Предполагаемое изобретение относится к области сварки, преимущественно к контактной точечной сварке и может быть использовано для сварки горячеоцинкованных стальных листов, использованных в автомобилестроении для повышения коррозийной стойкости стального листа.
В настоящее время при точечной сварке оцинкованных стальных листов с целью повышения качества сварных соединений, стойкости электродов используют способы сварки, которые включают стадии удаления покрытия из зоны сварки и формирования сварной точки. На первой стадии пытаются уменьшить толщину покрытия в точке сварки, так как вполне очевидно, что чем меньше толщина цинкового покрытия на поверхности стали, тем лучше ее свариваемость и выше качество сварных соединений.
Известен способ контактной точечной сварки, при котором размягчают и деформируют покрытие путем подачи предварительного импульса тока через сжатые между электродами детали, см. заявку Японии №59-21273, кл. В 23 К 11/16, 1984 г.
Недостатком этого способа является то, что при деформации покрытия происходит, в лучшем случае, уменьшение толщины покрытия, а основная часть покрытия остается в зоне контактов электрод-деталь и деталь-электрод. Это не обеспечивает надлежащее качество свариваемых деталей и приводит к увеличению операционного времени.
Названный выше недостаток устраняется патентом РФ №2066264, кл. В 23 К 11/10, 1996 г., авторы: А.В. Вакатов и Ю.С. Данилов.
При этом способе поверхность листов нагревают до температуры плавления цинкового покрытия, повышая его пластичность и возможность удаления значительной части из зоны сварки электрод-деталь и деталь-деталь под действием прикладываемого усилия на электроды. Это решение позволяет сократить операционное время, осуществить процесс сварки в две стадии: деформация и удаление покрытия, получение сварной точки.
Недостатком этого способа является то, что при удалении покрытия из зоны контактов электрод-деталь и деталь-деталь цинковое покрытие будет располагаться по периферии контактов, образуя “валик” вокруг электродов, а это приводит к тому, что при выполнении второй стадии сварки, с образованием сварной точки, произойдет увеличение площади контактов и уменьшение плотности тока, что приведет к необходимости увеличения режимов сварки.
Кроме того, по известному способу отсутствует какая-либо информация о наличии остатков цинкового покрытия в зоне сварки, отсутствует контроль за качеством очистки поверхности стального листа, что негативно может сказаться на качестве получения сварного ядра, на прочности и надежности сварного соединения.
Целью настоящего изобретения является устранение указанных недостатков и получение надежного качества сварного соединения с большей степенью вероятности очистки стальных листов от цинкового покрытия.
Ниже приведена сущность предложенного способа, позволяющего реализовать поставленные цели.
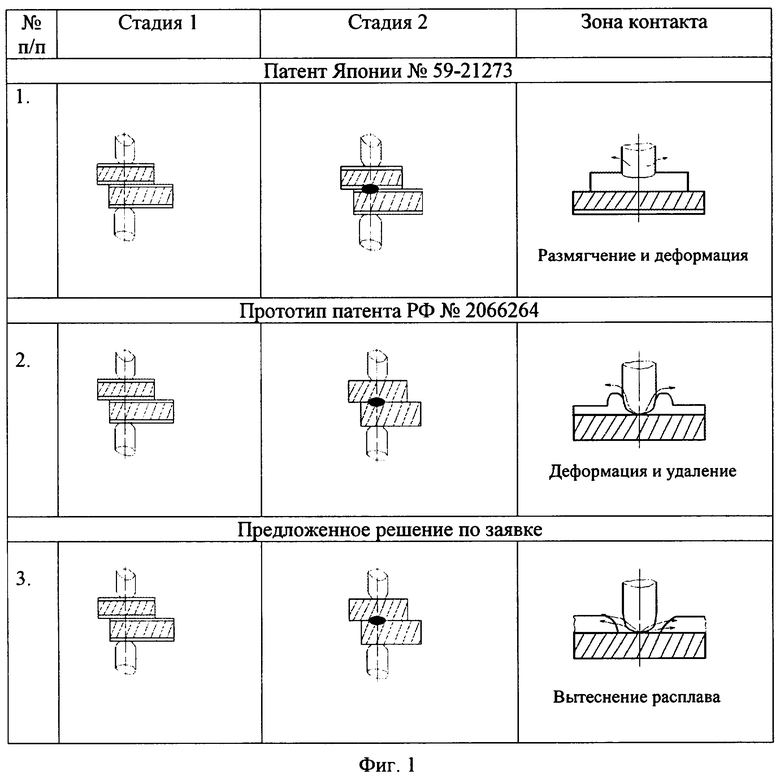
На фиг.1 в таблице приведены сравнительные анализы физического состояния покрытия при использовании рассматриваемых способов (аналог-патент Японии, прототип - патент РФ и предложенный способ - по заявке).
