Изобретение относится к области электрофизических методов нанесения покрытий. Способ может быть использован при нанесении металлических и металлокерамических покрытий на металлы и сплавы для защиты от износа, окисления, коррозии, придания особых физических и электрических свойств, а так же для ремонтного восстановления размеров деталей.
Из уровня техники известно о сравнительных исследованиях электроискрового легирования (ЭИЛ) в вакууме в сравнении с обработкой в защитных газах и на воздухе [V.V. Mikhailov, А.Е. Gitlevich, A.D. Verkhoturov, A.I. Mikhailyuk, A.V. Belyakov, L.A. Konevtsov. Surface Engineering and Applied Electrochemistry, 2013, Vol. 49, No. 5, pp. 373-395]. Установлено, что с одной стороны покрытия, полученные в инертных газах (Ar, He) и вакууме имеют более низкую концентрацию дефектов по сравнению с покрытиями, осажденными на воздухе, а с другой - снижение давления приводит к уменьшению скорости роста покрытий. В работе [Л.П. Корниленко и др. Электронная обработка материалов, 2011, 47 (1) 14-23] показано, что состав покрытий, полученных в вакууме более однороден, они обладают более высокой коррозионной стойкостью. Отмечено изменение фазового состава покрытия из-за влияния на тепловые характеристики системы, вследствие ухудшения отвода тепла в окружающую среду и более длительному сохранению высоких температур в зоне разряда. Недостатки данных исследований следующие: В данных публикациях перенос ЭИЛ в вакуум ставил основной целью повышение чистоты покрытий, а не рассмотрение новых механизмов переноса. Не описан механизм изменения параметров и возможность увеличения дистанции пробоя. Полярность электродов в обоих случаях не изменялась, электрод являлся анодом, что является нелогичным для вакуумных процессов. Отсутствует описание физических особенностей вакуумного пробоя при пониженном давлении, а обработка велась при давлении заведомо ниже оптимального с точки зрения возможной дистанции пробоя.
Известно использование импульсного катодно-дугового испарения для осаждения твердых наноструктурных покрытий при распылении керамических катодов [Philipp Kiryukhantsev-Korneev et al. Structure and Properties of Protective Coatings Deposited by Pulsed Cathodic Arc Evaporation in Ar, N2, and C2H4 Environments using the TiC-NiCr-Eu2O3 Cathode. Coatings 9 (2019) 230], [Ph V Kiryukhantsev-Korneev and K A Kuptsov Impact wear-resistance of Ti-Cr-B-N coatings produced by pulsed CAE of ceramic target J. Phys.: Conf. Ser. 1238 (2019) 012003]. Импульсное катодно-дуговое испарение использовано для распыления керамических электродов, имеющего относительно небольшие размеры, что требует контроля подаваемой мощности. Недостатком данного подхода является ограниченная толщина полученных покрытий, не превышающая 10 мкм.
Известны работы по получению многослойных покрытий с помощью комбинации методов ЭИЛ и магнетронного распыления [Ph.V. Kiryukhantsev-Korneev, A.N. Sheveyko, N.V. Shvindina, E.A. Levashov, D.V. Shtansky Comparative study of Ti-C-Ni-Al, Ti-C-Ni-Fe, and Ti-C-Ni-Al/Ti-C-Ni-Fe coatings produced by magnetron sputtering, electro-spark deposition, and a combined two-step process // Ceramics International. 2018. V. 44. P. 7637-7646]. Комбинация слоев позволила повысить твердость покрытий более чем в 2 раза, ударопрочность в 1,5-3 раза, а коррозионную стойкость на 40%. Недостатком подхода является то, что покрытия наносятся в рамках раздельных технологических процессов, не подразумевающих единого технологического цикла обработки (единая установка, одна среда, непрерывность).
