Изобретение относится к способу изготовления щетинного материала для изделий из щетины с различной по виду щетиной из пластмассы, которую создают посредством экструдирования в виде моноволокон непрерывной длины.
Под изделиями из щетины понимают в данном контексте все изделия, в которых более одного вида щетины перерабатывают в щетки, метлы, швабры, кисти, щеточные ленты, маты со щетинной вставкой и т.д. Под щетинным материалом понимают все комбинации щетинок конечной длины, который непосредственно или после нарезания на мерную длину перерабатывают в изделия из щетины.
В большинстве случаев в изделиях из щетины образующие щетинную вставку щетинки являются одинаковыми, т.е. состоят из одинакового материала и имеют одинаковые геометрические размеры. Иногда имеются различия по длине. Однако известны также изделия из щетины, в которых щетинная вставка состоит из отдельных пучков щетины или также пакетов щетины с различными щетинками в пучке или пакете. Различный вид щетинок заключается, в частности, в диаметре щетинок или также в материале щетинок. Тем самым используют в первую очередь оптические эффекты, а также различные свойства различного воздействия. Наиболее известными являются смеси из натуральной щетины и пластмассовой щетины, при этом за счет смecи чаще всего частично заменяют более дорогие натуральные волокна без полного отказа от предпочтительных свойств натуральной щетины. Применение таких смесей известно, в частности, в кистях и метлах.
Пластмассовую щетину изготовляют из экструдированных моноволокон непрерывной длины. Моноволокна после экструзии наматывают на паковки. Перед намоткой или в рамках последующей перемотки моноволокна, как правило, вытягивают для придания им прежде всего желаемой гибкости. Достигаемую при вытяжке молекулярную продольную ориентацию при необходимости еще фиксируют с помощью термической стабилизации. Затем моноволокна сводят в жгуты, а жгуты разрезают на так называемые связки, длина которых составляет кратную длину образуемой из них щетины. Затем эти заключенные в оболочку связки нарезают на так называемые короткие отрезки, которые соответствуют примерно длине щетины. Также окруженные оболочкой короткие отрезки поступают затем на изготовление щетины, где с них отделяют оболочку и, как правило, передают щетину в накопитель. Из накопителя путем отделения извлекают отдельные пучки, которые затем закрепляют на опоре с помощью механического или термического способа. Для того чтобы в таком способе получить щетинную вставку из пучков или пакетов с различной щетиной, после отделения оболочек выкладывают рядом друг с другом связки или короткие отрезки с различными щетинками и перемешивают с помощью многократного переслаивания в поперечном направлении, затем снова сводят вместе и объединяют в пучки. При этом состав и/или гомогенность смеси достаточно случайны и, как правило, полностью не удовлетворительны. Кроме того, при смешивании образуется нежелательно большой отход щетинного материала. Такое смешивание является также вследствие необходимости машин и больших затрат времени очень дорогим. Смешивание шершавой и не прямой искусственной щетины является из-за необходимого для выравнивания щетины в поперечном положении расчесывания если и возможно, то только с образованием недопустимо больших отходов. Смешивание гладкой искусственной щетины является трудным из-за ее хороших свойств скольжения. Изготовленные таким образом изделия из щетины не могут удовлетворять своим качеством, т.е. прежде всего в отношении ориентации различных щетинок в пучке, соответственно, во всей щетинной вставке.
Согласно другому способу перерабатывают моноволокна непрерывной длины непосредственно с паковки тем, что жгут моноволокна, в котором находятся моноволокна в необходимом для пучка или вставки количестве, сматывают непосредственно на месте изготовления. Там передний конец жгута устанавливают в заданное положение, при необходимости одновременно закрепляют термически на опоре для щетины и затем отрезают от жгута непрерывной длины желаемую длину щетины. В таком способе можно вообще не проводить указанное выше смешивание.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является способ получения пучков щетины, известный из авторского свидетельства СССР N 223251 (кл. D 01 D 5/00, 02.08.1968). Этот способ предусматривает непрерывную обработку нитей в движущемся жгуте под натяжением. Способ заключается в том, что собранный жгут формуют, обертывают упаковочным материалом с одновременным проклеиванием последнего и разрезают на пучки заданной длины. Для осуществления способа формуют нити из полимерного материала, вытягивают их, фиксируют в жидкой среде при повышенной температуре, затем сушат, охлаждают воздухом, собирают из нитей жгут, непрерывно движущийся.
