ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к моноволокнам искусственного дерна, к способам для производства упомянутых моноволокон искусственного дерна, и к системе искусственного дерна, содержащей упомянутые моноволокна искусственного дерна. Настоящее изобретение в частности относится к искусственной траве, которая напоминает реальную траву.
УРОВЕНЬ ТЕХНИКИ
Системы искусственного дерна все больше и больше используются во многих приложениях. Одним из важных критериев систем искусственного дерна, таких как искусственная трава, является подобие реальной траве. Однако все еще остается сложной проблемой обеспечить искусственную траву, которая не выглядела бы «искусственной».
Текущие системы искусственного дерна страдают от многих недостатков. Системы искусственного дерна обычно делаются из подкладочного слоя, имеющего множество проходящих через него прядей, образующих дерновину. Для того, чтобы снизить производственные затраты и увеличить выпуск продукции, эти пряди могут производиться как ленты из термопластичного материала, которые вырезаются из фольги. Недостатком этих лент является их «искусственный» вид, поскольку они обычно имеют единообразную плоскую форму.
Другим способом произвести упомянутые пряди является прямое экструдирование моноволокон. Моноволокна обладают более хорошими свойствами, чем ленты, поскольку могут быть сделаны моноволокна, имеющие любую форму, в отличие от прямоугольной формы лент. Однако форма моноволокон не изменяется вдоль их длины. Это опять же приводит к «искусственному» внешнему виду системы искусственного дерна.
Патент US 3594870 описывает устройство, выполненное с возможностью производства мультифайловых непрерывных элементарных волокон из термопластичных полимеров путем экструдирования фольги или полотна, которое является продольно ребристым, для того, чтобы обеспечить продольно проходящие линии или зоны фрагментации или разрыва с формирующими непрерывное элементарное волокно лентами или полосами многоугольного поперечного сечения. Фольга тем самым разделяется на непрерывные единообразные отдельные пряди и/или непрерывные элементарные волокна. Для того, чтобы полотно фольги надежно рвалось в предпочтительных зонах разрыва, важно, чтобы полотно имело такую форму, которая способствует эффективности этой операции. Индивидуальные формы или профили являются взаимосвязанными в этих предпочтительных областях разрыва. Недостатком этих мультифайловых непрерывных элементарных волокон опять же является их единообразный «искусственный» вид.
С учетом вышеизложенного задачей настоящего изобретения является преодолеть описанные проблемы и таким образом улучшить внешний вид систем искусственного дерна так, чтобы они лучше напоминали настоящую траву.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение решает эти проблемы, предлагая моноволокна искусственного дерна, каждое из которых имеет по своей длине поперечное сечение нерегулярной формы, причем эти моноволокна вырезаются из термопластичной фольги, имеющей неплоскую форму. Этот способ неожиданно приводит к неединообразным прядям, которые не выглядят искусственными и очень близко напоминают настоящую траву. В отличие от фрагментации или отрывания зон предшествующего уровня техники отрезаемые зоны являются случайными внутри неплоской формы, обеспечивая по сути индивидуальные моноволокна различной формы.
В одном аспекте настоящее изобретение предлагает моноволокна искусственного дерна, каждое из которых имеет по своей длине поперечное сечение нерегулярной формы, причем упомянутые моноволокна вырезаются из термопластичной фольги, имеющей неплоскую форму. В некоторых предпочтительных вариантах осуществления упомянутая неплоская форма имеет повторяющийся рисунок. В некоторых предпочтительных вариантах осуществления упомянутая неплоская форма имеет нерегулярный рисунок. В некоторых предпочтительных вариантах осуществления поверхность этих моноволокон является текстурированной. В некоторых предпочтительных вариантах осуществления эта текстура содержит удлиненные волнистости и/или бороздки.
В одном дополнительном аспекте настоящее изобретение предлагает способ для производства моноволокон искусственного дерна, содержащий стадии:
- экструдирования термопластичной фольги через профилированную головку, создавая тем самым неплоскую форму;
- охлаждения упомянутой термопластичной фольги;
- резки упомянутой термопластичной фольги вдоль на моноволокна, имеющие по своей длине поперечное сечение нерегулярной формы;
- растяжения упомянутых моноволокон; и
- отжига упомянутых моноволокон.
