Изобретение относится к зубной щетке с признаками ограничительной части п. 1 формулы изобретения, а также к способу изготовления щетины из пластмассы для такой щетки.
В зубных щетках - ручных или электрических зубных щетках - щетинки обычно состоят из экструдированных моноволокон с круглым поперечным сечением. Уже предложены также другие поперечные сечения. Эффект очистки такими зубными щетками, также как и желательное массирующее действие на десны, создается почти исключительно концами щетинок, которые во избежание повреждений и рецессий десен скруглены. В этом отношении концы щетинок должны выполнять два противоположных само по себе требования, а именно, с одной стороны, оказывать достаточное чистящее действие на зуб, а с другой стороны - способствовать щадящему массажу десен. Вследствие этого, первостепенный эффект чистки поверхностей зубов и промежуточных пространств между зубами является - из-за необходимости компромисса - недостаточным.
Поэтому были многочисленные попытки вовлечения в процесс чистки боковую поверхность щетинки путем создания на ней профиля и, благодаря этому, повысить эффективность чистки. Так, например, известно (DE 3116189), что щетинки снабжают различными, расположенными на расстоянии друг от друга утолщениями, которые образуют дополнительные кромки. Такую щетку едва ли можно изготовить рационально, если вспомнить, что щетинку обычно изготовляют путем формования или экструзии. Теоретически можно также осуществить изменения поперечного сечения в направлении экструзии, если бы можно было такую щетинку изготовить также путем непрерывного литья. Полученные при экструзии моноволокна должны затем еще облагораживаться, а именно подвергаться вытягиванию и термической стабилизации, чтобы сообщить щетинке желательную гибкость и требуемую способность выпрямляться. Такое вытягивание при полученных способом непрерывного литья или экструзии щетинках привело бы к тому, что щетинка в области самых узких поперечных сечений между утолщениями вытянулась бы и сузилась, в то время, как утолщения остались бы без изменений. Такая щетинка была бы полностью непригодной. Собственно, если бы такую щетинку можно было бы создать с необходимыми свойствами, то существовала бы опасность того, что щетинка зажмется утолщениями в пространствах между зубами и при вытаскивании оборвется или вырвется из головки щетки или же поранит десны в пространстве между зубами, где они особенно подвержены повреждениям по причине отсутствия адгезии с шейкой зуба.
В других вариантах выполнения зубных щеток (японские патенты JP 03289906 A, JP 57-116 124 U, JP 60-145828 U, JP 03-87332 U) или скручивают несколько моноволокон друг с другом, или отдельные моноволокна, которые сами могут быть профилированы, например, иметь квадратное поперечное сечение (JP 03-289906 A, JP 57-116124 U), снабжают профилем путем винтообразного поворота оси моноволокна. Эта щетинка, из которой исходит ограничительная часть п. 1 формулы изобретения, благодаря своим изогнутым в пространстве кромкам, должна обладать более высоким чистящим действием. Однако профиль этой щетинки для ухода за зубами является непригодным, благодаря большому числу тесно расположенных витков и возникающему вследствие этого большому числу кромок, которые скользят по сравнительно гладкой поверхности зуба, не оказывая на нее нужного действия, но могут при этом повредить десну. Большое число витков приводит к большому числу слабых на изгиб мест, которые оказывают негативное влияние на способность щетинок снова выпрямляться, далее из-за сильного скручивания ухудшается молекулярная структура моноволокна. Также такая щетинка легко зацепляется в пространствах между зубами.
В основе изобретения лежит задача предложить зубную щетку со щетинками, снабженными профилем, которые при остающихся неизменными прочностными свойствами имеют одинаково щадящее чистящее и массирующее действие и могут изготовляться с небольшими затратами.