В основе изобретения лежит задача создать способ, который позволяет изготавливать изделия из щетины с различной пластмассовой щетиной, а именно независимо от того, какой из вышеуказанных способов используют при изготовлении изделия из щетины, одновременно удешевить смешивание пластмассовой щетины и обеспечить получение смеси определенного состава.
Сущность изобретения состоит в том, что в способе изготовления щетинного материала для изделий из щетины с щетинками из пластмассы, создаваемыми с помощью экструзии в виде моноволокон непрерывной длины, которые сводят вместе в направлении их продольной оси в смешанный жгут, при этом от смешанного жгута отрезают необходимый для изготовления изделий из щетины щетинный материал, согласно изобретению получают изделие из щетины с различными щетинками, для чего в смешанный жгут сводят различные моноволокна непрерывной длины с желаемым для готовых изделий из щетины составом и смешанный жгут наматывают.
Таким образом, желаемую смесь щетины создают с помощью сведения вместе моноволокон непрерывной длины. Это можно осуществлять при изготовлении моноволокон непрерывной длины при намотке после экструдирования или же позже при сматывании с производственных паковок. Это позволяет, в частности, получать в создаваемом смешанном жгуте из различных моноволокон непрерывной длины определенный состав, который остается неизменным до отрезания щетины от жгута на конечную длину или на любую промежуточную длину. За счет исключения процесса ручного или механического смешивания обеспечивается экономия инвестиций на устройства и экономия требуемого пространства. Кроме того, не могут возникать нежелательные отходы щетинного материала. Тем самым при одновременном снижении стоимости можно выполнять максимальные требования к качеству готовых изделий из щетины. Кроме того, изобретение открывает не имеющуюся до настоящего времени возможность изготавливать в одной смеси различно структурированную и/или профилированную щетину тем, что сводят вместе соответственно структурированные или профилированные моноволокна непрерывной длины, при необходимости с гладким моноволокном, в смешанный жгут. При обычном до настоящего времени ручном или механическом смешивании нельзя изготавливать из такой структурированной или профилированной щетины определенные смеси, так как такие щетины склонны к нарушению смеси, соответственно, вообще не поддаются смешиванию.
Моноволокна непрерывной длины можно по отдельности и непосредственно сводить в смешанный жгут. Вместо этого возможно также, что два или несколько жгутов с различными, однако внутри жгута одинаковыми, моноволокнами непрерывной длины сматывают вместе в один единственный смешанный жгут. Это позволяет изготовителям изделий из щетины, в частности, держать запас смотанного щетинного материала и при потребности изготавливать желаемую смесь.
Предпочтительный вариант выполнения способа предусматривает, что смешанный жгут перематывают один или несколько раз. Таким образом можно изготавливать гомогенные точные смеси.
Принцип изобретения можно реализовать в различных вариантах. Так, например, может быть предусмотрено, что различные моноволокна непрерывной длины с составом, соответствующем одному пучку щетины или одному пакету щетины изделия из щетины, сводят вместе в смешанный жгут и наматывают смешанный жгут, и что после этого от смешанного жгута отрезают пучки или пакеты с желаемой длиной щетины или с кратной длиной.
В этом варианте выполнения создают смешанные жгуты, в которых моноволокна относительно количества и свойств присутствуют уже в той форме, которая желательна для подлежащего креплению на опоре пучка или пакета щетины.
