Область техники, к которой относится изобретение
Настоящее изобретение относится к упаковочному устройству, содержащему узел вакуумирования, и к способу упаковывания. Способ упаковывания включает перемещение упакованного продукта через блок вакуумирования, в котором до герметизации упаковки из нее откачивается находящийся внутри газ или воздух.
Уровень техники
Упаковочное устройство может использоваться для упаковывания пищевого продукта. Продуктом может являться продукт как таковой или продукт, предварительно помещенный на лоток. Через формовочно-фасовочно-укупорочный автомат для пакетов/упаковок может непрерывно подаваться рукавная упаковочная пленка. Пленку и продукт соединяют или иначе приближают друг к другу или размещают относительно друг друга. Например, помещают продукт на пленку, или обертывают пленку вокруг продукта. В некоторых примерах подают продукт посредством питающего конвейера. Формируют вокруг продукта рукав путем герметизации противоположных продольных краев пленки. В качестве альтернативы, помещают продукт в рукав, и герметизируют переднюю кромку упаковки. Затем формируют уплотнение на задней кромке (верхнем по потоку конце) упаковки и отделяют (например, отрезают) от непрерывно движущегося рукава.
Рукав может представлять собой готовую рукавную пленку или может формироваться из двух пленок или полотен, два продольных края которых герметично соединены в продольном направлении, или из одной пленки, которая сложена вдвое и герметично соединена вдоль продольных краев.
Для укупоривания упаковки могут использоваться термосварочные прутки, при этом верхний и нижний прутки перемещаются относительно друг друга, входят в контакт и сжимают упаковочный материал между ними, формируя одно или несколько уплотнений. Термосварочные прутки также обычно формируют соседнее уплотнение на противоположном конце следующей упаковки и разрез между двумя уплотнениями, обеспечивая тем самым одну частично герметизированную упаковку (например, имеющую открытый конец, обычно конец рукава, подаваемый в упаковочное устройство) и отдельную (например, обрезанную) герметизированную упаковку за одну операцию упаковывания.
Уплотнениями обычно являются проходящие в поперечном направлении области упаковочного материала, которые подвергнуты обработке с целью изоляции внутреннего пространства упаковки от внешней среды. В пространстве между продуктом и пленкой после уплотнения с обоих концов может оставаться захваченный газ или воздух. Общей проблемой при упаковывании является достижение желаемого уменьшения количества газа или воздуха в упаковке до ее герметизации.
Иногда желательно вакуумировать упаковку, чтобы уменьшить ее объем. Кроме того, откачивание газа из упаковки может улучшать ее внешний вид после термоусадки, и может также снижать вероятность ухудшения качества продукта из-за воздействия кислорода или другого газа(-ов). Например, некоторые пищевые продукты (например, сыр) могут окисляться, или в них может образовываться плесень в течение определенного времени, если содержащаяся в упаковке среда является непригодной (например, содержащей кислород). Пригодная среда может преимущественно состоять или содержать один или нескольких защитных и/или инертных газов или преимущественно состоять или содержать модифицированную атмосферу. Упаковывание в модифицированную атмосферу (MAP) обычно включает уменьшение количества кислорода (O2) внутри упаковки, например, от около 21% до около 10%, предпочтительно до около 5%, более предпочтительно до около 0%. При этом может существенно уменьшаться или предотвращаться рост аэробных организмов и/или реакции окисления. Удаляемый таким способом кислород может быть заменен инертным газом, например азотом (N2), или газом, который способен снижать рН или подавлять рост бактерий, например двуокисью углерода (CO2). Следует отметить, что может использоваться любой обычно используемый при упаковывании газ или смесь газов. Для сохранения красного цвета мяса может использоваться окись углерода.
Одним из способов вакуумирования упаковки является прокалывание или перфорирование небольших отверстий в упаковке до или после ее заполнения продуктом и укупоривания. Небольшие отверстия позволяют удалять избыток газа из упаковки, например, путем приложения механического усилия или просто за счет силы тяжести, под действием которой продукты оседают во время транспортировки, или, предпочтительно, путем термоусадки упаковочного материала. Тем не менее, этому конкретному решению присущи недостатки, например, когда в упаковке находятся пищевые продукты. Проколы позволяют проникать загрязняющим веществам или окружающему воздуху снаружи упаковки, например, содержащему кислород. Проколы могут закрываться покрыты во время или после упаковывания соответствующими способами, например, путем помещения наклеек.
Другим способом уменьшения объема упаковок является разрежение их внутреннего пространства через загрузочное отверстие с использованием процесса вакуумирования. Вакуум (или объем значительно более низкого давления, чем давление окружающей среды) генерируется и применяется для вытеснения избыточного газа или воздуха изнутри упаковки. За счет этого упаковочный материал (например, пленка) сплющивается перед укупориванием отверстия. Однако применение вакуумной системы может повышать сложность упаковочного устройства и/или отрицательно сказываться на времени, необходимом для упаковывания, из-за времени, необходимого для вакуумирования упаковки через отверстие в ней.
Кроме того, вакуумные системы часто требуют установки оборудования в загрузочной трубе, чтобы изолировать ее от окружающей среды. Из-за такого дополнительного оборудования может уменьшаться диаметр трубы, что может приводить к ее закупорке пробкой из продукта. Кроме того, дополнительное оборудование делает устройство и его эксплуатацию более сложными и дорогими. В качестве альтернативы, может требоваться помещение вакуумируемых упаковок в вакуумную камеру, для чего необходимо дополнительное оборудование и/или дополнительные технологические операции с аналогичными последствиями для стоимости и сложности.
Еще одним способом уменьшения объема упаковок является приложение внешнего механического усилия непосредственно к упаковке до ее укупоривания. Примерами этого решения служат губчатая резина или цилиндрические пружины, которыми захватывают упаковку снаружи, чтобы вытеснить избыточный газ до того, как сварочные клещи захватывают и укупоривают загрузочное отверстие.
Однако продукты внутри упаковки часто имеют неправильную форму и, следовательно, имеют тенденцию вызывать неравномерный износ пенорезины и неравномерное удлинение пружин. В результате неравномерного износа и срабатывания вследствие непосредственной близости к нагретым сварочным элементам невозможно поддерживать на желаемом уровне установленную культуру производства. Кроме того, хрупкие продукты легко раздавливаются под действием внешних механических усилий. Дополнительные недостатки применения механических усилий посредством губчатой резины могут включать в себя низкий уровень гигиены из-за сложности очистки пористого материала, такого как губки, что создает идеальную среду для роста бактерий. Кроме того, губка или цилиндры могут вдавливать пленку в продукт, изменяя тем самым внешний вид продукта. Например, в случае мяса упаковочная пленка может загрязняться изнутри кровью.
Кроме того, изменения размера продукта могут создавать проблемы для механических средств уменьшения объема. При использовании механических средств уменьшения объема для внесения поправки на эти изменения требуется остановка оборудования с целью изменения усилия или положения средства уменьшения объема. Это связано с тем, что необходимо использовать различные прижимы, индивидуально приспособленные к упаковкам и упаковываемым продуктам.
В патенте US 4964259 описан способ и устройство для формования, заполнения, укупоривания и уменьшения объема упаковки с продуктом до укупоривания загрузочного отверстия. Система предусматривает воздействие потоком воздуха на наружные гибкие боковые стенки упаковки, чтобы тем самым сблизить боковые стенки упаковки до ее укупоривания и уменьшить количество газа, захваченного в упаковке.
В заявке JP 2003-072702 описан автомат для упаковывания в пакеты, имеющий камеру. Под давлением сжатого воздуха, подаваемого в камеру через воздушный шланг, пакет сжимается, и из него выталкивается воздух через открытый задний край.
В заявке DE 10 2009017993 описано упаковочное устройство, содержащее блок перфорации, который выполнен с возможностью перфорирования нижней пленки, чтобы облегчить испарение газа, например этилена или CO2 при упаковывании продуктов, которые выделяют такой газ в процессе созревания. Кроме того, при упаковывании таких продуктов может требоваться постоянное содержание кислорода.
В заявке DE 10 2007013698 описано упаковочное устройство, содержащее средство создания регулируемой среды внутри упаковки в зависимости от особенностей дыхания упаковываемого продукта.
В заявке WO 2008/122680 описан упаковочный автомат на основе приложения механического усилия к пленке, расположенной вокруг упаковываемого продукта, с помощью трамбовочного устройства, а также обертывания усадочной пленки вокруг продукта с использованием печи. Избыточный воздух или газ удаляется с помощью трамбовочного устройства и посредством термической усадки.
В патенте США 5590509 описан способ упаковывания продукта, размещенного на лотке. Этот способ включает нагнетание воздуха, нагретого до температуры, применимой для термической усадки пленки, на наружную поверхность передней герметичной уплотненной концевой области рукава с целью предварительной усадки рукава и вытеснения газа. Способ дополнительно включает прекращение термической усадки до контакта пленки с продуктом путем подачи потока холодного воздуха.
В основу настоящего изобретения положена задача создания узла вакуумирования для применения в способе упаковывания, в котором вытесняют избыточный газ или воздух из упаковки до ее укупоривания. Другой задачей настоящего изобретения является создание упаковочного устройства, содержащего узел вакуумирования. Еще одной задачей настоящего изобретения является создание узла вакуумирования, который облегчает эффективное вакуумирование упаковок различных размеров.
Краткое изложение сущности изобретения
В соответствии с 1-й особенностью изобретения предложено упаковочное устройство, содержащее блок управления; блок загрузки, сконфигурированный на размещение рукавной пленки вокруг упаковываемого продукта; блок герметизации, связанный с блоком управления, который сконфигурирован на управление блоком герметизации с целью создания одного или нескольких уплотнений на рукавной пленке; узел вакуумирования, связанный с блоком управления и содержащий первый элемент и второй элемент, расположенный напротив первого элемента, который содержит деформируемую часть, при этом первый и второй элементы способны перемещаться относительно друг друга между положением первой конфигурации, в котором первый и второй элементы отстоят друг от друга, положением второй конфигурации, в котором деформируемая часть контактирует, по меньшей мере, с частью второго элемента и/или частью рукавной пленки, которая при использовании опирается на второй элемент, и положением третьей конфигурации, в котором деформируемая часть сжимается в направлении сжатия в сторону второго элемента; и средство перемещения продукта в узел вакуумирования и из него.
В соответствии со 2-й особенностью согласно 1-й особенности деформируемая часть ограничивает камеру с отверстием, проходящим в направлении второго элемента.
В соответствии с 3-й особенностью согласно 2-й особенности, когда первый и второй элементы находятся в положении второй или третьей конфигурации, камера изолирована от второго элемента и образует рабочий участок на втором элементе, периметр которого сконфигурирован на охват продукта, находящегося в упаковке и размещенного в соответствии с рабочим участком.
В соответствии с 4-й особенностью согласно 2-й или 3-й особенности первый элемент содержит фиксатор, при этом деформируемая часть соединена с фиксатором и обращен ко второму элементу.
В соответствии с 5-й особенностью согласно 4-й особенности деформируемая часть проходит по периметру фиксатора.
В соответствии с 6-й особенностью согласно любой из особенностей со 2-ю по 5-ю, когда первый и второй элементы находятся в положении второй конфигурации, фиксатор и второй элемент расположены на первом расстоянии друг от друга, придавая камере первый объем; а, когда первый и второй элементы находятся в положении третьей конфигурации, фиксатор и второй элемент расположены на втором расстоянии, меньшем, чем первое расстояние, друг от друга, придавая камере второй объем, меньший, чем первый объем.
В соответствии с 7-й особенностью согласно 6-й особенности первое расстояние составляет от 100 мм до 500 мм, предпочтительно от 160 мм до 300 мм; и/или второе расстояние составляет от 50 до 250 мм, предпочтительно от 80 до 150 мм; и/или второй объем составляет от 6 литров до 30 литров.
В соответствии с 8-й особенностью согласно любой из особенностей с 1-й по 7-ю деформируемая часть содержит деформируемую область, которая имеет структуру сильфонного типа, проходящую по окружности вдоль второй части, при этом деформируемая область необязательно содержит один или несколько из материалов, включающих резину, ткань, картон, композитный материал, содержащий резину, ткань и/или картон, деформируемый пластик, ЛПЭНП (LLDPE), ПЛА (PLA), ПА (РА) и ЛПЭНП (LLDPE), ПЛА (PLA), ПА (РА) с добавкой, которой необязательно является резина.
В соответствии с 9-й особенностью согласно любой из особенностей с 1-й по 8-ю деформируемая часть содержит наружный участок и внутренний участок, при этом наружный и/или внутренний участок необязательно имеют форму слоя из пленочного материала.
В соответствии с 10-й особенностью согласно 9-й особенности внутренний участок, является, по меньшей мере, частично проницаемым для воздуха или газа и содержит податливый материал, необязательно выбранный из пеноматериала, пенополиуретана с закрытыми или полузакрытыми порами и пористого кремния.
В соответствии с 11-й особенностью согласно 9-й или 10-й особенности наружный слой является преимущественно непроницаемым для воздуха или газа и содержит податливый материал, в частности, выбранный из однослойного или многослойного пленочного материала, необязательно содержащего ПЭНП (LDPE), ПА (РА), ПВХ (PVC) и/или кремний.
В соответствии с 12-й особенностью согласно любой из особенностей с 9-й по 11-ю внутренний участок целиком состоит из ячеистого, необязательно вспененного материала, предпочтительно пенополиуретана с закрытыми или полузакрытыми порами или пористого кремния, а наружный участок целиком состоит из пластмассовой пленки, непроницаемой для воздуха или газа.
В соответствии с 13-й особенностью согласно любой из особенностей с 9-ю по 12-ю наружный участок содержит один или несколько регуляторов потока, сконфигурированных на пропускание воздуха или газа, при этом один или несколько регуляторов потоков необязательно сконфигурированы на пропускание воздуха или газа, когда разность давлений между противоположными сторонами наружного участка достигает или становится выше заданного максимального значения, которое необязательно составляет от 1 кПа до 50 кПа (от 0,01 бар до 0,50 бар), предпочтительно от 5 кПа до 20 кПа (от 0,05 до 0,20 бар), более предпочтительно от 10 кПа до 15 кПа (от 0,10 до 0,15 бар).
В соответствии с 14-й особенностью согласно любой из особенностей с 1-ю по 13-го направление сжатия преимущественно перпендикулярно рабочей поверхности второго элемента, обращенного к первому элементу.
В соответствии с 15-й особенностью согласно любой из особенностей с 1-й по 14-го упаковочное устройство дополнительно содержит блок вывода, с которым связан блок управления, сконфигурированный на управление выводом одной или нескольких герметизированных упаковок из упаковочного устройства; и/или продувочное устройство, с которым связан блок управления, сконфигурированный на управление продувочным устройством с целью продувки внутреннего пространства рукавной пленки и/или внутреннего пространства частично герметизированной упаковки одним из газов, включающих инертный газ, смесь инертных газов или модифицированную атмосферу; и/или блок термоусадки, с которым связан блок управления, сконфигурированный на управление блоком термоусадки с целью термоусадки одной или нескольких герметизированных упаковок.
В соответствии с 16-й особенностью согласно любой из особенностей с 1-й по 15-го головка состоит из первой части и второй части, при этом, по меньшей мере, первая или вторая часть способна перемещаться относительно другой части, необязательно в направлении регулировки, проходящем, преимущественно, параллельно направлению движения продуктов через упаковочное устройство.
В соответствии с 17-й особенностью согласно 16-й особенности первая часть и вторая часть сконфигурированы на вхождение в скользящее зацепление друг с другом и тем самым перемещение относительно друг друга с целью регулировки размера головки.
В соответствии с 18-й особенностью согласно 16-й или 17-й особенности и 3-й особенности относительное перемещение первой части и второй части ограничивает размер рабочего участка.
В соответствии с 19-й особенностью согласно любой из особенностей с 1-й по 18-ю упаковочное устройство дополнительно содержит исполнительный механизм, связанный с блоком управления и сконфигурированный на относительное перемещение первого и/или второго элементов в положения первой, второй и третьей конфигураций.
В соответствии с 20-й особенностью согласно 19-й особенности исполнительный механизм сконфигурирован на относительное перемещение первого и/или второго элементов в положения первой, второй и третьей конфигураций в соответствии с заданным соответствующим профилем, определяющим один или несколько из следующих параметров: скорость относительного движения во времени, составляющую от 0,5 м/сек до 2,0 м/сек, предпочтительно от 0,7 м/сек до 1,5 м/сек, более предпочтительно от 1,0 м/сек до 1,2 м/сек; минимальное и/или максимальное время удержания, составляющее от 0,05 до 1,0 с, более предпочтительно от 0,1 сек до 0,7 сек, еще более предпочтительно от 0,1 сек до 0,3 сек для любой из первой, второй и третьей конфигураций; и усилие срабатывания, приложенное к первому и/или второму элементам при относительном перемещении первого и/или второго элементов в положение второй или третьей конфигурации, составляющее от 5 до 400 Н, предпочтительно от 20 до 200 Н.
В соответствии с 21-й особенностью согласно любой из особенностей с 1-й по 20-ю средство перемещения сконфигурировано на перемещение продуктов в направлении движения вдоль упаковочного устройства, при этом средство перемещения необязательно сконфигурировано на перемещение продуктов в направлении движения преимущественно непрерывно и/или без остановки.
В соответствии с 22-й особенностью согласно 21-й особенности при нахождении в положениях второй и третьей конфигураций первый и второй элементы сконфигурированы на поступательное движение, соответствующее направлению движения.
В соответствии с 23-й особенностью согласно 21-й или 22-й особенности блок герметизации сконфигурирован на поступательное движение, соответствующее направлению движения.
В соответствии с 24-й особенностью предложен способ упаковывания, включающий использование частично герметизированной упаковки, содержащей упаковываемый продукт, при этом частично герметизированная упаковка изготовлена из рукавной пленки и имеет первый герметизированный конец и второй открытый конец; использование узла вакуумирования, содержащего первый элемент и второй элемент, расположенный напротив первого элемента, который содержит деформируемую часть, при этом первый и второй элементы способны перемещаться относительно друг друга между положением первой конфигурации, в котором первый и второй элементы отстоят друг от друга, положением второй конфигурации, в котором деформируемая часть контактирует, по меньшей мере, с частью второго элемента и/или частью рукавной пленки, которая при использовании опирается на второй элемент, и положением третьей конфигурации, в котором деформируемая часть сжимается в направлении сжатия в сторону второго элемента; при нахождении в положении второй или третьей конфигурации деформируемая часть ограничивает рабочий участок на втором элементе, периметр которого сконфигурирован на охват продукта, находящегося в частично герметизированной упаковке и размещенного в соответствии с рабочим участком; относительное перемещение первого и/или второго элементов в положение первой конфигурации; относительное позиционирование частично герметизированной упаковки и узла вакуумирования таким образом, чтобы первый герметизированный конец и продукт находились внутри рабочего участка, а второй открытый конец выходил за пределы рабочего участка, относительное перемещение первого и/или второго элементов в положение второй конфигурации, в котором деформируемая часть контактирует с пленкой на промежуточном участке второго открытого конца, опирающегося на второй элемент, и относительное перемещение первого и/или второго элементов в положение третьей конфигурации путем сжатия деформируемой части и определения потока газа изнутри частично герметизированной упаковки через второй открытый конец; и герметизацию второго открытого конца частично герметизированной упаковки и тем самым формирование герметизированной упаковки, содержащей продукт и имеющей первый и второй герметизированные концы.