Прототипом предложенного способа является технология, объединяющая в одном вакуумном цикле два последовательных способа нанесения покрытия методами электроискрового легирования и импульсного дугового испарения [K.A. Kuptsov, A.N. Sheveyko, E.I. Zamulaeva, D.A. Sidorenko, D.V. Shtansky Two-layer nanocomposite WC/a-C coatings produced by a combination of pulsed arc evaporation and electro-spark deposition in vacuum Materials & Design Volume 167, 5 April 2019, 107645]. Для формирования обоих слоев покрытия на титане использован один и тот же электрод из твердого сплава ВК6 (WC-6% Со). Для осаждения покрытия в вакуумной камере был смонтирован оригинальный узел с вращающимся электродом, обеспечивающий сканирование поверхности в режиме касания в процессе ЭИЛ, а также распыление того же электрода в импульсном дуговом режиме при отведении электрода от поверхности на небольшую дистанцию. Осаждение нижнего ЭИЛ слоя осуществлялось в аргоне при давлении 5 Па при следующих параметрах: скорость вращения электрода составляла 1000 об/мин, скорость сканирования - 500 см/мин, шаг сканирования - 0,5 мм. Электрические параметры: катодное напряжение на электроде - 23 В, частота импульсов - 300 Гц, длительность импульсов - 80 мкс, средняя энергия импульса разряда - 50 мДж. Верхний ИДИ слой осаждали при дистанции от электрода-катода до поверхности - 5 см, анодом являлось металлическое кольцо, расположенное на уровне торца электрода. Энергия дугового разряда накапливалась в конденсаторах общей емкостью 2000 МКФ при напряжении 110 В, энергия одного дугового разряда составляла около 10 Дж. Частота импульсов дуги, инициируемых высоковольтным триггером, составляла 20 Гц. Вначале осаждение покрытия проводили в среде аргона в течение 5 минут, а затем еще 5 минут осаждали покрытие в среде этилена. Нижний ЭИЛ слой, толщиной 70-90 мкм состоял из β-Ti (~70%), смешанного карбида (W,Ti)xC1-x и небольшого количества α-Ti. Слой, полученный дуговым осаждением, состоял из двух, немного различных по содержанию углерода, слоев. Он обладал нанокомпозитной, почти аморфной структурой, в которой неупорядоченные WC1-x кристаллиты размером 1-3 Нм были распределены в аморфной углеродной матрице. Твердость покрытия возрастала от покрытия к подложке 7 до 13 ГПа в ЭИЛ слое 20 ГПа в дуговом слое.
Способ имеет следующие недостатки:
- При нанесении электроискрового покрытия в вакууме используется низкое напряжение разряда (23 В), что не позволяет реализовать часть импульсов в режиме дугового разряда, а низкое давление (5 Па) используется в этой части только для интенсификации электроискрового переноса.
- Импульсное дуговое распыление того же электрода требует существенного усложнения обрабатывающего модуля: установки кольцевого анода; использование высоковольтного поджига и соответствующее усиление изоляции; использование отдельного блока питания.
- Импульсное дуговое испарение использовано только для осаждения финишного слоя с кардинально отличающимся от ЭИЛ покрытия составом.
Технический результат предложенного способа заключается в увеличении толщины электроискровых покрытий при сохранении низкой шероховатости, для повышения износостойкости, коррозионной стойкости, жаростойкости, придания особых физических и электрических свойств поверхности, а также для ремонтного восстановления размеров детали.
Технический результат достигается путем формирования на поверхности многослойного покрытия, нижний слой которого представлен сплавом материала электрода и подложки, а верхние слои представляют собой продукты оплавления в электроискровом процессе катодно-дугового покрытия, сформированного при распылении того же электрода.
Способ включает вакуумирование рабочего пространства камеры, подачу аргона и стабилизацию давления в камере в диапазоне 0,05-3 Па, многократное сканирование обрабатываемых участков поверхности вращающимся металлическим или металлокерамическим электродом в режиме касания с шагом сканирования, не превышающим половины диметра торца электрода, подачу между электродом-катодом и обрабатываемыми участками поверхности электрических импульсов с напряжением 50-150 В с длительностью 40-300 мкс и частотой следования 50-3000 Гц, при количестве проходов над каждым участком поверхности 5-20 раз.