В одном дополнительном аспекте настоящее изобретение предлагает способ для производства моноволокон искусственного дерна, содержащий стадии:
- экструдирования термопластичной фольги;
- перемещения упомянутой термопластичной фольги над охлаждающим профилированным валком, создавая тем самым неплоскую форму;
- резки упомянутой термопластичной фольги вдоль на моноволокна, имеющие по своей длине поперечное сечение нерегулярной формы;
- растяжения упомянутых моноволокон; и,
- отжига упомянутых моноволокон.
В некоторых предпочтительных вариантах осуществления профилированная экструзионная головка имеет микропрофилированную или текстурированную поверхность. В некоторых предпочтительных вариантах осуществления профилированный валок имеет микропрофилированную или текстурированную поверхность. В некоторых предпочтительных вариантах осуществления упомянутая резка выполняется с использованием по меньшей мере одного ножевого кронштейна, содержащего множество ножей, причем эти ножи расположены с регулярным или переменным шагом. В некоторых предпочтительных вариантах осуществления один или более ножей могут вибрировать. В некоторых предпочтительных вариантах осуществления, упомянутый ножевой кронштейн перемещается в направлении, перпендикулярном к направлению фольги.
Предпочтительно предлагаемые в настоящем документе способы используются для производства моноволокон искусственного дерна, предлагаемых в настоящем документе.
В одном дополнительном аспекте настоящее изобретение предлагает бобину предлагаемых в настоящем документе моноволокон искусственного дерна или бобину моноволокон искусственного дерна, произведенных в соответствии с предлагаемым в настоящем документе способом.
В одном дополнительном аспекте настоящее изобретение предлагает систему искусственного дерна, содержащую столбики и/или пучки искусственного дерна, присоединенные к подкладке, в которой упомянутые столбики и/или пучки содержат предлагаемые в настоящем документе моноволокна искусственного дерна или моноволокна искусственного дерна, произведенные в соответствии с предлагаемым в настоящем документе способом. В некоторых предпочтительных вариантах осуществления каждый из упомянутых столбиков и/или пучков имеет различное поперечное сечение.
Вышеперечисленные и дополнительные аспекты и предпочтительные варианты осуществления настоящего изобретения описываются в следующих разделах и в приложенной формуле изобретения. Предмет приложенной формулы изобретения тем самым конкретно включается в это описание.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Следующее описание чертежей конкретных вариантов осуществления настоящего изобретения является примерным по своей природе, и не предназначается для ограничения настоящего изобретения, его применения или использования. Во всех чертежах одинаковые ссылочные цифры относятся к одинаковым или подобным компонентам или особенностям.
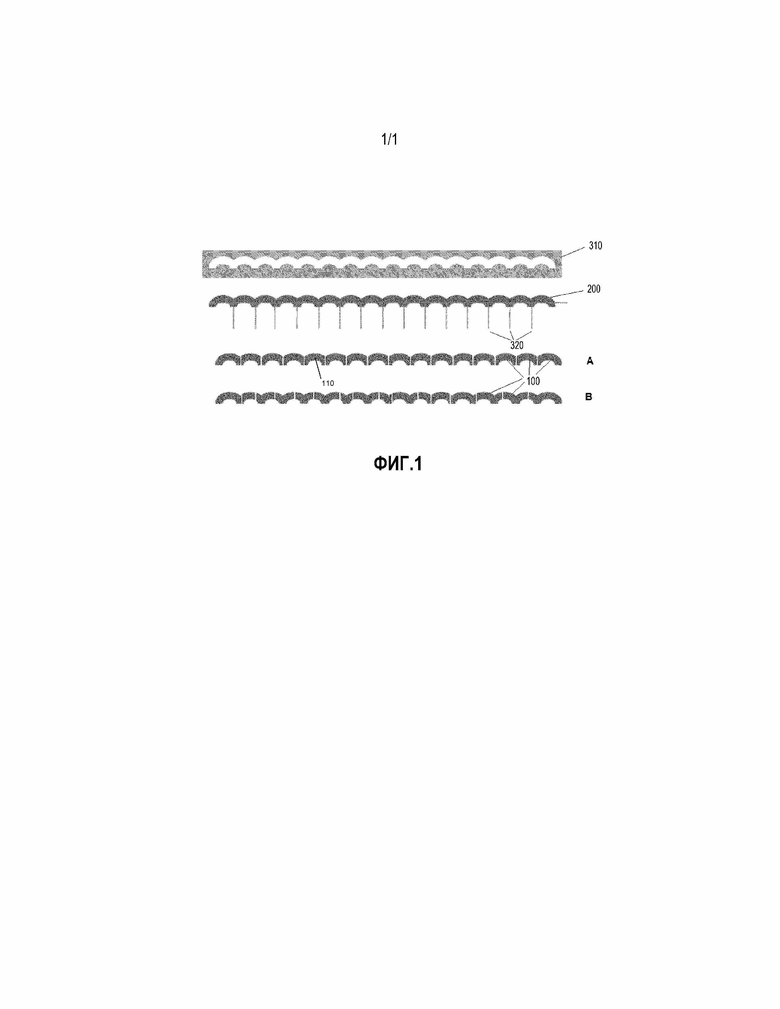