В соответствии с 25-й особенностью согласно 24-й особенности деформируемая часть ограничивает камеру, имеющую отверстие в направлении второго элемента, при этом относительное перемещение первого и/или второго элементов в положение первой конфигурации предусматривает открывание камеры или удержание ее открытой.
В соответствии с 26-й особенностью согласно любой из особенностей с 24-й по 25-ю относительное перемещение первого и/или второго элементов в положение второй или третьей конфигурации предусматривает закрывание камеры или удержание ее изолированной от второго элемента и установление границ рабочего участка на втором элементе, периметр которого сконфигурирован на охват продукта, находящегося в частично герметизированной упаковке и размещенного в соответствии с рабочим участком.
В соответствии с 27-й особенностью согласно любой из особенностей с 24-й по 26-ю первый элемент содержит фиксатор, при этом деформируемая часть связана с фиксатором и обращена ко второму элементу.
В соответствии с 28-й особенностью согласно 27-й особенности деформируемая часть проходит по периметру фиксатора.
В соответствии с 29-й особенностью согласно любой из особенностей с 25-й по 28-ю относительное перемещение первого и/или второго элементов в положение второй конфигурации предусматривает относительное позиционирование фиксатора и второго элемента на первом расстоянии друг от друга и тем самым придание первого объема камере; а относительное перемещение первого и/или второго элементов в положение третьей конфигурации предусматривает относительное позиционирование фиксатора и второго элемента на втором расстоянии друг от друга, меньшем, чем первое расстояние, и тем самым придание камере второго объема, меньшего, чем первый объем.
В соответствии с 30-й особенностью согласно 29-й особенности первое расстояние составляет от 100 мм до 500 мм, предпочтительно от 160 мм до 300 мм; и/или второе расстояние составляет от 50 до 250 мм, предпочтительно от 80 до 150 мм; и/или второй объем составляет от 6 литров до 30 литров.
В соответствии с 31-й особенностью согласно любой из особенностей с 24-й по 30-ю деформируемая часть содержит деформируемую область, имеющую структуру сильфонного типа, проходящую по окружности вдоль второй части, при этом деформируемая область необязательно содержит один или несколько из материалов,
включающих резину, ткань, картон, композитный материал, содержащий резину, ткань и/или картон, деформируемый пластик, ЛПЭНП, ПЛА, ПА и ЛПЭНП,ПЛА, ПА с добавкой, которой необязательно является резина.
В соответствии с 32-й особенностью согласно любой из особенностей с 24-й по 30-ю деформируемая часть содержит наружный участок и внутренний участок, при этом наружный и/или внутренний участок необязательно имеют форму слоя из пленочного материала.
В соответствии с особенностью 33-й согласно 32-й особенности внутренний участок является, по меньшей мере, частично проницаемым для воздуха или газа и содержит податливый материал, необязательно податливый материал, выбранный из пеноматериала, пенополиуретана с закрытыми или полузакрытыми порами и пористого кремния.
В соответствии с 34-й особенностью согласно любой из особенностей с 32-й по 33-ю наружный слой является преимущественно непроницаемым для воздуха или газа и содержит податливый материал, в частности, выбранный из однослойного или многослойного пленочного материала, необязательно содержащего ПЭНП, ПА, ПВХ и/или кремний.
В соответствии с 35-й особенностью согласно любой из особенностей с 32-й по 34-ю внутренний участок целиком состоит из ячеистого, необязательно пеноматериала, предпочтительно пенополиуретана с закрытыми или полузакрытыми порами или пористого кремния, а наружный участок целиком состоит из пластмассовой пленки, непроницаемой для воздуха или газа.
В соответствии с 36-й особенностью согласно любой из особенностей с 32-й по 35-ю наружный участок содержит один или несколько регуляторов потока, сконфигурированных на пропускание воздуха или газа, при этом один или несколько регуляторов потоков необязательно сконфигурированы на пропускание воздуха или газа, когда разность давлений между противоположными сторонами наружного участка достигает или становится выше заданного максимального значения, которое необязательно составляет от 1 кПа до 50 кПа (от 0,01 бар до 0,50 бар), предпочтительно от 5 кПа до 20 кПа (от 0,05 до 0,20 бар), более предпочтительно от 10 кПа до 15 кПа (от 0,10 до 0,15 бар).
В соответствии с 37-й особенностью согласно любой из особенностей с 24-й по 36-ю направление сжатия преимущественно перпендикулярно рабочей поверхности второго элемента, обращенного к первому элементу.
В соответствии с 38-й особенностью согласно любой из особенностей с 24-й по 30-ю способ упаковывания дополнительно включает использование продувочного устройства и управление продувочным устройством с целью продувки внутреннего пространства рукавной пленки и/или внутреннего пространства частично герметизированной упаковки одним из газов, включающих инертный газ, смесь инертных газов или модифицированную атмосферу; и/или использование блока термоусадки и управление блоком термоусадки с целью термоусадки герметизированной упаковки.
В соответствии с 39-й особенностью согласно любой из особенностей с 29-й по 38-ю определение потока газа изнутри частично герметизированной упаковки через второй открытый конец предусматривает повышение давления внутри камеры, соответствующее соотношению между первым и вторым объемами.
В соответствии с 40-й особенностью согласно любой из особенностей с 24-й по 39-ю относительное перемещение первого и/или второго элементов в положения первой, второй и третьей конфигураций осуществляют в соответствии с заданным соответствующим профилем, определяющим один или несколько из следующих параметров: скорость относительного движения во времени, составляющую от 0,5 м/сек до 2,0 м/сек, предпочтительно от 0,7 м/сек до 1,5 м/сек, более предпочтительно от 1,0 м/сек до 1,2 м/сек; минимальное и/или максимальное время удержания, составляющее от 0,05 сек до 1,0 сек, более предпочтительно от 0,1 сек до 0,7 сек, еще более предпочтительно от 0,1 сек до 0,3 сек для любой из первой, второй и третьей конфигураций; и усилие срабатывания, приложенное к первому и/или второму элементам при относительном перемещении первого и/или второго элементов в положение второй или третьей конфигурации, составляющее от 5 до 400 Н, предпочтительно от 20 до 200 Н.
В соответствии с 41-й особенностью согласно любой из особенностей с 24-й по 40-ю первый элемент состоит из первой части и второй части, а способ упаковывания дополнительно включает относительное перемещение, по меньшей мере, первой или второй части относительно другой части, необязательно в направлении регулировки, проходящем, преимущественно, параллельно направлению движения продуктов через упаковочное устройство.
В соответствии с 42-й особенностью согласно 41-й особенности первая и вторая части сконфигурированы на вхождение в скользящее зацепление друг с другом, а способ упаковывания дополнительно включает относительное перемещение, по меньшей мере, первой или второй части относительно другой части с целью регулировки размера первого элемента.
В соответствии с 43-й особенностью согласно 41-й или 42-й особенности способ упаковывания дополнительно включает относительно перемещение, по меньшей мере, первой части или второй части с целью определения размера рабочего участка.
В соответствии с 44-й особенностью согласно любой из особенностей с 24-й по 43-ю способ упаковывания дополнительно включает управление исполнительным механизмом с целью относительно перемещения первого и/или второго элемента в положения первой, второй и третьей конфигураций.
Преимущества упаковочного устройства, содержащего узел вакуумирования, и способа упаковывания включают преодоление описанных выше недостатков. В частности, устройство и способ обеспечивает простое и эффективное вакуумирование упаковок за счет возможности исключения сложных компонентов, например вакуумных насосов из упаковочного устройства. Дополнительные преимущества включают более устойчивый, надежный и долговечный способ упаковывания и упаковочное устройство, поскольку вакуумирование не требует контакта, например, губчатого или пружинного компонента с упаковкой и/или продуктом. Это также уменьшает износ. Кроме того, при упаковывании одинаковых продуктов нет необходимости в использовании губчатого/пружинного компонента, форма которого точно соответствует продукту. А при упаковывании неодинаковых продуктов (например, натуральных продуктов, такие как домашняя птица, овощи, фрукты и т.д.), использовании губчатого/пружинного компонента, форма которого точно соответствует продукту, нецелесообразно из-за различий в форме и размере продукта. Дополнительные преимущества включают более высокую гибкость в том, что касается размеров продуктов и/или диаметров рукава. Компоненты можно легко приспосабливать, регулировать или заменять, а диаметр рукава, обычно ограниченный требованиями со стороны вакуумной системы, не ограничен таким образом. Дополнительные преимущества изобретения более подробно описаны далее.
Краткое описание чертежей
На фиг. 1 схематически показано упаковочное устройство 1 в соответствии с первым вариантом осуществления настоящего изобретения, содержащее узел вакуумирования, расположенный в блоке вакуумирования;
на фиг. 2 схематически показан изометрический вид узла вакуумирования в соответствии с первым вариантом осуществления настоящего изобретения;
на фиг. 3 схематически показан изометрический вид и увеличенная деталь узла вакуумирования в соответствии с первым вариантом осуществления настоящего изобретения, проиллюстрированным на фиг. 1 и 2, с удаленным фиксатором и фартука с целью проиллюстрировать (внутреннюю) структуру узла вакуумирования;
на фиг. 3А показан изометрический вид верхнего по потоку конца узла вакуумирования в соответствии с первой разновидностью первого варианта осуществления настоящего изобретения;
на фиг. 3Б показан вид в продольном разрезе верхнего по потоку конца узла вакуумирования, показанного на фиг. 3А;
на фиг. 3В показан изометрический вид верхнего по потоку конца узла вакуумирования в соответствии со второй разновидностью первого варианта осуществления настоящего изобретения;
на фиг. 4А-4Г показаны различные рабочие состояния проиллюстрированного на фиг. 1 упаковочного устройства, иллюстрирующие соответствующие стадии способа упаковывания в соответствии со всеми вариантами осуществления настоящего изобретения;
на фиг. 5 схематически показан изометрический вид узла вакуумирования в соответствии со вторым вариантом осуществления настоящего изобретения;
на фиг. 6А схематически показан изометрический вид узла вакуумирования в соответствии с третьим вариантом осуществления настоящего изобретения;
на фиг. 6Б схематически показаны увеличенные детали узла вакуумирования в соответствии с третьим вариантом осуществления настоящего изобретения, иллюстрирующие два различных рабочих состояния узла вакуумирования;
на фиг. 7А-7Г показаны различные рабочие состояния упаковочного устройства, аналогичного проиллюстрированному на фиг. 1 упаковочному устройству, иллюстрирующие соответствующие стадии способа упаковывания в соответствии с третьим вариантом осуществления настоящего изобретения;
на фиг. 8А показано сравнение трех упаковочных линий, при этом на фиг. 8A-I показан узел вакуумирования, имеющий головку фиксированного размера, а на фиг. 8A-II и 8A-III показан узел вакуумирования, имеющий головку регулируемого размера;
на фиг. 8Б схематически показан изометрический вид головки узла вакуумирования в соответствии с четвертым вариантом осуществления настоящего изобретения.
Подробное описание
На фиг. 1 схематически показано упаковочное устройство 1 в соответствии с первым вариантом осуществления настоящего изобретения, содержащее узел 60 вакуумирования, расположенный в блоке 6 вакуумирования. Упаковочное устройство 1 в целом содержит блок загрузки (не показан), блок 3 герметизации, блок 6 вакуумирования и средство 30 перемещения. В блоке загрузки помещают продукты 20 в рукавную пленку 21, или помещают пленку вокруг продуктов 20 и непрерывно герметично соединяют ее края, чтобы сформировать рукавную пленку 21 известным из техники способом. Средство 30 перемещения сконфигурировано на перемещение продуктов 20, находящихся внутри пленки 21, из блока загрузки в направлении блока 3 герметизации и через него в блок 6 вакуумирования.
Упаковываемые продукты 20 могут переходить в различные упаковываемые состояния (20а, 20b, 20с). Состояниями 20а, 20b, 20с обозначен продукт 20, находящийся в различных упаковываемых состояниях. Например, состоянием 20а обозначен продукт 20, находящийся внутри рукавной пленки 21. Состоянием 20b обозначен продукт 20, находящийся в частично герметизированной упаковке 22, которая имеет первый конец с нижней по потоку стороны в направлении 30' движения продуктов 20 вдоль упаковочного устройства 1, который герметизирован, и второй конец (с верхней по потоку стороны), который открыт. Состоянием 20с обозначен продукт 20, помещенный в герметизированную упаковку 23, имеющую первый и второй герметизированные концы (то есть, концы, герметизированные с верхней и нижней по потоку сторон).
В состоянии 20а пленка 21 находится вокруг продукта 20, или продукт 20 находится в рукавной пленке 21. В качестве альтернативы, в состоянии 20а продукт 20 находится на пленке 21, которую затем складывают вдвое, и герметизируют ее продольные края, чтобы сформировать рукавную пленку 21. Это может делаться в блоке загрузки.
Блок 3 герметизации содержит верхний уплотняющий и режущий элемент 31 и нижний уплотняющий и режущий элемент 32, сконфигурированные на герметизацию и резку упаковки, то есть материала пленки 21. Уплотняющие и режущие элементы 31 и 32 сконфигурированы на создания первого уплотнения на пленке 21 и тем самым создание частично герметизированной упаковки 22, содержащей продукт 20 в состоянии 20b и имеющей первый герметизированный конец с нижней по потоку стороны. Продукт 20 в состоянии 20b находится внутри пленки 21, а частично герметизированная упаковка 22 имеет герметизированный конец и открытый конец.
Уплотняющие и режущие элементы 31 и 32 дополнительно сконфигурированы на создание второго уплотнения на пленке 21 и тем самым создание герметичной упаковки 23. В состоянии 20с продукт 20 находится внутри пленки 21, а герметичная упаковка 23 имеет первый герметизированный конец и второй герметизированный конец с верхней и нижней по потоку сторон.
Уплотняющие и режущие элементы 31 и 32 могут быть сконфигурированы на одновременное создания обоих уплотнений. Например, уплотняющие и режущие элементы 31 и 32 могут преимущественно одновременно создавать второе уплотнение первого продукта 20 и первое уплотнение второго продукта 20, расположенного выше по потоку в направления движения продуктов 20 вдоль упаковочного устройства 1, чем первый продукт 20, в результате чего впоследствии первый продукт 20 оказывается в герметизированной упаковке 23, а второй продукт 20 оказывается в частично герметизированной упаковке 22. На фиг. 1 показаны два продукта 20 (смотри состоянии 20с и 20b, в которых после одновременного создания первого и второго уплотнений продукт 20 в состоянии 20b уже перемещен из блока 3 герметизации в блок 6 вакуумирования, а продукт 20 в состоянии 20с уже перемещен из блока 6 вакуумирования в сторону положения ниже по потоку.
С целью уплотнения и/или резки уплотняющие и режущие элементы 31 и 32 перемещают из положения первой конфигурации, в котором элементы 31 и 32 отстоят друг от друга, в положение второй конфигурации, в котором элементы 31 и 32 преимущественно соприкасаются друг с другом.
Чтобы облегчить уплотнение и/или резку пленки 21, уплотняющие и режущие элементы 31 и 32 располагают таким образом, чтобы пленка 21 находилась между элементами 31 и 32. Элементы 31 и 32 могут иметь активные или рабочие поверхности, которые обращены в сторону лицевой пленки 21 и друг друга таким образом, что при нахождении элементов 31 и 32 в положении второй конфигурации пленка 21 преимущественно соприкасается с обеими рабочими поверхностями. Кроме того, когда пленка 21 не находится между элементами 31 и 32, элементы 31 и 32 преимущественно соприкасаются друг с другом, при этом они могут соприкасаться своими активными или рабочими поверхностями.
Уплотняющие и режущие элементы 31 и 32 могут быть дополнительно сконфигурированы на формирование поперечного уплотнения на упаковке.
Поперечное уплотнение означает уплотнение, проходящее преимущественно поперек направления продольного растяжения пленки 21 и направления движения продуктов. В случае упаковки, подаваемой из рулона пленки 21, уплотняющие и режущие элементы 31 и 32 могут формировать поперечное уплотнение поперек рукавной пленки 21 преимущественно перпендикулярно длине пленки 21.
Средство 30 перемещения в целом сконфигурировано на перемещение продуктов в основном направлении 30' движения вдоль упаковочного устройства 1. Средство 30 перемещения может представлять собой одержать одну или несколько известных из техники конвейерных лент, например, питающий конвейер (смотри позицию 30 справа на фиг. 1) и выпускной конвейер (смотри позицию 30 слева на фиг. 1). Для ясности одна или несколько конвейерных лент в целом именуются средством 30 перемещения независимо от их индивидуального положения.
Блок 6 вакуумирования содержит узел 60 вакуумирования, который имеет головку 60а (например, первый элемент) и опору 60b (например, второй элемент), расположенные напротив друг друга. Головка 60а имеет первую часть 66 (далее также называемую фиксатором), сконфигурированную на перемещение второй части 68 (далее также называемой фартуком), при этом вторая часть 68 проходит по периметру первой части 66 и тем самым образует камеру 60с, ограниченную внутренней стенкой 68с второй части 68. На дне камеры 60с имеется отверстие 60d, обращенное в сторону опоры 60b.
Опора 60b может быть образована отдельным компонентом (например, отдельной конвейерной лентой или другим средством перемещения) или частью средства 30 перемещения, как показано на фиг. 1 (смотри обозначенную позицией 60b на фиг. 1 часть, которая является частью средства 30 перемещения). В варианте осуществления, показанном на фиг. 1, опора 60b соответствует части средства 30 перемещения под головкой 60а, на которую, если смотреть сверху, она наложена, в результате чего при установлении контакта между головкой 60а и средством 30 перемещения опора 60b (т.е. часть средства 30 перемещения, наложенную на головку 60а) соприкасается с фартуком 68 по его периметру и преимущественно закрывает отверстие 60d в камере 60с.
