-1, опубликованным в октябре 2009 года. Свойства приводятся в таблице V.
В данной таблице «н/о» обозначает то, что свойство не определяли.
Как это демонстрируют данные примеры, в результате осуществления способа, соответствующего изобретению, могут быть получены листовые стали с нанесенными покрытиями, характеризующиеся пределом прочности при растяжении, составляющим по меньшей мере 1180 МПа, и полным относительным удлинением ТЕ, в соответствии с документом ISO 6892-1 составляющим по меньшей мере 13%. Данные листовые стали также характеризуются пределом текучести при растяжении, составляющим по меньшей мере 800 МПа, и коэффициентом раздачи отверстия HER, в соответствии с документом ISO 16630:2009 составляющим по меньшей мере 30%. Данные листовые стали также характеризуются равномерным относительным удлинением, составляющим по меньшей мере 9%, а в общем случае более, чем 10%.
Таблица V
Как это демонстрирует сопоставление примеров 3 и 4, целевые свойства будут достигаться только в случае температуры закалки, заключенной в пределах от Ms - 60°C до Ms - 10°C. В противоположность этому, в случае температуры закалки QT, меньшей, чем Ms - 60°C, (пример 3) долевая концентрация мартенсита, созданного после закалки, будет чрезмерно высокой таким образом, что достаточная долевая концентрация аустенита не могла быть достигнута. В результате не достигается полное относительное удлинение, составляющее по меньшей мере 13%.
Как это демонстрирует сопоставление примеров 4 и 5, целевые свойства будут достигаться только в случае температуры перераспределения углерода РТ, заключенной в пределах от 410°C до 470°C. В противоположность этому, в случае температуры перераспределения углерода PT, составляющей менее, чем 410°C, (пример 5) произойдет недостаточное перераспределение углерода из мартенсита в аустенит таким образом, что аустенит не будет стабилизироваться достаточным образом для обеспечения наличия полного относительного удлинения, составляющего по меньшей мере 13%.
Как это демонстрирует сопоставление примеров 6 и 7, уменьшение температуры отжига от 900°С до 880°С делает возможным достижение улучшенного баланса между пределом прочности при растяжении и полным относительным удлинением.
Как это демонстрируют примеры 6, 8 и 9, способ является очень надежным при вариациях времени отжига tA и времени перераспределения углерода Pt, которые могут быть обусловлены вариациями производительности технологической линии. Поэтому достижения целевых механических свойств добиваются при использовании способа изобретения вне зависимости от нежелательных вариаций производительности технологической линии. Однако, как это необходимо отметить, более продолжительные времена перераспределения углерода Pt приводят к увеличению предела текучести при растяжении YS (пример 10) вследствие уменьшения долевой концентрации свежего мартенсита.
При использовании примеров от 10 до 12 изобретатели исследовали воздействие скорости охлаждения Vc во время закалки на механические свойства.
Как это демонстрируют данные примеры, в случае скорости охлаждения, составляющей более, чем 30°С/с, будут достигаться целевые свойства. В противоположность этому, в случае скорости охлаждения, составляющей 30°С/с и менее, (пример 13) после охлаждения будут создаваться более, чем 5% феррита, и при QT будет получена недостаточная долевая концентрация мартенсита. Как следствие конечная структура характеризуется недостаточным уровнем процентного содержания мартенсита, подвергшегося перераспределению углерода, и содержит превращенный феррит. Поэтому не достигаются предел текучести при растяжении, составляющий по меньшей мере 800 МПа, и предел прочности при растяжении, составляющий по меньшей мере 1180 МПа.
Вдобавок к этому, как это демонстрируют примеры 10 и 11, в случае скорости охлаждения, составляющей по меньшей мере 50°С/с, будет достигаться полное относительное удлинение, составляющее более, чем 14%, а в случае скорости охлаждения Vc, составляющей по меньшей мере 60°С/с, будут достигаться предел прочности при растяжении, составляющий по меньшей мере 1250 МПа, и полное относительное удлинение, составляющее по меньшей мере 14%.