Фиг. 1 показывает профилированную головку (310) для экструдирования термопластичной фольги (200), имеющей неплоскую форму, а также моноволокна (100), вырезанные из упомянутой фольги.
Во всех чертежах используются следующие ссылочные цифры: 100 - моноволокна; 200 - термопластичная фольга; 310 - профилированная головка; 320 - ножи; 110 - поперечное сечение моноволокна.
ПОДРОБНОЕ ОПИСАНИЕ
В первом аспекте настоящее изобретение относится к моноволокнам искусственного дерна. Каждое из моноволокон имеет по своей длине поперечное сечение нерегулярной формы. Моноволокна вырезаются из термопластичной фольги, имеющей неплоскую форму.
Использующийся в настоящем документе термин «длина» относится к самому длинному размеру моноволокна, и обычно соответствует направлению, вдоль которого экструдировалась термопластичная фольга. Перед резкой длина моноволокон обычно составляет до нескольких километров, например вплоть до 2-6 км. После резки, например для образования дерновины в системе искусственного дерна, длина моноволокон обычно составляет от 0,3 см до 10,0 см, и как правило вплоть до 6,0 см.
Использующийся в настоящем документе термин «ширина термопластичной фольги» относится к самому длинному размеру термопластичной фольги, который перпендикулярен длине. В некоторых вариантах осуществления ширина термопластичной фольги перед резкой составляет от 0,20 м до 2,00 м, обычно от 0,80 м до 1,20 м.
Использующийся в настоящем документе термин «ширина моноволокон» относится к самому длинному размеру моноволокон, который перпендикулярен длине. В некоторых вариантах осуществления ширина моноволокон составляет от 1,0 мм до 5,0 мм. Эти размеры обеспечиваются после растяжения моноволокон (то есть после стадии d способа, подробно описанного ниже).
Использующийся в настоящем документе термин «толщина» относится к самому длинному размеру термопластичной фольги, который перпендикулярен длине и перпендикулярен ширине. В некоторых вариантах осуществления толщина моноволокон составляет от 50 мкм до 500 мкм. Эти размеры обеспечиваются после растяжения моноволокон (то есть после стадии d способа, подробно описанного ниже).
В некоторых вариантах осуществления толщина моноволокон составляет от 50 мкм до 500 мкм, а ширина моноволокон составляет от 1,0 мм до 5,0 мм.
Использующийся в настоящем документе термин «поперечное сечение вдоль длины» относится к поперечному сечению, перпендикулярному к длине. Поперечное сечение моноволокна нерегулярно изменяется вдоль моноволокна.
Использующийся в настоящем документе термин «неплоский» относится к форме термопластичной фольги, которая является по существу не плоской. Термопластичная фольга имеет поперечное сечение, которое не является линейным или плоским. Общая форма поперечного сечения также упоминается как «макро-профиль». Например, термопластичная фольга может быть зазубренной. Моноволокна вырезаются из неплоской термопластичной фольги таким образом, что их поперечное сечение имеет нерегулярную форму.
