Область техники
Изобретение относится к способам изготовления покрытия, в частности двухслойного, из резиновой крошки, которое можно использовать для тротуаров, детских, спортивных и других площадок, а также в виде облицовочного материала.
Предшествующий уровень техники
Из уровня техники известен способ изготовления покрытия (см. ближайший аналог - евразийский патента №023362, МПК В29С 43/08 (2006.01), В29С 43/20 (2006.01), C09D 175/04 (2006.01), C09D 117/00 (2006.01), B05D 1/40 (2006.01), B05D 7/04 (2006.01), Е01С 13/00 (2006.01) 27.10.2012), включающий приготовление смеси путем перемешивания наполнителя из резиновой крошки и связующего; укладку на донный участок разогретой пресс-формы ранее изготовленного листового материала, затем выгрузку на уложенный листовой материал приготовленной смеси и последующее их прессование с помощью пресса. После прессования заполненную пресс-форму выдерживают при температуре 100÷60°С до полного отвердения смеси. Далее изготовленное покрытие извлекают из пресс-формы и перемещают на склад.
Вышеописанный способ обеспечивает непрерывный процесс изготовления покрытия. Однако, выдержка заполненной пресс-формы при одной температуре может привести к перегреву или недогреву слоев покрытия. В изготовленном покрытии при перегреве могут выкрашиваться фрагменты, а при недогреве могут образоваться скрытые полости, что снижает надежность и долговечность указанного покрытия.
Раскрытие изобретения
Техническим результатом является повышение надежности и долговечности упругого покрытия.
Указанный технический результат достигается в способе изготовления покрытия, заключающемся в приготовлении смеси для нижнего слоя покрытия путем перемешивания наполнителя из резиновой крошки и связующего, выгрузку на донный участок разогретой пресс-формы приготовленной смеси и укладку на выгруженную смесь листового материла, последующее уплотнение смеси и выдержку заполненной пресс-формы в течение 5÷14 минут при температуре 148÷152°С внутренней поверхности донного участка пресс-формы и температуре 138÷142°С нижней поверхности верхнего нагревателя пресс-формы.
При изготовлении покрытия толщиной 15÷49 мм заполненную пресс-форму могут выдерживать в течение 5÷7 мин.
При изготовлении покрытия толщиной 20÷24 мм заполненную пресс-форму могут выдерживать в течение 7÷9 мин.
При изготовлении покрытия толщиной 25÷28 мм заполненную пресс-форму могут выдерживать в течение 9÷12 мин.
При изготовлении покрытия толщиной 29÷31 мм заполненную пресс-форму могут выдерживать в течение 12÷14 мин.
Для уплотнения смеси заполненная пресс-форма может подниматься вверх до уровня, пока верхний нагреватель, соприкасаясь своей нижней поверхностью с листовым материалом и уплотняя смесь, не войдет в пресс-форму на заданную оператором высоту.
Покрытие может изготавливаться одновременно на нескольких пресс-формах, установленных друг над другом.
Листовой материал может быть изготовлен из наполнителя в виде резиновой крошки фракции 1÷3 мм и связующего на основе полиуретана с добавлением пигментного красителя.
Следует понимать, что специалисты в данной области техники смогут предложить другие варианты осуществления изобретения и что некоторые его детали можно изменять в различных других аспектах, не выходя за рамки сущности и объема настоящего изобретения. Соответственно, поясняющие фигуры и подробное описание способа изготовления покрытия носят иллюстративный, но не ограничительный характер.
