Предлагаемое изобретение относится к устройствам для производства многослойных изделий плоской и других форм в химической и других отраслях промышленности методом соэкструзии.
Известна двухканальная экструзионная головка для изготовления полимерных профильных изделий, содержащая корпус, выполненный разъемным с системой охлаждения и расположенными в нем вкладышами. Вкладыши образуют между собой формующую щель профильного сечения, состоящую из двух формующих каналов, сообщающихся с питающим каналом и заключенных между профильным и плоским участками вкладышей [АС СССР №148899, МКИ В29С 47/12, 01.01.1967].
Недостатками данной головки являются сложность конструкции, невозможность изготовления многослойных изделий методом соэкструзии.
Наиболее близким к предлагаемому изобретению является головка экструзионная, содержащая корпус, выполненный разъемным, состоящий из секций, в центре между двумя секциями предусмотрено углубление для циркуляции жидкости, при этом секции образуют между собой два формующих канала, сообщающихся с питающими каналами, формующие каналы выполнены сложнопрофильного сечения, углубление для циркуляции жидкости выполнено треугольного сечения, размещено в делителе, имеющем форму треугольной призмы, внешние грани которой плоские, а вершина расположена в зоне выходного окна, переходящего в полость прямоугольного сечения большего размера, на поверхности внешней верхней плоской грани делителя выполнены параллельные продольные ручьи, глубина и ширина которых увеличивается от питающих каналов к выходному окну, а на поверхности внешней нижней плоской грани делителя размещены параллельные продольные ребра, высота и глубина которых увеличивается от питающих каналов к выходному окну, расстояния между продольными ребрами и продольными ручьями одинаковые [Патент РФ №2705057, МПК В29С 48/25, опубл. 01.11.2019, БИ №31].
Недостатками данной головки являются сложность замены дорна с целью изменения формы, размеров и количества усиливающих выступов и впадин, а также невозможность изменения формы каналов индивидуального течения и размеры полости совместного движения материалов.
Техническим результатом данного изобретения является создание головки для соэкструзии позволяющей осуществлять замену дорна с целью изменения формы, размеров и количества усиливающих выступов и впадин, а также изменения формы каналов индивидуального течения и размеры полости совместного движения материалов.
Технический результат достигается тем, что предлагается головка для соэкструзии, содержащая разъемный корпус с двумя входными отверстиями круглого сечения и выходным отверстием прямоугольного сечения, внутри корпуса расположены каналы индивидуального течения материалов, полость совместного движения материалов и дорн, на одной из боковых поверхностях дорна выполнен выступ, высота которого увеличивается от верхней части к нижней, а на противоположной боковой поверхности - впадина, глубина которой увеличивается от верхней части к нижней.
Отличительными конструктивными особенностями предлагаемого изобретения является то, что разъемный корпус состоит из набора установленных друг на друга прямоугольных пластин, соединенных болтами и гайками, в центральной пластине выполнено сквозное призматическое отверстие, в котором размещен дорн, а каналы индивидуального течения расположены между дорном и внутренними поверхностями призматического отверстия, дорн своей верхней частью закреплен к нижней поверхности верхней пластины при помощи болта, а полость совместного движения материалов расположена в нижней пластине.
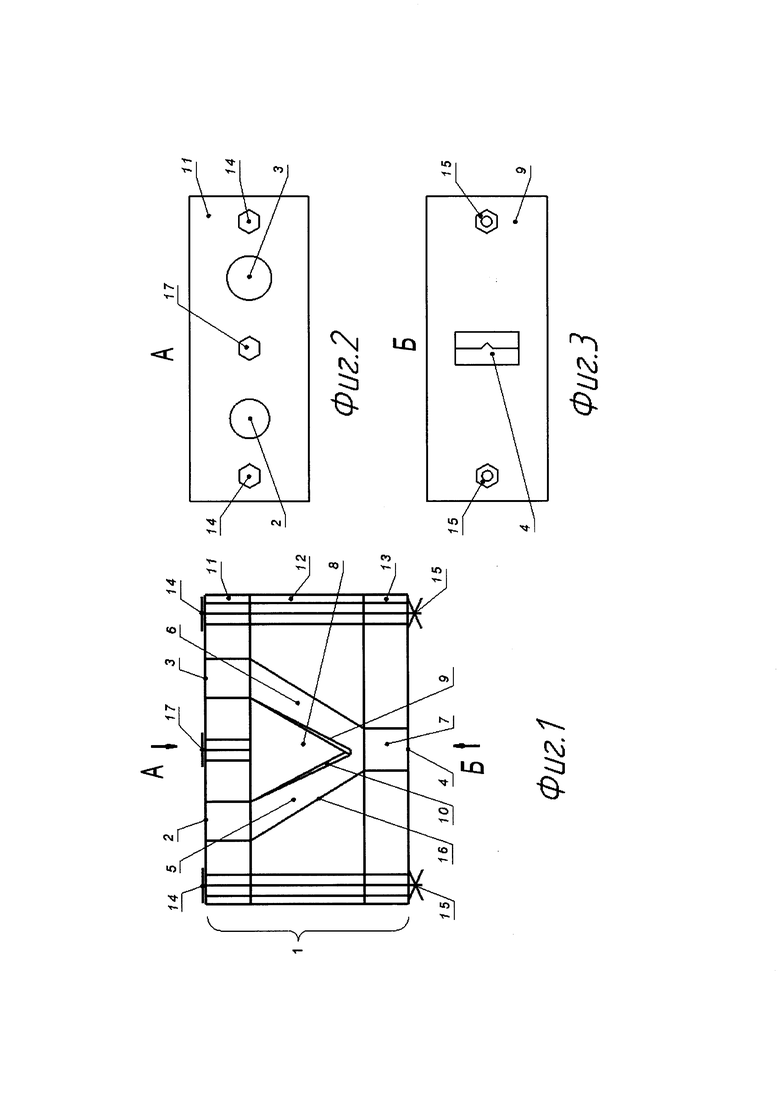
На фиг. 1 показана схема головки для соэкструзии.