Этот вариант выполнения следует выбирать тогда, когда речь идет о пучках с большим диаметром как вследствие большого количества щетинок в пучке, так и вследствие большего диаметра щетинок. Этот способ пригоден также для изготовления пакетов щетины с большим поперечным сечением.
Этот способ пригоден также для так называемой непрерывной обработки, в которой сматываемый жгут его передним концом сперва соединяют с опорой и во время или после закрепления отрезают щетину от жгута. При этом крепление производят, как правило, с помощью термического способа, а именно сварки, заливки, вдавливания или т.п.
Вместо этого можно проводить способ так, что различные моноволокна сводят вместе и наматывают в смешанный жгут, в котором присутствуют моноволокна в равномерной смеси и в количестве, кратном количеству щетинок в одном пучке щетины, и что от смешанного жгута после размотки отрезают связки с длиной, кратной длине щетины, что связку заключают в оболочку и после этого помещенную в оболочку связку разрезают на короткие отрезки с длиной, соответствующей длине щетины, из которых получают отдельные пучки из различной щетины посредством отделения их части.
При таком способе с промежуточной стадией в виде коротких отрезков также отпадают все недостатки известной техники смешивания. Крепление пучков можно производить механическим способом, например известной штамповкой, склеиванием или же любым термическим способом.