В некоторых вариантах осуществления неплоская форма упомянутой термопластичной фольги имеет повторяющийся рисунок. Использующийся в настоящем документе термин «повторяющийся рисунок» относится к основной форме, связанной друг с другом повторяющимся образом. Основная форма не является ни линейной, ни плоской.
В некоторых вариантах осуществления повторяющийся рисунок является С-образным рисунком, в котором отдельные С связываются друг с другом их концами. Конкретная форма повторяющегося рисунка не является критичной. Некоторые повторяющиеся рисунки включают в себя омега-образные, v-образные, крестообразные, в форме трехлучевой звезды и ромбовидные повторяющиеся рисунки. Возможны также и другие рисунки.
В некоторых вариантах осуществления неплоская форма упомянутой термопластичной фольги имеет нерегулярный рисунок. Использующийся в настоящем документе термин «нерегулярный рисунок» относится к упомянутой термопластичной фольге, имеющей неповторяющийся рисунок или случайную форму при условии, что она не является плоской.
В некоторых вариантах осуществления неплоская форма упомянутой термопластичной фольги содержит комбинацию повторяющихся и нерегулярных рисунков.
В некоторых вариантах осуществления поверхность этих моноволокон является текстурированной. Более конкретно, текстура может содержать удлиненные волнистости и/или бороздки. Такая поверхностная текстура может улучшить упругость моноволокон. В дополнение к этому, упомянутая текстура может влиять на рассеяние света моноволокнами, что может обеспечить матовый, более естественный внешний вид. Кроме того, упомянутая поверхностная текстура может использоваться для моделирования внешнего вида прожилок естественного листа. Поперечное сечение поверхностной текстуры в настоящем документе также упоминается как «микро-профиль».
В одном дополнительном аспекте настоящее изобретение содержит способ для производства моноволокон искусственного дерна, содержащий стадии:
а. экструдирования термопластичной фольги через профилированную головку, создавая тем самым неплоскую форму;
b. охлаждения упомянутой термопластичной фольги;
c. резки упомянутой термопластичной фольги вдоль на моноволокна, имеющие по своей длине поперечное сечение нерегулярной формы;
d. растяжения упомянутых моноволокон; и
e. отжига упомянутых моноволокон.
Соответственно, предложенные в настоящем документе моноволокна могут быть произведены особенно эффективным образ. Более конкретно, стадия d растяжения увеличивает предел текучести волокон, а стадия отжига позволяет избежать усадки волокна.
В некоторых вариантах осуществления неплоская форма профилированной головки имеет повторяющийся рисунок. В некоторых вариантах осуществления неплоская форма профилированной головки имеет нерегулярный рисунок.
В одном конкретном варианте осуществления профилированная головка, в настоящем документе также называемая «экструзионной головкой», имеет макро-профиль, адаптированный к неплоской форме, по сравнению с плоской или слегка профилированной головкой, имеющей микро-профиль.
В некоторых вариантах осуществления профилированная головка имеет микро-профиль или текстуру. Таким образом, профилированная головка имеет как макро-профиль, чтобы обеспечить экструдированную фольгу неплоской формы, так и дополнительно микро-профиль или текстуру. В частности, микро-профиль или текстура профилированной головки определяет текстуру моноволокон. Текстура профилированной головки может содержать удлиненные волнистости и/или бороздки. В этом случае соответствующие бороздки и/или волнистости могут отпечатываться на экструдированных моноволокнах. Как было обсуждено ранее, такая поверхностная текстура может улучшать упругость моноволокон, особенно при изгибающих нагрузках. В дополнение к этому, упомянутая текстура может влиять на рассеяние света моноволокнами, что может обеспечить матовый, более естественный внешний вид. Кроме того, упомянутая поверхностная текстура может использоваться для моделирования внешнего вида прожилок естественного листа.
В одном дополнительном аспекте настоящее изобретение содержит способ для производства моноволокон искусственного дерна, содержащий стадии:
i. экструдирования термопластичной фольги;
ii. перемещения упомянутой термопластичной фольги над охлаждающим профилированным валком, создавая тем самым неплоскую форму;
iii. резки упомянутой термопластичной фольги вдоль на моноволокна, имеющие по своей длине поперечное сечение нерегулярной формы;
iv. растяжения упомянутых моноволокон; и
v. отжига упомянутых моноволокон.