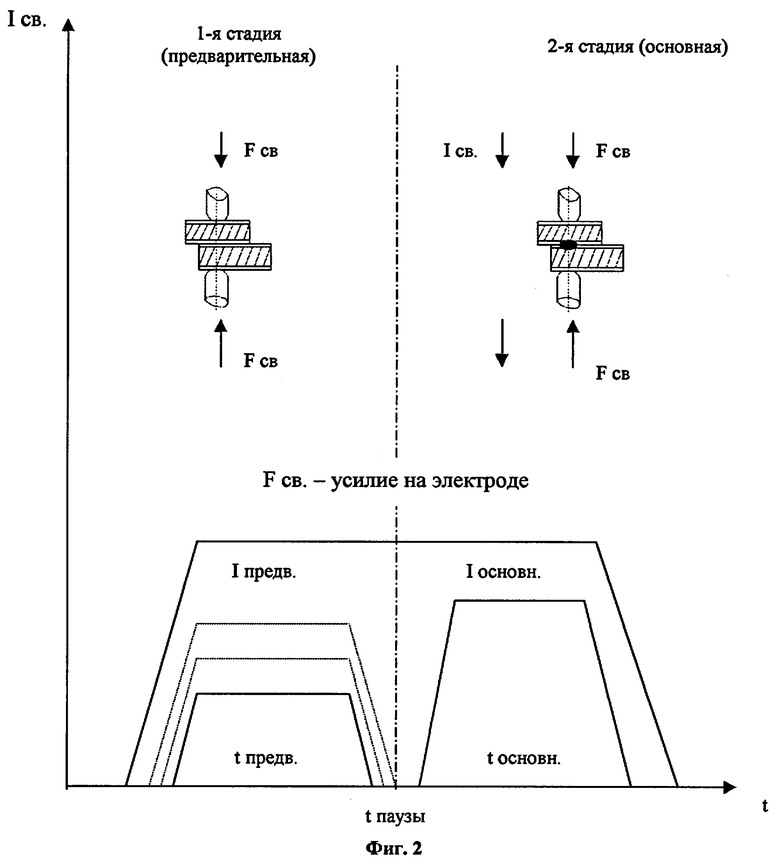
На фиг.2 приведена реализованная циклограмма режимов сварки, т.е. получение сварной точки (в левой части циклограммы “пунктиром” показаны режимы установочных режимов на опытной партии деталей).
Заявленный способ контактной точечной сварки оцинкованных стальных листов, при котором деформируют и удаляют цинковое покрытие из зоны сварки путем передачи предварительного импульса тока через сжатые между электродами детали, затем подают основной импульс тока до образования сварной точки, характеризуется тем, что, с целью повышения качества сварки, расширения технологических возможностей и снижения расхода электроэнергии, удаление покрытия из зоны сварки осуществляют путем расплава цинка при нагреве поверхности выше температуры плавления цинка, но ниже температуры образования сварной точки.