Изобретение поясняется иллюстрациями:
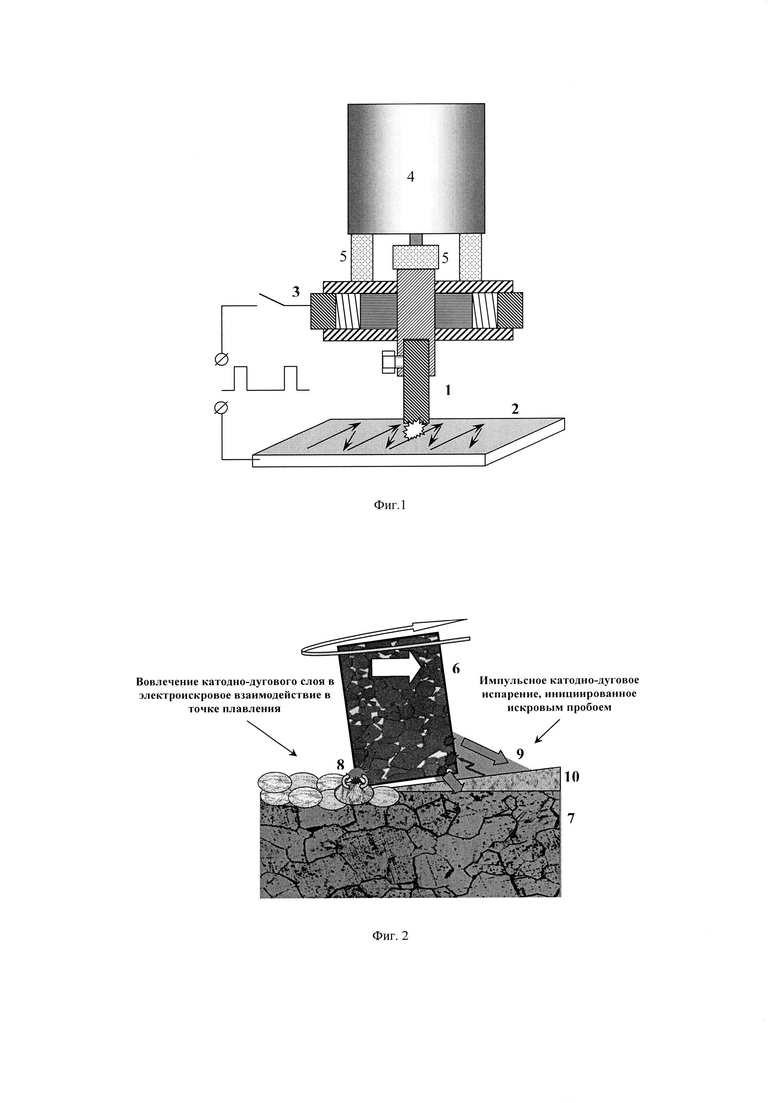
Фигура 1 Схема подключения вращающегося электрода и сканирования поверхности где (1) - вращающийся электрод, (2) - обрабатываемая деталь, (3) щеточный узел, (4) электродвигатель, (5) - изолирующие вставки;
Фигура 2 Схема нанесения покрытия при совмещении процессов электроискрового легирования и импульсного катодно-дугового осаждения, где (6) вращающийся электрод, (7) подложка-деталь, (8) участок формирования электроискрового покрытия, (9) факел распыления электрода при катодно-дуговом испарении, (10) катодно-дуговое покрытие.
