Предлагаемое изобретение относится к устройствам для производства многослойных изделий плоской формы и других форм. Может применяться в химической и других отраслях промышленности, где используется метод соэкструзии.
Известна двухканальная экструзионная головка для изготовления полимерных профильных изделий, содержащая корпус, выполненный разъемным с системой охлаждения и расположенными в нем вкладышами. Вкладыши образуют между собой формующую щель профильного сечения, состоящую из двух формующих каналов, сообщающихся с питающим каналом и заключенных между профильным и плоским участками вкладышей [АС СССР №148899, МКИ В29С 47/12, 01.01.1967].
Недостатками данной головки является невозможность получения изделий круглового профиля с прочным соединением слоев.
Наиболее близким к предлагаемому изобретению является головка экструзионная [Патент РФ №2705057, МПК В29С 48/25, опубл. 01.11.2019, БИ №31], содержащая корпус, выполненный разъемным, состоящий из секций, в центре между двумя секциями предусмотрено углубление для циркуляции жидкости, при этом секции образуют между собой два формующих канала, сообщающихся с питающими каналами, формующие каналы выполнены сложнопрофильного сечения, углубление для циркуляции жидкости выполнено треугольного сечения, размещено в делителе, имеющем форму треугольной призмы внешние грани которой плоские, а вершина расположена в зоне выходного окна, переходящего в полость прямоугольного сечения большего размера, на поверхности внешней верхней плоской грани делителя выполнены параллельные продольные ручьи глубина и ширина которых увеличивается от питающих каналов к выходному окну, а на поверхности внешней нижней плоской грани делителя размещены параллельные продольные ребра высота и глубина которых увеличивается от питающих каналов к выходному окну, расстояния между продольными ребрами и продольными ручьями одинаковые.
Недостатками данной головки являются невозможность получения изделий кругового профиля с прочным соединением слоев, а также высокое внутреннее сопротивление.
Задачей данного изобретения является головки для соэкструзии, которая при сравнительно простой конструкции позволяет осуществлять изготовление многослойных изделий кругового сечения методом соэкструзии, а также предотвращает возможность сдвига материала в поперечном направлении и искажение формы получаемого изделия.
Поставленная задача достигается тем, что в головке для соэкструзии содержащей корпус, выполненный разъемным, состоящий из секций, в центре между двумя секциями предусмотрено углубление для циркуляции жидкости, при этом секции образуют между собой два формующих канала, сообщающихся с питающими каналами, углубление для циркуляции жидкости выполнено треугольного сечения, размещено в делителе, имеющем форму треугольной призмы, внешние грани которой плоские, а вершина расположена в зоне выходного окна, переходящего в полость большего размера. На поверхности внешней верхней плоской грани делителя выполнены параллельные продольные ручьи, глубина и ширина которых увеличивается от питающих каналов к выходному окну, а на поверхности внешней нижней плоской грани делителя размещены параллельные продольные ребра, высота и глубина которых увеличивается от питающих каналов к выходному окну, расстояния между продольными ребрами и продольными ручьями одинаковые питающие каналы выполнены кругового сечения, плавно переходящими в формующие каналы полукруговых сечений, плоские стороны которых образованы плоскими гранями делителя, причем площади поперечного сечения формующих и соединенных с ними соответствующих питающих каналов одинаковы, а выходное окно, образованное слиянием формующих каналов, переходит через диффузор в полость кругового сечения большего размера, на поверхностях внешних верхней и нижней плоских граней делителя выполнены чередующиеся друг с другом в поперечном направлении параллельные продольные ручьи и параллельные продольные ребра.
На фиг. 1 изображена схема головки для соэкструзии.
На фиг. 2 показан вид А.
На фиг. 3 представлено сечение Б-Б (2:1).
Головка для соэкструзии содержит корпус, выполненный разъемным, состоящий из секций 1 и 2. В центре корпуса, между двумя секциями 1 и 2 предусмотрено углубление 3 для циркуляции жидкости. Секции 1 и 2 образуют между собой два формующих канала 4 и 5, сообщающихся с питающими каналами 6 и 7. Углубление 3 для циркуляции жидкости имеет треугольную форму и размещено в делителе 8 имеющем форму треугольной призмы. Выходное окно 9, образованное слиянием формующих каналов 4 и 5, переходит через диффузор 10 в полость 11 кругового сечения большего размера, чем выходное окно 9. Внешние грани 12 и 13 делителя 8 выполнены плоскими, а вершина делителя 8 расположена в зоне выходного окна 9. Питающие каналы 6 и 7 выполнены кругового сечения, плавно переходящими в формующие каналы 4 и 5 полукруговых сечений, плоские стороны которых образованы плоскими гранями делителя 8. Площади поперечного сечения формующих 4 и 5 и соединенных с ними соответствующих питающих каналов 6 и 7 одинаковы. На поверхностях внешних верхней 12 и нижней 13 плоских граней делителя 8 выполнены чередующиеся друг с другом в поперечном направлении параллельные продольные ручьи 14 и параллельные продольные ребра 15.
Головка для соэкструзии работает следующим образом.