Поставленная задача решена за счет того, что в зубной щетке с головкой зубной щетки и закрепленными в ней в случае необходимости собранными в пучки щетинками из пластмассы из которых по меньшей мере некоторые имеют на своей боковой поверхности полученный путем скручивания профилированного моноволокна профиль в форме спирали, щетинки состоят из стержня и по меньшей мере одной проходящей по боковой поверхности спирали, имеют от трех до пяти витков на сантиметр длины, а нить спирали скруглена по своему гребню.
Кроме того, поставленная задача решена и за счет того, что по меньшей мере часть щетинок имеет одну или несколько нитей спирали, нить спирали имеет по существу трапециевидное поперечное сечение, нить спирали и стержень имеют различный цвет, нить спирали и стержень состоят из различных материалов, стержень имеет сердцевину и окружающую стержень оболочку, выполненные из различных материалов, моноволокно или моноволокна состоят из упругой пластмассы, щетинка лишь на части своей длины имеет нить спирали.
Кроме того, поставленная задача решена и за счет того, что в способе изготовления щетинки из пластмассы для зубной щетки путем экструзии, экструдируют профилированное моноволокно или моноволокно с по меньшей мере одним, параллельным оси ребром, затем по меньшей мере на части его длины скручивают и скрутку фиксируют.
Поставленная задача решена и за счет того, что экструдированное моноволокно перед скручиванием подвергают вытягиванию, моноволокно после скручивания подвергают термической стабилизации, скрученное моноволокно после термической стабилизации выдерживают при повышенной температуре, каждую щетинку на ее рабочем конце скругляют путем поверхностного оплавления, щетинки по отдельности или группами на их находящемся на стороне крепления конце оплавляют с образованием головки и ею закрепляют в корпусе щетки.
Поставленная задача решена и за счет того, что моноволокно вместе с проходящими по его боковой поверхности ребрами из пластмассы, обладающей другими свойствами, соэкструдируют, затем соэкструдированную композицию на по меньшей мере части ее длины скручивают и скрутку фиксируют, соэкструдированную композицию перед скручиванием подвергают вытягиванию, скрученную композицию после скручивания подвергают термической стабилизации, скрученную композицию после термической стабилизации выдерживают при повышенной температуре.
Щетинку согласно изобретению можно изготовить путем экструзии и облагородить таким же способом, как и обычную щетинку. Она имеет то преимущество, что дополнительно к концу щетинки гребень спирали или его переход в боковую поверхность и сама боковая поверхность, благодаря большому шагу спирали, дополнительно образует чистящие кромки, которые усиливают эффект чистки поверхности зубов и промежуточных пространств между зубами, не вызывая повреждений десен. Также при проникании такой щетинки в промежуточные пространства между зубами не может произойти заклинивания щетинки, так как спираль имеет очень крутой ход и отсутствуют радиальные сужения. К тому же спираль, благодаря своему небольшому количеству витков, при вытягивании может раскручиваться, так что на щетинку в любом случае не начинают оказывать воздействие усилия вытаскивания, которые были бы выше, чем при обычных щетинках. Вследствие того, что стержень или ось моноволокна сама не поворачивается винтообразно, стержень сообщает щетинке обычные свойства, а именно необходимую гибкость и требуемую способность выпрямляться. Благодаря сравнительно крутому подъему спирали, количество активных кромок на окружной поверхности ограничено, так что, несмотря на более высокие чистящие свойства в сочетании со скругленным гребнем спирали, обеспечивается еще достаточно щадящая обработка зубов и мягкое массирующее действие на десны. Скругление гребня спирали можно осуществить предпочтительно в процессе экструдирования моноволокна, но также, однако, с помощью последующей механической или термической обработки.
В предпочтительном варианте выполнения изобретения по меньшей мере часть щетинок может иметь одно- или многозаходную спираль, благодаря чему при чистке увеличивается эффективная поверхность и одновременно возникают различные направления чистки.