Как это демонстрирует пример 13, в случае чрезмерно низких температур отжига, закалки и перераспределения углерода целевые свойства не будут достигаться. В особенности, вследствие низкой температуры отжига долевая концентрация межкритического феррита составляет более, чем 10%. Вдобавок к этому, вследствие низких температур закалки и перераспределения углерода является чрезмерно высокой долевая концентрация мартенсита, созданного после охлаждения, и во время перераспределения углерода происходит недостаточное перераспределение углерода из данного мартенсита в аустенит. В результате не достигаются предел прочности при растяжении, составляющий по меньшей мере 1180 МПа, и полное относительное удлинение, составляющее по меньшей мере 13%.
Примеры 14 и 15 произведены из стали R1, характеризующейся, в частности, недостаточным уровнем содержания Al.
Вдобавок к этому, примеры 14 и 14 производили при чрезмерно низких температурах отжига и закалки.
Таким образом, примеры 14 и 15 характеризуются полным относительным удлинением, составляющим менее, чем 13%, и коэффициентом раздачи отверстия, составляющим менее, чем 30%.
На прилагающейся фигуре продемонстрирована микрофотография, демонстрирующая микроструктуру из примера 11. На данной фигуре F обозначает межкритический феррит, В обозначает нижний бейнит, РМ обозначает мартенсит, подвергшийся перераспределению углерода, FM обозначает свежий мартенсит, а RA обозначает остаточный аустенит.
Пример 2
Изготавливали листы, полученные из композиций стали, соответствующих таблице VI, при этом уровни содержания элементов выражаются при расчете на массу. В таблице I приводятся температуры превращений, такие как Ас1 и Ас3. Значения Ас1 и Ас3 измеряли при использовании дилатометрии. В таблице VI сталь I1 является той же самой сталью, что и в таблице I.
Таблица VI

В данной таблице обозначение «ост.» говорит об элементе, присутствующем только в виде остатка, и об отсутствии преднамеренного добавления данного элемента.
Листы подвергали горячей прокатке, после этого скатыванию в рулон при 550°С. Горячекатаные листовые стали, изготовленные из сталей I1 и R1, подвергали отжигу в камерной печи на протяжении 2 дней при 550°С, травлению и холодной прокатке до толщины 1,6 мм.
Холоднокатаные листы подвергали отжигу, закалке и перераспределению углерода. После перераспределения углерода на листы наносили покрытие в результате погружения в расплав в виде цинкования при 460°С, после этого проводили охлаждение до комнатной температуры.
Условия обработки приводятся в таблице VII.
Таблица VII

В данной таблице Ms обозначает температуру начала мартенситного превращения для аустенита, представляющего собой результат отжига, ТА представляет собой температуру отжига, tA представляет собой время отжига, Vc представляет собой среднюю скорость охлаждения между температурой отжига ТА и температурой закалки, QT представляет собой температуру закалки, РТ представляет собой температуру перераспределения углерода, а Pt представляет собой время перераспределения углерода. Пример 16 соответствует описанному выше примеру 6.
Микроструктуры, полученные для листов, приводятся в таблице VIII. F обозначает поверхностную долевую концентрацию межкритического феррита, М обозначает поверхностную долевую концентрацию мартенсита, РМ обозначает уровень процентного содержания мартенсита, подвергшегося перераспределению углерода, в мартенсите, RA обозначает поверхностную долевую концентрацию остаточного аустенита, а В обозначает поверхностную долевую концентрацию нижнего бейнита.
Таблица VIII

Вдобавок к этому, определяли коэффициент раздачи отверстия HER, измеренный в соответствии с документом standard ISO 16630:2009, предел текучести при растяжении YS, предел прочности при растяжении TS, равномерное относительное удлинение UE и полное относительное удлинение ТЕ для каждой листовой стали. Предел текучести при растяжении YS, предел прочности при растяжении TS, равномерное относительное удлинение UE и полное относительное удлинение ТЕ измеряли в соответствии с документом ISO standard ISO 6892-1, опубликованным в октябре 2009 года. Свойства приводятся в таблице IX.
В данной таблице «н/о» обозначает то, что свойство не определяли.
Таблица IX
Листовые стали, изготовленные из сталей I1 или R2, (примеры 16 и 17) сваривали при использовании контактной точечной сварки сопротивлением при использовании переменного электрического тока при 60 Гц и усилия на электродах 4,5 кН в различных условиях, соответствующих таблице Х. Электроды располагаются перпендикулярно листовым сталям.