Расплавы полимеров, нагнетаемые шнеками экструдера, попадают в питающие каналы 6 и 7 кругового сечения. Круговое сечение питающих каналов обеспечивает относительно невысокое сопротивление движению материала по сравнению с каналами других форм, где имеет место изменение сечения, например, от круглого к прямоугольному.
Далее расплав нагнетается в формующие каналы 4 и 5 полукруговых сечений, плоские стороны которых образованы плоскими гранями делителя 8. Формующие каналы 4 и 5 придают расплавам полимеров необходимую для дальнейшего соединения форму.
Двигаясь в формующих каналах 4 и 5 материалы заполняют продольные ручьи 14, а продольными ребрами 15 на поверхности материала формируются соответствующие впадины.
Для нагрева внутренней полости предусмотрено углубление 3 треугольного сечения, в котором циркулирует жидкость.
После прохождения материалами делителя 8 и формирования соответствующих профилей поперечного сечения происходит их контактирование в зоне выходного окна 9.
Формируемые на материалах чередующиеся выступы и впадины при помощи продольных ручьев 14 и продольных ребер 15 при контакте входят друг в друга, что обеспечивается одинаковыми расстояниями между продольными ребрами 15 и продольными ручьями 14.
Наличие в зоне контакта проникающих друг в друга продольных элементов, сформированных чередующимися выступами и впадинами, позволяет обеспечить повышенное сцепление и прочность будущего изделия.
Пройдя выходное окно 9, соединенные материалы попадают через диффузор 10 в полость кругового сечения 11 большего размера, чем выходное окно 9, где происходит их окончательное соединение. Наличие диффузора 10 предотвращает резкое расширение материалов в зоне полости 11, что исключает разрушение сформированного изделия.
Выполнение полости 11 большего размера, чем выходное окно 9, позволяет обеспечить расширение материалов, не искажая структуры и круговой формы получаемого изделия.
Благодаря тому, что питающие каналы 6 и 7 выполнены кругового сечения, удается снизить сопротивление течению материалов за счет сохранения формы сечения.
Плавный переход питающих каналов 6 и 7 в формующие каналы 4 и 5 полукруговых сечений, плоские стороны которых образованы плоскими гранями делителя, позволяет при невысоком сопротивлении движению сформировать заготовку кругового сечения и сформировать в зоне стыка прочную поверхность.
За счет того, что площади поперечного сечения формующих и соединенных с ними соответствующих питающих каналов одинаковы, происходит плавное переформирование сечения из кругового в полукруговое при относительно невысоком сопротивлении течению.
Благодаря тому, что на поверхностях внешних верхней и нижней плоских граней делителя выполнены чередующиеся друг с другом в поперечном направлении параллельные продольные ручьи и параллельные продольные ребра, удается сформировать изделие кругового сечения с прочным сцеплением материалов в зоне контакта. Увеличение прочности сцепления обеспечивается за счет взаимного проникновения чередующихся друг с другом в поперечном направлении параллельных продольных ручьев и параллельных продольных ребер.
Предлагаемая конструкция головки для соэкструзии при сравнительно простой конструкции позволяет осуществлять изготовление многослойных изделий кругового сечения методом соэкструзии, а также предотвращает возможность сдвига материала в поперечном направлении и искажение формы получаемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ЭКСТРУЗИОННАЯ | 2019 |
|
RU2705057C1 |
| Головка для соэкструзии | 2020 |
|
RU2755886C1 |
| Головка экструзионная | 2024 |
|
RU2826253C1 |
| Головка для соэкструзии | 2024 |
|
RU2826536C1 |
| РЕАКТОР СЕРНОКИСЛОТНОГО АЛКИЛИРОВАНИЯ | 2018 |
|
RU2700768C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ГАЗОВ | 2018 |
|
RU2685649C1 |
| УЗЕЛ РЕЛЬСОВОГО СКРЕПЛЕНИЯ С ПОЛУШПАЛКОМ | 2019 |
|
RU2718528C1 |
| АРМИРУЮЩАЯ ГЕОРЕШЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2796953C1 |
