Предлагаемое изобретение относится к устройствам для производства многослойных изделий плоской и других форм в химической и других отраслях промышленности методом соэкструзии.
Известна двухканальная экструзионная головка для изготовления полимерных профильных изделий, содержащая корпус, выполненный разъемным, с системой охлаждения и расположенными в нем вкладышами. Вкладыши образуют между собой формующую щель профильного сечения, состоящую из двух формующих каналов, сообщающихся с питающим каналом и заключенных между профильным и плоским участками вкладышей [АС СССР№148899, МКИ В29С 47/12, 01.01.1967].
Недостатками данной головки являются сложность конструкции, невозможность изготовления многослойных изделий методом соэкструзии.
Наиболее близким к предлагаемому изобретению является двухканальная экструзионная головка для изготовления полимерной сложнопро-фильной рейки [Патент РФ №2484960 МПК В29С 47/12], содержащая корпус, выполненный разъемным, состоящий из секций, в центре между двумя секциями предусмотрено углубление для циркуляции охлаждающей жидкости, при этом секции образуют между собой два формующих канала, сообщающихся с питающим каналом. Формующие каналы выполнены сложно-профильного сечения с симметрично расположенными в них впадинами и выступами треугольной и эллипсоидной поверхностями, которые образуют верхнюю поверхность изделия, в местах выступов в формующих каналах смонтированы цилиндрические стержни. Несмотря на то, что данная двухканальная экструзионная головка не предназначена для осуществления процесса соэкструзии, она имеет наибольшие конструктивные сходства с предлагаемым изобретением.
Недостатками данной головки являются сложность конструкции, невозможность изготовления многослойных изделий методом соэкструзии, а также возможность сдвига материала в поперечном направлении и искажение формы получаемого изделия.
Задачей данного изобретения является создание головки экструзион-ной позволяющей изготавливать многослойные изделия методом соэкструзии, имеющие прочное соединение слоев, обеспечить отсутствие сдвига слоев в поперечном направлении и искажений формы получаемого изделия.
Поставленная задача достигается тем, что в головке экструзионной содержащей корпус, выполненный разъемным, состоящий из секций, в центре между двумя секциями предусмотрено углубление для циркуляции жидкости, при этом секции образуют между собой два формующих канала, сообщающихся с питающими каналами, формующие каналы выполнены слож-нопрофильного сечения, углубление для циркуляции жидкости выполнено треугольного сечения, размещено в делителе, имеющем форму треугольной призмы внешние грани которой плоские, а вершина расположена в зоне выходного окна, переходящего в полость прямоугольного сечения большего размера, на поверхности внешней верхней плоской грани делителя выполнены параллельные продольные ручьи глубина и ширина которых увеличивается от питающих каналов к выходному окну, а на поверхности внешней нижней плоской грани делителя размещены параллельные продольные ребра высота и глубина которых увеличивается от питающих каналов к выходному окну, расстояния между продольными ребрами и продольными ручьями одинаковые.
На фиг. 1 изображена схема головки экструзионной.
На фиг. 2 показан вид А.
Головка экструзионная содержащая корпус, выполненный разъемным, состоящий из секций 1 и 2. В центре корпуса, между двумя секциями 1 и 2 предусмотрено углубление 3 для циркуляции жидкости.
Секции 1 и 2 образуют между собой два формующих канала 4 и 5, сообщающихся с питающими каналами 6 и 7. Формующие каналы 4 и 5 выполнены сложнопрофильного сечения.
Углубление 3 для циркуляции жидкости имеет треугольную форму и размещено в делителе 8 имеющем форму треугольной призмы. Внешние грани 10 и 11 делителя 8 выполнены плоскими, а вершина делителя 8 расположена в зоне выходного окна 9. На поверхности внешней верхней плоской грани 10 делителя 8 выполнены параллельные продольные ручьи 12 глубина и ширина которых увеличивается от питающих каналов 6 и 7 к выходному окну 9.
На поверхности внешней нижней плоской грани 11 делителя 8 размещены параллельные продольные ребра 13 высота и глубина которых увеличивается от питающих каналов 6 и 7 к выходному окну 9. Расстояния между продольными ребрами 13 и продольными ручьями 12 одинаковые. Выходное окно 9 переходит в полость 14 прямоугольного сечения. Головка экструзионная работает следующим образом Расплавы полимеров, нагнетаемые шнеками экструдера, попадают в питающие каналы 6 и 7, далее расплав нагнетается в формующие каналы 4 и 5. Формующие каналы 4 и 5 придают расплавам полимеров необходимую форму.