Соответственно, предложенные в настоящем документе моноволокна могут быть произведены особенно эффективным образ. Более конкретно, стадия iv растяжения увеличивает предел текучести волокон, а стадия отжига позволяет избежать усадки волокна.
В некоторых вариантах осуществления профилированный валок имеет повторяющийся рисунок. В некоторых вариантах осуществления профилированный валок имеет нерегулярный рисунок.
В некоторых вариантах осуществления профилированный валок имеет микро-профиль или текстуру. Таким образом, профилированный валок имеет как макро-профиль, чтобы обеспечить экструдированную фольгу неплоской формы, так и дополнительно микро-профиль или текстуру. В частности, микро-профиль или текстура профилированного валка определяет текстуру моноволокон. Текстура профилированного валка может содержать удлиненные волнистости и/или бороздки. В этом случае соответствующие бороздки и/или волнистости могут переноситься на экструдированные моноволокна.
В некоторых вариантах осуществления экструзионная головка, используемая для экструдирования термопластичной фольги на стадии i, может иметь микро-профиль, производящий плоскую фольгу; неплоская форма тогда придается термопластичной фольге путем использования макро-профилированного валка или его эквивалента. Стадия перемещения упомянутой термопластичной фольги по профилированному валку и стадия охлаждения предпочтительно являются одной и той же стадией, например за счет перемещения упомянутой термопластичной фольги по охлаждающему профилированному валку.
Стадия резки в обоих из описанных выше способов теоретически может, в случае повторяющегося рисунка основной формы фольги, привести к моноволокнам, имеющим совершенное поперечное сечение основной формы, то есть если линии разреза будут находиться точно на краях двух смежных основных форм. Это иллюстрируется на Фиг. 1A. Однако в действительности резка не выполняется точно на этих краях, что приводит к моноволокнам, имеющим поперечное сечение нерегулярной формы. Это иллюстрируется на Фиг. 1B. Поперечное сечение может иметь любую форму в пределах от основной формы до ее части, находящейся внутри любой из двух смежных основных форм. По сути у каждого моноволокна будет другое поперечное сечение. Кроме того, каждое моноволокно будет иметь различные свойства, такие как тепловая деформация, сопротивление изгибу, обесцвечивание во время растяжения и т.д.
В некоторых вариантах осуществления способа для производства моноволокон искусственного дерна упомянутая резка выполняется с использованием по меньшей мере одного ножевого кронштейна, содержащего множество ножей, причем эти ножи расположены с регулярным или переменным шагом. В некоторых вариантах осуществления один или более ножей могут вибрировать. Это может улучшить нерегулярность моноволокон. В некоторых вариантах осуществления два или более ножевых кронштейнов могут использоваться для резки, например два или более чередующихся ножевых кронштейнов.
В некоторых вариантах осуществления способа для производства моноволокон искусственного дерна упомянутый ножевой кронштейн перемещается в направлении, перпендикулярном к направлению фольги. Используемое в настоящем документе направление фольги соответствует направлению, вдоль которого фольга экструдировалась, или направление, вдоль которого фольга перемещалась над профилированным валком. Перемещение ножевого кронштейна может содержать колебание, или может содержать перемещение с управляемым или случайным темпом, например слева направо и обратно, если смотреть вдоль направления фольги.
В некоторых вариантах осуществления ножевой кронштейн является неподвижным. За счет того простого факта, что фольга движется, а также благодаря ее неправильной форме, сама фольга создает мелкие погрешности при резке, приводящие к вариациям формы моноволокон.
За счет перемещения лезвия и/или перемещения фольги ширина моноволокон обычно изменяется вдоль их длины. Предпочтительно вариации ширины нарезанных моноволокон являются более малыми или равными ширине этих моноволокон.
Соответственно, настоящее изобретение содержит один из описанных выше способов для производства описанных выше моноволокон искусственного дерна.
В одном дополнительном аспекте настоящее изобретение содержит бобину описанных выше моноволокон искусственного дерна или бобину моноволокон искусственного дерна, произведенных в соответствии с одним из описанных выше способов. Предпочтительно упомянутые моноволокна искусственного дерна наматываются на бобину. Эта бобина обычно содержит вплоть до 12 моноволокон.