В проиллюстрированном варианте осуществления головку 60а перемещает исполнительный механизм 62, который сообщает головке 60а вертикальное перемещение в сторону опору 60b и от нее. В целом, следует отметить, что головка 60а является подвижной относительно опоры 60b (как показано на фиг. 1), или опора является подвижной относительно головки 60а, или головка 60а и опора 60b являются подвижными относительно друг с друга, чтобы позволяет опоре 60b закрывать отверстие 60d за счет создаваемого относительного движения. В целом, во всех вариантах осуществления, включая любой из первого, второго, третьего и четвертого вариантов осуществления, головка 60а может быть в качестве альтернативы связана с одним или несколькими исполнительными механизмами (не показанными) блока герметизации. В этом случае не требуется отдельный исполнительный механизм 62 (например, для отдельного приведения в действие головки 60а и/или опоры 60b), и вместо этого относительное движение сообщается с использованием существующего исполнительного механизма, воздействующего на один или несколько термосварочных прутков 31 и 32. В некоторых из этих вариантов осуществления головка 60а связана с термосварочным прутком 31 соединительным средством (например, поршнем/ цилиндром, рычагом, направляющей, деформирующимся элементом и т.п.), в результате чего, обеспечивается относительное перемещение головки 60а и термосварочным прутком 31. Эта конфигурация предусматривает следующие стадии движения: соответствующий шарнирный исполнительный механизм перемещает термосварочный пруток 31 и головку 60а, соответственно, в сторону термосварочного прутка 32 и опоры 60b; шарнирный исполнительный механизм вводит в контакт головку 60а и опору 60b в то время, как термосварочные прутки 31 и 32 еще разнесены друг от друга; соединительное средство компенсирует продолжающееся перемещение термосварочного прутка 31 в сторону термосварочного прутка 32 в то время, как головку 60а придвигают и/или прижимают к опоре 60b (например, обеспечивая тем самым относительное движение головки 60а и термосварочного прутка 31); и шарнирный исполнительный механизм вводит термосварочные прутки 31 и 32 в контакт друг с другом в то время, как головка 60а удерживается придвинутой и/или прижатой к опоре 60b. Впоследствии (например, после осуществления герметизации термосварочными прутками 31 и 32), шарнирный исполнительный механизм совершает движение в противоположном направлении и тем самым разделяет термосварочные прутки 31 и 32, ослабляя прижатие головки 60а к опоре 60b и разделяя головку 60а и опору 60b, в результате чего возвращается в положение первоначальной конфигурации.
Блок 3 герметизации и узел 60 вакуумирования дополнительно сконфигурированы на то, чтобы поддерживать поступательное движение в основном направлении 30' движения продуктов 20 вдоль упаковочного устройства 1. Это означает, что как блок 3 герметизации, так и узел 60 вакуумирования могут совместно или независимо следовать основному направлению 30' движения, пока происходит герметизация и/или вакуумирование. В случае блока 3 герметизации термосварочные прутки 31 и 32 могут быть сконфигурированы на обеспечение поступательного движения в течение времени, необходимого для создания уплотнения на рукавной пленке 21. В частности, термосварочные прутки 31 и 32 вводятся в контакт друг с другом в то время, как рукавная пленка 21, содержащая продукты 20, непрерывно перемещается в основном направлении 30' движения. Пока термосварочные прутки 31 и 32 соприкасаются, герметизируя пленку, они перемещаются вместе с упаковками 22, 23 и рукавной пленкой 21 в основном направлении 30' движения. После создания уплотнения термосварочные прутки 31 и 32 выходят из контакта, высвобождая тем самым рукавную пленку 21, и возвращаются в разнесенное положение, т.е. преимущественно в вертикальном, но также продольном направлении, и тем самым возвращаются к поступательному движению, выполняемому при герметизации.
Преимущественно это же относится к узлу 60 вакуумирования, головка 60а которого вводится в контакт с опорой 60b, которой является соответствующая противоположная поверхность средства 30 перемещения. Головка 60а может быть сконфигурирована на поступательное перемещение в течение времени, затрачиваемого на вакуумирование частично герметизированной упаковки 23. В частности, головка 60а вводится в контакт с опорой 60b в то время, как рукавная пленка 21, содержащая продукты 20 и опирающаяся на опору 60b, непрерывно перемещается в основном направлении 30' движения. В данном случае опора 60b, являющаяся частью верхней поверхности средства 30 перемещения, непрерывно перемещается в основном направлении 30' движения. Пока головка 60а и опора 60b соприкасаются, вакуумируя упаковку, они перемещаются вместе с упаковками 22, 23 и рукавной пленкой 21 в основном направлении 30' движения. После вакуумирования упаковки головка 60а и опора 60b выходят из контакта, высвобождая тем самым рукавную пленку 21, и возвращаются в разнесенное положение, т.е. преимущественно в вертикальном, но также продольном направлении, и тем самым возвращаются к поступательному движению, выполняемому при герметизации.
Фартук 68 головки 60а может содержать податливый материал или структуру (например, пеноматериал, сильфон) для облегчения деформации фартука 68 при установлении контакта между фартуком 68 и опорой 60b. Боковая стенка камеры 60с может быть целиком образована фартуком 68, в частности, внутренней поверхностью фартука. Например, фартук может быть целиком выполнен из деформируемого материала или деформируемой структуры (например, пеноматериала или сильфона, как описано далее), или часть фартука, такая как, по меньшей мере, 30% или от 30% до 50% фартука в направлении по вертикали может быть выполнена из деформируемого материала (например, пеноматериала или сильфона, как описано далее). В контексте настоящего документа установление контакта означает, что, по меньшей мере, часть одного элемента, непосредственно контактирует с другим элементом (например, путем установления физического контакта). Однако установление контакта также включает другие части двух элементов, находящихся в непосредственной близости друг от друга, которые могут быть разделены только одним или несколькими слоями пластмассовой пленки (например, пленки 21), в результате чего между двумя элементами (например, частично покрывающими поверхность или поверхности контакта) может быть помещена пленка. Что касается вышесказанного, между фартуком 68 головки 60а и опорой 60b на протяжении части периметра фартука 68 могут быть помещены два противоположных слоя рукавной пленки 21, проходящей вдоль упаковочного устройства 1 и достигающей блока вакуумирования 6, за счет чего обеспечивается канал движения текучей среды (например, газа, воздуха) между и через рукавную пленку без ущерба для преимущественно герметичного контакта между фартуком 68 и опорой 60b. Обеспечение преимущественно герметичного контакта с опорой 60b по периметру фартука 68 может достигаться за счет выполнения фартука 68 из податливого материала или структуры.
Головка 60а может дополнительно содержать один или несколько регуляторов 64 потока (например, отверстий, клапанов), обеспечивающих требуемый поток текучей среды (например, газа, воздуха) между камерой 60с и окружающей атмосферой. На фиг. 1 показан регулятор 64 потока, обозначенный прямоугольной областью в фартуке 68. Регулятор 64 потока может иметь любую подходящую форму (например, область, содержащую множество перфорированных отверстий, соответствующего размера и соответствующим образом распределенных для обеспечения требуемой проницаемости; одно или несколько отверстий соответствующего размера и формы, например, круглой, эллиптической, прямоугольной или любой другой применимой формы или структуры). Регулятор 64 потока может дополнительно иметь применимый состав, отличающийся от остальной части фартука 68. Например, если фартук 68 содержит один или несколько слоев материала, регулятор потока может содержать меньше слоев материала или отдельные слои из другого материала. В одном из примеров фартук 68 в целом содержит внутренний слой, преимущественно состоящий из воздухопроницаемого пеноматериала, и наружный слой, преимущественно состоящий из воздухонепроницаемого пластмассового пленочного материала. В этом примере регулятор 64 потока может состоять из одного или нескольких отверстий соответствующего размера и формы в наружном слое (например, одного или нескольких прямоугольных отверстий 64 в фартуке 68, как показано на фиг. 1), что облегчает прохождение воздуха/газа из камеры 60с через отверстия 64, состоящие из воздухопроницаемого пеноматериала.
Упаковочное устройство 1 дополнительно содержит блок 50 управления. Блок управления соединен (для ясности отдельные соединения не показаны на чертежах) с одним или несколькими компонентами упаковочного устройства 1, например, с блоком загрузки, блоком 3 герметизации, уплотняющими и режущими элементами 31 и 32, средством перемещения 30, блоком 6 вакуумирования, термоусадочным туннелем 33 и продувочным устройством 34. Для усадки пленки 21 упаковок 23 может использоваться термоусадочный туннель 33. Для продувки внутреннего пространства упаковочной пленки 21 защитным газом или смесью защитных газов может использоваться продувочное устройство 34. Для ясности на чертежах в целом не показаны отдельные соединительные линии между блоком 50 управления и другими компонентами. Следует отметить, что упаковочное устройство 1 может содержать обычные средства соединения блока 50 управления с другими компонентами, например электрические, оптические или другие соединения и/или выводы.
Блок 50 управления может быть сконфигурирован на управление транспортировкой продуктов 20 по заданной траектории, например, путем управления одним или несколькими (например, электрическими) двигателями, содержащимися в средстве 30 перемещения в режиме пошагового или в непрерывного движения. Блок управления может также управлять отдельными исполнительными механизмами различных компонентов, как описано далее, например, с целью создания поперечных уплотнений на рукавной пленке в блоке 3 герметизации путем индивидуального управления исполнительными механизмами, соединенными с термосварочными прутками 31 и/или 32, а также путем непосредственного управления термосварочными прутками 31 и/или 32 (например, нагревательными элементами, которые в них содержатся).
Блок 50 управления может содержать цифровой процессор (ЦП) с запоминающим устройством (или устройствами), схему аналогового типа или сочетание одного или нескольких цифровых процессоров и одной или нескольких аналоговых схем обработки. В настоящем описании и формуле изобретения указано, что блок управления "сконфигурирован" или "запрограммирован" на выполнение определенных шагов. Это может достигаться на практике любыми средствами, которые позволяют конфигурировать или программировать блок управления. Например, в случае блока управления, содержащего один или несколько ЦП, в соответствующем запоминающем устройстве хранится одна или несколько программ. Программа или программы содержат команды, которые при выполнении их блоком управления побуждают блок управления выполнять шаги, описанные и/или заявленные применительно к блоку управления. В качестве альтернативы, если блок управления является устройством аналогового типа, схема блока управления сконфигурирована на обработку электрических сигналов с целью выполнения описанных в изобретении шагов блока управления.
Блок 50 управления может быть соединен с одним или несколькими компонентами, входящими в блок 6 вакуумирования (например, исполнительным механизмом 62), и может быть сконфигурирован обмен управляющими сигналами с блоком 6 вакуумирования. Блок 50 управления может дополнительно быть сконфигурирован на управление исполнительным механизмом 62 с целью перемещения головки 60а узла 60 вакуумирования относительно опоры 60b (или наоборот), что позволяет открывать, закрывать и изменять внутренний объем камеры 60с за счет относительного перемещение головки 60а и/или опоры 60b. Как показано на фиг. 1Б, в одном из примеров исполнительный механизм 62 может приближать головку 60а к опоре 60b из разнесенного положения и устанавливать контакт между частью 68 и опорой 60b. Кроме того, исполнительный механизм 62 может еще больше приближать фиксатор 66 к опоре 60b и тем самым сжимать часть 68, уменьшая тем самым внутренний объем камеры 60с (которая ограничена как фиксатором 66, так и опорой 60b, а также частью 68, проходящей по окружности вокруг камеры 60с). Материал и/или структура части 68 может являться соответствующим образом сжимаемой или иначе податливой. Например, часть 68 может быть выполнена из эластичного (например, пеноматериала, резины) или структурно податливого материала (например, имеющего форму сильфона или затвора с входящими в зацепление элементами). В некоторых вариантах осуществления часть 68 содержит податливый материал, например пеноматериал, пенополиуретан с закрытыми или полузакрытыми порами или пористый кремний. В этих вариантах осуществления части 68 обычно дополнительно содержат другой податливый материал, преимущественно непроницаемый для воздуха или газа, такой как однослойный или многослойный пленочный материал, например, содержащий ПЭНП, ПА, ПВХ и/или кремний. В других вариантах осуществления, например, в которых, часть 68, по меньшей мере, частично имеет структуру сильфонного типа, часть 68 содержит один или несколько из материалов, включающих резину, ткань, картон, композитный материал, содержащий резину, ткань и/или картон, деформируемый пластик, ЛПЭНП, ПЛА или ПА и ЛПЭНП, ПЛА или ПА с добавкой, например, резиной.
В некоторых вариантах осуществления, включая любой из первого, второго, третьего и четвертого вариантов осуществления, часть 68 содержит, по меньшей мере, два различных материала. Например, часть 68 может содержать более жесткий материал (например, картон, ткань) в верхней области и более податливый материал (например, резина, кремний) в нижней области. В одном из примеров верхняя половина части 68 содержит картон, а нижняя половина содержит кремний. В другом примере часть 68 содержит более жесткий материал в верхней и нижней областях и более податливый материал в промежуточной области (то есть между верхней и нижней областями). Преимуществом использования множества материалов в части 68 является возможность изменения общей стабильности и/или жесткости части 68 без ущерба для способности части 68 сжиматься. С этой целью может выбираться соответствующее распределение, расположение, наложение, составная структура и/или другое сочетание двух или более материалов.
Блок 50 управления может быть сконфигурирован на управление средством 30 перемещения и/или его отдельными компонентами (например, питающим конвейером, выпускным конвейером). Например, блок 50 управления может быть сконфигурирован на увеличение и уменьшение рабочей скорости средства 30 перемещения. Блок 50 управления может дополнительно быть сконфигурирован на управление рабочей скоростью средства для 30 перемещения в зависимости от положения продуктов 20 относительно различных компонентов упаковочного устройства 1. Например, блок 50 управления может быть сконфигурирован на управление рабочей скоростью средства 30 перемещения таким образом, чтобы размещать отдельные продукты 20, находящиеся в соответствующих частично герметизированных или герметизированных упаковках, относительно блока 6 вакуумирования, чтобы частично герметизированная упаковка 22 находилась в положении, непосредственно соответствующем отверстию 60d в камере 60с головки 60а узла 60 вакуумирования, и/или чтобы размещать продукты 20 относительно элементов 31 и 32 блока 3 герметизации с целью создания соответствующих уплотнений на соседней упаковке (упаковках).
В частности, согласно другой особенности блок 50 управления может быть сконфигурирован на управление одним или несколькими компонентами в зависимости от сигналов, передаваемых другим компонентам и/или принимаемых от других компонентов. Например, блок 50 управления может быть сконфигурирован на управление приведением в действие одного или нескольких компонентов в зависимости от положения продуктов 20 и/или рукавной пленки 21 по отношению к другим компонентам упаковочного устройства 1. Таким способом блок 50 управления может приводить в действие, например, уплотняющие и режущие элементы 31 и 32, когда один продукт 20 находится в состоянии 20а, а другой продукт 20 находится в состоянии 20b (или состоянии 20d), в результате чего между двумя продуктами 20 на пленке 21 создаются первое и второе уплотнения, соответственно.
Как более подробно описано далее, вакуумирование упаковок достигается путем сжатия части 68 между частью 66 головки 60а и опорой 60b. В результате сжатия уменьшается внутренний объем камеры 60с, что приводит к соответствующему повышению давления в камере 60с. Поскольку упаковка в камере 60с представляет собой частично герметизированную упаковку 23, открытый конец которой выходит из камеры 60с, повышенное давление облегчает вытеснение воздуха из упаковки через ее открытый конец. Одним из ключевых факторов при вакуумировании, как подробно описано далее со ссылкой на фиг. 3А-3В, достаточно плотный контакт части 68 с опорой 60b для предотвращения потери давления по периметру части 68. Кроме того, часть 68 должна достаточно плотно контактировать с материалом на открытом конце частично герметизированной упаковки 23, чтобы также предотвращать потерю давления в этой области периметра, позволяя при этом вытеснять воздух через открытый конец. Иными словами, контактное давление и/или форма и/или податливость в области части 68, находящейся в контакте с частично герметизированной упаковкой, должны выбираться с целью как предотвращения потери давления в камере 60с, так и достижения вытеснения воздуха/газа из частично герметизированной упаковки 23. Контактное давление должно быть не слишком высоким (например, приводящим к блокировке потока через открытый конец частично герметизированной упаковки 23) и не слишком низким (например, приводящим к недостаточному давлению в камере 60с).
Как только из частично герметизированной упаковки 22 вытесняется воздух, уплотняющие и режущие элементы 31 и 32 создают второе уплотнение на открытом конце частично герметизированной упаковки 22, создавая тем самым герметичную упаковку 23, содержащую продукт 20. Уплотняющие и режущие элементы 31 и 32 могут в течение одной и той же операции создавать первый герметизированной конец для упаковывания следующего продукта 20, который находится в состоянии 20а в внутри рукавной пленки 21 выше потоку, чем уже герметизированная упаковка 23, и тем самым создавать частично герметизированную упаковку 22 для следующего продукта 20.
Средство 30 перемещения может содержать одну или несколько конвейерных лент 30. Одна или несколько конвейерных лент сконфигурированы на транспортировку продуктов 20 в состояниях 20а, 20b и 20с, например, в виде упаковок 22 и 23 по заданной траектории через упаковочное устройство 1. Например, упаковочное устройство может содержать, по меньшей мере, две конвейерные ленты 30, как показано на фиг. 1. Первая конвейерная лента 30 сконфигурирована на транспортировку продукта 20 и/или пленки 21 выше по потоку, чем уплотняющие и режущие элементы 31 и 32. Вторая конвейерная лента 30 сконфигурирована на транспортировку продукта 20 и/или упаковок 22 и/или 23 ниже по потоку, чем уплотняющие и режущие элементы 31 и 32. Уплотняющие и режущие элементы 31 и 32 могут дополнительно быть сконфигурированы на отделение частично герметизированных упаковок 22 от герметизированных упаковок 23 при формировании первого и второго уплотнений. Как показано, блок 3 герметизации содержит уплотняющие и режущие элементы 31 и 32, а разделение упаковок 22 и/или 23 может осуществляться преимущественно одновременно с их герметизацией.
На фиг. 2 схематически показан изометрический вид узла 60 вакуумирования в соответствии с первым вариантом осуществления настоящего изобретения. На фиг. 2, головка 60а узла 60 вакуумирования показана в положении, в котором камера 60 с закрыта, поскольку часть 68 находится в контакте с опорой 60b (не показанной, опора 60b покрыта головкой 60а). Часть 68 может содержать один или несколько регуляторов 64 потока, сконфигурированных на контролируемое высвобождение воздуха/газа из внутренней камеры 60с. Регулятор 64 потока может быть выполнен в виде одного или нескольких отверстий в фартуке 68, размер которых выбран с целью достижения желаемого потока воздуха/газа из камеры 60с и при повышении давления в камере 60с. Регулятор 64 потока может иметь другие известные из техники формы, например, форму клапана, фильтра, мембраны, створки и т.п. Узел 60 вакуумирования может иметь в целом коробчатую форму, как показано на фиг. 2. В качестве альтернативы, узел 60 вакуумирования может иметь другую форму, например, в целом цилиндрическую форму или форму полусферы.