- В результате применения различных величин интенсивности возможным является установление подходящего для использования диапазона сварки, определяемого значением Imin, которое представляет собой минимальную интенсивность, выше которой наблюдается разрушение при стягивании в ходе проведения для сварного шва от контактной точечной сварки сопротивлением испытания на сдвиг при растяжении, и значением Imax, которое представляет собой интенсивность, при которой начинает наблюдаться вытеснение жидкого металла при контактной точечной сварке сопротивлением. Выбор интенсивности в промышленных условиях зачастую делается в области данного последнего значения, поскольку это соответствует большому диаметру ядра сварной точки, что делает возможным получение высоких характеристик сварного шва при растяжении. В настоящем случае сварку проводили при Imax и слегка выше в области вытеснения, то есть, Imax + 10%. Несмотря на увеличение восприимчивости к охрупчиванию ЖМО в результате сварки при интенсивности, заключенной в пределах от Imax до Imax + 10%, данное состояние в некоторых случаях может встречаться в промышленной практике.
Параметры сварки представляют собой:
- диаметр рабочего конца электрода: 6 мм,
- сварочное усилие: 4,5 кН,
- время сварки: 380 мс,
- время охлаждения: 0 мс,
- время выдерживания: 300 мс.
- В результате сварки двух или трех листов друг с другом и создания конфигурации пакета восприимчивость к растрескиванию, обусловленному охрупчиванием ЖМО, является большей при увеличенной толщине пакета. В особенности, для производства пакетов из двух слоев листы 16 и 17 сваривают с оцинкованной сталью DP980, характеризующейся следующей далее композицией: 0,1С - 2,2Mn - 0,3Mo - 0,2Cr - 0,01 Nb - 0,03Ti - 0,001B и имеющей толщину 1,6 мм. Для производства пакетов из трех слоев листы 16 и 17 сваривали с двумя оцинкованными листами, изготовленными из стали для особо глубокой вытяжки (характеризующейся пределом прочности при растяжении 270 МПа), при этом каждый из них имеет толщину 1,5 мм. Данные другие стали выбираются, поскольку их контактная точечная сварка требует наличия более высокого уровня электрического тока для получения надлежащих сварных швов в сопоставлении с тем, что имеет место для сталей изобретения, характеризуясь пределом прочности при растяжении, составляющим более, чем 1180 МПа. Данный высокий уровень электрического тока индуцирует большой подвод тепла и как следствие индуцирует появление большего количества трещин, обусловленных охрупчиванием ЖМО, во время сварки высокопрочных сталей. Таким образом, жесткость условий сварки увеличивается. В таблице Х приводится совокупная толщина пакетов. В данных пакетах сварку проводят таким образом, чтобы листовая сталь, характеризующаяся пределом прочности при растяжении, составляющим более, чем 1180 МПа, (листовые стали из примеров 16 или 17) имела бы одну поверхность, находящуюся в контакте со сварочным электродом. Возможные трещины более подвержены формированию в зоне вдавливания, создаваемой сварочным электродом на поверхности листа.
Таблица Х
Наблюдение и количественную оценку трещин вследствие охрупчивания ЖМО проводили в следующих далее условиях: после поперечного полурассечения и тонкого полирования 20 сварных швов от контактной точечной сварки, при этом десять из них сваривают при использовании I = Imax, а десять других сваривают при использовании I = Imax + 10%, сечения сварных швов наблюдали при использовании оптического микроскопа с увеличением в диапазоне от 10 до 1000, например, 200. Для каждого сварного шва от контактной точечной сварки измеряли количество трещин, имеющих глубину, составляющую более, чем 100 микронов, в числе представителей каждой серии из 10 сварных швов от точечной контактной сварки. Вдобавок к этому, для каждой серии из 10 сварных швов от точечной контактной сварки, произведенных в тех же самых условиях, определяли максимальный размер трещины, составляющий более, чем 100 мкм.
Для пакетов из двух слоев высокую стойкость к растрескиванию, обусловленному охрупчиванием ЖМО, получат в случае среднего количества трещин, имеющих глубину, составляющую более, чем 100 микронов, составляющего менее, чем 0,1, в случае сварки при I = Imax или Imax + 10%.
