1
Изобретение относится к переработке полимерных материалов экструзией и может быть использовано при производстве трубчатых изделий.
Известна экструзионная головка, содержащая подводящий канал для расплава, дорн, мундштук и фильтр Щ.
Недостаток головки - низкая произ- водител ость и невысокое качество получаемых изделий.
Наиболее близкой к предлагаемой является экструзионная соловка для изготовления изделий из полимерных материалов, содержащая корпус, выполненные в нем питающий канал для расплава и канал для подвода расплава к ручьям, размещенные в каждом ручье мундштук и дорн, фильтр и клапанное устройство 2
Для смены фильтрующей решетки известной головки необходимо останавливать экструдер и демонтировать головку.
Цель изобретения - обеспечение BoSможности смены фильтрующего элемента
без остановки экструдера и без снижения качества получаемых изделий.
Указанная цель достигается теы, что фильтр выполнен в виде отдельных элементов , размещенных на каждом дорне непосредственно перед мундштуком, каналы подвода расположены тангенциально относительно дорнов, а образующей входной зоны мундштуков является трактриса.
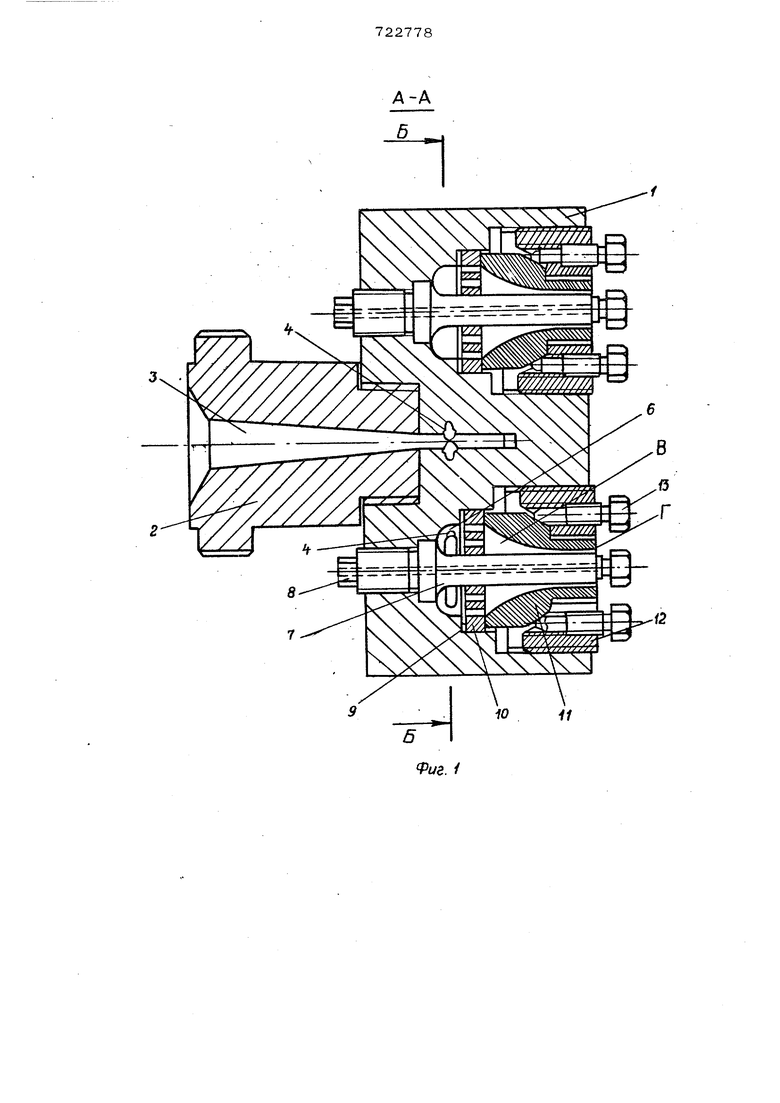
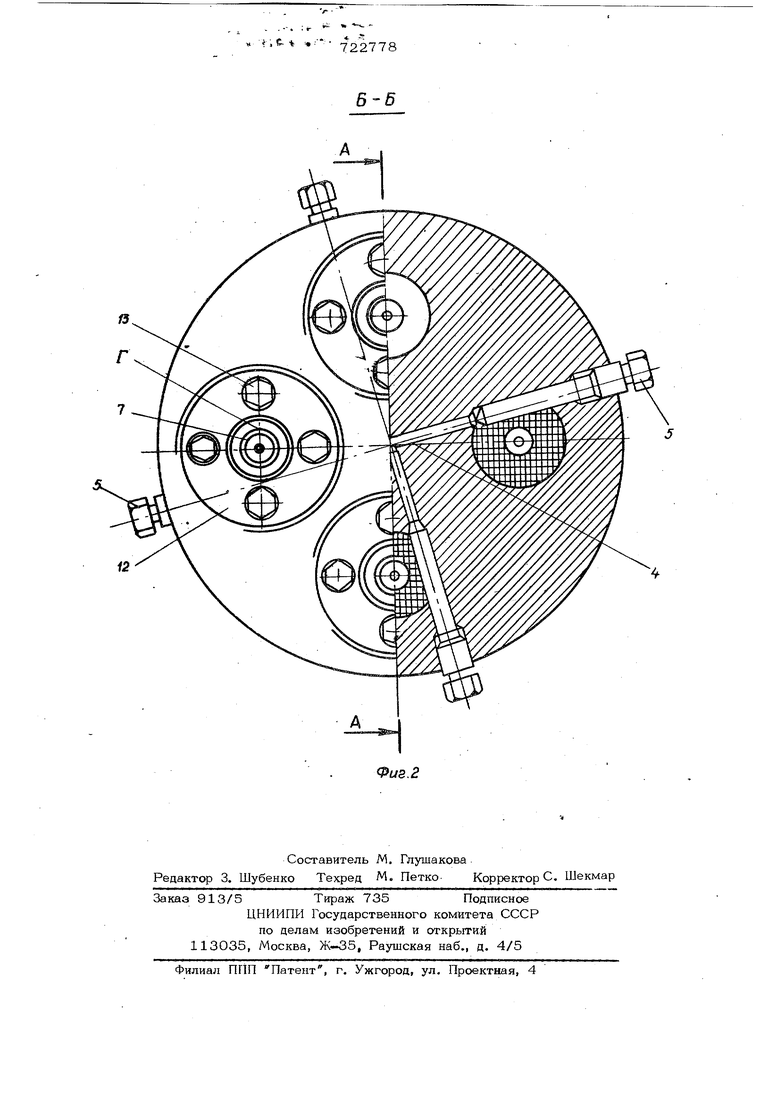
На фиг. 1 изображена головка, разрез А-А на фиг. 2; на фиг. 2 - разрез Б-Б на фиг. 1.
Головка содержит корпус 1, который крепится к экструдеру 2, выполненные в корпусе 1 питающий канал 3 для расплава и каналы 4 для подвода расплава к ручьям, в которых размещены болты 5 регулировки расхода расплава. Каналы 4 тангенциально подведены к расположённому в корпусе 1 коллектору 6, внутри которого размещены дорны 7 с отверстием 8 для подвода воздуха. На дорн 7 надеты фильтрующие сетки 9 и рещетки 3 10; Мундштук 11 крепится в корпусе . при помощи обоймы 12 и составляет с дорном 7 входную зону В, образующая котсфой выполнена как трактриса, и формообразующую зону Г. Ширина кольцево- го зазора между .дорном и мунцшгуком {формообразующей зоны Г) регулируетсявинтами 13. Головка работает следующим образом. Расплав полимера поступает от экстр дера 2 по подводящему каналу 3 и далее по каналам 4 к коллектору. Поступл ние расплава в каждый отдельный канал 4. и полость 6 регулируется болтами 5. Если болт 5 завинчен до упора корпуса 1, то соответствующий канал 4 полность отключен. Ввинчиванием болта 5 можно контролировать и,количество расплава, поступающего в коллектор 6, что дает возможность регулировать режим работы каждого ручья в отдельности. После коллектора 6 расплав фильтруется через сет ку 9 и решетку 1О, после чего, проходя зоны В и Г, формиру ется в изделие. Для замены фильтрующего элемента соответствующий канал 4 при .