На фиг. 3 схематически показан изометрический вид и увеличенная деталь узла 60 вакуумирования в соответствии с первым вариантом осуществления настоящего изобретения, проиллюстрированным на фиг. 1 и 2, с удаленным участком фиксатора 66 и фартука 68 с целью проиллюстрировать (внутреннюю) структуру узла 60 вакуумирования. Камера 60с ограничена по окружности внутренней стенкой 68с внутреннего слоя 68b фартука 68. Кроме того, камера 60с с одного конца ограничена держателем 66, а второй конец, противоположный первому концу, остается открытым, чтобы он мог быть закрыт соответствующей рабочей поверхностью (например, опорой 60b, смотри фиг. 1). Увеличенная деталь иллюстрирует пример структуры фартука 68, когда камера 60с, ограничивающая стену, состоит из множества слоев материала. Внутренний слой 68b может содержать применимый податливый материал, который, по меньшей мере, частично проницаем для воздуха/газа и способен сжиматься, по меньшей мере, в направлении, параллельном внутренней стенке 68с, проходящей от фиксатора 66 в сторону второго конца фартука 68. Одним из примеров материала внутреннего слоя 68b является пеноматериал, например пенопласт или вспененная резина. Наружный слой 68а может содержать применимый податливый материал, который преимущественно непроницаем для воздуха/газа и приспособлен к деформации внутреннего слоя 68b (например, вследствие сжатия) без расслоения обоих слоев 68а и 68b. Одним из примеров материала наружного слоя 68а является пластмассовая пленка, содержащая один или несколько слоев.
На фиг. 3 дополнительно показаны два регулятора 64 потока, расположенные в боковой стенке, образованной фартуком 68. Регуляторы 64 потока выполнены в виде отверстий во внешнем слое 68а и имеют такие формы и размеры, что при сжатии фартука 68 вследствие относительного перемещения держателя 66 и опоры 60b можно регулируемым образом поддерживать и/или сбрасывать повышающееся давление внутри камеры 60с. Например, регуляторы 64 потока имеют такие формы и размеры, что во время сжатия фартука 68 давление внутри камеры 60с повышается до положительного давления от 101 кПа до 150 кПа, предпочтительно от 105 кПа до 120 кПа, более предпочтительно от 110 кПа до 115 кПа (во всех случаях указано абсолютное давление). Таким образом, соответствующая (максимальная) разность давлений между давлением внутри камеры 60с и давлением окружающей среды (например, 100 кПа) снаружи камеры 60с будет составлять от 1 кПа до 50 кПа, предпочтительно от 5 кПа до 20 кПа, более предпочтительно от 10 кПа До 15 кПа. Следует отметить, что желаемый профиль давления во время контакта между головкой 60а и опорой 60b, сжатия фартука 68, ослабления сжатия и разделения головки 60а и подложки 60b может быть изменен за счет нескольких параметров, включая без ограничения соотношение между размером камеры 60с до и во время сжатия, проницаемость материала внутреннего слоя 68b фартука 68 для воздуха/газа, форму и/или размер и/или число регуляторов 64 потока в наружном слое 68а, скорость сжатия фартука 68.
На фиг. 3А показан изометрический вид верхнего по потоку конца узла вакуумирования в соответствии с первым вариантом первого варианта осуществления настоящего изобретения. В некоторых вариантах осуществления, включая любой из первого, второго, третьего и четвертого вариантов осуществления, верхний по потоку конец головки 60а содержит один или несколько каналов 68g. Как правило, термины "верхний/выше по потоку" и "нижний/ниже по потоку" относятся к направлению 30' движения (смотри, например, фиг. 1, 4А-4Г, 7А-7Г) продуктов 20 через упаковочное устройство 1. Таким образом, в варианте осуществления, показанном на фиг. 1, верхний по потоку конец головки 60а находится ближе к блоку 3 герметизации, а нижний по потоку конец головки 60а находится дальше от него (т.е. ближе к термоусадочному туннелю 33).
На фиг. 3А показана часть 68 головки 60а, имеющей единственный канал 68g. Следует отметить, что часть 68 может иметь любое число каналов 68g по желанию в зависимости от индивидуального применения упаковки. Например, при вакуумировании более широких упаковок канал 68 может иметь более широкую конфигурацию (например, занимать, преимущественно, 30% ширины головки 60а, предпочтительно 60%, более предпочтительно 80%). В качестве альтернативы, может быть предусмотрено множество каналов 68g, проходящих параллельно продольному направлению головки 60а (то есть в направлении вверх-вниз по потоку или параллельно направлению 30' движения) и параллельно друг другу по ширине головки 60а (этот пример не показан на фиг. 3А), в результате чего обеспечивается такое же открытое поперечное сечение (образованное суммой поперечных сечений множества каналов), как и при соответствующем единственном канале.
Один или несколько каналов 68g сконфигурированы на предотвращение избыточного давления на опору 60b и/или часть рукавной пленки 21, которая опирается на второй элемент 60b, в результате чего при сжатии части 68 воздух и/или газ могут протекать через часть рукавной пленки, опирающейся на опору 60b. Один или несколько каналов 68g сконфигурированы на обеспечение сообщения между внутренней частью частично герметизированной упаковки 23 и окружающей атмосферой с возможностью движения текучей среды через открытый конец частично герметизированной упаковки 23 (для ясности частично герметизированная упаковка 23 не показана на фиг. 3А-3В).
На фиг. 3Б показан вид в продольном разрезе верхнего по потоку конца узла вакуумирования, проиллюстрированного на фиг. 3А. Показано, что в обоих слоях 68а и 68b может быть предусмотрен один или несколько каналов 68g, которые обеспечивают область расширения, по меньшей мере, для части рукавной пленки 21, опирающейся на опору 60b.
На фиг. 3В показан изометрический вид верхнего по потоку конца узла вакуумирования в соответствии со второй разновидностью первого варианта осуществления настоящего изобретения. В некоторых вариантах осуществления, включая любой из первого, второго, третьего и четвертого вариантов осуществления, в части 68 предусмотрен один или несколько каналов 68g согласно второй разновидности в форме области, податливость которой отличается остальной части 68, в соответствии с верхним по потоку концом головки 60а. Один или несколько каналов 68g в целом содержат более податливый материал, сконфигурированный на уменьшение усилия сжатия, прилагаемого к опоре 60b и/или рукавной пленки 21, опирающейся на опору 60b, при прижатии части 68 к опоре 60b. Один или несколько каналов 68g согласно второй разновидности могут иметь любую форму, размер, толщину, конфигурацию, распределение или состав, который обеспечивает упомянутое снижение давления.
Показано, что один или несколько каналов 68g согласно второй разновидности могут быть выполнены в виде сплошного слоя податливого материала (например, более податливого, чем материал части 68; например, мягкого пенопласта) вдоль области контакта между участком 68 и опорой 60b и/или рукавной пленкой 21, опирающейся на опору 60b, за счет чего уменьшает усилие контакта, прилагаемое частью 68 в этой области контакта. В этом примере один или несколько каналов 68g могут быть выполнены в виде отдельного слоя, помещенного на внутренний слой 68b (с соответствующим углублением для одного или нескольких каналов 68g). Может быть предусмотрен наружный слой 68а, который проходит поверх одного или нескольких каналов 68g или снабжен соответствующим углублением. Следует отметить, что наружный слой 68а, если он присутствует, обычно не оказывает существенного давления на опору 60b и/или рукавную пленку 21, опирающуюся на опору 60b. Кроме того, следует отметить, что первая и вторая разновидности конкретно описаны также применительно к вариантам осуществления головки 60а, имеющей часть 68, содержащую сильфонную структуру 65 (смотри далее; например, фиг. 6А, 6Б). Один или несколько каналов 68g могут быть выполнены преимущественно, как описано выше (например, в форме одного или нескольких открытых каналов и/или одного или нескольких каналов, содержащих более податливый материал, уменьшающий давление, оказываемое частью 68).
В некоторых вариантах осуществления, включая любой из первого, второго, третьего и четвертого вариантов осуществления, один или несколько каналов 68g могут быть сконфигурированы на выполнение функции, соответствующей функции регуляторов 64 и/или 64' потока (смотри выше). С этой целью конфигурация (например, размер, форма, число и т.д.) и/или материал (например, более или менее проницаемый пенопласт) одного или нескольких каналов 68g могут выбираться в соответствии с желаемым потоком воздуха/газа между пространством внутри и снаружи камеры 60с.
На фиг. 4А-4Г показаны различные рабочие состояния показанного на фиг. 1 упаковочного устройства 1, иллюстрирующие соответствующие стадии способа упаковывания в соответствии со всеми вариантами осуществления настоящего изобретения. Следует отметить, что во втором, третьем и четвертом вариантах осуществления настоящего изобретения, как показано, например, на фиг. 5, 6А, 6Б, 8А и 8Б, преимущественно, используются одни и те же стадии способа упаковывания и просто продемонстрированы некоторые структурные различия, относящиеся к головке 60а, в частности к фартуку 68. Следовательно, описанные далее стадии способа применимы ко всем вариантам осуществления, если в прямой форме не указан конкретный вариант осуществления.
На фиг. 4А показано первое рабочее состояние упаковочного устройства 1. Продукт 20 размещен на рабочем участке 60b' опоры 60b таким образом, что частично герметизированная упаковка 22, а также продукт 20, находящийся в частично герметизированной упаковке 22, находятся на рабочем участке 60b' опоры 60b, а открытый конец упаковки 22 выходит за пределы рабочего участка 60b' и опоры 60b. Рабочим участком 60b' является часть опоры 60b, которая находится внутри камеры 60с при контакте фартука 68с опорой 60b. Головка 60а и опора 60b разнесены друг от друга, чтобы облегчить размещение продукта 20 на рабочем участке 60b' опоры 60b, как описано выше. Расстояние между головкой 60а и опорой 60b может быть сконфигурировано по желанию и/или в зависимости от размера упаковываемых продуктов. В показанном варианте осуществления блок 50 управления сконфигурирован на управление конвейерной лентой 30 таким образом, чтобы продукт 20 в частично герметизированной упаковке 22 был размещен, как описано.
На первой стадии, как показано на переходе между фиг. 4А и 4Б, блок 50 управления сконфигурирован на регулирование расстояния между головкой 60а и опорой 60b, в результате чего они входят в контакт друг с другом, смыкая тем самым камеру 60с вокруг продукта 20 и удерживая открытый конец частично герметизированной упаковки 22 между головкой 60а и опоры 60b таким образом, чтобы он выходил наружу из камеры 60с и достигал рабочей зоны блока 3 герметизации (например, между уплотняющими и режущими элементами 31 и 32). В показанном варианте осуществления путем управления исполнительным механизмом 62 сообщается движение головке 60а в направлении (и от) опоры 60b. Однако следует отметить, что относительное перемещение может достигаться другими способами, известными специалистам в данной области техники, например, путем перемещения как головки 60а, так и опоры 60b или путем перемещения только опоры 60b. В некоторых вариантах осуществления расстояние D1 между фиксатором 66 и опорой 60b, когда фартук 68 находится в контакте с опорой 60b, составляет от 100 мм до 500 мм и ограничивает внутренний объем V1 камеры 60с (внутренний объем V1 может, например, составлять от 8 литров до 40 литров).
Когда второй открытый конец пакета 22 зафиксирован между головкой 60а и опорой 60b, а также между уплотняющими и режущими элементами 31 и 32 блока 3 герметизации, внутренний объем 63b частично герметизированной упаковки 22 по-прежнему сообщается с окружающей атмосферой в возможностью движения текучей среды посредством канала, сформированного между противоположными слоями пленки вдоль второго открытого конца упаковки 22. Объем 63 а снаружи частично герметизированной упаковки 22 и внутри камеры 60с, преимущественно изолирован от окружающей атмосферы головкой 60а, преимущественно герметично контактирующей с основанием 60b, а также с частично герметизированной упаковкой 22. На фиг. 4Б показана камера 60с, имеющая определенный объем 63а.
На второй стадии, как показано на фиг. 4В, фиксатор 66 дополнительно перемещается в сторону опоры 60b, прижимая тем самым фартук 68 к опоре 60b. В результате такой деформации фартука 68 объем камеры 60с уменьшается с объема 63 а (смотри фиг. 4Б) до объема 63а' (смотри фиг. 4В), меньшего, чем объем 63а. Это влечет за собой соответствующее повышение давления в камере 60с. Таким образом, повышение давления в камере 60с воздействует на наружную поверхность частично герметизированной упаковки 22 и тем самым уменьшает внутренний объем 63b (смотри Фиг. 4Б), вытесняя воздух/газ из частично герметизированной упаковки 22 через второй открытый конец упаковки 22 и тем самым уменьшая внутренний объем 63b до внутреннего объема 63b', меньшего, чем внутренний объем 63b. Как показано на фиг. 4В, внутренний объем 63b' частично герметизированной упаковки 22 уменьшается по мере вытеснения воздуха/газа и, таким образом, пленка 21 более точно соответствует форме продукта 20. В некоторых вариантах осуществления, когда фартук 68 прижат к опоре 60b, расстояние D2 между фиксатором 66 и опорой 60b составляет от 50 до 250 мм, предпочтительно от 80 мм до 150 мм, а внутренний объем V2 камеры 60с составляет от 6 литров до 30 литров, предпочтительно от 9,6 литров до 18 литров. Иными словами, изменение объема на второй стадии приводит к уменьшению внутреннего объема камеры 60с, по меньшей мере, на 20%, необязательно, по меньшей мере, на 25% по сравнению с исходным внутренним объемом V1 после первой стадии и перед второй стадией. Аналогичным образом, расстояние D2 является, по меньшей мере, на 20%, необязательно, по меньшей мере, на 25% меньшим, чем расстояние D1.
После завершения вытеснения воздуха/газа, как показано на фиг. 4Г, блок 50 управления сконфигурирован на управление уплотняющими и режущими элементами 31 и 32 с целью формирования соответствующих уплотнений на пленке 21 и отрезки упаковки 23, которая теперь герметизирована с обоих концов, от рукавной пленки 21, из которой снова сформирована частично герметизированная упаковка. Блок 50 управления дополнительно сконфигурирован на управление исполнительным механизмом 62 с целью его перемещения в разнесенное положение и тем самым облегчения извлечения (например, дальнейшей транспортировки средством 30 перемещения) упаковки 23 из-под нижней головки 60а и размещения следующей частично герметизированной упаковки 22 в соответствии с рабочим участком 60b' опоры 60b. Преимущественно одновременно с этим путем управления уплотняющими и режущими элементами 31 и 32 высвобождают пленку 21, чтобы обеспечить транспортировку упаковок 23 и 22. После того, как следующая частично герметизированная упаковка 22 размещена в соответствии с рабочим участком 60b' опоры 60b, процесс начинается снова, как описано выше со ссылкой на чертежи, начиная с фиг. 4А и далее.
Что касается описанных выше стадий способа, следует отметить, что головка 60а и/или опора 60b могут перемещаться в соответствии с заданным соответствующим профилем, задающим один или несколько из следующих параметров. Скорость относительного движения во времени может составлять от 0,5 м/сек до 2,0 м/сек. В некоторых вариантах осуществления скорость перемещения предпочтительно составляет от 0,7 м/сек до 1,5 м/сек и более предпочтительно от 1,0 м/сек до 1,2 м/сек. Время удержания, в течение которого головка 60а и/или опора, удерживают в зафиксированном положении относительно друг друга, может составлять минимально от 0,05 сек и максимально до 1,0 сек. В некоторых вариантах осуществления время удержания предпочтительно составляет от 0,1 сек до 0,7 сек и более предпочтительно от 0,1 сек до 0,3 сек. Эти минимальные и максимальные значения времени удержания применимы к одному или нескольким из разнесенных положений (смотри фиг. 4А), включающим положение, в котором головка 60а и опора соприкасаются друг с другом (смотри фиг. 4Б), и положение, в котором головка 60а и опора 60b прижаты друг к другу (т.е. когда фартук 68 прижат к опоре 60b; смотри фиг. 4В). Усилие срабатывания, приложенное к головке 60а и/или опоре 60b при их нахождении в одной из пространственных конфигураций, составляет от 5 Н до 400 Н, предпочтительно от 20 Н до 200 Н.
На фиг. 5 схематически показан изометрический вид узла 60 вакуумирования в соответствии со вторым вариантом осуществления настоящего изобретения. Головка 60а в соответствии со вторым вариантом осуществления изобретения преимущественно соответствует головке 60а в соответствии с первым вариантом осуществления за исключением углубления 69, выполненного в фартуке 68. Одним из назначений углубления 69 является обеспечение более близкое размещения продуктов в рукавной пленке 21, чтобы головка 60а могла вводиться в контакт с опорой 60b, даже если предварительно вакуумированная и герметизированная упаковка 23 еще находится частично внутри рабочего участка 60b' опоры 60b. В таком случае упаковка 23 (не показана на фиг. 5) может обеспечивать преимущественно герметичный контакт между фартуком 68 и опорой 60b, преимущественно, заполняя углубление 69. За счет податливости фартука 68 углубление 69 необязательно должно точно соответствовать форме и/или размеру упаковки 23. Однако деформация фартука 68 вследствие удаления из него материала при выполнении выемки 69 должна не выходить пределы способностей материала соответствовать упаковке 23 и при этом обеспечивать достаточно тесный контакт между фартуком 68 и опорой 60b.
В других вариантах осуществления нижняя по потоку стенка фартука 68 может быть изготовлена из более податливого материала. За счет этого нижняя по потоку стенка может вмещать предыдущий упакованный продукт без необходимости углубления 69. В таких вариантах осуществления нижняя по потоку стенка фартука 68 может быть выполнена из внутреннего слоя, содержащего более податливый (например, более мягкий, более гибкий) материал, или может содержать внутренний слой 68b, имеющий меньшую толщину. Следует отметить, что это также применимо к другим показанным вариантам осуществления, в частности, вариантам осуществления, в которых фартук 68 имеет структуру сильфонного типа. В этих вариантах осуществления нижняя по потоку стенка также может быть модифицирована относительно остальных стенок фартука 68 таким же образом, как описано выше.
На фиг. 6А схематически показан изометрический вид узла 60 вакуумирования в соответствии с третьим вариантом осуществления настоящего изобретения. Элементы, сходные или аналогичные элементам из первого и второго вариантов осуществления, обозначены такими же позициями. Как показано на фиг. 6А, основное отличие третьего варианта осуществления состоит в конструкции фартука 68, который (также) содержит податливый материал, но дополнительно обладает структурными особенностями, оказывающими влияние на податливость фартука 68. Фартук 68 имеет складки 65', которые обеспечивают фартук 68 сильфонной структурой 65. За счет размера, количества и/или расположения складок 65' в сильфонах 65 фартуку 68 придается способность различным образом расширяться в пространстве в зависимости от расстояния между фиксатором 66 и опорой 60b (не показанной для ясности на фиг. 6А; как показано на виде в поперечном разрезе на фиг. 1 и фиг.4Л-4Г, средство 30 перемещения обеспечивает опору 60b). Складка 65' может иметь размер и форму, применимые для придания фартуку 68 податливой структуры. Число складок 65' может варьировать в соответствии с желаемой податливостью. В одном из примеров фартук 68 имеет пять складок 65'. Однако в зависимости от индивидуального применения, размера и формы фартука 68 и/или материал фартука 68, число складок 65', входящих в сильфоны 65, может быть большим или меньшим и может составлять, например, от 1 до 20, предпочтительно от 3 до 15, более предпочтительно от 5 до 10. Расширение сильфона 65 относительно фартука 68 может выбираться по желанию. Например, степень расширения сильфона 65 может составлять преимущественно более 50% протяженности фартука 68. В некоторых примерах степень расширения сильфона 65 составляет от 20% до 80% протяженности фартука 68. В других примерах сильфоны 65 могут расширяться предпочтительно на протяжении всего фартука 68.