Для пакетов из трех слоев высокую стойкость к растрескиванию, обусловленному охрупчиванием ЖМО, получат в случае среднего количества трещин, имеющих глубину, составляющую более, чем 100 микронов, составляющего менее, чем 2, в случае сварки при I = Imax или в случае среднего количества трещин, составляющего менее, чем 4, в случае сварки при Imax + 10%.
В таблице XI демонстрируются интенсивность Imax, среднее количество трещин, обусловленных охрупчиванием ЖМО, согласно определению в условиях сварки при Imax или Imax + 10% и максимальный размер трещин, имеющих размер, составляющий более, чем 100 мкм.
Таблица XI
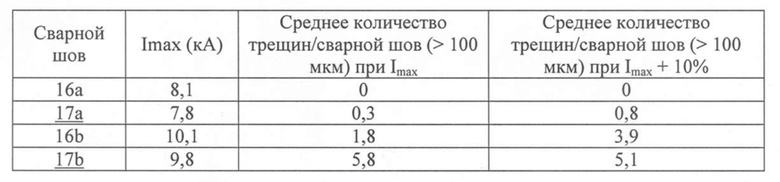
В данной таблице 16а обозначает листовые стали 16, сваренные в условиях а. То же самое относится к примеру 17а (листу 17, сваренному в условиях а) и по аналогии к примерам 16b и 17b.
Что касается свариваемости при использовании контактной точечной сварки и в соответствии с демонстрацией в вышеупомянутом примере 2, то листы, соответствующие изобретению, характеризуются низкой восприимчивостью к охрупчиванию ЖМО. Это означает то, что при использовании таких сталей возможным является производство конструкций, включающих сварные швы от контактной точечной сварки сопротивлением, таких как кузова автомобилей, для которых вероятность наличия количества трещин в сварных швах от контактной точечной сварки сопротивлением является такой, что среднее число составляет менее, чем 6 трещин при расчете на один сварной шов от контактной точечной сварки сопротивлением, а вероятность наличия менее, чем 10 трещин составляет 98%.
В дополнение к этому, в соответствии с демонстрацией в вышеупомянутом примере количество трещин, имеющих размер, составляющий более, чем 100 микронов, в высокой степени уменьшается в сопоставлении с тем, что имеет место для листовых сталей современного уровня техники.
В частности, сварная конструкция, включающая сварной шов от контактной точечной сварки сопротивлением, из по меньшей мере двух листовых сталей может быть произведена в результате производства первой листовой стали при использовании способа, соответствующего изобретению, например, при нанесении покрытия из Zn или сплава Zn, получения второй листовой стали, характеризующейся композицией, такой что С + Si/10 ≤ 0,30% и Al ≥ 6(C + Mn/10) - 2,5%, и контактной точечной сварки сопротивлением для первой листовой стали и второй листовой стали. Вторая листовая сталь может, например, быть произведена при использовании способа, соответствующего изобретению, и на нее может быть нанесено покрытие из Zn или сплава Zn.
- Таким образом, получают сварную конструкцию, характеризующуюся низкой восприимчивостью к охрупчиванию ЖМО. Например, для такой сварной конструкции, включающей по меньшей мере десять сварных швов от контактной точечной сварки сопротивлением, среднее количество трещин при расчете на один сварной шов от контактной точечной сварки сопротивлением составляет менее, чем 6.
Например, сварная конструкция может быть произведена в результате получения первой листовой стали и второй листовой стали, частичного наложения первой листовой стали и второй листовой стали, приложения усилия, заключенного в пределах от 3,5 до 5 кн, при использовании электродов, расположенных перпендикулярно к наложенным листам, и контактной точечной сварки сопротивлением для первой и второй листовых сталей в целях производства по меньшей мере 10 сварных швов от точечной контактной сварки сопротивлением, при этом интенсивность заключена в пределах от Imax до 1,1 * Imax, причем Imax представляет собой интенсивность, при которой начинает наблюдаться вытеснение жидкого металла при контактной точечной сварке сопротивлением для упомянутой первой листовой стали с нанесенным покрытием и упомянутой второй листовой стали.