Так как выполненная согласно изобретению щетинка в любом случае оказывает более сильное скребущее абразивное действие на зубную эмаль и десны, чем обычная щетинка из, в основном, цилиндрических моноволокон, и вследствие этого непригодна для потребителей с очень чувствительными деснами, то с помощью различной окрашиваемости спирали и стержня потребитель получает информацию о свойствах щетки так, чтобы он мог выбрать зубную щетку, соответствующую его целям. Пластмасса для спирали может быть окрашена с помощью пигментов. Так как частицы пигментов могут быть тверже, чем пластмассовая матрица, то спираль может получить некоторые абразивные свойства, уже благодаря одному лишь окрашиванию.
Предпочтительно стержень и по меньшей мере одна спираль состоят из различных материалов. Тем самым, по меньшей мере, спираль можно приспособить к различным условиям применения, в частности в отношении ее твердости. Также при этом пользователю может быть дано указание на чистящие свойства соответствующей щетки, благодаря окрашенным в разный цвет стержню и спирали. Такие щетинки можно получить простым способом, благодаря тому, что моноволокно имеет поперечное сечение в виде многоугольника, предпочтительно квадратное поперечное сечение. После скручивания каждая кромка образует в этом случае одну спираль.
При определенных щетках необходимо, чтобы щетки имели заданную жесткость или упругость. Подгонка жесткости может достигаться в предпочтительном варианте выполнения изобретения, если стержень имеет сердцевину и окружающую сердцевину оболочку, выполненную из различных материалов. Благодаря выбору материалов для сердцевины и оболочки, можно оказывать влияние на жесткость и упругость щетинок, с одной стороны, и на их воздействие при уходе за зубцами, с другой стороны, и изменять их. Проходящие по боковой поверхности ребра можно изготовить или из ее материала, или из материала, отличающегося от него.
При дальнейшем развитии идеи изобретения можно предусмотреть, чтобы моноволокно или моноволокна состояли из упругой пластмассы. Таким образом, изготовленные из материала щетины, щетинки можно вытянуть в продольном направлении, что влечет за собой уменьшение их диаметра, так что, например, после ввода в промежуточное пространство между зубами они могут легче извлекаться из него и не заклиниваться в промежуточном пространстве между зубами. Зажимание предотвращается благодаря тому, что щетинка при вытаскивании может раскручиваться.
Щетинки, в случае необходимости, могут также иметь спираль лишь на части своей длины. Для того, чтобы щетка по своему действию могла быть подогнана к заданным краевым условиям, спиралевидную щетинку можно обрабатывать в комбинации и вместе со щетинками другой конфигурации.
Для изготовления щетинки для зубной щетки указанной конструкции, изобретение предлагает, чтобы моноволокно экструдировать с по меньшей мере одним проходящим параллельно оси ребром, а затем скрутку зафиксировать. Щетинку моно затем изготовить путем отрезания от бесконечной нитки.
Другой способ состоит в том, чтобы моноволокно совместно экструдировать с проходящими по его боковой поверхности ребрами, состоящими из пластмассы, имеющей другие свойства, а затем совместно экструдированную композицию подвергнуть скручиванию и в заключение скрутку зафиксировать.
Этот способ также позволяет бесконечное изготовление материала щетины. Далее пластмассу, образующую спираль, можно приспособить к целям применения, например, стержень может состоять из обычно применяемой для щетинок пластмассы, в то время, как пластмасса для спирали может быть тверже или мягче или может быть снабжена абразивным наполнителем. Также пластмасса, образующая спиралеобразные ребра, может быть окрашенной в другой цвет, чтобы сделать возможными показания о функциональных свойствах.
Кроме того, стержень может также состоять из различных на разных участках материалов, чтобы приспособить щетинку к целям ее применения. При этом стержень имеет внутреннюю область и окружающую внутреннюю область оболочку, изготовленные из различных материалов, которые подвергнуты совместной экструзии.
Другая возможность изготовления состоит в том, чтобы по меньшей мере два моноволокна подвергнуть экструзии, затем скручиванию, а скрутку зафиксировать. При этом моноволокна во время экструдирования или после скручивания можно неразъемно соединить друг с другом.