Далее расплавленные материалы попадают в зазоры между внутренними поверхностями секций 1 и 2 и внешними гранями 10 и 11 делителя 8. Двигаясь в вышеописанных зазорах материалы взаимодействуют с продольными ручьями 12 и продольными ребрами 13.
Благодаря тому, что глубина и ширина продольных ручьев 12 увеличивается от питающих каналов к выходному окну 9 происходит плавное заполнение ручьев материалом и формирование в зоне выходного окна 9 профиля материала повторяющего сечение соответствующего зазора с максимальным сечением ручьев в нижней части.
Для той же цель на поверхности внешней нижней плоской грани 11 делителя 8 размещены параллельные продольные ребра 13 высота и глубина которых увеличивается от питающих каналов 7 к выходному окну 9.
После прохождения материалами делителя 8 и формирования соответствующих профилей поперечного сечения происходит их контактирование в зоне выходного окна 9.
Формируемые на материалах выступы и впадины при помощи продольных ручьев 12 и продольных ребер 13 входят друг в друга так как расстояния между продольными ребрами 13 и продольными ручьями 13 одинаковые. Это придает формируемому изделию большую прочность за счет повышения сцепления между слоями (между материалами). Кроме того такая форма поверхности взаимодействия обеспечивает большую площадь контакта между слоями, а также предотвращает сдвиг материалов в поперечном направлении, что особенно важно при получении изделия методом соэкструзии из различных по свойствам материалов.
Пройдя выходное окно 9 соединенные материалы попадают в полость 14 прямоугольного сечения большего размера, чем выходное окно 9, где происходит их окончательное соединение. Выполнение полости 14 большего размера, чем выходное окно 9, позволяет обеспечить расширение материалов не искажая структуры и формы получаемого изделия. Наличие данной полости также предотвращает возможность сдвига материала в поперечном направлении и искажение формы получаемого изделия.
Для нагрева внутренней полости предусмотрено углубление 3 треугольного сечения, в котором циркулирует жидкость. Углубление 3 размещено в делителе 8 имеющем форму треугольной призмы. Выполнение углубления 3 треугольного сечения обеспечивает наиболее эффективное нагревание материалов перед их контактом, что позволит организовать наиболее полное заполнение продольных ручьев 12 и выполнить впадины продольными ребрами 13.
Предлагаемая конструкция экструзионной головки при сравнительно простой конструкции позволяет осуществлять изготовление многослойных изделий методом соэкструзии, а также предотвращает возможность сдвига материала в поперечном направлении и искажение формы получаемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для соэкструзии | 2019 |
|
RU2728053C1 |
| Головка экструзионная | 2024 |
|
RU2826253C1 |
| Головка для соэкструзии | 2020 |
|
RU2755886C1 |
| Головка для соэкструзии | 2024 |
|
RU2826536C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ РЕЙКИ | 2010 |
|
RU2484959C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СЛОЖНОПРОФИЛЬНОЙ РЕЙКИ | 2011 |
|
RU2484960C1 |
| ТРЕХРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО ШТАПИКА | 2001 |