На фиг. 6Б схематически показаны увеличенные детали узла 60 вакуумирования в соответствии с третьим вариантом осуществления настоящего изобретения, иллюстрирующим два разных рабочих состояния узла вакуумирования. Слева показан сильфон 65 головки 60а в расширенном состоянии, в котором он может находиться, когда головка 60а не соприкасается с опорой 60b или при начальном контакте между головкой 60а и опорой 60b до сжатия фартука 68. В расширенном состоянии камера 60с открыта или изолирована от опоры 60b. Если камера 60с изолирована от опоры 60b, внутри нее ограничен определенный объем (например, объем 63а, как показано на фиг. 4Б).
Справа на фиг. 6Б показан сильфон 65 головки 60а в сжатом состояния, в котором он может находиться, когда головка 60а находится в контакте с опорой 60b после сжатия фартука 68. В сжатом состоянии камера 60с изолирована от опоры 60b, и внутри нее ограничен определенный объем (например, объем 63а', как показано на фиг. 4В), меньший, чем объем 63а, когда фартук 68 не находится в сжатом состоянии. Как показано слева на фиг. 6Б отдельные складки 65' расположены дальше друг от друга слева до сжатия и ближе друг к другу после сжатия, как показано справа на фиг. 6Б. За счет этого может достигаться уменьшение объема, а также желаемое повышения давления внутри камеры 60с.
На фиг. 6Б также показан один из примеров регулятор 64' потока. Регулятор 64' потока представляет собой заслонку или крышку и отверстие в боковой стенке фартука 68. Слева на фиг. 6Б показан регулятор 64' потока в закрытом состоянии. Когда камера 60с открыта или когда камера 60с закрыта до сжатия фартука 68, регулятор 64' потока закрывается и предотвращает поток воздуха/газа между внешней средой и внутренним объемом камеры 60с. При сжатии фартука 68 и повышении давления в камере 60с воздух/газ изнутри камеры 60с принудительно протекает через отверстие регулятора 64' потока и через его заслонку или крышку, за счет чего предотвращается повышение давления внутри камеры 60с сверх желаемой величины. Размер и форма отверстия регулятора 64' потока, а также конфигурация (например, размер, форма, сопротивление, материал, смещение и т.д.) заслонки или крышки могут изменяться по желанию с целью достижения предполагаемого максимального давления после сжатия фартука 68. Следует отметить, что могут использоваться многие другие формы регуляторов потока, например, несколько активных или пассивных клапанов, проницаемых мембран, имеющих разную плотность, или перфорированных областей внутри боковой стенки фартука 68.
На фиг. 7А-7Г показаны различные рабочие состояния упаковочного устройства, аналогичного показанному на фиг. 1 упаковочному устройству 1, иллюстрирующие соответствующие стадии способа упаковывания в соответствии с третьим вариантом осуществления настоящего изобретения. Следует отметить, что в первом и втором вариантах осуществления настоящего изобретения, проиллюстрированных, например, на фиг. 1-5, использованы преимущественно одни и те же стадии способа упаковывания, и они имеют лишь некоторые структурные различия, относящиеся к головке 60а, в частности к фартуку 68. Следовательно, описанные далее стадии способа применимы ко всем вариантам осуществления, если только в прямой форме не указан конкретный вариант осуществления. Направление движения упаковок 22, 23 через упаковочное устройство на фиг. 7А-7Г проходит слева направо, при этом на фиг. 7Б показан вид в поперечном разрезе узла 60 вакуумирования, чтобы более четко показать различные стадии упаковывания и вакуумирования.
На фиг. 7А показано первое рабочее состояние упаковочного устройства 1. Продукт 20 (в данном случае домашняя птица) находится на рабочем участке 60b' опоры 60b (которые в обоих случаях не показаны для ясности, смотри фиг. 4А-4∧, таким образом, чтобы частично герметизированная упаковка 22, а также продукт 20, помещающийся в частично герметизированной упаковке 22, находились на рабочем участке 60b' опоры 60b, а открытый конец упаковки 22 выходил за пределы рабочего участка 60b' и опоры 60b. Рабочим участком 60b' является часть опоры 60b, которая находится внутри камеры 60с при контакте фартука 68с опорой 60b. Головка 60а и опора отстоят друг от друга, чтобы облегчить размещение продукта 20 на рабочем участке 60b' опоры 60b, как описано выше. В показанном варианте осуществления блок 50 управления сконфигурирован на управление конвейерной лентой 30 таким образом, чтобы размещать продукт 20 в частично герметизированной упаковке 22, как описано.
На первой стадии, как показано на переходе между фиг. 7А и фиг. 7Б, блок 50 управления сконфигурирован на управление расстоянием между головкой 60а и опорой 60b таким образом, что они входили в контакт друг с другом, смыкая тем самым камеру 60с вокруг изделия 20 и удерживая открытый конец частично герметизированной упаковки 22 между головкой 60а и опоры 60b, выходящим наружу из камеры 60с и достигающим рабочей зоны блока 3 герметизации (например, между уплотняющими и режущими элементами 31 и 32). Затем фиксатор 66 перемещается дальше в сторону опоры 60b, прижимая тем самым фартук 68 к опоре 60b, в результате чего сильфон 65 сжимается (например, складки 65' складываются в сторону друг друга). Достигнутая таким способом деформация фартука 68 приводит к уменьшению объема камеры 60с. Таким образом, повышение давления в камере 60с воздействует на наружную поверхность частично герметизированной упаковки 22 и тем самым уменьшает ее внутренний объем, вытесняя воздух/газ изнутри частично герметизированной упаковки 22 через второй открытый конец упаковки 22. Как показано стрелками на фиг. 7Б, внутренний объем частично герметизированной упаковки 22 уменьшается по мере вытеснения воздуха/газа в направлении стрелок из частично герметизированной упаковки 22 в сторону открытого конца упаковки и в рукавную пленку 21. Таким образом, пленка 21 более точно соответствует форме продукта 20.
После завершения вытеснения воздуха/газа, как показано на фиг. 7В, блок 50 управления сконфигурирован на управление уплотняющими и режущими элементами 31 и 32, чтобы снабдить пленку 21 соответствующими уплотнениями и (необязательно) отрезать упаковку 23, которая теперь герметизирована с обоих концов, от рукавной пленки 21, с которой снова сформирована частично герметизированная упаковка 22. Затем управляют уплотняющими и режущими элементами 31 и 32, чтобы высвободить пленку 21 и обеспечить дальнейшую транспортировку упаковок 23 и 22.
Как показано на фиг. 7Г, затем блок 50 управления сконфигурирован на управление исполнительным механизмом 62 (не показан) с целью перемещения головки 60а и опоры 60b (например, с помощью средства 30 перемещения) в разнесенное положение, чтобы облегчить тем самым удаление (например, дальнейшую транспортировку с помощью средства 30 перемещения) упаковки 23 из-под нижней головки 60а и размещение следующей частично герметизированной упаковки 22 в соответствии с рабочим участком 60b' опоры 60b (не показанной, смотри фиг. 1 и фиг. 4Л-4Г). После размещения следующей частично герметизированной упаковки 22 в соответствии с рабочим участком 60b' опоры 60b, процесс начинается снова, как описано выше со ссылкой на фиг. 7А и далее. В третьем варианте осуществления фартук 68, имеющий сильфон 65, может быть рассчитан на сжатие, а также приспособление к упаковкам 22 и 23 с целью обеспечения преимущественно герметичного контакта камеры 60с с опорой 60b, пленкой 21 и/или упаковками 22 и 23, в результате чего может достигаться повышение давления внутри камеры 60с.
На фиг. 8А показано сравнение трех упаковочных линий, при этом на фиг. 8А-1 показан узел вакуумирования, имеющий головку фиксированного размера, а на фиг. 8А-П и 8А-Ш показан узел вакуумирования, имеющий головку регулируемого размера.
Перемещение продуктов 20 вдоль упаковочного устройства происходит справа налево на фиг. 8А. На фиг. 8А4 показана упаковочная линия с узлом вакуумирования, имеющим головку 60а фиксированного размера. Обычно продукты 20 определенного типа помещают на средство 30 перемещения на соответствующем расстоянии друг от друга, упаковочная пленка (не показана) могла использоваться эффективным образом, например, без необходимости расходовать слишком большое количество материала на обоих концах, на которых пленка герметизирована. Кроме того, размер упаковываемых продуктов 20 может меняться с течение времени. Поэтому в зависимости от размера и/или размещения продуктов 20 головка 60а может покрывать не только один продукт, но также достигать области размещения предыдущего (или следующего) продукта 20. Как подробно описано выше, головка 60а содержит деформируемую часть или фартук 68, на котором может размещаться предыдущий (или следующий) продукт 20, при этом фартук 68 плотно приспосабливается к его форме и гарантирует возможность достижения повышения давления внутри камеры 60с (смотри описание фиг. 7А-7Г выше). В результате, размеры головки 60а должны выбираться таким образом, чтобы обеспечить возможность размещения продукта максимального размера и то же время избегать того, чтобы продукты 20 размещались слишком далеко друг от друга (что приводит, например, к неэффективному использованию упаковочной пленки). В общем, направление 61 регулировки, преимущественно, соответствует направлению перемещения продуктов 20 вдоль упаковочного устройства 1 (то есть продольному направлению). Тем не менее, в некоторых вариантах осуществления направление регулировки может отличаться от направления перемещения. Например, направление регулировки может проходить преимущественно перпендикулярно направлению движения с целью размещения продуктов различной ширины (то есть в поперечном направлении). В других вариантах осуществления головка может регулироваться как в продольном, так и поперечном направлениях.
В соответствии с четвертым вариантом осуществления настоящего изобретения узел 60 вакуумирования снабжен регулируемой головкой 60t, содержащей относительно подвижные части 60t-1 и 60t-2. По меньшей мере, одна из частей 60t-1 и 60t-2 является подвижной относительно другой (или обе части подвижны относительно друг друга) в направлении 61 регулировки. Как показано на фиг. 8A-II, часть 60t-2 перемещена в направлении части 60t-1, чтобы более тесно охватывать продукт 20, помещенный в головку 60t, и/или во избежание каких-либо помех для предыдущего продукта 20 (слева от головки 60t). Аналогичным образом, как показано на фиг. 8А-Ш, часть 60t-2 также может отдаляться от части 60t-1, чтобы вмещать более крупный продукт 20, помещающийся внутри головки 60t, и не создавать при этом каких-либо помех для предыдущего продукта 20 (слева от головки 60t). Таким способом размер головки 60t может адаптироваться в зависимости от размера и/или размещения продуктов 20с целью обеспечения эффективного вакуумирования.
На фиг. 8Б схематически показан изометрический вид головки 60t в соответствии с четвертым вариантом осуществления настоящего изобретения. Головка 60t в соответствии с четвертым вариантом осуществления снабжена частями 60t-1 и 60t-2 в форме телескопического устройства, при этом, по меньшей мере, одна из частей 60t-1 и 60t-2 является подвижной относительно другой (или обе части подвижны относительно друг друга) в направлении 61 регулировки. Головка 60t имеет фиксатор 66t, содержащий соответствующие телескопические держатели, которые облегчают относительное перемещение деталей 60t-1 и/или 60t-2. Части фиксатора 66t рассчитаны на телескопическую регулировку (например, за счет скольжения, по меньшей мере, одной части относительно другой части), в результате чего части фиксатора, а также соответствующие части фартука 68t могут регулироваться телескопически за счет скольжения соответствующих частей и их совмещения со своими аналогами. Головка 60t имеет фартук 68t, содержащий сильфон 65 и складки 65'. Аналогично частям фиксатора, который скользят и совмещаются друг с другом, части фартука 68t также скользят и совмещаются друг с другом. Соответствующие части фартука 68t скользят и входят в зацепление друг с другом преимущественно таким же образом, как и соответствующие части фиксатора 66t, за счет чего между ними обеспечивается преимущественно воздухо- или газонепроницаемый контакт. В фартук и/или фиксатор могут быть встроены регуляторы расхода (не показанные) преимущественно таким же образом, как описано выше применительно к первому, второму или третьему вариантам осуществления. Следует отметить, что один или несколько регуляторов потока могут быть встроены в часть головки 60t, например, в фартук 68t и/или в фиксатор 66t.
Кроме того, следует отметить, что в четвертом варианте осуществления проиллюстрирован фартук 68t сильфонного типа. Однако телескопическая регулировка головки 60t может сочетаться с фартуками других типов и может использоваться, например, с фартуком, преимущественно, соответствующим фартуку из первого варианта осуществления (смотри, например, фиг. 2, 3 или 5). В этом случае части фартука 68t могут быть выполнены с возможностью скольжения, как описано выше в отношении четвертого варианта осуществления. В качестве альтернативы, фартук 68t может быть изготовлен из податливого материала, рассчитанного на регулировку частей фиксатора 66t путем деформации. Например, противоположные боковые стенки фартука 68t могут быть сконфигурированы не то, чтобы растягиваться и сжиматься в зависимости от конфигурации фиксатора 66t, оставаясь зафиксированными с возможностью скольжения в направляющей (например, направляющей типа ласточкин хвост).
В одной из разновидностей четвертого варианта осуществления телескопическая регулировка головки 60t включает регулирование только положения нижней по потоку стенки. Преимущественно аналогично тому, что описано выше со ссылкой на фиг. 8А и 8Б, нижняя по потоку стенка головки 60t снабжена регулировкой, соответствующей описанным деталям 60t-1 или 60t-2, что позволяет избирательно регулировать расстояние от нижней по потоку стенки до верхней по потоку стенки. С этой целью нижняя по потоку стенка может содержать прокладку или уплотнение на протяжении области контакта с остальными стенками головки 60t, в результате чего независимо от регулировки нижней по потоку стенки может осуществляться сжатие части 68t, и достигаться повышение давления внутри камеры, как описано выше применительно к части 68 и камере 60с.
Упаковочное устройство 1 может представлять собой горизонтальный формовочно-фасовочно-укупорочный автомат (HFFS). HFFS может содержать конвейерную ленту 30 для транспортировки упаковок 22 в горизонтальном направлении. Продукт 20 может находиться в упаковке. Упаковка 22 не герметизирована при вытеснении из нее газа. Упаковка может содержать пленку 21. Например, продукт 20 может быть обернут или частично обернут в пленку 21. Пленка 21 проходит вокруг продукта 20. Пленка 21 вмещает газ с продуктом 20. Продукт 20 может быть находиться на поверхности. Поверхность может проходить преимущественно в горизонтальном направлении. Поверхность может представлять собой верхнюю поверхность конвейерной ленты 30. Конвейерной лентой 30 может являться бесконечная конвейерная лента 30. Например, конвейерная лента 30 может быть подвешена между, по меньшей мере, двумя роликами. Конвейерная лента 30 может транспортировать продукт 20 в горизонтальном направлении. Продукт 20 может помещаться в лотке. Лоток служит опорой для продукта 20. Лоток может иметь стенки, которые проходят преимущественно вертикально от его основания до высоты, превышающей вертикальный размер продукта 20. В качестве альтернативы, высота лотка может являться меньшей или равной высоте продукта 20. Упаковка проходит вокруг лотка. Лоток может содержать материал, выбранный из полистирола, алюминия или другого термопластичного материала, такой как ПЭТ или картон. Лоток может являться жестким, твердым или вспененным и иметь любой цвет и форму.
Упаковочный материал может содержать многослойную пленку 21. Пленка 21 может содержать полиолефин. Пленкой 21 может являться полностью соэкструдированная усадочная пленка 21. Упаковка 23 обеспечивает барьер для прохождения газа из внутреннего пространства упаковки 23 наружу упаковки. Соответственно, среда внутри упаковки 23 изолирована от окружающей среды снаружи упаковки. Это помогает сохранять пищевые продукты 20 и избегать их загрязнения.
Это может являться выгодным с точки зрения гигиены пищевых продуктов. Пакет 23 может служить барьером для запахов или газов. Это может являться особенно полезно, когда продуктом 20 является пищевой продукт. Упаковка 23 может являться устойчивой к неправильному обращению. Упаковочный материал может являться прозрачным или полупрозрачным. Это может позволить покупателю видеть продукт 20 через упаковку. Например, упаковка может содержать прозрачную пленку 21. Упаковочная пленка может являться незапотевающей. Это обеспечивает высокую привлекательность товаров для потребителя. Упаковочная пленка может являться пригодной для печатания. Это позволяет печатать этикетки непосредственно на упаковке. Упаковка может формироваться из рулона пленки 21. Рукавная пленка 21 может создаваться путем формирования рукава из рулона пленки 21. Упаковочное устройство 1 может содержать устройство формирования рукава из рулона пленки 21. Оно может формировать рукав путем выполнения продольного уплотнения вдоль продольных краев рулона пленки 21. Рукав может формироваться из двух полотен пленки 21. В этом случае выполняют два продольных уплотнения вдоль противоположных краев двух рулонов пленки 21.
Упаковочное устройство 1 может содержать продувочное устройство 34. Продувочное устройство 34 может быть сконфигурировано на продувку газом рукавной пленки 21, из которой формируется упаковка. Продувка газом предотвращает сплющивание рукава. Продувка газом помогает поддерживать расстояние между продуктом 20 в лотке и пленкой 21. Это помогает улучшить гигиенический внешний вид пленки 21, потому что пленка 21 не тускнеет в результате контакта с продуктом 20. Продувочное устройство 34 продувает газ в продольном направлении через рукав. Газ, используемый для продувки, может содержать около 70% кислорода и около 30% двуокиси углерода или другую применимую модифицированную атмосферу. Кроме того, продувка газом может позволять упаковывать продукт 20 в модифицированной атмосфере. Газ может помогать сохранять продукт 20, продлевая срок его хранения. Желаемое количество газа внутри каждой герметизированной упаковки 23 зависит от типа продукта 20 и необходимой продолжительности срока хранения.
Упаковочное устройство 1 может содержать усадочное устройство, предназначенное для усадки пленки 21. Усадочным устройством может являться, например, термоусадочный туннель 33 или туннель 33 с горячим воздухом.