Краткое описание поясняющих фигур
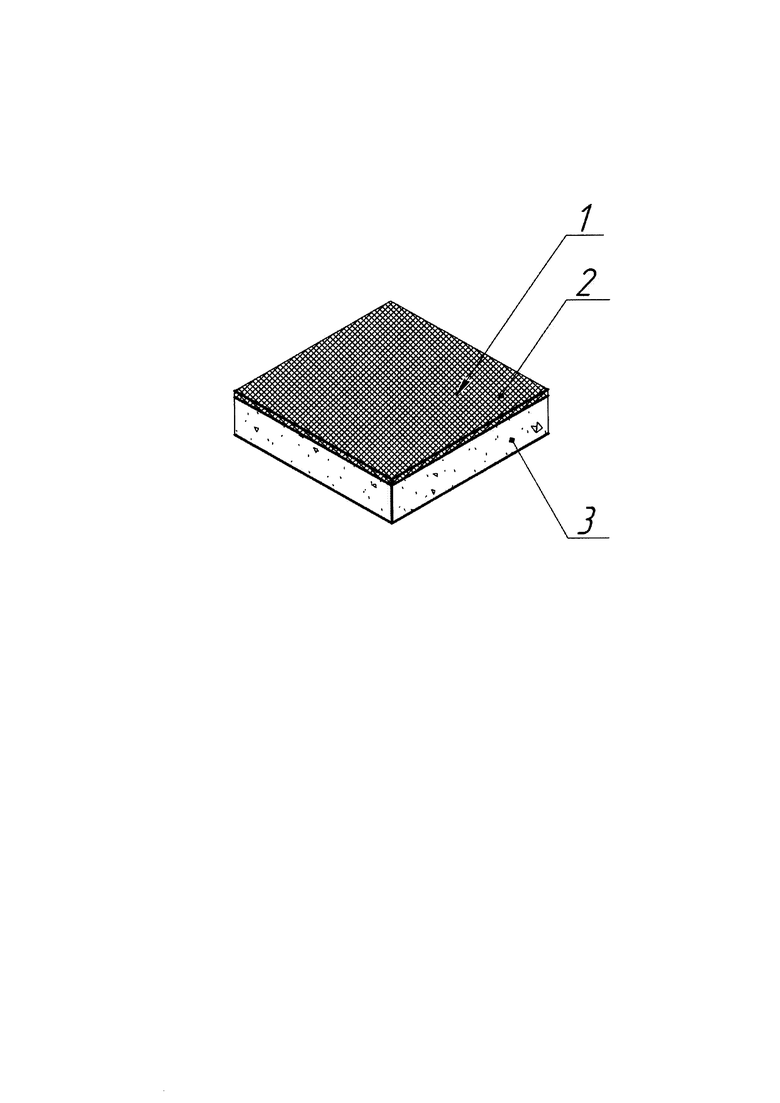
На фигуре схематично изображено изготовленное покрытие.
Осуществление изобретения
Предлагаемый способ изготовления покрытия 1 является относительно простым и технологичным, позволяет, в том числе из ранее утилизированных резинотехнических изделий, таких как автомобильные покрышки, изготавливать травмобезопасное покрытие повышенной прочности с демпфирующими свойствами.
Указанное покрытие 1 содержит верхний 2 и нижний 3 слои. Верхний слой 2 обычно представляет собой декоративный слой, который может иметь различную цветовую гамму.
Верхний слой 2 покрытия 1 может быть предварительно изготовлен из наполнителя в виде резиновой крошки фракции, преимущественно, 1÷3 мм, с добавлением связующего на основе полиуретана и пигментного красителя.
Верхний слой 2 может быть выполнен из ранее изготовленного тонкого бесшовного листового материала толщиной 2÷8 мм. Упомянутый листовой материал изготавливается более плотным по отношению к нижнему слою 3, что повышает износостойкость и надежность покрытия 1.
Нижний слой 3 покрытия 1 является базовым слоем и выполнен, преимущественно, из черной резиновой крошки. Нижний слой 3 покрытия 1 представляет собой затвердевшую смесь связующего на основе полиуретана с наполнителем в виде резиновой крошки фракции, преимущественно, 2÷12 мм. Не исключается возможность добавления пигментного красителя в смесь для указанного нижнего слоя 3.
Способ изготовления двухслойного покрытия реализуется следующим образом.
Для изготовления покрытия предварительно осуществляют выбор цветного листового материала с толщиной, преимущественно, 2÷4 мм, а также связующего на основе полиуретана. В качестве связующего может быть использован клей марок НЕОМЕР-МС или других марок, обладающих аналогичными свойствами и характеристиками, что и указанный выше клей. Связующее должно иметь жидкую и тягучую консистенцию, а по цвету может быть прозрачным или непрозрачным, например, молочного или желтоватого цвета, или другого цвета.