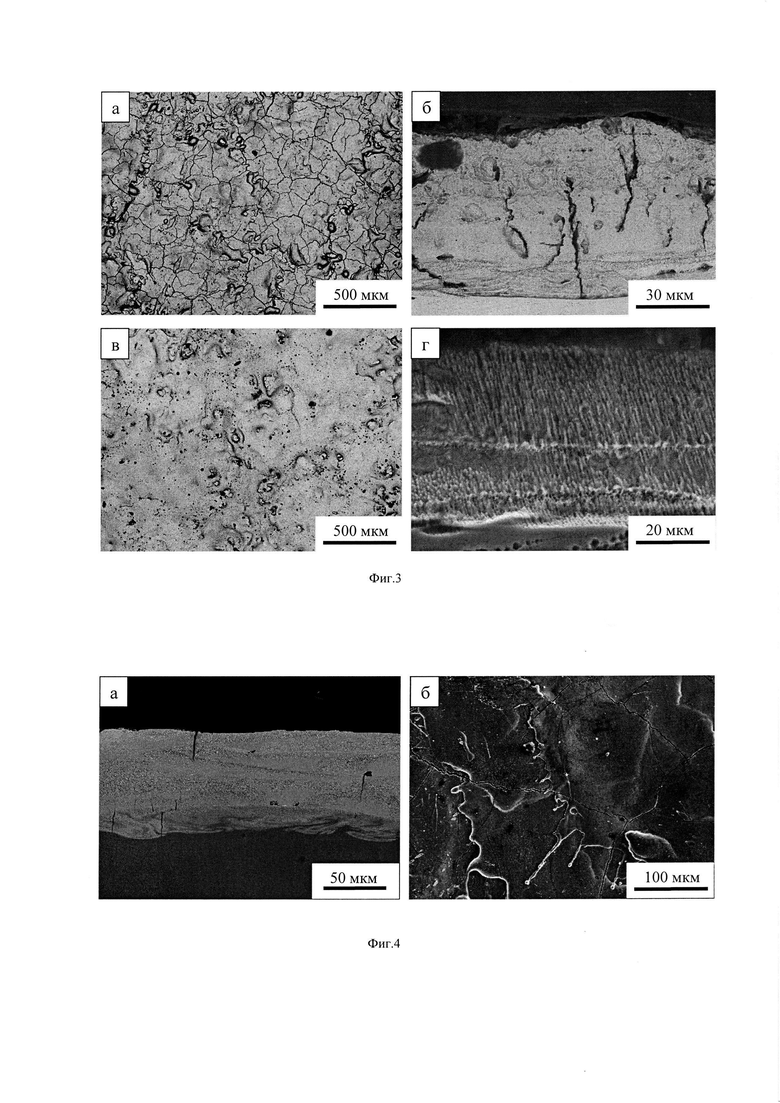
Фигура 3 Структура покрытия на основе никелида титана, полученного вакуумной контактной ЭИЛ обработкой жаропрочного сплава ЭП718 (ХН45ВМКТЮ), где (а, б) - структура покрытия при однослойном нанесении в режиме большой мощности, (в, г) - структура многослойного покрытия, полученного в оптимальном режиме.
Фигура 4 Изображения поперечного шлифа (а) и поверхности (б) покрытия, полученного вакуумной контактной ЭИЛ обработкой титанового сплава ВТ1-0 электродом ВК-6.
Сущность изобретения
При переносе технологии электроискрового легирования в вакуум становится возможным совмещение процессов электроискрового легирования и импульсного катодно-дугового осаждения. В зависимости от направления движения точки первичного искрового пробоя на движущемся электроде относительно поверхности (сближение или удаление), реализуются два различных процесса. Часть импульсов реализуется в искровом переносе, а другая часть в импульсном дуговом испарении, инициируемом искровым пробоем. Ключевыми параметрами, обеспечивающими режим совмещения, являются: давление, напряжение, длительность и частота импульсов разряда. С точки зрения геометрических параметров сканирования важен шаг сканирования, обеспечивающий перекрытие треков электроискрового легирования для равномерного заполнения поверхности. Используются следующие диапазоны изменения параметров: напряжение от 40 до 150 В, длительность импульса от 40 до 300 мкс, частота следования импульсов от 50 до 3000 Гц. Шаг сканирования ограничен по величине дистанцией сдвига, соответствующей половине диаметра электрода. В качестве материалов подложки и электрода могут выступать металлические сплавы и металлокерамические материалы, обладающие электрической проводимостью, а так же механической прочностью и температурой плавления необходимой для закрепления и проведения обработки, при сопутствующем процессу нагреве. Повышение температуры подложки в условиях косвенного охлаждения и низкой средней мощности обработки может быть минимальным. В целом требования к материалам не отличаются от требований, предъявляемых к материалам для обычной электроискровой обработки.