В одном дополнительном аспекте настоящее изобретение содержит систему искусственного дерна, содержащую столбики и/или пучки искусственного дерна, присоединенные к подкладке с использованием обычных технологий производства, известных специалисту в данной области техники, в которой упомянутые столбики и/или пучки содержат описанные выше моноволокна искусственного дерна или моноволокна искусственного дерна, произведенные в соответствии с одним из описанных выше способов.
В некоторых вариантах осуществления системы искусственного дерна каждый из упомянутых столбиков и/или пучков имеет различное поперечное сечение. Поскольку индивидуальные моноволокна имеют в основном различное поперечное сечение, система искусственного дерна обеспечивает улучшенное подобие настоящему дерну.
Аспекты настоящего изобретения и/или любые его варианты осуществления могут быть объединены с любым другим аспектом настоящего изобретения и/или любыми другими его вариантами осуществления.
ПРИМЕРЫ
Пример 1
Настоящий пример раскрывает со ссылкой на Фиг. 1 профилированную головку (310), имеющую неплоскую форму, для экструдирования термопластичной фольги (200), имеющей упомянутую неплоскую форму. Термопластичная фольга (200) режется вдоль на моноволокна (100), имеющие поперечное сечение (110) нерегулярной формы вдоль их длины. Резка выполняется с использованием ножевого кронштейна, содержащего множество ножей (320), в котором ножи (320) расположены с регулярным шагом. Теоретически, как показано на Фиг. 1A, моноволокна должны иметь одну и ту же форму, но в действительности, как показано на Фиг. 1B, каждое из моноволокон имеет свою форму.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФАСОННЫЕ МОНОВОЛОКНА С ПАЗАМИ И ТКАНИ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ | 2003 |
|
RU2361971C2 |
| ДВУХКОМПОНЕНТНОЕ МОНОВОЛОКНО | 2003 |
|
RU2326201C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННОГО МАТЕРИАЛА ДЛЯ ИЗДЕЛИЙ ИЗ ЩЕТИНЫ | 1997 |
|
RU2171611C2 |
| СШИТЫЙ ОДНОНАПРАВЛЕННЫЙ ИЛИ МНОГООСНЫЙ АРМИРУЮЩИЙ НАПОЛНИТЕЛЬ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2616667C2 |
| ОДНОНАПРАВЛЕННЫЙ АРМИРУЮЩИЙ НАПОЛНИТЕЛЬ И СПОСОБ ПОЛУЧЕНИЯ ОДНОНАПРАВЛЕННОГО АРМИРУЮЩЕГО НАПОЛНИТЕЛЯ | 2013 |
|
RU2617484C2 |
| ЗУБНАЯ ЩЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2157078C2 |
| АБРАЗИВНЫЙ ПРОДУКТ | 2016 |
|
RU2720275C1 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА НА СИНТЕТИЧЕСКОЙ ДРЕВЕСНОЙ ПЛИТЕ (ВАРИАНТЫ) | 1997 |
|
RU2154573C2 |
| СИСТЕМА И СПОСОБ ДЛЯ ПРОИЗВОДСТВА МОНОВОЛОКОННОЙ НИТИ | 2016 |
|
RU2709920C1 |
| НЕОДНОРОДНЫЙ НАПОЛНИТЕЛЬ ИСКУССТВЕННОГО ДЕРНА | 2019 |
|
RU2808866C2 |
Изобретение относится к химической технологии полимерных материалов и касается моноволокон искусственного дерна, способам их производства, а также к системам, содержащим моноволокна искусственного дерна. Моноволокна (100) искусственного дерна, каждое из которых имеет по своей длине поперечное сечение (110) нерегулярной формы. Моноволокна (100) вырезают из термопластичной фольги (200), имеющей неплоскую форму. Изобретение обеспечивает создание улучшенного внешнего вида систем искусственного дерна, напоминающих настоящую траву. 5 н. и 10 з.п. ф-лы, 1 ил.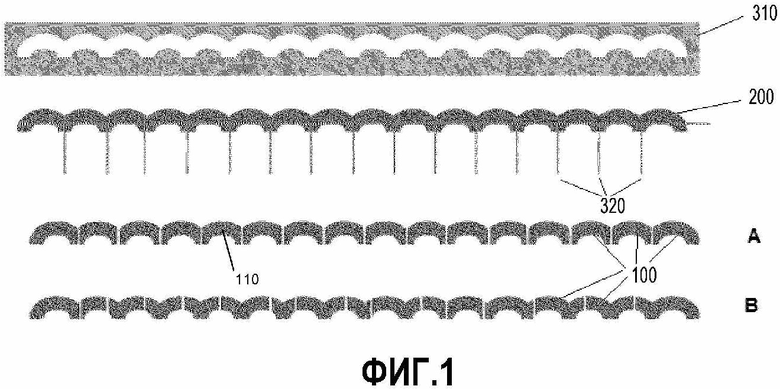
1. Моноволокна (100) искусственного дерна, каждое из которых имеет по своей длине поперечное сечение (110) нерегулярной формы, причем моноволокна (100) вырезаны из термопластичной фольги (200), имеющей неплоскую форму.