Сравнительный анализ (фиг.1) физического состояния покрытий при использовании различных способов контактной точечной сварки стальных листов с цинковым покрытием показывает, что, по патенту Японии, происходит размягчение и деформация цинкового покрытия, при этом удаление покрытия из зоны контактов происходит частично, (графы: стадия I, зона контакта), по патенту РФ, происходит деформация и удаление, по периферии электрода образуется “валик” деформируемого покрытия, уменьшается плотность тока, требуется увеличение режимов для проведения стадии II, отсутствует контроль о наличии цинкового покрытия, по заявке, происходит вытеснение расплава. Режимы сварки оптимальные.
Очевидно, что на стадии I - различие в температуре нагрева поверхности и способе удаления покрытия, на стадии II - различие в режимах сварки, качестве и надежности сварного соединения. Таким образом заявленное решение обладает новизной патентоспособных признаков и полезностью. Сварка производится при оптимальных режимах.
Эффект от использования заявленного способа и выбор оптимальных режимов сварки повысится, если способ будет реализован по результатам подбора режимов сварки на опытной партии деталей с последующим использованием рекомендованных режимов для деталей промышленной серии. При этом отсутствие цинкового покрытия в зоне сварки для выбора оптимальных режимов обеспечивают путем применения раствора сернокислой меди. В этом случае следует считать, что сварка проведена с оптимальными режимами, если в процессе индикации окраска осажденной меди в зоне контакта (сварки) имеет ярко-красный цвет. Если цвет в зоне контакта имеет ярко-розовую окраску, это означает, что покрытие удалено не полностью и процесс удаления покрытия следует повторить на очередной опытной детали с увеличением силы тока и/или длительности его импульса.
По результатам подбора оптимальных режимов сварки, процесс сварки и его режимы распространяют на промышленную партию деталей.
На фиг.2 приведена циклограмма сварки стальных оцинкованных листов, на которой с левой стороны показаны режимы для удаления расплава покрытия (пунктиром подбор режимов на опытной партии), слева - направо - временная пауза и режимы образования сварной точки.
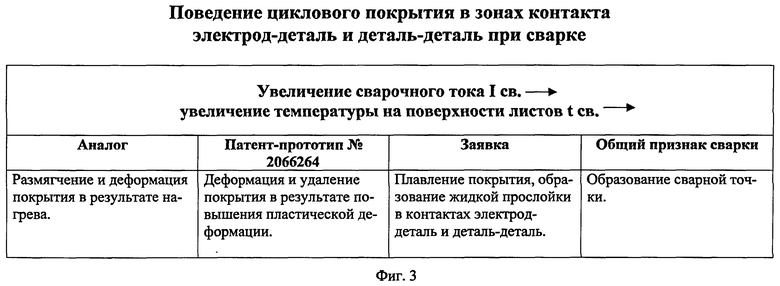
Проводим исследование процесса контактной точечной сварки стали 08Ю толщиной 0,8 мм с двухсторонним горячекатанным покрытием толщиной 12 мкм на пробной партии деталей. Через собранный внахлестку образец пропускаем ток, при котором сварочная точка еще не образуется, т.е. моделируем (имитируем) первую стадию процесса. Повышаем сварочный ток и наблюдаем за поведением цинкового покрытия. Поведение цинкового покрытия при этом можно представить в виде следующей блок-схемы (фиг.3).
Поведение цинкового покрытия при повышении сварочного тока проходит известные стадии: размягчение и деформация -аналог; деформация и удаление - прототип; плавление и удаление -заявка. То есть очевидна разница в способах на первой стадии. Общим для всех рассматриваемых способов является процесс образования сварной точки.
В соответствии с решением по заявке величину сварочного тока и температуру нагрева поверхности повышают до полного расплава и удаления цинкового покрытия из зоны сварки. Наличие (отсутствие) его в зоне сварки проверяют раствором сернокислой меди. О степени вытеснения покрытия из зоны контакта судят по цвету осаждаемой из раствора меди. Ярко-красный цвет свидетельствует об отсутствии цинкового покрытия в зоне сварки. Фиксируют выбранную величину тока для проведения процесса на серийной партии. Далее фиксируют величину сварочного тока для данной толщины деталей с дальнейшим использованием установленного тока на серийных деталях.