В качестве наполнителя выбирают резиновую крошку фракции 2÷12 мм. Для подготовки наполнителя может быть использовано вибросито, посредством которого просеивают резиновую крошку, т.к. важно, чтобы наполнитель был без посторонних включений таких как, например, текстильный и/или металлический корд.
Из листового материала вырезают заготовки, форма и размеры которых практически повторяют форму и размеры донного участка пресс-формы, в которой будет изготавливаться покрытие 1.
Приготовление смеси для нижнего слоя 3 покрытия 1 осуществляют путем перемешивания наполнителя из резиновой крошки фракции 2÷12 мм и связующего на основе полиуретана. Это позволяет получить однородную массу, избежать образования комков в смеси и тем самым повысить ее качество и, соответственно, надежность покрытия в процессе его эксплуатации.
Одновременно с процессом приготовления смеси внутренняя поверхность пресс-формы может быть смазана антиадгезивным составом, в частности полиметилсалаксановой смазкой, предпочтительно с вязкостью 200 (ПМС-200), что позволяет избежать прилипания к пресс-форме приготовленной смеси и листового материала, что облегчает извлечение из указанной пресс-формы изготовленного покрытия 1.
Приготовленную смесь выгружают на донный участок разогретой пресс-формы и разравнивают. Далее на указанную выгруженную и разровненную смесь укладывают листовой материл, закрывающий сверху указанную смесь. После этого заполненную пресс-форму устанавливают в зону оборудования, где с помощью пресса прессуют смесь. В процессе прессования загруженная в пресс-форму смесь уплотняется.
После прессования заполненную пресс-форму выдерживают до полного отвердения смеси в течение 5÷14 минут при температуре 148÷152°С внутренней поверхности донного участка пресс-формы и температуре 138÷142°С нижней поверхности верхнего нагревателя пресс-формы.
В конкретном примере исполнения заполненная пресс-форма с помощью пресса поднимается вверх до уровня, пока верхний нагреватель, соприкасаясь своей нижней поверхностью с листовым материалом и уплотняя смесь, не войдет в пресс-форму на заданную оператором высоту, определяющую толщину изготавливаемого покрытия 1. При этом нижний нагреватель постоянно контактирует своей верхней поверхностью с донным участком пресс-формы и обеспечивает беспрерывный его нагрев.
В процессе изготовления покрытия 1 на нижней поверхности верхнего нагревателя пресс-формы постоянно поддерживается температура 138÷142°С, а на верхней поверхности нижнего нагревателя постоянно поддерживается температура 148÷152°С. С помощью нижнего нагревателя на внутренней поверхности донного участка заполненной пресс-формы поддерживается температура 148÷152°С.
При изготовлении покрытия толщиной 15÷19 мм заполненную пресс-форму выдерживают в течение 5÷7 мин.
При изготовлении покрытия толщиной 20÷24 мм заполненную пресс-форму выдерживают в течение 7÷9 мин.
При изготовлении покрытия толщиной 25÷28 мм заполненную пресс-форму выдерживают в течение 9÷12 мин.
При изготовлении покрытия толщиной 29÷31 мм заполненную пресс-форму выдерживают в течение 12÷14 мин.
После отвердения смеси обслуживающий персонал выводит пресс-форму из зоны обогрева, извлекает из нее изготовленное покрытие 1 и перемещает его на склад.
Следует отметить, что на протяжении всего процесса изготовления покрытия 1 на верхней поверхности нижнего нагревателя поддерживается температура 148÷152°С, а на нижней поверхности верхнего нагревателя поддерживается температура 138÷142°С.
Преимущественным является поддержание температуры 140°С на нижней поверхности верхнего нагревателя и 150°С на внутренней поверхности донного участка пресс-формы.
Вышеописанный способ позволяет изготавливать покрытие 1 одновременно на нескольких пресс-формах, установленных друг над другом. В этом случае каждую из пресс-форм могут обогревать двумя нагревателями: верхним и нижним, обеспечивающими указанные выше температуры нагрева.