В особенности, в случае сварной конструкции, являющейся сварной конструкцией только из двух листов (первой и второй листовых сталей), даже при сварке листовых сталей в жестких условиях, в особенности, при использовании интенсивности, заключенной в пределах от Imax до Imax + 10%, среднее количество трещин в сварных швах от контактной точечной сварки сопротивлением, имеющих глубину, составляющую более, чем 100 микронов, составляет менее, чем 0,1. В общем случае в числе десяти сварных швов от контактной точечной сварки сопротивлением ни один не включает трещины, имеющей глубину, составляющую более, чем 100 микронов.
В случае сварной конструкции, являющейся сварной конструкцией из трех листов, при этом третий лист характеризуется композицией, такой что С + Si/10 ≤ 0,30% и Al ≥ 6(C + Mn/10) - 2,5%, даже при сварке листовых сталей в жестких условиях, в особенности, при использовании интенсивности, заключенной в пределах от Imax до Imax + 10%, среднее количество трещин в сварных швах от контактной точечной сварки сопротивлением, имеющих глубину, составляющую более, чем 100 микронов, составляет менее, чем 4. В особенности, в случае равенства интенсивности значению Imax среднее количество трещин, имеющих глубину, составляющую более, чем 100 микронов, составляет менее, чем 2.
Листовые стали, необязательно сваренные при использовании контактной точечной сварки сопротивлением в соответствии с изобретением, с выгодой используют для изготовления деталей конструкции автомобильных транспортных средств, поскольку они характеризуются высокой деформируемостью во время осуществления способа изготовления и высоким поглощением энергии в случае столкновения. Сварные швы от контактной точечной сварки сопротивлением, соответствующие изобретению, также используют с выгодой для изготовления деталей конструкции автомобильных транспортных средств, поскольку намного ослабляются возможные инициирование и распространение трещин, расположенных в зонах сварки.
Изобретение относится к области металлургии. Для получения листовой стали с нанесенным покрытием, обладающей заданными механическими свойствами совместно с высокой свариваемостью, в особенности высокой свариваемостью при использовании контактной точечной сварки, способ включает получение холоднокатаной листовой стали, содержащей, мас.%: 0,15 ≤ С ≤ 0,23, 1,4 ≤ Mn ≤ 2,6, 0,6 ≤ Si ≤ 1,3, при этом С + Si/10 ≤ 0,30, 0,4 ≤ Al ≤ 1,0, причем Al ≥ 6(C + Mn/10) - 2,5, 0,010 ≤ Nb ≤ 0,035, 0,1 ≤ Мо ≤ 0,5, отжиг листа при температуре в диапазоне 860-900°С для получения структуры, состоящей из по меньшей мере 90% аустенита и по меньшей мере 2% межкритического феррита, закалку до температуры в диапазоне от Ms - 10°С до Ms - 60°С при скорости Vc, составляющей более чем 30°С/с, нагрев до температуры РТ в диапазоне от 410°С до 470°С на протяжении от 60 до 130 с, нанесение на лист покрытия в результате погружения в расплав и охлаждение до комнатной температуры. Микроструктура содержит от 45 до 68% мартенсита, состоящего из от 85 до 95% мартенсита, подвергшегося перераспределению углерода и характеризующегося уровнем содержания С, составляющим, самое большее, 0,45%, и свежего мартенсита; от 10% до 15% остаточного аустенита; от 2% до 10% межкритического феррита; от 20% до 30% нижнего бейнита. 9 н. и 22 з.п. ф-лы, 1 ил., 11 табл.