Герметизированная упаковка 23 может подвергаться усадке в усадочном устройстве. Процесс усадки может включать нагрев герметизированной упаковки. Упаковка 23 может нагреваться до температуры от около 130°С до около 150°С. До усадки герметизированной упаковки 23 может быть нежелательным, чтобы ней 23 вместе с продуктом 20 оставался захваченный газ. Упаковка 23 после усадки называется упаковкой 23' (смотри, например, фиг. 1), что означает, что она была подвергнута термоусадке.
Продуктом 20 может являться пищевой продукт. Например, продуктом 20 может являться мясо, сыр, пицца, готовые блюда, птица и рыба. Продукт 20 может являться преимущественно сухим, как в случае сыра. Для некоторых продуктов, таких как сыр, не требуется лоток в качестве опоры. В качестве альтернативы, продукт 20 может являться влажным. В этом случае особенно желательно, чтобы продукт 20 помешался в лотке. Способ упаковывания согласно изобретению может применяться для упаковывания пищевых продуктов 20, которые должны иметь срок годности, например, от около 6 дней до около 14 дней.
Хотя изобретение описано применительно к считающимся наиболее практичными и предпочтительными на данный момент вариантам осуществления, следует понимать, что изобретение не следует ограничивать раскрытыми вариантами осуществления, и, напротив, предполагается, что оно включает различные модификации и эквиваленты, входящие в пределы существа и объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТБОРА ГАЗА ИЗ УПАКОВКИ | 2015 |
|
RU2656360C1 |
| СПОСОБ И УСТРОЙСТВО ВАКУУМИРОВАНИЯ УПАКОВОК | 2017 |
|
RU2727681C1 |
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2697271C1 |
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2725384C1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ПРОДУКТА | 2015 |
|
RU2675532C2 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ПРОДУКТА | 2015 |
|
RU2680034C2 |
| УПАКОВКА В СБОРЕ И СПОСОБ УПАКОВЫВАНИЯ ПРОДУКТОВ | 2015 |
|
RU2694542C2 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ПРОДУКТОВ | 2016 |
|
RU2690473C1 |
| СОНОТРОД | 2011 |
|
RU2564343C2 |
| СПОСОБ РАЗМЕЩЕНИЯ И ЗАПЕЧАТЫВАНИЯ ПАКЕТА В ВАКУУМНОЙ КАМЕРЕ, УСТРОЙСТВО РАЗМЕЩЕНИЯ ПАКЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТА | 2016 |
|
RU2711343C2 |
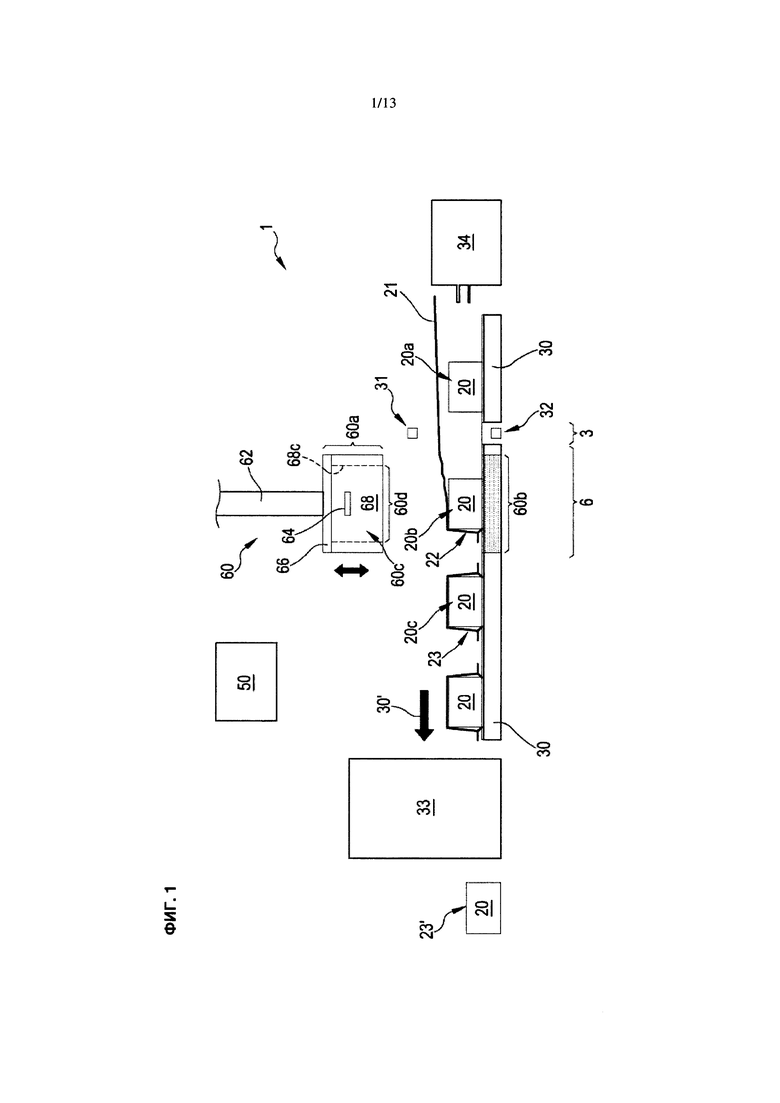