Выполненная согласно изобретению щетинка дает далее возможность экструдированное моноволокно или совместно экструдированные моноволокна перед скручиванием вытянуть и, в случае необходимости, стабилизировать, чтобы щетинке со спиралью придать требуемую от щетинок для зубной щетки свойства.
Наконец, как и при обычно применяемых щетинках, преимуществом является, если моноволокно или совместно экструдированная композиция после скручивания подвергается термической стабилизации, а затем выдерживается в течение 24-48 часов.
В зубных щетках концы щетинок после отрезания должны быть скруглены, чтобы избежать повреждений зубов и повреждений десен. Это получается преимущественно с помощью поверхностного сплавления концов щетинки, так как концы тонкостенных спиралей плавятся прежде стержня и, следовательно, вначале притупляются острые кромки.
Изготовленная по упомянутому выше способу щетинка пригодна также в качестве или для очистителя промежутков между зубами. Для очистителя промежутков между зубами имеются другие преимущества, если он скручен лишь на части своей длины. Нескрученная часть имеет меньшие размеры поперечного сечения и, таким образом, может легче вводиться в промежуточное пространство между зубами. Введение можно сделать еще легче, если нескрученная часть по меньшей мере на некоторых участках имеет уплощенное, например, путем прессования поперечное сечение.
Для того чтобы обеспечить надежное и устойчивое к вытаскиванию крепление щетинок в корпусе щетки, предусмотрено далее, что щетинки по отдельности или группами на своем обращенном к стороне крепления конце оплавляют с образованием головки и ею закрепляют в корпусе щетки. Благодаря этому, обращенный к стороне крепления конец получает одинаковое по форме шарообразное или чечевицеобразное поперечное сечение, которое позволяет осуществить надежное крепление в головке щетки.