С помощью способа согласно изобретению можно сводить вместе моноволокна непрерывной длины с различным диаметром и/или из различного материала, и/или с различным профилем, и/или с различной структурой поверхности, и/или цветом в смешанный жгут, при необходимости, с промежуточной намоткой более тонких жгутов.
Предпочтительным является то, что различные моноволокна непрерывной длины непосредственно после экструдирования сводят вместе в смешанный жгут.
Изобретение поясняется ниже на вариантах выполнения с помощью чертежей, на которых схематично изображено:
фиг. 1 - вид установки для изготовления щетинного материала и готовых изделий из щетины "рядным" способом;
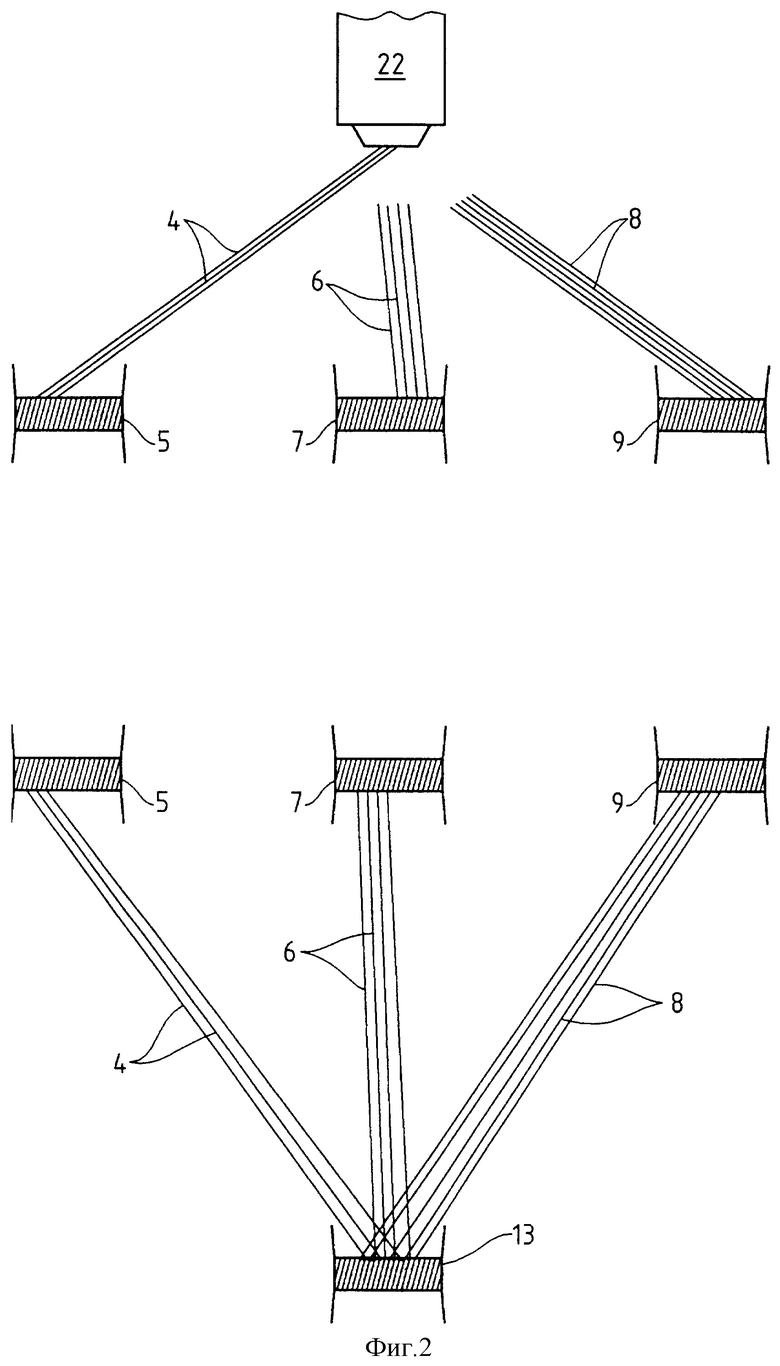
фиг. 2 - вариант способа согласно фиг. 1 с прерывистым принципом действия;
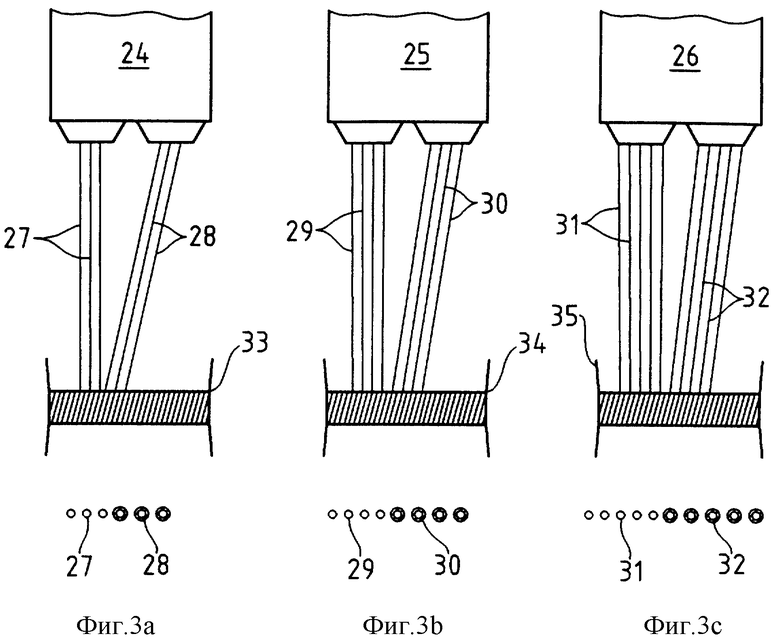
фиг. 3 - несколько вариантов выполнения установки для изготовления смешанного жгута;
фиг. 4 - другие варианты изготовления смешанного жгута; и
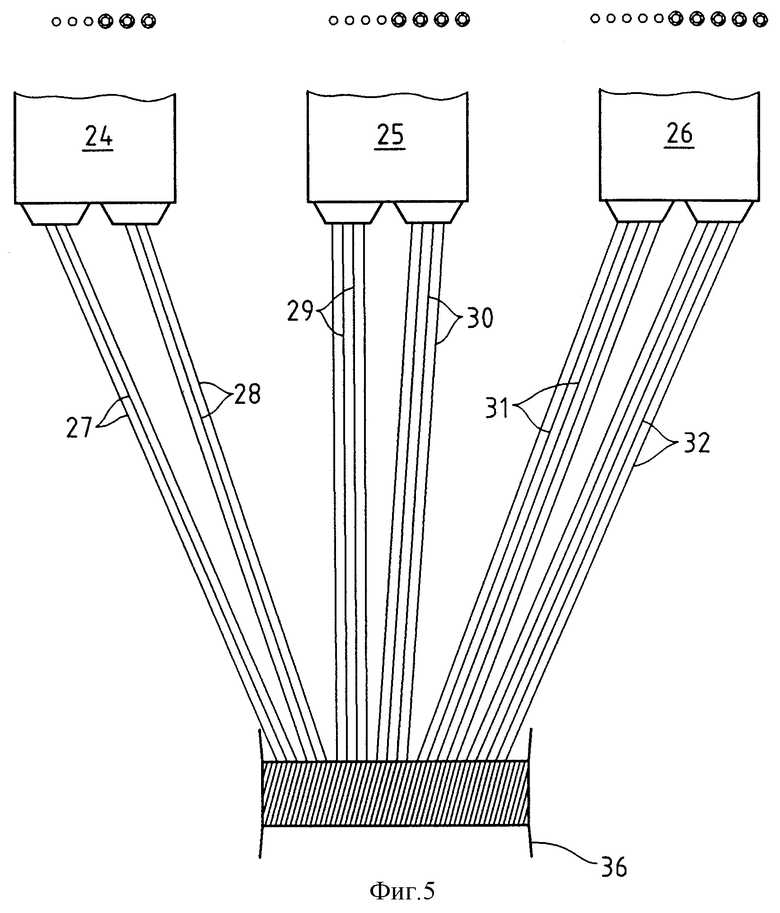
фиг. 5 - последний вариант с соэкструзией различных моноволокон.
Позициями 1, 2 и 3 обозначены экструдер, каждый из которых снабжен фильерой для многониточного формования. Например, экструдеры 1 и 3 работают с фильерами для трехниточного формования, экструдер 2 - с фильерой для четырехниточного формования, при этом эти количества приведены лишь в качестве примера для формования другого, в частности, большего числа нитей. Создаваемые экструдером 1 моноволокна 4 непрерывной длины, при необходимости после участка вытягивания и термической стабилизации, наматывают на паковку 5. Аналогично после экструдера 2 расположена паковка 7 и после экструдера 3 - паковка 9, на которые наматывают выходящие из экструдера 2 моноволокна 6, соответственно, созданные в экструдере 3 моноволокна 8.