2. Моноволокна (100) искусственного дерна по п. 1, в которых упомянутая неплоская форма имеет повторяющийся рисунок.
3. Моноволокна (100) искусственного дерна по п. 1 или 2, в которых упомянутая неплоская форма имеет нерегулярный рисунок.
4. Моноволокна (100) искусственного дерна по любому из пп. 1-3, в которых поверхность моноволокон (100) является текстурированной.
5. Моноволокна (100) искусственного дерна по п. 4, в которых текстура содержит удлиненные волнистости и/или бороздки.
6. Способ производства моноволокон (100) искусственного дерна, содержащий стадии:
- экструдирования термопластичной фольги (200) через профилированную головку (310), создавая тем самым неплоскую форму;
- охлаждения термопластичной фольги (200);
- резки термопластичной фольги (200) вдоль на моноволокна (100), имеющие по своей длине поперечное сечение (110) нерегулярной формы;
- растяжения моноволокон (100) и
- отжига моноволокон (100).
7. Способ производства моноволокон (100) искусственного дерна, содержащий стадии:
- экструдирования термопластичной фольги (200);
- перемещения термопластичной фольги (200) над охлаждающим профилированным валком, создавая тем самым неплоскую форму;
- резки термопластичной фольги (200) вдоль на моноволокна (100), имеющие по своей длине поперечное сечение (110) нерегулярной формы;
- растяжения моноволокон (100) и
- отжига моноволокон (100).
8. Способ по п. 6 или 7, в котором профилированная головка (310) имеет микропрофилированную или текстурированную поверхность, или в котором профилированный валок имеет микропрофилированную или текстурированную поверхность.
9. Способ по любому из пп. 6-8, в котором резку выполняют с использованием по меньшей мере одного ножевого кронштейна, содержащего множество ножей (320), расположенных с регулярным или переменным шагом.
10. Способ по п. 9, в котором допускают вибрацию одного или более ножей (320).
11. Способ по п. 9 или 10, в котором ножевой кронштейн перемещают в направлении, перпендикулярном направлению фольги.
12. Способ по любому из пп. 6-11 для производства моноволокон (100) искусственного дерна по любому из пп. 1-5.
13. Бобина моноволокон (100) искусственного дерна по любому из пп. 1-5, или бобина моноволокон (100) искусственного дерна, произведенных в соответствии со способом по любому из пп. 6-12.
14. Система искусственного дерна, содержащая столбики и/или пучки искусственного дерна, присоединенные к подкладке, причем столбики и/или пучки содержат моноволокна (100) искусственного дерна по любому из пп. 1-5 или моноволокна (100) искусственного дерна, произведенные в соответствии со способом по любому из пп. 6-12.
15. Система искусственного дерна по п. 14, в которой каждый из упомянутых столбиков и/или пучков имеет различное поперечное сечение (110).
| US 2012114942 A1, 10.05.2012 | |||
| US 3832272 A, 27.08.1974 | |||
| US 3594870 A, 27.07.1971 | |||
| US 4408977 A, 11.10.1983. |