Также не исключается возможность использования для двух расположенных друг под другом пресс-форм трех нагревателей, один из которых является общим и выполняет функцию верхнего нагревателя для заполненной нижней пресс-формы и функцию нижнего нагревателя для заполненной верхней пресс-формы. При этом указанный нагреватель может обеспечивать упомянутый выше диапазон температур.
Покрытие 1 также может быть изготовлено на оборудовании, подробно описанном в евразийском патенте №023362, указанном в качестве ближайшего аналога к заявленному способу изготовления покрытия 1.
Вышеописанный способ обеспечивает надежное соединение смеси с листовым материалом, минимизирует возможность выкрашивания фрагментов из верхнего слоя 2 и образования скрытых полостей в нижнем слое 3, которые могут привести к ранним дефектам покрытия 1.
Изготовленное двухслойное покрытие устанавливается нижним слоем 3 на основание, например, бетонную плиту, или землю, или песчаную почву, или другое основание, при этом верхний слой 2 покрытия 1 обращен наружу и является видовым. Указанное двухслойное покрытие обладает упругостью, что позволяет отнести его к травмобезопасным и использовать для сооружения тротуаров, детских, спортивных и других площадок, а также в виде облицовочного материала. Использование листового материала в качестве верхнего слоя 2 покрытия 1 повышает износостойкость и увеличивает срок службы указанного покрытия 1.
Изобретение относится к способам изготовления покрытия, в частности двухслойного, из резиновой крошки, которое можно использовать для тротуаров, детских, спортивных и других площадок, а также в виде облицовочного материала. Способ изготовления покрытия включает приготовление смеси для нижнего слоя покрытия путем перемешивания наполнителя из резиновой крошки и связующего, выгрузку на донный участок разогретой пресс-формы приготовленной смеси и укладку на выгруженную смесь листового материла, последующее уплотнение смеси и выдержку заполненной пресс-формы в течение 5÷14 минут при температуре 148÷152°С внутренней поверхности донного участка пресс-формы и температуре 138÷142°С нижней поверхности верхнего нагревателя пресс-формы. Техническим результатом является повышение надежности и долговечности упругого покрытия. 5 з.п. ф-лы, 1 ил.
1. Способ изготовления покрытия, включающий приготовление смеси для нижнего слоя покрытия путем перемешивания наполнителя из резиновой крошки и связующего, выгрузку на донный участок разогретой пресс-формы приготовленной смеси и укладку на выгруженную смесь листового материла, последующее уплотнение смеси и выдержку заполненной пресс-формы в течение 5÷14 минут при температуре 148÷152°С внутренней поверхности донного участка пресс-формы и температуре 138÷142°С нижней поверхности верхнего нагревателя пресс-формы.
2. Способ изготовления покрытия по п. 1, отличающийся тем, что при изготовлении покрытия толщиной 15÷19 мм заполненную пресс-форму выдерживают в течение 5÷7 мин.
3. Способ изготовления покрытия по п. 1, отличающийся тем, что при изготовлении покрытия толщиной 20÷24 мм заполненную пресс-форму выдерживают в течение 7÷9 мин.
4. Способ изготовления покрытия по п. 1, отличающийся тем, что при изготовлении покрытия толщиной 25÷28 мм заполненную пресс-форму выдерживают в течение 9÷12 мин.
5. Способ изготовления покрытия по п. 1, отличающийся тем, что при изготовлении покрытия толщиной 29÷31 мм заполненную пресс-форму выдерживают в течение 12÷14 мин.
6. Способ изготовления покрытия по п. 1, отличающийся тем, что для уплотнения смеси заполненная пресс-форма поднимается вверх до уровня, пока верхний нагреватель, соприкасаясь своей нижней поверхностью с листовым материалом и уплотняя смесь, не войдет в пресс-форму на высоту, определяемую толщиной покрытия.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТИЯ | 2011 |
|
RU2465294C1 |
| Способ получения параоксифениларсиновой кислоты | 1918 |
|
SU23362A1 |
| Автомат для выдачи зажженных папирос | 1929 |
|
SU22604A1 |
| Самоклад к компенсатору для ткани | 1931 |
|
SU23327A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОВОЙ ПЛИТКИ | 2015 |
|
RU2624645C2 |
| US 20040019150 A1, 29.01.2004. | |||