Далее изобретение описано на основе нескольких воспроизведенных в чертежах примеров выполнения. В чертежах показывают:
фиг. 1 - зубная щетка, вид сбоку, представленный схематически;
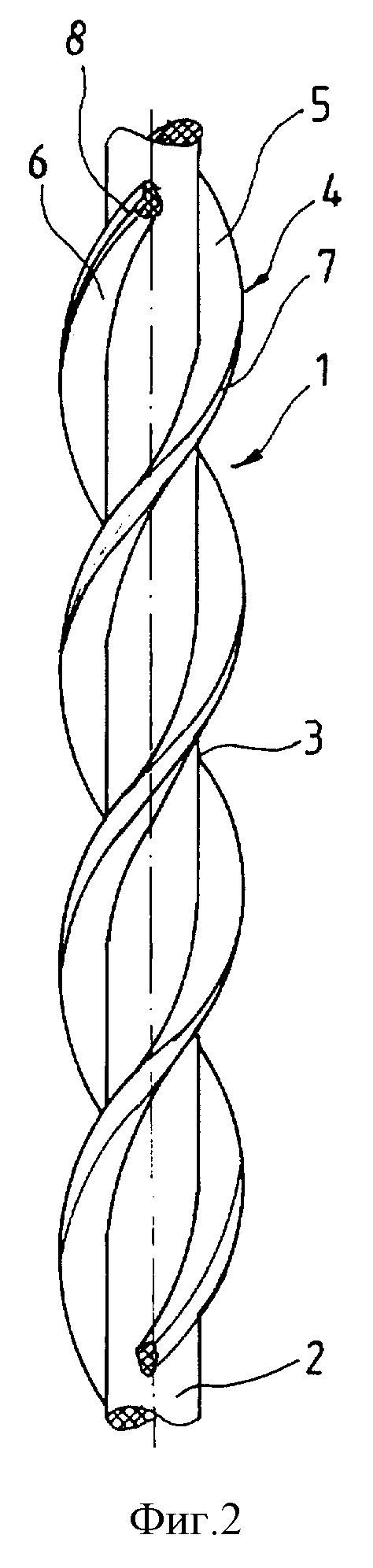
фиг. 2 - увеличенный детализированный вид щетинки;
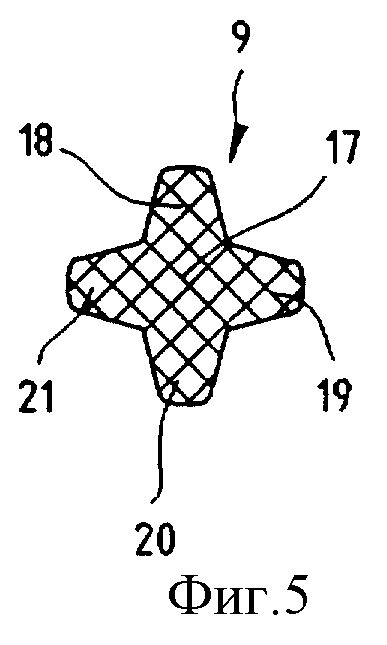
фиг. 3 - 5 - различные формы поперечного сечения экструдированного моноволокна;
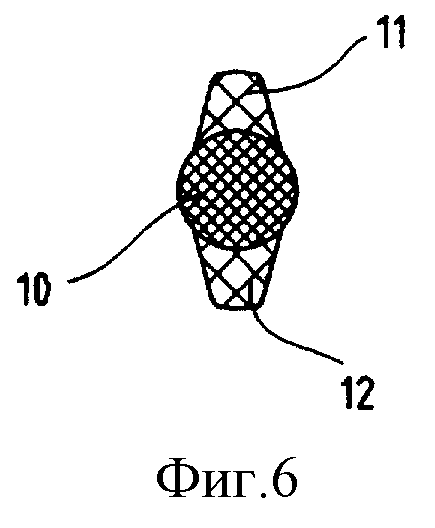
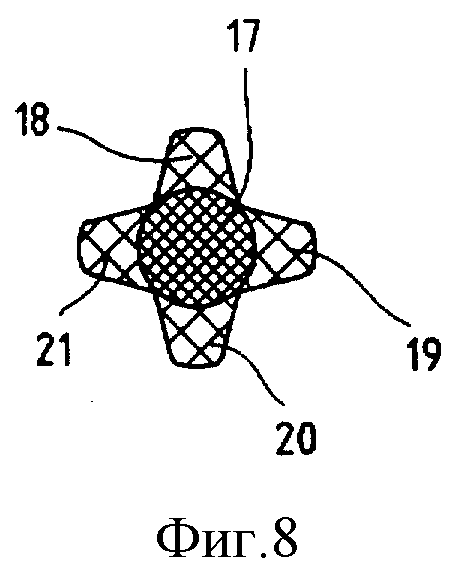
фиг. 6 - 11 - различные формы поперечного сечения композиции, полученной путем совместной экструзии.
Зубная щетка по фиг. 1 имеет головку 30 и ручку 31, которые связаны друг с другом с помощью гибкой шейки 32. Головка 30, ручка 31 и шейка 32 отлиты в виде единого целого из пластмассы. На головке 30 в виде пучков закреплены щетинки. Пучки 33 показаны лишь схематически, они состоят в каждом случае из некоторого числа щетинок из пластмассы, которые закреплены на головке 30 с помощью сварки, впрыскивания или механическим способом.
На фиг. 2 воспроизведена отдельная щетинка 1 из связки 33. Она состоит из имеющего форму круглого цилиндра стержня 2, на боковой поверхности которого расположена двухзаходная спираль 4 с двумя винтовыми нитями 5, 6. Каждая винтовая линия 5, 6 имеет уплощенную или скругленную вершину 7 или 8. Такая щетинка для зубных щеток может, например, иметь наружный диаметр области 0,2 мм, причем стержень 2 имеет диаметр в диапазоне от 0,1 до 0,15 мм. Спираль при обычной для зубных щеток длине щетинок до 1,5 см имеет заходность от 2 до 6.