| БЕСПИЛОТНЫЙ МАЛОЗАМЕТНЫЙ САМОЛЕТ ВЕРТИКАЛЬНОГО ВЗЛЕТА И ПОСАДКИ И СПОСОБ ЕГО ПРИМЕНЕНИЯ ПРИ ВОЗДУШНОМ БАЗИРОВАНИИ | 2018 |
|
RU2686561C1 |
| ТУРБИННЫЙ СМЕСИТЕЛЬ КАУЧУКОВОЙ КРОШКИ С РАСТВОРИТЕЛЕМ | 2013 |
|
RU2535719C1 |

Изобретение относится к устройствам для производства многослойных изделий плоской и других форм, а именно к головке для соэкструзии. Головка для соэкструзии содержит корпус, выполненный разъемным, и состоящий из секций. В центре между двумя секциями предусмотрено углубление для циркуляции жидкости. Секции образуют между собой два формующих канала, сообщающихся с питающими каналами. Углубление для циркуляции жидкости имеет треугольное сечение, размещено в делителе, имеющем форму треугольной призмы, внешние грани которой плоские, а вершина расположена в зоне выходного окна, переходящего в полость большего размера. На поверхности внешней верхней плоской грани делителя выполнены параллельные продольные ручьи, глубина и ширина которых увеличивается от питающих каналов к выходному окну. На поверхности внешней нижней плоской грани делителя размещены параллельные продольные ребра, высота и глубина которых увеличивается от питающих каналов к выходному окну. Расстояния между продольными ребрами и продольными ручьями одинаковые. Питающие каналы выполнены кругового сечения, плавно переходящими в формующие каналы полукруговых сечений, плоские стороны которых образованы плоскими гранями делителя. Площади поперечного сечения формующих и соединенных с ними соответствующих питающих каналов одинаковы. Выходное окно, образованное слиянием формующих каналов, переходит через диффузор в полость кругового сечения большего размера. На поверхностях внешних верхней и нижней плоских граней делителя выполнены чередующиеся друг с другом в поперечном направлении параллельные продольные ручьи и параллельные продольные ребра. Технический результат заключается в упрощении конструкции для изготовления многослойных изделий кругового сечения методом соэкструзии, а также предотвращении сдвига материала в поперечном направлении и искажения формы получаемого изделия. 3 ил.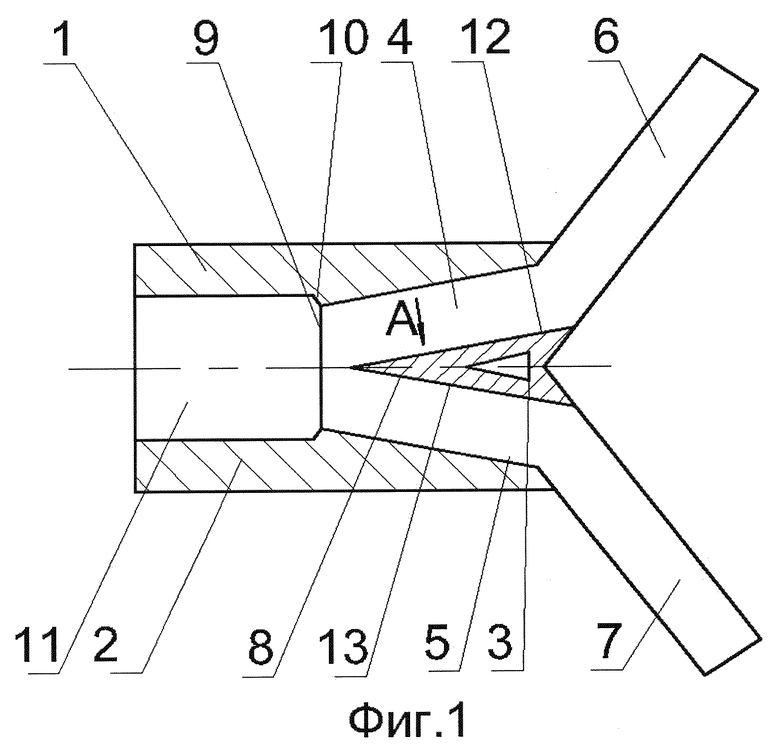
Головка для соэкструзии, содержащая корпус, выполненный разъемным, состоящий из секций, в центре между двумя секциями предусмотрено углубление для циркуляции жидкости, при этом секции образуют между собой два формующих канала, сообщающихся с питающими каналами, углубление для циркуляции жидкости выполнено треугольного сечения, размещено в делителе, имеющем форму треугольной призмы, внешние грани которой плоские, а вершина расположена в зоне выходного окна, переходящего в полость большего размера, на поверхности внешней верхней плоской грани делителя выполнены параллельные продольные ручьи, глубина и ширина которых увеличивается от питающих каналов к выходному окну, а на поверхности внешней нижней плоской грани делителя размещены параллельные продольные ребра, высота и глубина которых увеличивается от питающих каналов к выходному окну, расстояния между продольными ребрами и продольными ручьями одинаковые, отличающаяся тем, что питающие каналы выполнены кругового сечения, плавно переходящими в формующие каналы полукруговых сечений, плоские стороны которых образованы плоскими гранями делителя, причем площади поперечного сечения формующих и соединенных с ними соответствующих питающих каналов одинаковы, а выходное окно, образованное слиянием формующих каналов, переходит через диффузор в полость кругового сечения большего размера, на поверхностях внешних верхней и нижней плоских граней делителя выполнены чередующиеся друг с другом в поперечном направлении параллельные продольные ручьи и параллельные продольные ребра.
| ГОЛОВКА ЭКСТРУЗИОННАЯ | 2019 |
|
RU2705057C1 |
| Многоручьевая экструзионная головка | 1980 |
|
SU1004140A1 |
| Многоручьевая экструзионная головка | 1978 |
|
SU722778A1 |
| Устройство для экструзии полимеров | 1990 |
|
SU1828806A1 |
| US 20040070105 A1, 15.04.2004 | |||
| US 5690972 A, 25.11.1997. | |||