Экспериментально для указанной партии деталей установлены следующие режимы сварки:
1. Ток сварки на 1-й стадии - 11,5 кА.
2. Время протекания тока на 1-й стадии - 5 периодов.
3. Время паузы - 20 периодов.
4. Ток сварки на 2-й стадии - 13,5 кА.
5. Время протекания тока на 2-й стадии - 10 периодов.
6. Сварочное усилие на электродах - 2,5 кН.
По сравнению с традиционными способами сварки предложенный способ позволяет существенно повысить качество сварных соединений оцинкованной стали, т.к. достигается эффект “зонной” очистки поверхности вытеснением расплава цинка. При этом происходит повышение стойкости электродов в 2,5 раза, увеличивается коэффициент выплеска в 1,5 раза, а также стабильность и “устойчивость” процесса сварки.
Таким образом предложенным способом установлено, что при контактной точечной сварке тонколистовой стали с двухсторонним горячеоцинкованным покрытием толщиной 12 мкм происходит вытеснение покрытия из зоны контактов электрод-деталь и деталь-деталь пропорционально увеличению сварочного тока. Способ основан за счет рационального построения термодеформационного цикла сварки, что позволяет повысить качество сварных соединений оцинкованной стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОЧЕЧНОЙ СВАРКИ | 2016 |
|
RU2689293C1 |
| СПОСОБ ТОЧЕЧНОЙ СВАРКИ | 2016 |
|
RU2685928C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ СВАРКИ МЕТАЛЛИЧЕСКИХ ЛИСТОВ С ПОКРЫТИЕМ | 2014 |
|
RU2553314C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2086375C1 |
| СПОСОБ СВАРКИ ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНОЙ КОНСТРУКЦИИ ИЗ ПО МЕНЬШЕЙ МЕРЕ ДВУХ МЕТАЛЛИЧЕСКИХ ПОДЛОЖЕК | 2019 |
|
RU2764247C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЛИСТА С ЦИНКОВЫМ ПОКРЫТИЕМ, СТОЙКОГО К ЖИДКОМЕТАЛЛИЧЕСКОМУ ОХРУПЧИВАНИЮ | 2018 |
|
RU2761927C1 |
| СПОСОБ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 2014 |
|
RU2663659C2 |
| ОЦИНКОВАННЫЙ СТАЛЬНОЙ ЛИСТ С ВЫСОКОЙ СВАРИВАЕМОСТЬЮ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2018 |
|
RU2732714C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА С ПОКРЫТИЕМ, ОЦИНКОВАННЫЙ СТАЛЬНОЙ ЛИСТ (ВАРИАНТЫ) И ПРИМЕНЕНИЕ ОЦИНКОВАННОГО СТАЛЬНОГО ЛИСТА | 2021 |
|
RU2807620C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2004 |
|
RU2270081C1 |
Изобретение относится к области контактной точечной сварки, а именно для сварки оцинкованных стальных листов, используемых в автомобилестроении для повышения коррозионной стойкости стального листа. Сварка производится в две стадии. Вначале деформируют и удаляют цинковое покрытие из зоны сварки путем подачи предварительного импульса тока для нагрева поверхности выше температуры плавления цинка, но ниже температуры образования сварной точки. Затем подают основной импульс тока до образования сварной точки. Оптимальные показатели сварочного тока и длительности импульса определяют экспериментальным путем на опытной партии деталей, используя для этого средства индикации. Установленные режимы используют для сварки рабочей партии деталей с эквивалентной толщиной покрытия. Применение указанного способа способствует получению качественного сварного соединения и обеспечивает большую вероятность очистки стальных листов от цинкового покрытия. 1 з.п. ф-лы, 3 ил.
| RU 2066264 C1, 10.09.1996 | |||
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 0 |
|
SU354954A1 |
| Способ контактной точечной сварки | 1976 |
|
SU623682A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аддукты бисфенолов с метилолмеркаптобензотиазолом в качестве антиозонавтов светлых резин | 1974 |
|
SU519407A1 |