На фиг. 2 изображен вид А.
На фиг. 3 представлен вид Б.
Головка для соэкструзии содержит разъемный корпус 1 с двумя входными отверстиями 2 и 3 круглого сечения и выходным отверстием 4 прямоугольного сечения, внутри разъемного корпуса 1 расположены каналы 5 и 6 индивидуального течения материалов, полость совместного движения материалов 7 и дорн 8, на одной из боковых поверхностях дорна 8 выполнен выступ 9, высота которого увеличивается от верхней части к нижней, а на противоположной боковой поверхности - впадина 10, глубина которой увеличивается от верхней части к нижней, разъемный корпус 1 состоит из набора установленных друг на друга прямоугольных пластин 11, 12 и 13, соединенных болтами 14 и гайками 15, в центральной пластине 12 выполнено сквозное призматическое отверстие 16, в котором размещен дорн 8, а каналы индивидуального течения 5 и 6 расположены между дорном 8, и внутренними поверхностями призматического отверстия 16, дорн 8 своей верхней частью закреплен к нижней поверхности верхней пластины 11 при помощи болта 17, а полость совместного движения материалов 7 расположена в нижней пластине 13.
Головка для соэкструзии работает следующим образом.
Два расплава полимерных материалов с разными физическими свойствами нагнетаются червячными машинами. Эти полимеры подаются в каналы 5 и 6 индивидуального течения через входные отверстия круглого сечения 2 и 3 соответственно. В каналах 5 и 6 индивидуального течения происходит формование расплавов полимеров.
Каналы 5 и 6 индивидуального течения образованы центральной пластиной 12, в которой выполнено сквозное призматическое отверстие 16, и дорном 8, установленным в это отверстие. Благодаря этому призматическому отверстию 16 и дорну 8 в каналах 5 и 6 индивидуального течения расплавы полимеров изменяют форму сечения с круглого на прямоугольное.
На одной из боковых поверхностях дорна 8 выполнен выступ 9, высота которого увеличивается от верхней части к нижней, а на противоположной боковой поверхности - впадина 10, глубина которой увеличивается от верхней части к нижней.
Выступ 9 и впадина 10 позволяют на одной из поверхностей прямоугольных экструдатов двух материалов формировать поверхность контакта с выступом и впадиной соответственно. Такая форма экструдата позволяет увеличить площадь контакта двух материалов с целью упрочнения соединения слоев. Наличие выступов 9 и впадин 10 обуславливает отсутствие сдвига слоев в поперечном направлении относительно друг друга.
Плавное увеличение размеров выступа 9 и впадины 10 позволяет снять часть сдвиговых напряжений в материале, что приводит к уменьшению нежелательного эффекта постэкструзионного разбухания.
Далее материалы переходят в полость совместного движения 7, где они соединяются в двухслойную заготовку с усиленной зоной контакта материалов. Полость совместного движения материалов 7 выполнена в нижней пластине 13 и имеет прямоугольную форму с выходным отверстием 4. Выбор формы обусловлен потребительской необходимостью изготавливать длинномерные прямоугольные двухслойные заготовки, в которых каждый из слоев должен обладать разными физическими свойствами. Поскольку экструдаты обладают разными свойствами, они имеют разную усадку материала. Наличие усиливающих элементов компенсирует разность усадки на границе контакта, что позволяет сохранить геометрию получаемого двухслойного изделия.
Благодаря сменному дорну 8 можно обеспечить любую форму, размеры и количество усиливающих выступов 9 и впадин 10.