|
RU2194618C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОКОННЫХ КАРНИЗОВ | 2008 |
|
RU2389606C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК АВТОМОБИЛЬНЫХ ШИН И СПОСОБ НА ОСНОВЕ ЭТОГО УСТРОЙСТВА | 2008 |
|
RU2387544C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2014 |
|
RU2591166C2 |

Изобретение относится к устройствам для производства многослойных изделий плоской и других форм в химической и других отраслях промышленности методом соэкструзии. Головка экструзионная содержит корпус, выполненный разъемным, состоящий из секций, в центре между двумя секциями предусмотрено углубление для циркуляции жидкости, при этом секции образуют между собой два формующих канала, сообщающихся с питающими каналами, формующие каналы выполнены сложнопрофильного сечения. Углубление для циркуляции жидкости выполнено треугольного сечения, размещено в делителе, имеющем форму треугольной призмы, внешние грани которой плоские, а вершина расположена в зоне выходного окна, переходящего в полость прямоугольного сечения большего размера, на поверхности внешней верхней плоской грани делителя выполнены параллельные продольные ручьи, глубина и ширина которых увеличивается от питающих каналов к выходному окну, а на поверхности внешней нижней плоской грани делителя размещены параллельные продольные ребра, высота и глубина которых увеличивается от питающих каналов к выходному окну, расстояния между продольными ребрами и продольными ручьями одинаковые. Техническим результатом изобретения является предотвращение возможности сдвига материала в поперечном направлении и искажения формы получаемого изделия. 2 ил.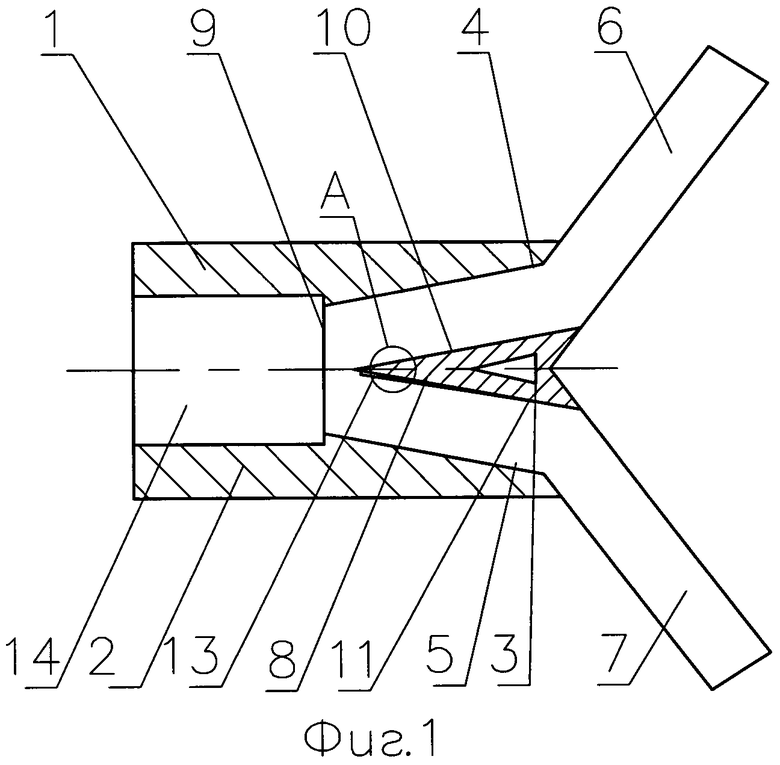
Головка экструзионная, содержащая корпус, выполненный разъемным, состоящий из секций, в центре между двумя секциями предусмотрено углубление для циркуляции жидкости, при этом секции образуют между собой два формующих канала, сообщающихся с питающими каналами, формующие каналы выполнены сложнопрофильного сечения, отличающаяся тем, что углубление для циркуляции жидкости выполнено треугольного сечения, размещено в делителе, имеющем форму треугольной призмы, внешние грани которой плоские, а вершина расположена в зоне выходного окна, переходящего в полость прямоугольного сечения большего размера, на поверхности внешней верхней плоской грани делителя выполнены параллельные продольные ручьи, глубина и ширина которых увеличивается от питающих каналов к выходному окну, а на поверхности внешней нижней плоской грани делителя размещены параллельные продольные ребра, высота и глубина которых увеличивается от питающих каналов к выходному окну, расстояния между продольными ребрами и продольными ручьями одинаковые.
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СЛОЖНОПРОФИЛЬНОЙ РЕЙКИ | 2011 |
|
RU2484960C1 |
| Способ и прибор для испытания формовочной смеси для литья по сырому | 1940 |
|
SU64131A1 |
| НЕПРЕРЫВНОЕ ЛИТЬЕ ПОЛОСЫ СВИНЦОВОГО СПЛАВА ДЛЯ ЭЛЕКТРОДОВ АККУМУЛЯТОРНЫХ БАТАРЕЙ ПОВЫШЕННОЙ МОЩНОСТИ | 2010 |
|
RU2533964C2 |
| УСТРОЙСТВО И СПОСОБ ШИФРОВАНИЯ ДАННЫХ | 2002 |
|
RU2324985C2 |