1. Способ производства листовой стали с нанесенным покрытием, имеющей предел текучести при растяжении, составляющий по меньшей мере 800 МПа, предел прочности при растяжении, составляющий по меньшей мере 1180 МПа, полное относительное удлинение, составляющее в соответствии со стандартом ISO 6892-1 по меньшей мере 13%, и коэффициент раздачи отверстия HER, составляющий в соответствии со стандартом ISO 16630:2009 по меньшей мере 30%,
при этом способ включает следующие далее последовательные стадии:
получение холоднокатаной листовой стали, изготовленной из стали, характеризующейся химическим составом, содержащим в мас.%:
0,15 ≤ С ≤ 0,23,
1,4 ≤ Mn ≤ 2,6,
0,6 ≤ Si ≤ 1,3,
при этом С + Si/10 ≤ 0,30,
0,4 ≤ Al ≤ 1,0,
причем Al ≥ 6(C + Mn/10) – 2,5,
0,010 ≤ Nb ≤ 0,035,
0,1 ≤ Мо ≤ 0,5,
Fe и неизбежные
примеси - остальное,
отжиг холоднокатаной листовой стали при температуре отжига TА, заключенной в пределах от 860°С до 900°С, при этом температура отжига менее Ас3 для получения отожженной листовой стали, обладающей структурой, состоящей из по меньшей мере 90% аустенита и по меньшей мере 2% межкритического феррита,
охлаждение отожженной листовой стали от температуры отжига TА вплоть до температуры охлаждения QT, заключенной в пределах от Ms - 10°С до Ms - 60°С, при скорости охлаждения Vc, составляющей более 30°С/с, для получения закаленного листа,
нагрев закаленного листа от температуры охлаждения QT до температуры РТ, заключенной в пределах от 410°С до 470°С, и выдержку листа при данной температуре РТ на протяжении времени Pt, заключенного в пределах от 60 до 130 с,
нанесение на листовую сталь покрытия в результате погружения в ванну расплава,
охлаждение листовой стали вплоть до комнатной температуры для получения листовой стали с нанесенным покрытием, обладающей микроструктурой, содержащей при выражении в долях площади:
от 45% до 68% мартенсита, при этом мартенсит состоит из мартенсита, в котором произошло перераспределение углерода, и свежего мартенсита, причем от 85% до 95% мартенсита представляет собой мартенсит, в котором произошло перераспределение углерода, при этом упомянутый мартенсит, в котором произошло перераспределение углерода, характеризуется уровнем содержания С, составляющим самое большее 0,45%,
от 10% до 15% остаточного аустенита,
от 2% до 10% межкритического феррита,
от 20% до 30% нижнего бейнита.
2. Способ по п. 1, в котором закаленный лист непосредственно перед нагреванием до температуры РТ обладает структурой, состоящей при выражении в долях площади из:
от 2% до 10% межкритического феррита,
по меньшей мере 10% остаточного аустенита,
по меньшей мере 38% мартенсита и
по меньшей мере 15% нижнего бейнита,
самое большее 5% превращенного феррита.
3. Способ по п. 1, в котором стадия получения холоднокатаной листовой стали включает:
горячую прокатку полуфабриката, изготовленного из упомянутой стали, для получения горячекатаной листовой стали,
скатывание упомянутой горячекатаной листовой стали в рулон при температуре Тс, заключенной в пределах от 400°С до 750°С,
проведение отжига в камерной печи при температуре ТНВА, заключенной в пределах от 500°С до 700°С, на протяжении периода времени, заключенного в пределах от 2 до 6 дней,
холодную прокатку упомянутой горячекатаной листовой стали для получения упомянутой холоднокатаной листовой стали.
4. Способ по п. 1, в котором холоднокатаную листовую сталь выдерживают при температуре отжига ТА на протяжении времени отжига tA, заключенного в пределах от 80 до 180 с.
5. Способ по любому из пп. 1-4, в котором температура отжига ТА составляет самое большее 880°С для получения отожженной листовой стали, обладающей структурой, состоящей из по меньшей мере 90% аустенита и более 5% межкритического феррита, причем микроструктура листовой стали с нанесенным покрытием содержит более 5% межкритического феррита.
6. Способ по любому из пп. 1-4, в котором охлаждение отожженной листовой стали от температуры отжига TА до температуры охлаждения QT осуществляют со средней скоростью охлаждения Vc, составляющей по меньшей мере 50°С/с, причем микроструктура листовой стали с нанесенным покрытием состоит при выражении в долях площади из:
от 45% до 68% мартенсита, при этом мартенсит состоит из мартенсита, в котором произошло перераспределение углерода, и свежего мартенсита, причем от 85% до 95% мартенсита представляет собой мартенсит, в котором произошло перераспределение углерода, при этом упомянутый мартенсит, в котором произошло перераспределение углерода, характеризуется уровнем содержания С, составляющим самое большее 0,45%,
от 10% до 15% остаточного аустенита,
от 2% до 10% межкритического феррита,
от 20% до 30% нижнего бейнита,
причем листовая сталь с нанесенным покрытием характеризуется полным относительным удлинением, составляющим по меньшей мере 14%.