За счет этого можно подобрать усиливающий элемент для соединения различных резин с разными физическими свойствами, что, в свою очередь, позволит сформировать готовое изделие прямоугольной формы с усиленной зоной контакта материалов с прочным соединением слоев, отсутствием сдвига слоев относительно друг друга в продольном направлении, позволит уменьшить нежелательные эффекты постэкструзионного разбухания и позволит сохранить геометрию получаемого двухслойного изделия.
Благодаря тому, что разъемный корпус 1 состоит из набора установленных друг на друга прямоугольных пластин 11, 12 и 13, соединенных болтами 14 и гайками 15, в центральной пластине 12 выполнено сквозное призматическое отверстие 16, в котором размещен дорн 8, обеспечивается возможность смены дорна 8, а также изменения формы каналов индивидуального течения 5 и 6, которые расположены между дорном 8, и внутренними поверхностями призматического отверстия 16. При этом могут быть установлены дорны 8 с различным числом усиливающих выступов 9 и впадин 10.
За счет того, что дорн 8 своей верхней частью закреплен к нижней поверхности верхней пластины 11 при помощи болта 17, его замена производится при снятии только верхней пластины 11, без разбора остальной части головки.
За счет того, что полость совместного движения материалов 7 расположена в нижней пластине 13, путем смены последней можно изменить форму и размеры полости совместного движения материалов 7.
Предлагаемая конструкция головки для соэкструзии позволяет осуществлять замену дорна с целью изменения формы, размеров и количества усиливающих выступов и впадин, а также изменять форму каналов индивидуального течения и размеры полости совместного движения материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ЭКСТРУЗИОННАЯ | 2019 |
|
RU2705057C1 |
| Головка для соэкструзии | 2019 |
|
RU2728053C1 |
| Головка для соэкструзии | 2020 |
|
RU2755886C1 |
| Головка экструзионная | 2024 |
|
RU2826253C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК АВТОМОБИЛЬНЫХ ШИН И СПОСОБ НА ОСНОВЕ ЭТОГО УСТРОЙСТВА | 2008 |
|
RU2387544C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
Изобретение относится к устройствам для производства многослойных изделий плоской и других форм в химической и других отраслях промышленности методом соэкструзии. Головка для соэкструзии содержит разъемный корпус с двумя входными отверстиями круглого сечения и выходным отверстием прямоугольного сечения. Внутри корпуса расположены каналы индивидуального течения материалов, полость совместного движения материалов и дорн. На одной из боковых поверхностей дорна выполнен выступ, высота которого увеличивается от верхней части к нижней, а на противоположной боковой поверхности - впадина, глубина которой увеличивается от верхней части к нижней. Разъемный корпус состоит из набора установленных друг на друга прямоугольных пластин, соединенных болтами и гайками, в центральной пластине выполнено сквозное призматическое отверстие, в котором размещен дорн, а каналы индивидуального течения расположены между дорном и внутренними поверхностями призматического отверстия. Дорн своей верхней частью закреплен к нижней поверхности верхней пластины при помощи болта, а полость совместного движения материалов расположена в нижней пластине. Предлагаемая конструкция головки для соэкструзии позволяет осуществлять замену дорна с целью изменения формы, размеров и количества усиливающих выступов и впадин, а также изменять форму каналов индивидуального течения и размеры полости совместного движения материалов. 3 ил.
Головка для соэкструзии, содержащая разъемный корпус с двумя входными отверстиями круглого сечения и выходным отверстием прямоугольного сечения, внутри корпуса расположены каналы индивидуального течения материалов, полость совместного движения материалов и дорн, на одной из боковых поверхностей дорна выполнен выступ, высота которого увеличивается от верхней части к нижней, а на противоположной боковой поверхности - впадина, глубина которой увеличивается от верхней части к нижней, отличающаяся тем, что разъемный корпус состоит из набора установленных друг на друга прямоугольных пластин, соединенных болтами и гайками, в центральной пластине выполнено сквозное призматическое отверстие, в котором размещен дорн, а каналы индивидуального течения расположены между дорном и внутренними поверхностями призматического отверстия, дорн своей верхней частью закреплен к нижней поверхности верхней пластины при помощи болта, а полость совместного движения материалов расположена в нижней пластине.
| ГОЛОВКА ЭКСТРУЗИОННАЯ | 2019 |
|
RU2705057C1 |
| НЕПРЕРЫВНОЕ ЛИТЬЕ ПОЛОСЫ СВИНЦОВОГО СПЛАВА ДЛЯ ЭЛЕКТРОДОВ АККУМУЛЯТОРНЫХ БАТАРЕЙ ПОВЫШЕННОЙ МОЩНОСТИ | 2010 |
|
RU2533964C2 |
| Двухканальная формующая головка | 1959 |
|
SU148899A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| Головка для соэкструзии полимеров | 1989 |
|
SU1682196A1 |
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |