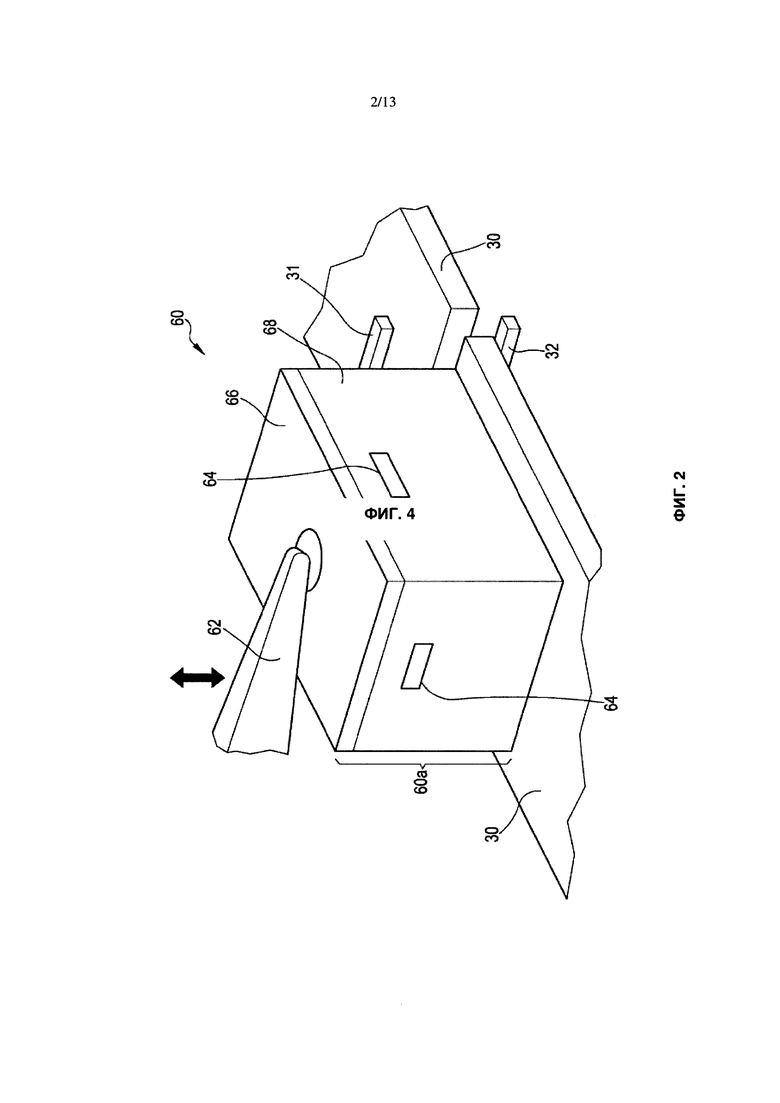
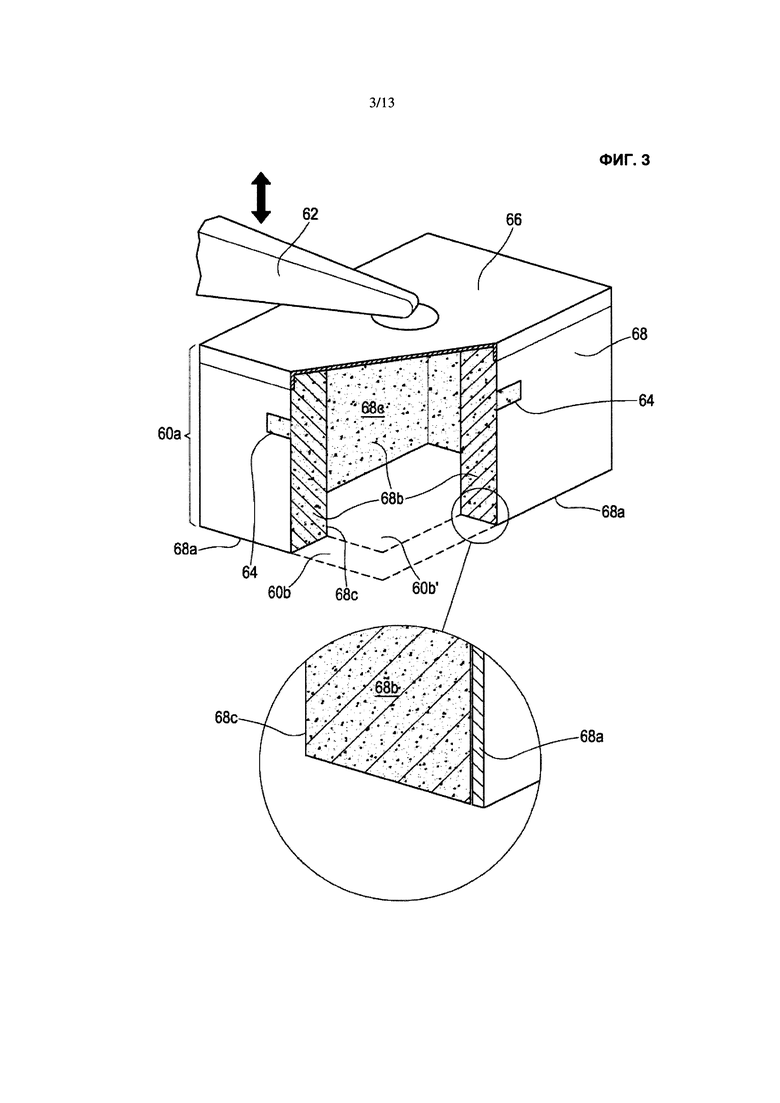
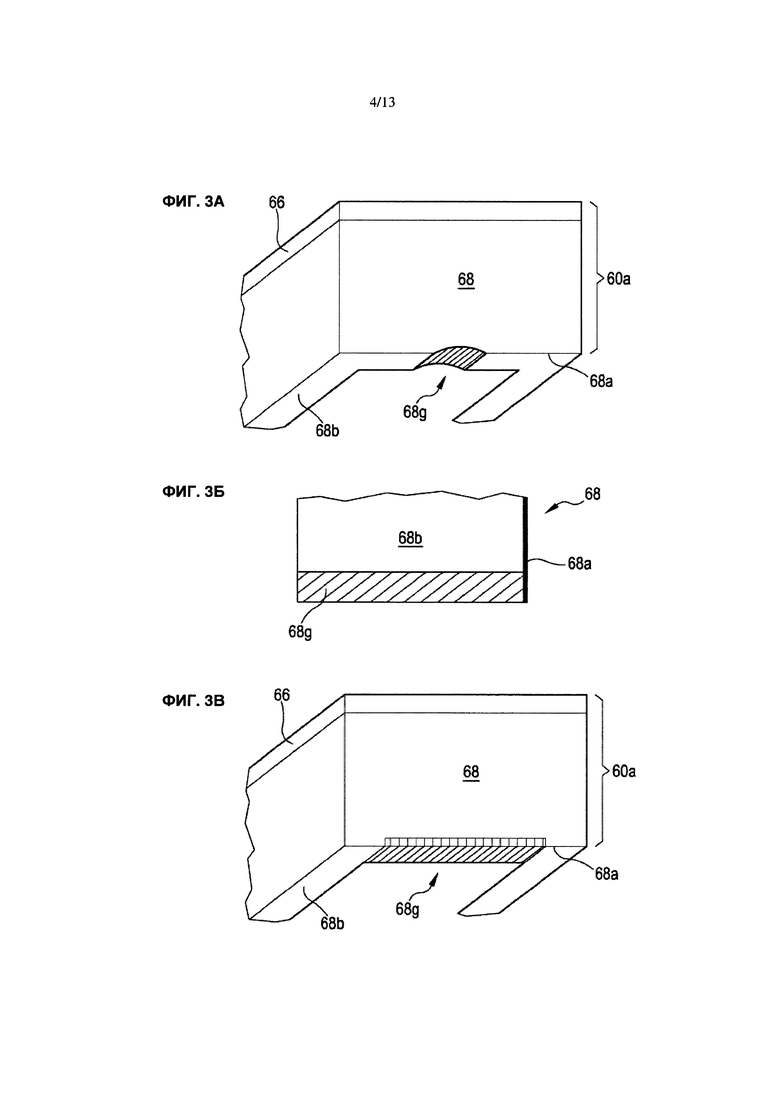
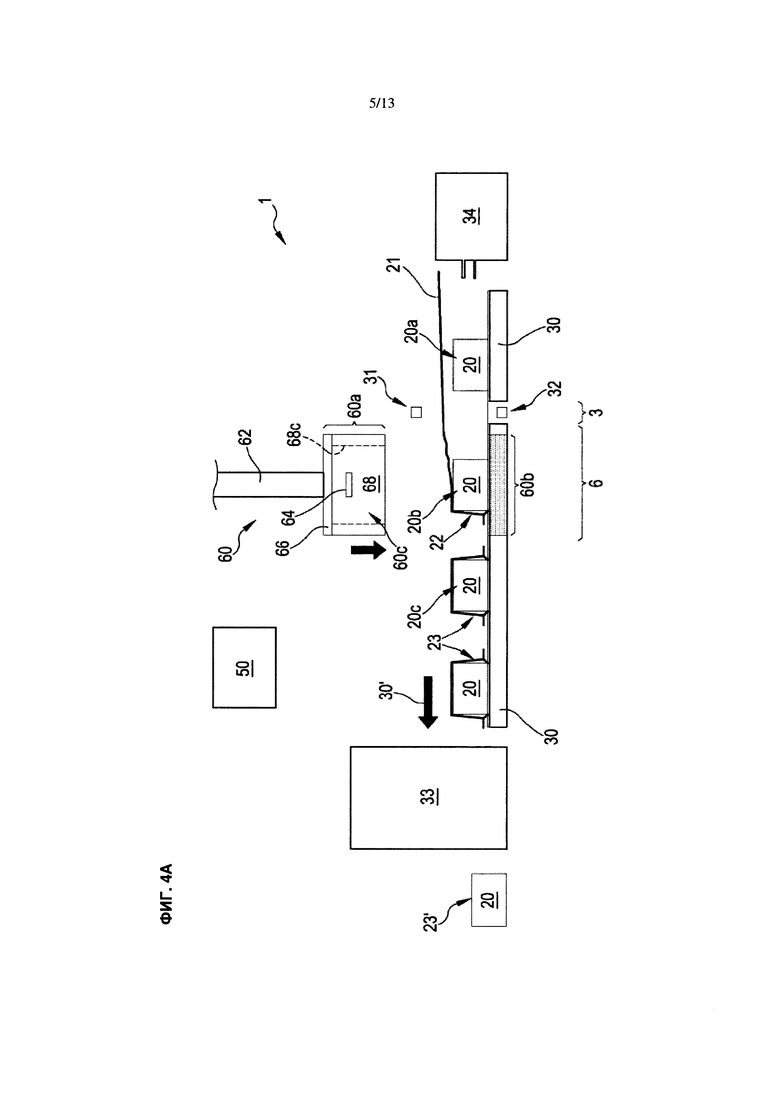
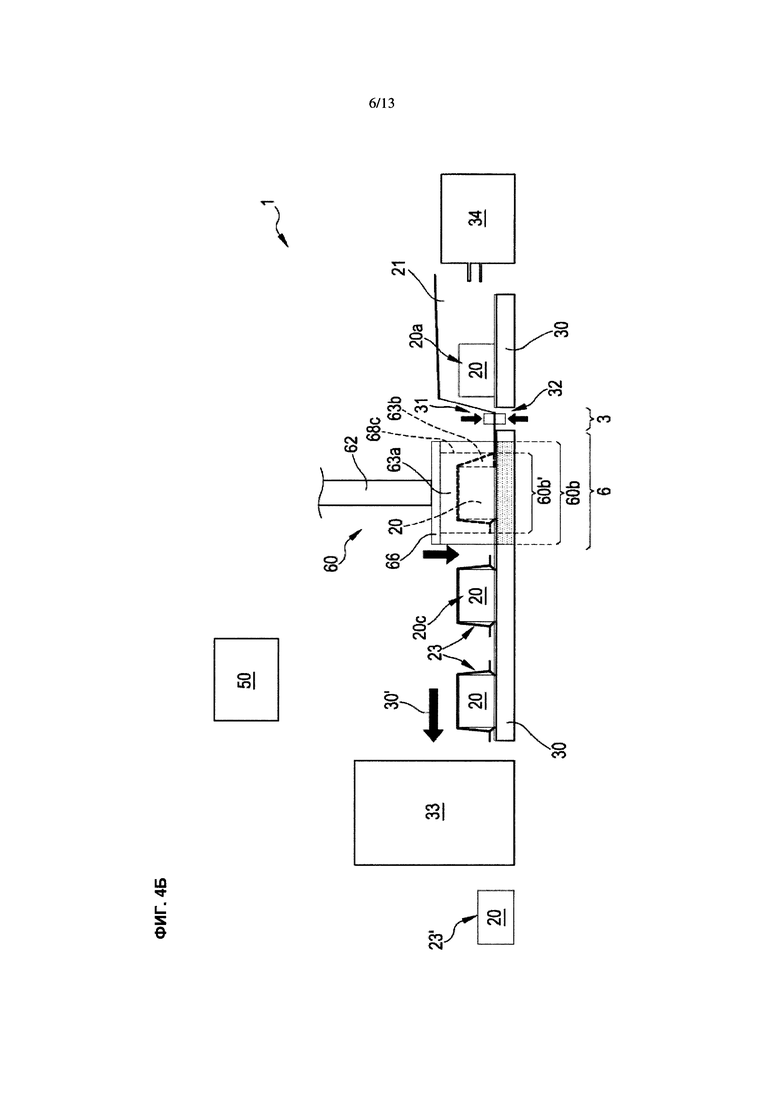
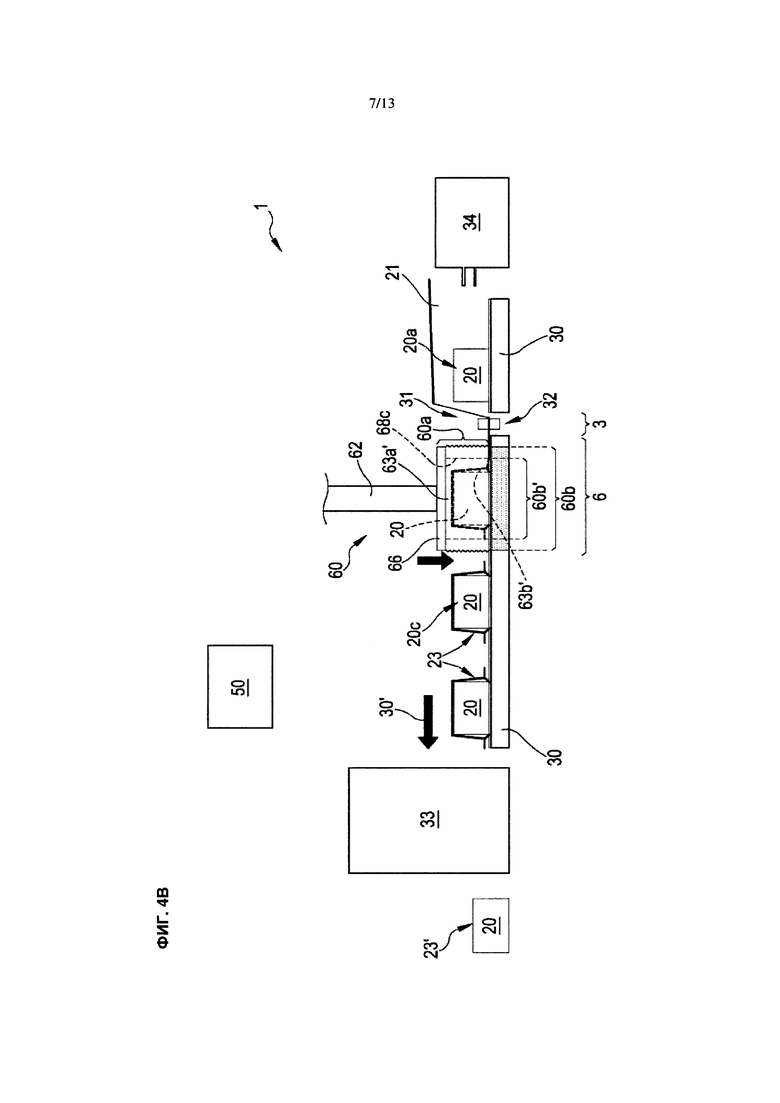
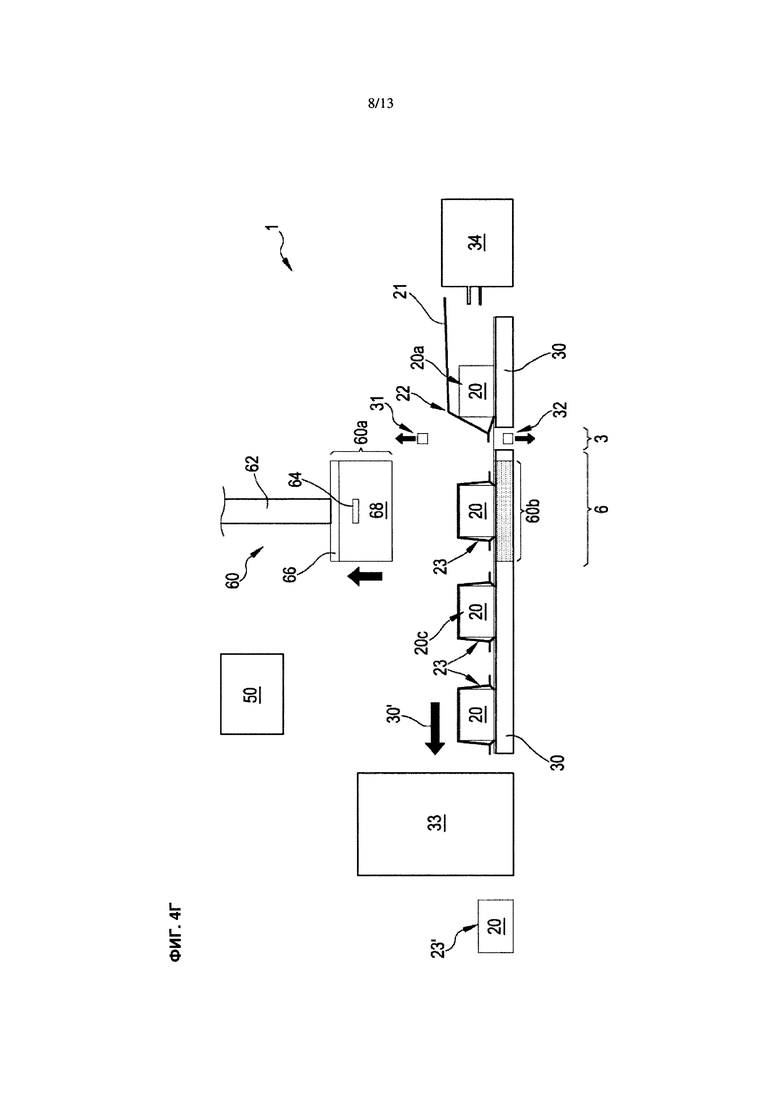
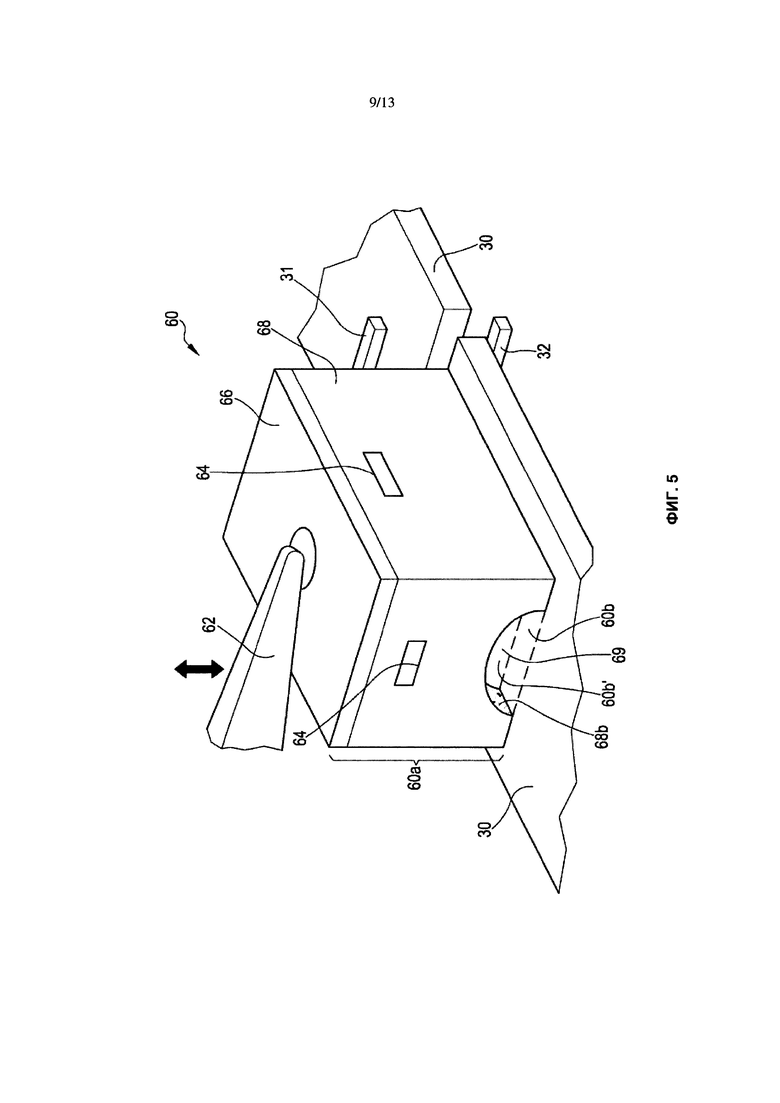
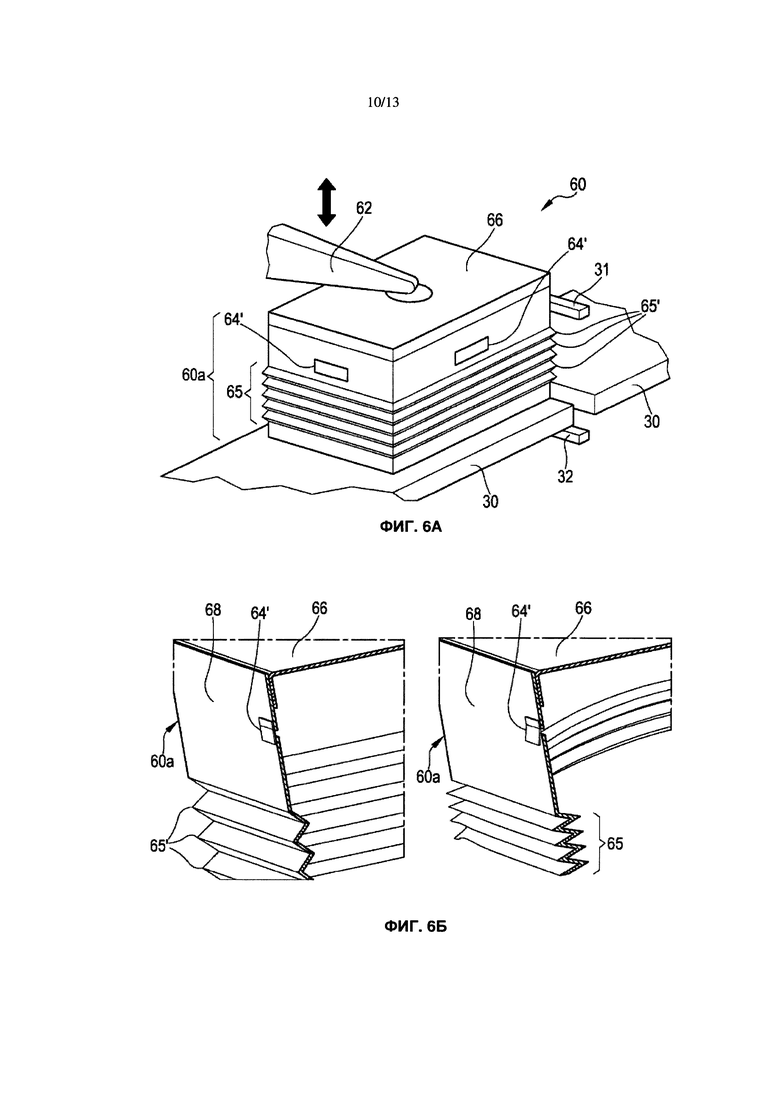
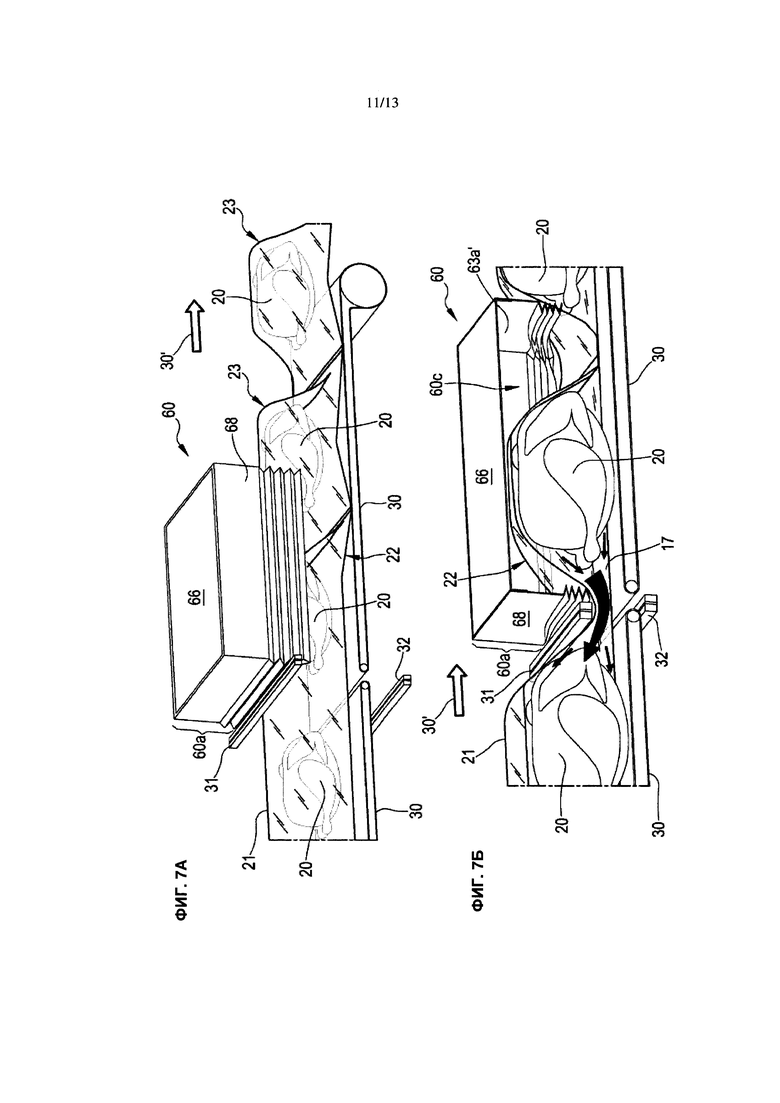
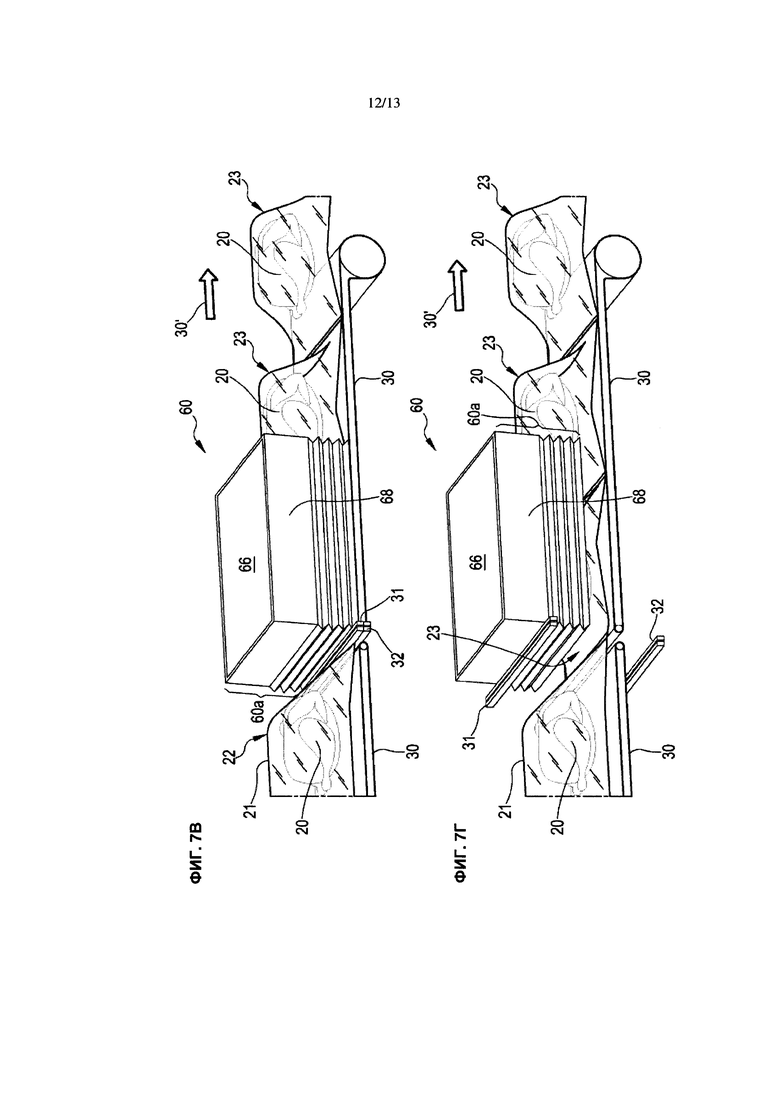
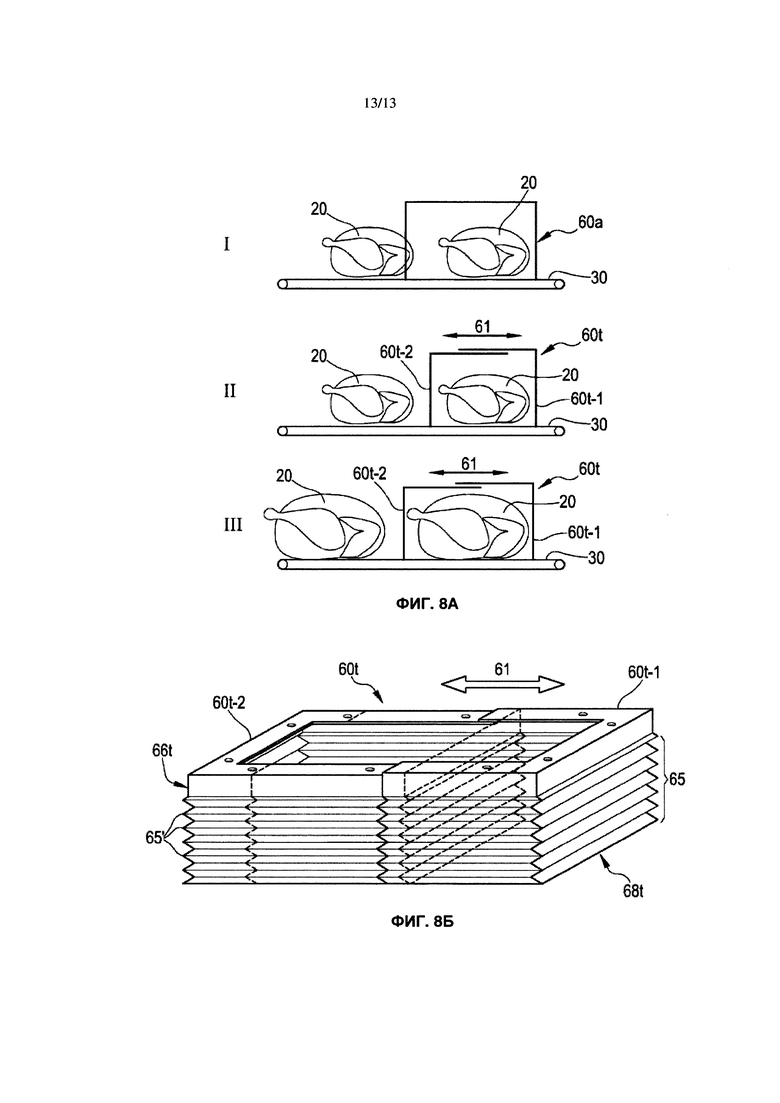
Устройство содержит блок управления, блок загрузки, сконфигурированный на размещение рукавной пленки вокруг упаковываемого продукта, и блок герметизации, связанный с блоком управления, сконфигурированным на управление блоком герметизации для создания одного или нескольких уплотнений на рукавной пленке. Устройство также содержит узел вакуумирования, связанный с блоком управления и содержащий первый элемент и второй элемент, расположенный напротив первого, который содержит деформируемую часть. При этом первый и второй элементы способны перемещаться относительно друг друга между положением первой конфигурации, в котором первый и второй элементы отстоят друг от друга, положением второй конфигурации, в котором деформируемая часть контактирует по меньшей мере с частью второго элемента и/или частью рукавной пленки, которая при использовании опирается на второй элемент, и положением третьей конфигурации, в котором деформируемая часть сжимается в направлении сжатия в сторону второго элемента. Устройство содержит также средство перемещения продукта в узел вакуумирования и из него, при этом первый элемент содержит фиксатор, деформируемая часть соединена с фиксатором, обращена ко второму элементу, имеет форму фартука, соединенного с фиксатором, и образует боковую стенку камеры, а часть фартука, составляющая по меньшей мере 30% в направлении по вертикали, состоит из деформируемого материала или деформируемой структуры, или деформируемая часть содержит деформируемую область, которая имеет структуру сильфонного типа, проходящую по окружности вдоль второй части. Изобретением также является и способ, который осуществляют с использованием вышеописанного устройства. Группа изобретений обеспечивает уменьшение объема и повышение качества. 2 н. и 21 з.п. ф-лы, 19 ил.