Моноволокна 4, 6 и 8 могут различаться, например, диаметром или материалом, цветом, а также структурой поверхности или их поперечным или продольным сечением. Перед паковками их сводят вместе в жгуты 10, 11 или 12 и затем наматывают эти жгуты.
Из жгутов 10, 11 и 12 с различными моноволокнами посредством сведения этих жгутов вместе и перемотки на паковку 13 создают один смешанный жгут 14, в котором присутствуют различные моноволокна в определенной смеси.
С паковки 13 сматывают смешанный жгут 14 с различными моноволокнами и, начиная с его переднего конца, обматывают оболочкой 15. От обмотанного смешанного жгута 14 отрезают так называемые связки 16 определенной длины, из которых с помощью последующего разрезания получают несколько коротких отрезков 17. Эти короткие отрезки либо непосредственно перерабатывают в изделия из щетины, либо поставляют изготовителю изделий из щетины. Короткие отрезки 17 в месте изготовления изделий из щетины освобождают от оболочки и при необходимости складируют. Затем от складированных коротких отрезков отделяют отдельные пучки 18 и закрепляют на опоре 19 для щетины.
Вместо указанного выше способа действия можно жгут 14 также перед намоткой оболочки 15 разрезать на длину связки. Этот отрезок жгута можно при необходимости прочесать и затем снова свести моноволокна вместе в связку 16 и снабдить ее оболочкой. Затем производят изготовление коротких отрезков уже указанным образом.