помощи болта 5. отключают от питания расплавом вывинчиваюя- обойму 12, сетку 9, решет ку 10 снимают с дорна 7 и надевают но вую, закрепляют на место обойму, болто 5 открывают канал 4 и устанавливают требуемый режим работы. Предлагаемое изобретение дает возможность без применения сложных устройств заменить фильтрующие элементы 78 многоручьевых экструзионных головок, не останавливая экструдер, а также получить качественное изделие без образования линии спая и огрубления поверхности. Формула изобретения Многоручьевая экструзионная головка для изготовления изделий из полимерных материалов, содержащая корпус, выполненные в нем питающий канал для расплаш и канал для подвода расплава к ручьям, размещенные в каждом ручье мундштук и дорн, фильтр и клапанное устройство, отличающаяся тем, что, с целью обеспечения возможности смены фильтрующего элемента без остановки экструдера и без снижения качества получаемых изделий, фильтр выполнен в виде отдельных элементов, размещенных на каждом дорне непосредственно перед мундщтуком, каналы подвода расположены тангенциально относительно дорнов, а образующей входной зоны муншштуков является трактриса. Источники информации, принятые во внимание при экспертизе 1. Каплун Я. В., Ким В. С. Формующее оборудование экструдеров. М., 1969, с. 22, р. 14. 2. Каплун Я. В., Ким В. С. Формующее оборудование экструдеров. М„ 1969, с. 22-23, р. 15 (прототип).
Фиг. /
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| Угловая экструзионная головка дляизгОТОВлЕНия цилиНдРичЕСКиХ издЕлийиз пОлиМЕРНыХ МАТЕРиАлОВ | 1976 |
|
SU844359A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО МЕБЕЛЬНОГО ПОЛОЗКА | 1999 |
|
RU2180287C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ПРОФИЛЬНОГО ПОЛОЗКА С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2011 |
|
RU2505400C2 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ПРОФИЛЬНО-ПОГОНАЖНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2116198C1 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |