Ссылка на родственные заявки
Согласно настоящей заявке, которая является международной заявкой РСТ, испрашивается приоритет в соответствии с предварительной заявкой на выдачу патента США №62/164,251, поданной 20 мая 2015 г. Раскрытие вышеприведенной заявки ссылкой включено в настоящий документ.
Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к способу сварки полимерных кузовных панелей.
Предшествующий уровень техники настоящего изобретения
Применение в транспортных средствах композитных деталей, изготовленных из полимерных материалов взамен стальных и других кузовных деталей, находит в последние годы все большее распространение. В первую очередь это обусловлено экономией массы, которую такие детали обеспечивают по сравнению со сходными стальными деталями, которые заменяются полимерными.
Обычно такие детали изготавливают с применением внутренней и внешней панелей, которые формируют необходимые очертания и точки крепления для конкретных практических применений в транспортном средстве. Как и в случае аналогичных металлических деталей, внутренние и внешние панели необходимо соединить вместе, чтобы изготовить цельный узел, такой как, например, задняя подъемная дверь кузова.
Существует множество способов соединения этих панелей друг с другом, например, с использованием крепежа, клеящих материалов и аналогичных средств. Однако каждому из этих способов присущи недостатки, и когда желательно соединить две детали в цельный узел, сварка двух деталей друг с другом вдоль соединительных швов или областей представляется наиболее желательным способом или относится к числу таковых.
Как правило, сварка успешно применяется, однако было обнаружено, что определенные области соединения этих деталей представляют проблему. Например, в вертикальных областях соединения вдоль линий сварки угол стыка оказывается слишком острым, и выполнить сварку надлежащим образом не удается. Это может вызывать проблемы при контроле качества этих сварных соединений и повышает количество бракованных деталей в процессе производства. Обычно, если геометрия детали не является относительно плоской, резкие изменения в положении поверхности приводят к прерыванию сварного соединения.
Следовательно, сохраняется потребность в создании способа, который можно применять для эффективного соединения деталей в областях, которые труднодосягаемы при традиционных сварочных операциях.
Краткое раскрытие настоящего изобретения
Предлагается способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства. Реализация способа предусматривает предоставление первой панели, включающей в себя первую область линии сварки, которая предоставляет желательные точки или области крепления между первой панелью и второй панелью. Кроме того, предусматривается предоставление второй панели, включающей в себя соответствующую вторую область линии сварки, которая соответствует областям крепления первой панели, и примыкает к первой области линии сварки таким образом, что возможно формирование сварного соединения. Первая и вторая области линии сварки включают в себя первую свариваемую часть и вторую часть, в которой во время сварного соединения первой панели со второй панелью сварка существенно затруднена. Кроме того, предусматривается применение отверждаемого клеящего материала, который наносят на вторую часть. Затем панели помещают в положение для сварки. После этого панели сваривают в области первой свариваемой части, так чтобы удерживать панели вместе во время затвердевания указанного клеящего материала.
Дополнительные области применения настоящего изобретения станут более очевидны из подробного описания, приведенного ниже. Следует понимать, что подробное описание и конкретные примеры, хоть и демонстрируют предпочтительные варианты осуществления настоящего изобретения, приведены лишь в качестве иллюстрации и не ограничивают объем настоящего изобретения.
Краткое описание фигур
Более полное пояснение настоящего изобретения приведено в подробном описании и прилагаемых к нему фигурах, где:
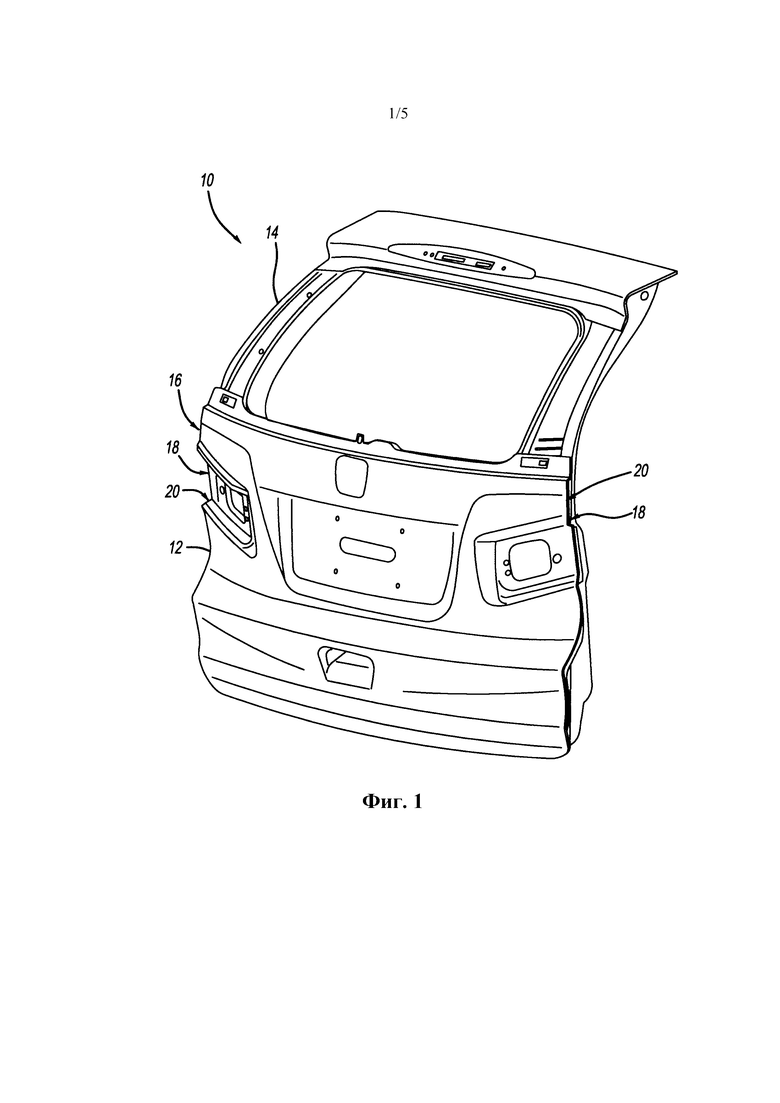
на фиг. 1 представлено изображение в перспективе задней подъемной двери кузова, изготовленной в соответствии с идеями настоящего изобретения;
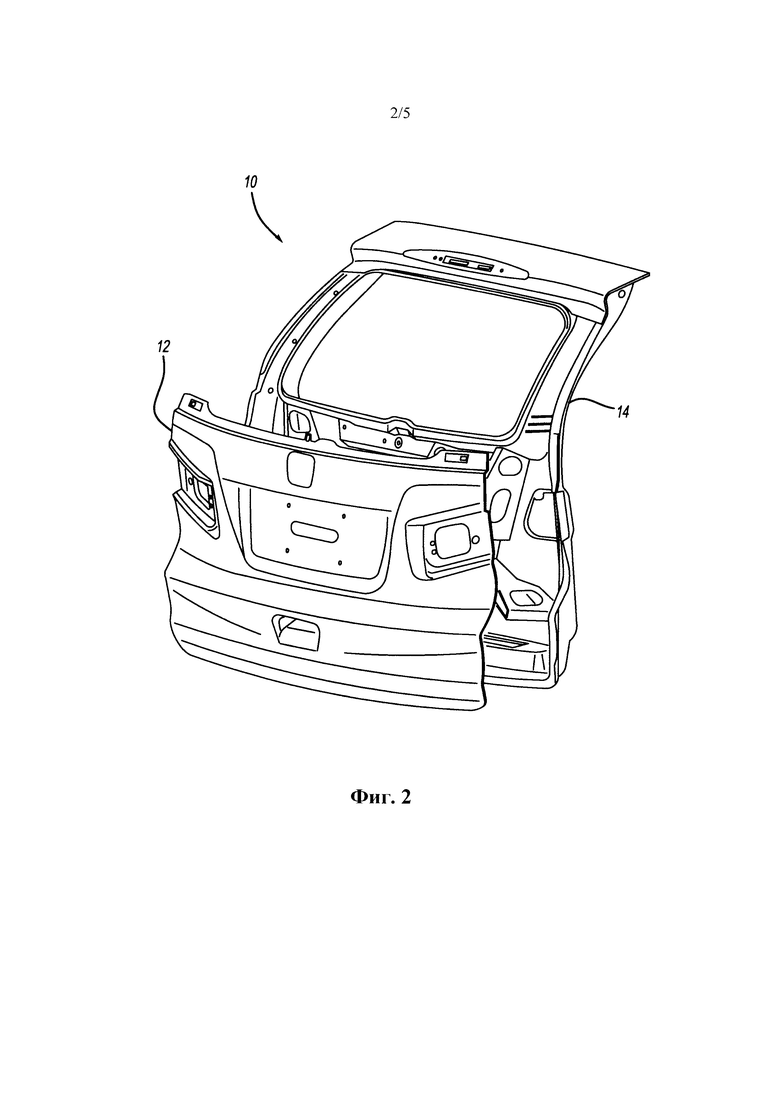
на фиг. 2 представлено покомпонентное изображение в перспективе подъемной двери кузова, изображенной на фиг. 1;
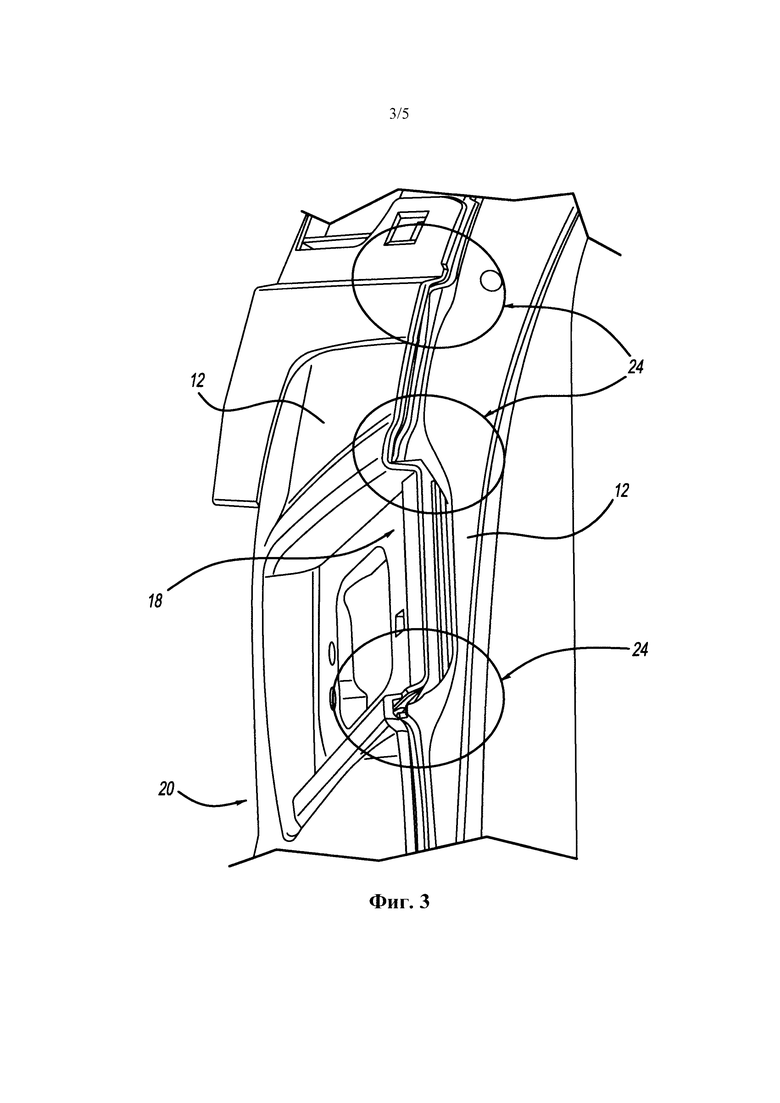
на фиг. 3 представлено изображение фрагмента подъемной двери кузова, изображенной на фиг. 1 и 2, демонстрирующее области линий сварки при типичном способе сварки;
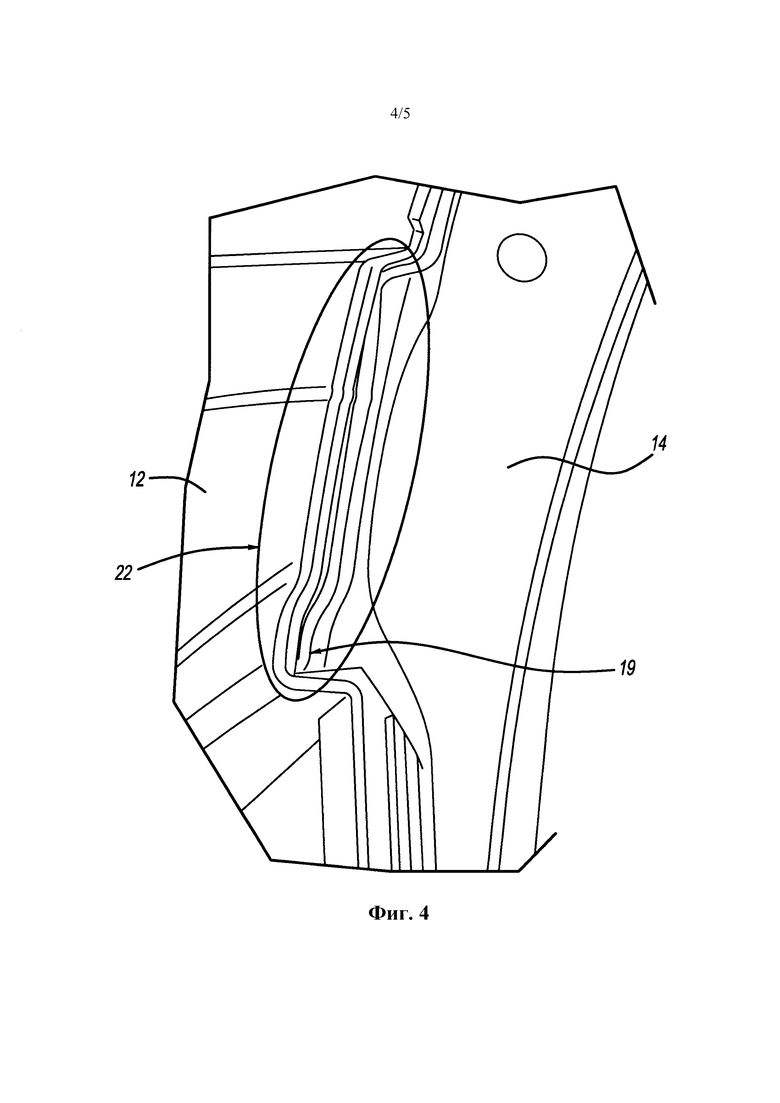
на фиг. 4 представлено подробное изображение фрагмента, демонстрирующее свариваемую область детали, изображенной на фиг. 1 и 2; и
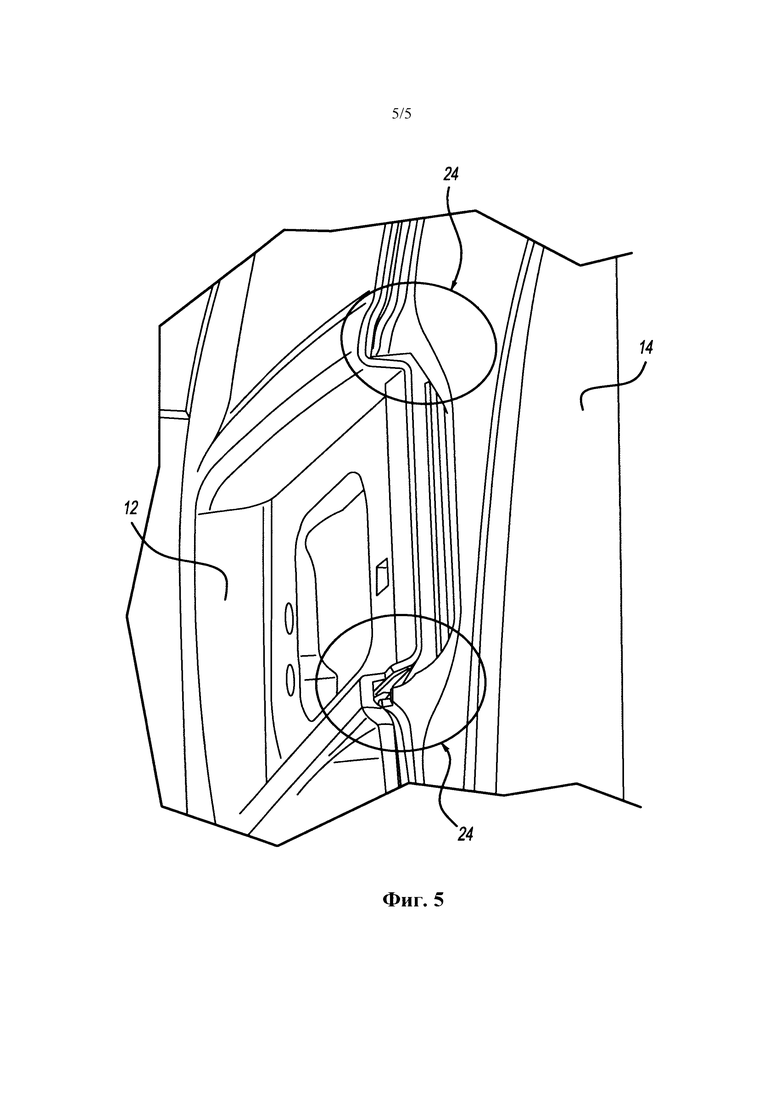
на фиг. 5 представлено подробное изображение фрагмента типичной области, сварка которой затруднительна, и в которой будет нанесен клеящий материал в соответствии со способом согласно настоящему изобретению.
Подробное описание предпочтительных вариантов осуществления настоящего изобретения
Нижеследующее описание предпочтительного варианта (предпочтительных вариантов) осуществления приведено лишь в качестве примера и не ограничивает объем настоящего изобретения, его практического применения или вариантов использования.
В соответствии с настоящим изобретением предлагается способ, в целом обозначенный позицией 10, сварки по меньшей мере двух отдельных панелей 12 и 14 транспортного средства для формирования цельной детали транспортного средства, в целом обозначенной позицией 16, такой как, например, композитная задняя подъемная дверь кузова кроссовера (SUV, полноприводного универсала на шасси легкового транспортного средства).
Реализация способа 10 предусматривает предоставление первой панели 12 (изображенной в данном случае как внешняя панель), включающей в себя по меньшей мере первую область линии сварки, в целом обозначенную позицией 18, которая предоставляет желательные точки или области крепления, в целом обозначенные позицией 20, между первой панелью 12 и второй панелью 14 (в данном случае изображенной как внутренняя панель). Линия сварки обычно проходить вдоль внешних краевых областей панелей 12, 14. В тех местах, где контурная линия первой и второй панелей 12, 14 становится вертикальной (если панели 12, 14 горизонтально зафиксированы в зажимном приспособлении для сварки), например, в отверстии для заднего фонаря, сварка является затруднительной. Кроме того, предусматривается предоставление второй панели 14, которая включает в себя по меньшей мере соответствующую вторую область линии сварки, в целом обозначенную позицией 19, которая соответствует областям 20 крепления первой панели 12, и примыкает к первой области 18 линии сварки таким образом, что возможно формирование сварного соединения. Первая и вторая области 18, 19 линии сварки включают в себя первую свариваемую часть 22 и вторую часть 24, в которой во время сварного соединения первой панели 12 со второй 14 панелью сварка существенно затруднена.
Кроме того, предусматривается применение отверждаемого клеящего материала, который наносят на вторую часть 24. Клеящим материалом может быть любой клеящий материал, который термоустойчив и обеспечивает прочное сцепление с частями панелей. Согласно предпочтительному способу сварку осуществляют с применением методики сварки с инфракрасным нагревом, при которой происходит выделение тепла. Согласно предпочтительному способу во избежание преждевременного затвердевания клеящего материала до или во время сварки применяют клеящие материалы, которые не являются термоотверждаемыми, не затвердевают под воздействием тепла или не обладают термочувствительностью другого рода. В порядке иллюстрации можно отметить, кроме прочего, пригодность к применению в областях, в которых сварка затруднительна, влагозатвердевающего уретанового клеящего материала, такого как, например, клеящий материал BETASEAL 1 для ветровых стекол, поставляемый компанией Dow™ Chemical, Midland, штат Мичиган, США. До этой стадии первую и вторую панели 12, 14, разумеется, формуют и окрашивают для окончательной сборки и выполняют предварительную сборку по потребности. В качестве опции области, на которые будет наноситься клеящий материал, предпочтительно подвергают огневой обработке и наносят на них праймер, чтобы обеспечить наилучшее связывание с клеящим материалом.
Затем первую и вторую панели 12, 14 помещают в зажимное приспособление для сварки или аналогичное средство в положении для сварки. После этого первую и вторую панели 12, 14 сваривают в области первой свариваемой части 22, так чтобы удерживать панели 12, 14 вместе во время затвердевания указанного клеящего материала. Сварку можно осуществлять при помощи лазерной сварки, ультразвуковой сварки, вибрационной сварки, сварки с инфракрасным нагревом, сварки путем расположения электропроводящей вставки между свариваемыми поверхностями и резистивного нагрева указанной вставки или других обычных методик сварки пластмассовых материалов. Особо предпочтительной методикой сварки согласно настоящему изобретению является сварка с инфракрасным нагревом соединяемых деталей.
Описание настоящего изобретения носит исключительно иллюстративный характер и таким образом подразумевается, что изменения, которые не отступают от сущности настоящего изобретения, находятся в пределах объема настоящего изобретения. Такие изменения не считаются отступлением от сути и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАСКИРУЮЩЕЕ ИЗДЕЛИЕ ИЗ ПЕНОМАТЕРИАЛА С КОРКОВЫМ СЛОЕМ | 2008 |
|
RU2480296C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ЦЕЛЬНОШТАМПОВАННОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2009 |
|
RU2438823C2 |
| ЗАЩИТНАЯ ЛЕНТА ПОЛИМЕРНОЙ ПЛЕНКИ С ВНУТРЕННЕЙ ВОЗДУШНОЙ ПРОСЛОЙКОЙ ПОЛОСТНОГО ТИПА | 2007 |
|
RU2471568C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ЦЕЛЬНОШТАМПОВАННОЙ ДЕТАЛИ ИЗ СВАРНОЙ ЗАГОТОВКИ | 2013 |
|
RU2578877C2 |
| Способ изготовления сложной крупногабаритной цельноштампованной детали из сварной заготовки | 2015 |
|
RU2627082C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОЙ ЛИСТОВОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ ЦЕЛЬНОШТАМПОВАННОЙ ДЕТАЛИ | 2014 |
|
RU2598064C2 |
| ЛЕГКОВЕСНАЯ СТАЛЬНАЯ ДВЕРЬ ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2598114C2 |
| ПОЛ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2790729C1 |
| КОНСТРУКТИВНАЯ РАМА БОКОВИНЫ ТРАНСПОРТНОГО СРЕДСТВА | 2019 |
|
RU2811746C2 |
| СИСТЕМЫ И СПОСОБЫ ЛАЗЕРНОЙ РЕЗКИ | 2019 |
|
RU2804235C2 |
Предлагается способ сварки по меньшей мере двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства. Способ предусматривает предоставление первой и второй панелей, включающих в себя первую и вторую области линии сварки. Вторая область линии сварки примыкает к первой области линии сварки таким образом, что возможно формирование сварного соединения. Первая и вторая области линии сварки характеризуются наличием первой свариваемой части и второй части, в которой во время сварного соединения первой панели со второй панелью сварка затруднена. На вторую часть наносят отверждаемый клеящий материал. При этом клеящий материал является нетермоотверждаемым. Первую и вторую панели помещают в положение для сварки. Далее сваривают указанные панели в области указанной первой свариваемой части, так чтобы удерживать указанные панели вместе во время затвердевания указанного клеящего материала. Технический результат: эффективное соединение деталей в областях, которые труднодосягаемы при традиционных сварочных операциях, предотвращение преждевременного отверждения клея до или во время сварки. 14 з.п. ф-лы, 5 ил.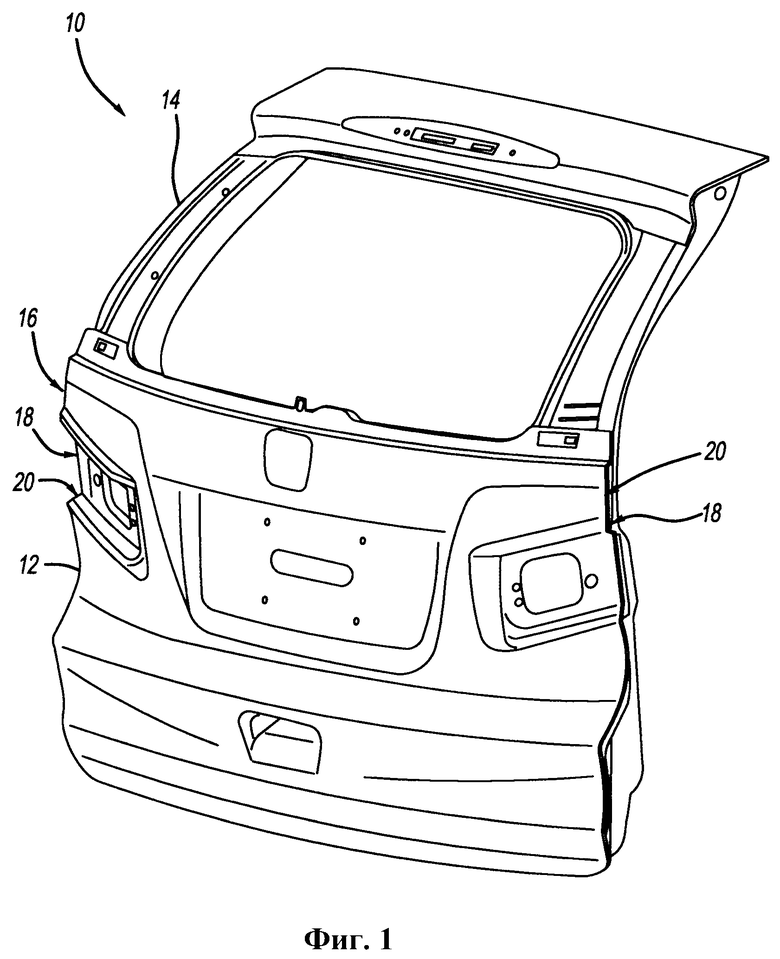
1. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства, предусматривающий:
предоставление первой панели, включающей в себя первую область линии сварки;
предоставление второй панели, включающей в себя соответствующую вторую область линии сварки, причем указанная вторая область линии сварки примыкает к первой области линии сварки таким образом, что возможно формирование сварного соединения, при этом указанные первая и вторая области линии сварки характеризуются наличием первой свариваемой части и второй части, в которой во время сварного соединения первой панели со второй панелью сварка затруднена;
нанесение отверждаемого клеящего материала на указанную вторую часть, где клеящий материал является нетермоотверждаемым, и помещение указанных первой и второй панелей в положение для сварки; и
сваривание указанных панелей в области указанной первой свариваемой части, так чтобы удерживать указанные панели вместе во время затвердевания указанного клеящего материала.
2. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства по п. 1, где имеется множество первых свариваемых частей и вторых частей.
3. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства по п. 1, в котором указанный клеящий материал представляет собой уретановый клеящий материал.
4. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства по п. 3, в котором клеящий материал является влагозатвердевающим клеящим материалом.
5. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства по п. 1, в котором вторая часть находится в области изменения геометрии детали.
6. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства по п. 1, который дополнительно предусматривает огневую обработку второй части до нанесения клеящего материала для улучшения адгезивных свойств материала панели.
7. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства по п. 1, который дополнительно предусматривает нанесение праймера на вторую часть до нанесения клеящего материала для улучшения адгезивных свойств материала панели.
8. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства по п. 1, который дополнительно предусматривает окрашивание по меньшей мере первой панели до нанесения клеящего материала.
9. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства по п. 1, который дополнительно предусматривает помещение первой и второй панелей в зажимное приспособление для сварки перед свариванием указанных панелей.
10. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства по п. 1, где панели образуют заднюю подъемную дверь кузова.
11. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства по п. 1, в котором процесс сварки представляет собой процесс сварки путем расположения электропроводящей вставки между свариваемыми поверхностями и резистивного нагрева указанной вставки.
12. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства по п. 1, в котором процесс сварки представляет собой процесс лазерной сварки.
13. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства по п. 1, в котором процесс сварки представляет собой процесс сварки с инфракрасным нагревом.
14. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства по п. 1, в котором процесс сварки представляет собой процесс ультразвуковой сварки.
15. Способ сварки двух отдельных панелей транспортного средства для формирования цельной детали для транспортного средства по п. 1, в котором процесс сварки представляет собой процесс вибрационной сварки.
| DE 19937333 A1, 01.03.2001 | |||
| US 2011212331 A1, 01.09.2011 | |||
| US 2008152919 A, 26.06.2008 | |||
| WO 2011138567A1, 10.11.2011 | |||
| JP 2012176710 A,13.09.2012. |