1. Упаковочное устройство (1), содержащее:
блок (50) управления;
блок загрузки, сконфигурированный на размещение рукавной пленки (21) вокруг упаковываемого продукта (20);
блок (3) герметизации, связанный с блоком (50) управления, при этом блок управления сконфигурирован на управление блоком (3) герметизации для создания одного или нескольких уплотнений на рукавной пленке (21);
узел (6) вакуумирования, связанный с блоком (50) управления и содержащий первый элемент (60а, 60t) и второй элемент (60b), расположенный напротив первого элемента (60а, 60t), который содержит деформируемую часть (68, 68t), при этом первый (60а, 60t) элемент и второй элемент (60b) способны перемещаться относительно друг друга между:
- положением первой конфигурации, в котором первый (60а, 60t) элемент и второй элемент (60b) отстоят друг от друга,
- положением второй конфигурации, в котором деформируемая часть контактирует по меньшей мере с частью второго элемента (60b) и/или частью рукавной пленки (21), которая при использовании опирается на второй элемент (60b), и
- положением третьей конфигурации, в котором деформируемая часть (68, 68t) сжимается в направлении сжатия в сторону второго элемента (60b);
и
- средство (30) перемещения продукта (20) в узел (6) вакуумирования и из него,
при этом первый элемент (60а, 60t) содержит фиксатор (66, 66t), деформируемая часть (68, 68t) соединена с фиксатором (66, 66t) и обращена ко второму элементу (60b),
при этом деформируемая часть (68, 68t) имеет форму фартука, соединенного фиксатором (66, 66t), и образует боковую стенку камеры (60с), при этом часть фартука, составляющая по меньшей мере 30% в направлении по вертикали, состоит из деформируемого материала или деформируемой структуры, или
деформируемая часть (68, 68t) содержит деформируемую область (65), которая имеет структуру сильфонного типа, проходящую по окружности вдоль второй части (68, 68t).
2. Упаковочное устройство (1) по п. 1, в котором деформируемая часть (68, 68t) ограничивает камеру (60с) с отверстием (60d), проходящим в направлении второго элемента (60b), при этом когда первый (60а, 60t) и второй (60b) элементы находятся в положении второй или третьей конфигурации, камера (60с) изолирована от второго элемента (60b) и образует рабочий участок (60b') на втором элементе (60b), периметр которого сконфигурирован на охват продукта (20), находящегося в упаковке (22, 23) и размещенного в соответствии с рабочим участком (60b').
3. Упаковочное устройство (1) по п. 1 или 2, в котором деформируемая часть (68, 68t) проходит по периметру фиксатора (66, 66t).
4. Упаковочное устройство (1) по п. 1, в котором:
когда первый элемент (60а, 60t) и второй элемент (60b) находятся в положении второй конфигурации, фиксатор (66, 66t) и второй элемент (60b) расположены на первом расстоянии (D1) друг от друга, придавая камере (60 с) первый внутренний объем (V1); и
когда первый элемент (60а, 60t) и второй элемент (60b) находятся в положении третьей конфигурации, фиксатор (66, 66t) и второй элемент (60b) расположены на втором расстоянии, меньшем, чем первое расстояние, друг от друга, придавая камере (60с) второй внутренний объем (V2), меньший, чем первый внутренний объем (V1).
5. Упаковочное устройство по п. 4, в котором:
первое расстояние (D1) составляет от 100 до 500 мм, предпочтительно от 160 до 300 мм; и/или
второе расстояние (D2) составляет от 50 до 250 мм, предпочтительно от 80 до 150 мм; и/или
первый внутренний объем (V1) составляет от 8 до 40 литров; и/или второй внутренний объем (V2) составляет от 6 до 30 литров.
6. Упаковочное устройство по п. 4 или 5, в котором второй объем (V2) является по меньшей мере на 20%, опционально по меньшей мере на 25% меньшим, чем первый внутренний объем (V1), при этом второе расстояние (D2) является по меньшей мере на 20%, опционально по меньшей мере на 25% меньшим, чем первое расстояние (D1).
7. Упаковочное устройство по п. 1, в котором деформируемая область (65) содержит один или несколько из материалов, включающих резину; ткань; картон; композитный материал, содержащий резину, ткань и/или картон; деформируемый пластик, ЛПЭНП (LLDPE); ПЛА (PLA); ПА (РА); тефлон; и ЛПЭНП (LLDPE), ПЛА (PLA), ПА (РА) с добавкой, которой опционально является резина.
8. Упаковочное устройство (1) по п. 1 или 2, в котором деформируемая часть (68, 68t) содержит наружный участок (68а) и внутренний участок (68b).
9. Упаковочное устройство по п. 8, в котором наружный и/или внутренний участки (68а, 68b) имеют форму слоя из пленочного материала.
10. Упаковочное устройство по п. 8, в котором
внутренний участок (68b) является по меньшей мере частично проницаемым для воздуха или газа и содержит податливый материал, опционально выбранный из пеноматериала, пенополиуретана с закрытыми или полузакрытыми порами и пористого кремния, и/или
наружный участок (68а) является преимущественно непроницаемым для воздуха или газа и содержит податливый материал, в частности, выбранный из однослойного или многослойного пленочного материала, опционально содержащего ПЭНП (LDPE), ПА (РА), ПВХ (PVC) и/или кремний, и/или
внутренний участок (68b) целиком состоит из ячеистого, опционально вспененного материала, предпочтительно пенополиуретана с закрытыми или полузакрытыми порами или пористого кремния, а наружный участок (68а) целиком состоит из пластмассовой пленки, непроницаемой для воздуха или газа
11. Упаковочное устройство (1) по п. 8, в котором наружный участок (68а) содержит один или несколько регуляторов (64, 64') потока, сконфигурированных на пропускание воздуха или газа, когда разность давлений между противоположными сторонами наружного участка (68а) достигает или становится выше заданного максимального значения, которое опционально составляет от 1 до 50 кПа (от 0,01 до 0,50 бар), предпочтительно от 5 до 20 кПа (от 0,05 до 0,20 бар), более предпочтительно от 10 до 15 кПа (от 0,10 до 0,15 бар).
12. Упаковочное устройство (1) по п. 1 или 2, дополнительно содержащее блок вывода, с которым связан блок (50) управления, сконфигурированный на управление выводом одной или нескольких герметизированных упаковок (23, 23') из упаковочного устройства (1); и/или
продувочное устройство (34), с которым связан блок (50) управления, сконфигурированный на управление продувочным устройством (34) для продувки внутреннего пространства рукавной пленки (21) и/или внутреннего пространства частично герметизированной упаковки (22) одним из газов, включающих инертный газ, смесь инертных газов или модифицированную атмосферу; и/или
блок (33) термоусадки, с которым связан блок (50) управления, сконфигурированный на управление блоком (33) термоусадки для термоусадки одной или нескольких герметизированных упаковок (23).
13. Упаковочное устройство (1) по п. 1 или 2, в котором первый элемент (60t) состоит из первой части (60t-1) и второй части (60t-2), при этом по меньшей мере первая часть (60t-1) или вторая часть (60t-2) способны перемещаться относительно друг друга, при этом по меньшей мере первая часть (60t-l) или вторая часть (60t-2) способна перемещаться относительно другой части, опционально в направлении (61) регулировки, проходящем, преимущественно, параллельно направлению (30') движения продуктов (20) через упаковочное устройство (1), при этом первая часть (60t-1) и вторая часть (60t-2) сконфигурированы на вхождение в скользящее зацепление друг с другом и тем самым перемещение относительно друг друга для регулировки размера первого элемента (60t); и/или относительное перемещение первой части (60t-1) и второй части (60t-2) ограничивает размер рабочего участка (60b').
14. Упаковочное устройство (1) по п. 1 или 2, содержащее по меньшей мере один исполнительный механизм (62), при этом блок (50) управления сконфигурирован на управление исполнительным механизмом (62) для относительного перемещения первого элемента (60а, 60t) и/или второго элемента (60b) в положения первой, второй и третьей конфигураций, при этом блок (50) управления сконфигурирован на управление исполнительным механизмом (62) для относительного перемещения первого элемента (60а, 60t) и/или второго элемента (60b) в положения первой, второй и третьей конфигураций в соответствии с заданным соответствующим профилем, определяющим один или несколько из следующих параметров:
скорость относительного движения во времени, составляющую от 0,5 до 2,0 м/с, предпочтительно от 0,7 до 1,5 м/с, более предпочтительно от 1,0 до м/с;
минимальное и/или максимальное время удержания, составляющее от 0,05 до с, более предпочтительно от 0,1 до 0,7 с, еще более предпочтительно от 0,1 до 0,3 с для любой из первой, второй и третьей конфигураций; и
усилие срабатывания, приложенное к первому и/или второму элементам при относительном перемещении первого и/или второго элементов в положение второй или третьей конфигурации, составляющее от 5 до 400 Н, предпочтительно от 20 до 200 Н.
15. Упаковочное устройство (1) по п. 1 или 2, в котором средство (30) перемещения сконфигурировано на перемещение продуктов (20) в направлении (30') движения вдоль упаковочного устройства (1) и в котором при нахождении в положениях второй и третьей конфигураций первый и второй элементы (60а, 60t, 60b) сконфигурированы на поступательное движение, соответствующее направлению (30') движения.
16. Способ упаковывания, который опционально выполняется с использованием устройства по любому из предшествующих пунктов, включающий:
использование частично герметизированной упаковки (22), содержащей упаковываемый продукт (20), при этом частично герметизированная упаковка (22) изготовлена из рукавной пленки (21) и имеет первый герметизированный конец и второй открытый конец;
использование узла (60) вакуумирования, содержащего первый элемент (60а, 60t) и второй элемент (60b), расположенный напротив первого элемента (60а, 60t), который содержит фиксатор (66, 66t) и деформируемую часть (68, 68t), соединенную с фиксатором (66, 66t) и обращенную ко второму элементу (60b),
при этом деформируемая часть (68, 68t) имеет форму фартука, соединенного фиксатором (66, 66t), и образует боковую стенку камеры (60с), при этом часть фартука, составляющая по меньшей мере 30% в направлении по вертикали, состоит из деформируемого материала или деформируемой структуры, или
деформируемая часть (68, 68t) содержит деформируемую область (65), которая имеет структуру сильфонного типа, проходящую по окружности вдоль второй части (68, 68t),
при этом первый элемент (60а, 60t) и второй элемент (60b) способны перемещаться относительно друг друга между:
- положением первой конфигурации, в котором первый элемент (60а, 60t) и второй элемент (60b) отстоят друг от друга,
- положением второй конфигурации, в котором деформируемая часть (68, 68t) контактирует по меньшей мере с частью второго элемента (60b) и/или частью рукавной пленки (21), которая при использовании опирается на второй элемент (60b), и
- положением третьей конфигурации, в котором деформируемая часть (68, 68t) сжимается в направлении сжатия в сторону второго элемента (60b);
при нахождении в положении второй или третьей конфигурации деформируемая часть (68, 68t) ограничивает рабочий участок (60b') на втором элементе, периметр которого сконфигурирован на охват продукта (20), находящегося в частично герметизированной упаковке (22) и размещенного в соответствии с рабочим участком (60b');
относительное перемещение первого элемента (60а, 60t) и/или второго элемента (60b) в положение первой конфигурации;
относительное позиционирование частично герметизированной упаковки (22) и узла (60) вакуумирования таким образом, чтобы первый герметизированный конец и продукт (20) находились внутри рабочего участка (60b'), а второй открытый конец выходил за пределы рабочего участка (60b');
относительное перемещение первого элемента (60а, 60t) и/или второго элемента (60b) в положение второй конфигурации, в котором деформируемая часть (68, 68t) контактирует с пленкой (21) на промежуточном участке второго открытого конца, опирающегося на второй элемент (60b);
относительное перемещение первого элемента (60а, 60t) и/или второго элемента (60b) в положение третьей конфигурации путем сжатия деформируемой части (68, 68t) и установления потока газа изнутри частично герметизированной упаковки (22) через второй открытый конец; и
герметизацию второго открытого конца частично герметизированной упаковки (22) и тем самым формирование герметизированной упаковки, содержащей продукт (20) и имеющей первый и второй герметизированные концы.
17. Способ упаковывания по п. 16, в котором деформируемая часть (68, 68t) ограничивает камеру (60с) с отверстием (60d), направленным в сторону второго элемента (60b), и при этом относительное перемещение первого элемента (60а, 60t) и/или второго (60b) элемента в положение первой конфигурации предусматривает открывание камеры (60с) или удержание ее открытой, при этом относительное перемещение первого элемента (60а, 60t) и/или второго элемента (60b) в положение второй или третьей конфигурации предусматривает закрывание камеры (60с) или удержание ее изолированной от второго элемента (60b) и установление границ рабочего участка (60b') на втором элементе (60b), периметр которого сконфигурирован на охват продукта (20), находящегося в частично герметизированной упаковке (22) и размещенного в соответствии с рабочим участком (60b').
18. Способ упаковывания по п. 16 или 17, в котором деформируемая часть (68, 68t) проходит по периметру фиксатора (66, 66t), при этом относительное перемещение первого элемента (60а, 60t) и/или второго элемента (60b) в положение второй конфигурацию предусматривает относительное позиционирование фиксатора (66, 66t) и второго элемента (60b) на первом расстоянии (D1) друг от друга и тем самым придание первого объема (V1) камере (60с); и
относительное перемещение первого элемента (60а, 60t) и/или второго элемента (60b) в положение третьей конфигурации предусматривает относительное позиционирование фиксатора (66, 66t) и второго элемента (60b) на втором расстоянии (D2) друг от друга, меньшем, чем первое расстояние (D1), и тем самым придание камере (60с) второго объема (V2), меньшего, чем первый объем (V1).
19. Способ упаковывания по п. 18, в котором второй объем (V2) является по меньшей мере на 20%, опционально по меньшей мере на 25% меньшим, чем первый внутренний объем (V1), при этом второе расстояние (D2) является по меньшей мере на 20%, опционально по меньшей мере на 25% меньшим, чем первое расстояние (D1).
20. Способ упаковывания по п. 18, в котором:
- первое расстояние (D1) составляет от 100 до 500 мм, предпочтительно от 160 до 300 мм; и/или
- второе расстояние (D2) составляет от 50 до 250 мм, предпочтительно от 80 до 150 мм; и/или
- первый внутренний объем (V1) составляет от 8 до 40 литров; и/или
- второй объем (V2) составляет от 6 до 30 литров.
21. Способ упаковывания по п. 16 или 17, в котором деформируемая часть содержит наружный участок (68а) и внутренний участок (68b), которые опционально имеют форму слой из пленочного материала, при этом опционально внутренний участок (68b) является по меньшей мере частично проницаемым для воздуха или газа и содержит податливый материал, опционально выбранный из пеноматериала, пенополиуретана с закрытыми или полузакрытыми порами и пористого кремния; и/или
наружный участок (68а) является преимущественно непроницаемым для воздуха или газа и содержит податливый материал, в частности, выбранный из однослойного или многослойного пленочного материала, опционально содержащего ПЭНП (LDPE), ПА (РА), ПВХ (PVC) и/или кремний; и/или
внутренний участок (68b) целиком состоит из ячеистого, опционально вспененного материала, предпочтительно пенополиуретана с закрытыми или полузакрытыми порами или пористого кремния, а наружный участок (68а) целиком состоит из пластмассовой пленки, непроницаемой для воздуха или газа.
22. Способ упаковывания по п. 21, в котором наружный участок (68а) содержит один или несколько регуляторов (64, 64') потока, которые сконфигурированы на пропускание воздуха или газа, при этом один или несколько регуляторов (64, 64') потока пропускают воздух или газ, когда разность давлений между противоположными сторонами наружного участка (68а) достигает или становится выше заданного максимального значения, при этом максимальное значение составляет от 1 до 50 кПа (от 0,01 до 0,50 бар), предпочтительно от 5 до 20 кПа (от 0,05 до 0,20 бар), более предпочтительно от 10 до 15 кПа (от 0,10 до 0,15 бар).
23. Способ упаковывания по п. 16 или 17, в котором относительное перемещение первого элемента (60а, 60t) и/или второго элемента (60b) в положения первой, второй и третьей конфигураций осуществляют в соответствии с заданным соответствующим профилем, определяющим один или несколько из следующих параметров:
скорость относительного движения во времени, составляющую от 0,5 до 2,0 м/с, предпочтительно от 0,7 до 1,5 м/с, более предпочтительно от 1,0 до м/с;
минимальное и/или максимальное время удержания, составляющее от 0,05 до 1 с, более предпочтительно от 0,1 до 0,7 с, еще более предпочтительно от 0,1 до 0,3 с для любой из первой, второй и третьей конфигураций; и
усилие срабатывания, приложенное к первому и/или второму элементам при относительном перемещении первого и/или второго элементов в положение второй или третьей конфигурации, составляющее от 5 до 400 Н, предпочтительно от 20 до 200 Н.
| НАНОКОМПОЗИТ НА ОСНОВЕ АЗОТОСОДЕРЖАЩИХ УГЛЕРОДНЫХ НАНОТРУБОК С ИНКАПСУЛИРОВАННЫМИ ЧАСТИЦАМИ КОБАЛЬТА И НИКЕЛЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2546154C1 |
| СПРИНКЛЕР | 1990 |
|
SU1839824A1 |
| RU 2012105423 A, 10.09.2013. | |||