Щетинка по фиг. 2 может быть изготовлена различными способами. К примеру, можно моноволокно 9 согласно фиг. 3 экструдировать со стержнем 10 и двумя диаметрально расположенными ребрами 11, 12, затем подвергнуть вытягиванию, после этого скрутить, а затем термически стабилизировать, так чтоб возникла двухзаходная спираль согласно фиг. 2. Фиг. 4 показывает экструдированное моноволокно 9 с поперечным сечением примерно треугольной формы, которое образовано стержнем 13 и двумя ребрами 14, 15 и 16. Фиг. 5 показывает моноволокно 9 с крестообразным поперечным сечением, которое опять-таки имеет стержень 17 и четыре расположенные симметрично ребра 18, 19, 20 и 21. Ось скручивания во всех примерах выполнения совпадает с осью стержня 2. Моноволокно может также иметь, в основном, прямоугольное, например, квадратное поперечное сечение, причем близкая к центру область образует стержень, а четыре боковых области - ребра.
Фиг. 6 - 8 показывают, в основном, формы поперечного сечения, одинаковые с формами, представленными на фиг. 3-5, однако, в этом случае имеющие форму цилиндра с круглым поперечным сечением стержня 10, 13, 17 соэкструдированы вместе с ребрами 11, 12 или 14-16 или 18-21. Экструдированное моноволокно или соэкструдированная композиция затем подвергается вытягиванию, скручиванию и термической стабилизации и выдерживается 1-2 дня.
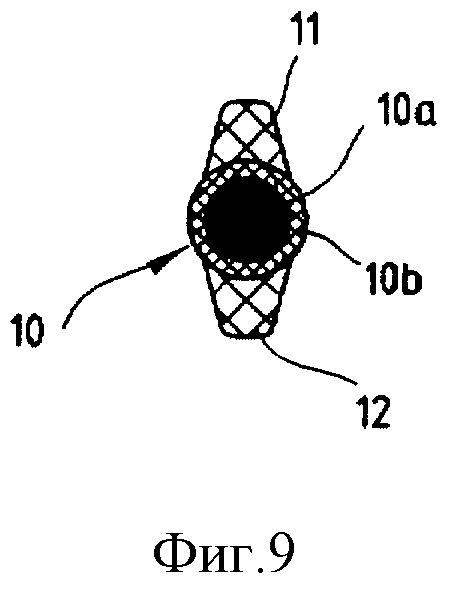
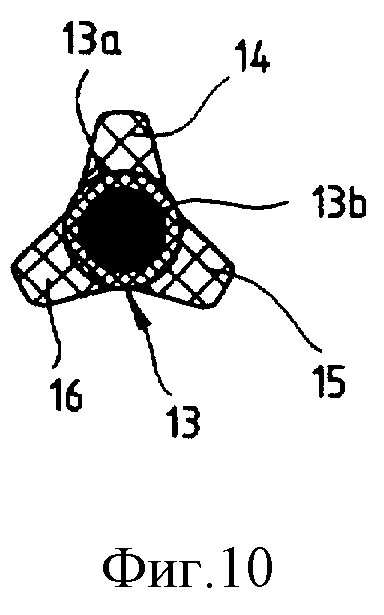
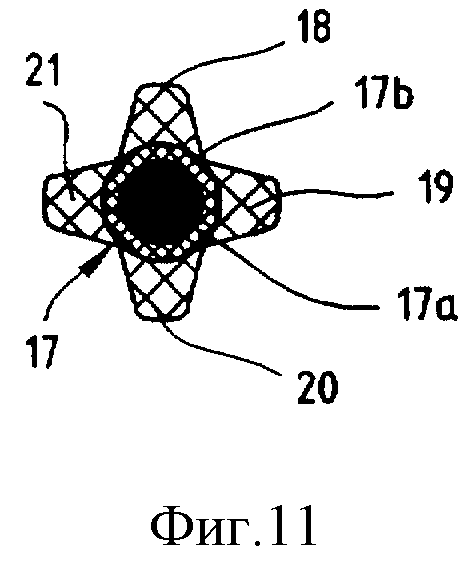
На фиг. 9-11 представлены поперечные сечения, подобные показанным на фиг. 6-8, при этом, однако, стержни 10, 13, 17 имеют сердцевину 10а, 13а или 17а и окружающую сердцевину оболочку 10б, 13б или 17б. Сердцевина и оболочка состоят из различных материалов. Ребра 11, 12 или 14-16 или 18-21 выполнены из еще одного материала. Сердцевина соэкструдирована вместе с оболочкой и ребрами, а затем обработка упомянутым способом. Сердцевина 10а, 13а и 17а может состоять из типичной для щетины для зубных щеток пластмассы, чтобы обеспечить все положительные прочностные свойства обычно применяемой щетинки, в то время, как материал пластмассы для оболочки 10б, 13б, 17б и для ребер 11, 12, 14-16 или 18-21 может быть приведен в соответствие с желательными чистящим и/или массирующим действием.