7. Способ по п. 6, в котором охлаждение отожженной листовой стали от температуры отжига TА до температуры охлаждения QT осуществляют со средней скоростью охлаждения Vc, составляющей по меньшей мере 60°С/с, причем полное относительное удлинение составляет по меньшей мере 14%, а предел прочности при растяжении составляет по меньшей мере 1250 МПа.
8. Способ по любому из пп. 1-4, в котором 0,6% ≤ Si < 1,0% и 0,7% ≤ Al ≤ 1,0%.
9. Способ по любому из пп. 1-4, в котором 0,17% ≤ С ≤ 0,21%.
10. Способ по любому из пп. 1-4, в котором 1,9% ≤ Mn ≤ 2,3%.
11. Способ по любому из пп. 1-4, в котором на листовую сталь наносят покрытие из Zn или сплава Zn.
12. Способ производства сварной конструкции из по меньшей мере двух листовых сталей, соединенных по меньшей мере одним сварным швом, полученным контактной точечной сваркой сопротивлением, включающий:
получение первой листовой стали с нанесенным покрытием способом по любому из пп. 1-4,
обеспечение второй листовой стали, характеризующейся таким составом, что С + Si/10 ≤ 0,30% и Al ≥ 6(C + Mn/10) – 2,5%,
соединение указанных первой листовой стали с нанесенным покрытием и второй листовой стали посредством контактной точечной сварки сопротивлением.
13. Листовая сталь с нанесенным покрытием, полученная из стали, характеризующейся следующим химическим составом, содержащим в мас.%:
0,15 ≤ С ≤ 0,23,
1,4 ≤ Mn ≤ 2,6,
0,6 ≤ Si ≤ 1,3,
при этом С + Si/10 ≤ 0,30,
0,4% ≤ Al ≤ 1,0,
причем Al ≥ 6(C + Mn/10) – 2,5,
0,010 ≤ Nb ≤ 0,035,
0,1 ≤ Мо ≤ 0,5,
Fe и неизбежные
примеси – остальное,
причем упомянутая листовая сталь с нанесенным покрытием обладает микроструктурой, содержащей при выражении в долях площади:
от 45% до 68% мартенсита, при этом мартенсит состоит из мартенсита, в котором произошло перераспределение углерода, и свежего мартенсита, причем от 85% до 95% мартенсита представляет собой мартенсит, в котором произошло перераспределение углерода, при этом упомянутый мартенсит, в котором произошло перераспределение углерода, характеризуется уровнем содержания С, составляющим самое большее 0,45%,
от 10% до 15% остаточного аустенита,
от 2% до 10% межкритического феррита,
от 20% до 30% нижнего бейнита.
14. Листовая сталь по п. 13, в которой остаточный аустенит характеризуется средним уровнем содержания С, заключенным в пределах от 1,0% до 1,3%.
15. Листовая сталь по п. 13, в которой микроструктура листовой стали с нанесенным покрытием содержит более чем 5% межкритического феррита.
16. Листовая сталь по любому из пп. 13-15, в которой 0,6% ≤ Si < 1,0% и 0,7% ≤ Al ≤ 1,0%.
17. Листовая сталь по любому из пп. 13-15, в которой 0,17% ≤ С ≤ 0,21%.
18. Листовая сталь по любому из пп. 13-15, в которой 1,9% ≤ Mn ≤ 2,3%.
19. Листовая сталь по любому из пп. 13-15, характеризующаяся пределом текучести при растяжении, составляющим по меньшей мере 800 МПа, пределом прочности при растяжении, составляющим по меньшей мере 1180 МПа, полным относительным удлинением, составляющим в соответствии со стандартом ISO 6892-1 по меньшей мере 13%, и коэффициентом раздачи отверстия, составляющим в соответствии со стандартом ISO 16630:2009 HER по меньшей мере 30%.
20. Листовая сталь по любому из пп. 13-15, имеющая покрытие из Zn или сплава Zn, при этом покрытие нанесено при температуре, составляющей менее чем 480°С.