Другой вариант выполнения способа показан в правой части чертежа. В этом варианте выполнения, например, экструдер 3 создает моноволокна с различным поперечным сечением и/или с различными формами поперечного сечения, и/или различного цвета и их соединяют вместе непосредственно на паковке 9 в смешанный жгут. Этот смешанный жгут с различными моноволокнами с определенным составом смеси сматывают непосредственно или после процесса перематывания с паковки 9 и подают непосредственно на изготовление щеток. Там жгут закрепляют его передним концом на опоре для щетины, например, с помощью термического способа. Одновременно или после закрепления жгут разрезают на желаемый размер, как обозначено позицией 20. В этом способе устанавливают, предпочтительно, несколько паковок с одинаковыми жгутами в набор паковок и посредством сматывания жгутов одновременно закрепляют все пучки 21 на опоре 19 для щетины. В этом случае несколько паковок могут иметь смешанные жгуты с различным составом, так что на опоре 19 для щетины могут быть укреплены пучки с щетиной различного состава при необходимости с заданным геометрическим распределением.
Вместо показанного на фиг. 1 рядного способа можно работать принятым до настоящего времени в большинстве случаев образом, т.е. моноволокна 4, 6 и 8 непрерывной длины наматывают на паковки 5, 7 и 9 и в другом месте, например, у изготовителя изделий из щетины, наматывают вместе на паковку 13 для создания смешанного жгута. Вместо экструзии различных моноволокон 4, 6 и 8 непрерывной длины из трех различных экструдеров можно предусмотреть для этого также один единственный экструдер 22, который последовательно создает различные моноволокна непрерывной длины.
На фиг. 3 показаны три различных экструдера 24, 25 и 26, которые служат для соэкструзии различных моноволокон 27-32 непрерывной длины, которые отличаются, например, их диаметром, цветом и т.п., и после намотки на паковки 33, 34 и 35, на которых происходит уже предварительное смешивание, сводят вместе в один смешанный жгут. На фиг. 5 это изображено в другом варианте, в котором различные моноволокна наматывают вместе на одну паковку 36 в смешанный жгут.
Наконец, на фиг. 4a показан вариант, в котором создают моноволокна непрерывной длины с различными поперечными сечениями. Так, например, экструдер 37 создает моноволокна 40 с треугольным поперечным сечением, которые наматывают на паковку 41, в то время как экструдер 38 создает моноволокна 42 с круглым поперечным сечением, которые наматывают на паковку 43. Затем может быть образован смешанный жгут путем перемотки с паковок 41, 43. На фиг. 4b показан вариант, в котором экструдер 39 создает моноволокна непрерывной длины с различной формой поперечного сечения с помощью фильер соответствующей формы. Эти различные моноволокна 44, 45 непрерывной длины непосредственно сводят вместе на одну паковку 46, при этом на этой паковке образуют смешанный жгут. Однако можно получать смешанный жгут посредством перемотки на другую паковку.

Способ изготовления щетинного материала для изделий из щетины с щетинками из пластмассы, создаваемыми с помощью экструзии в виде моноволокон непрерывной длины, которые сводят вместе в направлении их продольной оси в смешанный жгут. От смешанного жгута отрезают необходимый для изготовления изделий из щетины щетинный материал. Изделие из щетины получают с различными щетинками, для чего в смешанный жгут сводят различные моноволокна непрерывной длины с желаемым для готовых изделий из щетины составом, и смешанный жгут наматывают, что обеспечивает удешевление смешивания щетины и получение смеси определенного состава. 6 з.п. ф-лы, 9 ил.
| SU 223251 А, 02.08.1968 | |||
| Формирователь тестов | 1985 |
|
SU1291986A1 |
| DE 3833428 С1, 22.02.1990 | |||
| ПОВЯЗКА НА ГРУДНУЮ КЛЕТКУ | 0 |
|
SU360938A1 |
| Пылеотделитель | 1949 |
|
SU86412A1 |
| Электроразведочная станция | 1985 |
|
SU1550455A1 |