Как, в частности, видно из фиг. 3-11 и описано со ссылкой на фиг. 2, головка ребер уплощена или скруглена. После отрезания щетинок от бесконечного материла рабочий конец скругляют, предпочтительно с помощью поверхностного оплавления, в то время, как концы, находящиеся на стороне крепления, оплавляют по отдельности или группами с образованием головки.
Вместо представленных поперечных сечений щетинка 1 или моноволокно, из которого она изготовлена, может также иметь прямоугольное, предпочтительно квадратное поперечное сечение. После скручивания кромки этого поперечного сечения образуют в этом случае соответственно по ребру.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЕВИДНЫХ ЩЕТИНОК | 1996 |
|
RU2145367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ ИЗДЕЛИЙ И ЩЕТОЧНЫЕ ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2208374C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЩЕТИНЫ | 1997 |
|
RU2197160C2 |
| ЗУБНАЯ ЩЕТКА | 1999 |
|
RU2210967C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЩЕТИНОК | 2003 |
|
RU2301740C2 |
| ЩЕТКА ДЛЯ ЧИСТКИ, В ЧАСТНОСТИ ЗУБНАЯ ЩЕТКА | 1999 |
|
RU2208373C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2283607C2 |
| ЩЕТКА (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2187235C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ ИЗДЕЛИЙ И ЩЕТОЧНОЕ ИЗДЕЛИЕ | 2001 |
|
RU2257826C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЩЕТОК | 2000 |
|
RU2233605C2 |



В зубной щетке с головкой зубной щетки и закрепленными на ней, в случае необходимости, собранными в пучки щетинками из пластмассы, из которых, по меньшей мере, некоторые имеют на своей боковой поверхности полученный путем скручивания профилированного моноволокна профиль в форме спирали, щетинки состоят из стержня и по меньшей мере одной проходящей по боковой поверхности спирали, имеют от трех до пяти витков на сантиметр длины, а нить спирали скруглена по своему гребню. В способе изготовления щетинки из пластмассы для зубной щетки путем экструзии экструдируют профилированное моноволокно или моноволокно с по меньшей мере одним параллельным оси ребром, затем по меньшей мере на части его длины скручивают и скрутку фиксируют, что при неизменных прочностных свойствах обеспечивает щадящее чистящее и массирующее действие. 2 c. и 18 з.п. ф-лы, 11 ил.
| JP 03289906 A, 19.12.1991 | |||
| US 3233944 A, 08.02.1966 | |||
| УСТРОЙСТВО для ПЕРФОРАЦИИ ПОЛИМЕРНЫХ ПЛЕНОК | 0 |
|
SU303202A1 |
| US 3689118 A, 05.09.1972 | |||
| Зубная щетка | 1990 |
|
SU1768129A1 |