21. Листовая сталь по любому из пп. 13-15, в которой микроструктура состоит при выражении в долях площади из:
от 45% до 68% мартенсита, при этом мартенсит состоит из мартенсита, в котором произошло перераспределение углерода, и свежего мартенсита, причем от 85% до 95% мартенсита представляет собой мартенсит, в котором произошло перераспределение углерода, при этом упомянутый мартенсит, в котором произошло перераспределение углерода, характеризуется уровнем содержания С, составляющим самое большее 0,45%,
от 10% до 15% остаточного аустенита,
от 2% до 10% межкритического феррита,
от 20% до 30% нижнего бейнита,
самое большее 5% превращенного феррита.
22. Листовая сталь по любому из пп. 13-15, в которой микроструктура состоит при выражении в долях площади из:
от 45% до 68% мартенсита, при этом мартенсит состоит из мартенсита, в котором произошло перераспределение углерода, и свежего мартенсита, причем от 85% до 95% мартенсита представляет собой мартенсит, в котором произошло перераспределение углерода, при этом упомянутый мартенсит, в котором произошло перераспределение углерода, характеризуется уровнем содержания С, составляющим самое большее 0,45%,
от 10% до 15% остаточного аустенита,
от 2% до 10% межкритического феррита,
от 20% до 30% нижнего бейнита.
23. Сварная конструкция из листовых сталей, содержащая по меньшей мере две листовые стали, в которой первая листовая сталь является листовой сталью с нанесенным покрытием по любому из пп. 13-15, а вторая листовая сталь характеризуется таким составом, что С + Si/10 ≤ 0,30% и Al ≥ 6(C + Mn/10) – 2,5%, при этом две листовые стали соединены посредством десяти сварных швов, полученных контактной точечной сваркой сопротивлением, при этом среднее количество трещин при расчете на один сварной шов, полученный контактной точечной сваркой сопротивлением, составляет менее чем 6.
24. Сварная конструкция по п. 23, в которой вторая листовая сталь является листовой сталью с нанесенным покрытием по любому из пп. 13-15.
25. Сварная конструкция по п. 23, в которой сварной конструкцией является сварная конструкция из двух листов, состоящих из указанной первой листовой стали и указанной второй листовой стали, причем среднее количество трещин, имеющих глубину, составляющую более чем 100 микронов, в числе по меньшей мере десяти указанных сварных швов, составляет менее чем 0,1.
26. Сварная конструкция по п. 23, в которой сварная конструкция является сварной конструкцией из указанной первой листовой стали, указанной второй листовой стали и третьей листовой стали, характеризующейся таким составом, что С + Si/10 ≤ 0,30% и Al ≥ 6(C + Mn/10) – 2,5%, причем среднее количество трещин, имеющих глубину, составляющую более чем 100 микронов, в числе по меньшей мере десяти указанных сварных швов, составляет менее чем 4.
27. Способ производства сварной конструкции из листовых сталей по п. 25, включающий:
обеспечение указанной первой листовой стали и указанной второй листовой стали,
частичное наложение указанных первой листовой стали и второй листовой стали,
приложение усилия, заключенного в пределах от 3,5 до 5 кН, при использовании электродов, расположенных перпендикулярно к наложенным листам,
контактную точечную сварку сопротивлением указанных первой и второй листовых сталей для получения по меньшей мере 10 сварных швов точечной контактной сварки сопротивлением при интенсивности, находящейся в пределах от Imax до 1,1*Imax, причем Imax представляет собой интенсивность, при которой начинает наблюдаться вытеснение жидкого металла при контактной точечной сварке сопротивлением указанных первой листовой стали с нанесенным покрытием и второй листовой стали.
28. Применение листовой стали с нанесенным покрытием, полученной способом по любому из пп. 1-4, для изготовления деталей конструкции автомобильных транспортных средств.
29. Применение листовой стали с нанесенным покрытием по любому из пп. 13-15 для изготовления деталей конструкции автомобильных транспортных средств.
30. Применение сварной конструкции из листовых сталей, полученной способом по п. 12, для изготовления деталей конструкции автомобильных транспортных средств.
31. Применение сварной конструкции из листовых сталей по п. 23 для изготовления деталей конструкции автомобильных транспортных средств.