Реализация процесса нанесения покрытия по совмещенной технологии выполнена на базе экспериментальной вакуумной установки, в камере которой был смонтирован модуль трехосевого сканирования поверхности (фиг. 1). Вакуумная система и система подачи газа обеспечивают откачку рабочего пространства до давления менее 1*10-3 Па, подачу инертного или реакционного газа и поддержание рабочего давления при обработке в диапазоне от 0,05 до 3 Па. Модуль изготовлен на базе компактного фрезерного станка с ЧПУ управлением, в котором вместо шпинделя установлен оригинальный узел ЭИЛ обработки, что позволяет поддерживать необходимую дистанцию от электрода (1) до поверхности (2) и проводить сканирование поверхности по заданной программе. Электрод приводится во вращение вентильным электродвигателем (4). Электропитание к держателю электрода подводится при помощи щеточного узла (3) с медно-графитовыми щетками, а изоляция обеспечивается керамическими вставками (5).
Обоснование выбора параметров процесса.
Вероятность реализации импульса, поданного генератором на разрядный промежуток, в искровом пробое, зависит от дистанции между электродами и давления. Согласно закону Пашена, который описывает зависимость дистанции газового пробоя от давления, энергетические условия для реализации пробоя при низком давлении оказываются более выгодными, чем при атмосферном давлении. Максимальная дистанция пробоя (при фиксированном напряжении) реализуется в интервале давлений от 10 до 100 Па в зависимости от типа газов и электрофизических свойств поверхностей. Таким образом, при оптимальном давлении будут реализованы условия, при которых каждый импульс, вырабатываемый ЭИЛ генератором, может быть реализован в виде газового разряда. С другой стороны вероятность развитие первичного искрового пробоя в дуговой разряд ограничена по максимальному давлению газа, близкому к 3 Па. Эффективность переноса материала так же снижается, так как при большем давлении критически падает длина свободного пробега испаренных частиц в вакууме. При выборе давления обработки выбран диапазон пересечения давлений подходящий для реализации обоих процессов. Изменяя давление, можно перераспределять долю материала, перенесенного в контактном искровом процессе и осажденного при дуговом испарении. При высоком давлении, близком к верхней границе диапазона, максимальная доля импульсов реализуется в искровом переносе. Наоборот, эффективность дугового испарения возрастает при снижении давления. Нижней границей давления импульсного катодно-дугового испарения считается давление, близкое к 0,05 Па, часто используемое для проведения процессов дугового испарения в вакууме. Именно из этих двух условий выбран диапазон давлений от 0,05 до 3 Па.
Второй определяющий параметр совмещенного процесса, это напряжение разряда. При низком напряжении, менее 30 В, дуговой разряд малоэффективен (отмечено в недостатках прототипа). В технологии вакуумного дугового испарения обычно используются напряжения в диапазоне от 50 до 300 В. С другой стороны, в искровой части процесса необходимо ограничивать энергию единичного импульса, которая определяет и глубину проплавления материала. Предполагается послойное наращивание толщины покрытия в значительной мере за счет осажденного дугового слоя, толщина которого не превышает 20 мкм. Исходя из этой толщины, и выбирается соотношение напряжения и длительности импульса. В предложенной технологии использованы минимально-достаточные, для обеспечения дугового разряда, напряжения, с нижней границей 50 В. Длительность импульса, использованная в прототипе, составляла 80 мкс, что пересекается с использованным диапазоном, однако из-за низкого напряжения 23 В, режим катодно-дугового испарения не реализовывался. Минимальная предложенная длительность импульса, составляющая 40 мкс, обеспечивает, при достаточном напряжении, формирование катодного пятна на электроде, выход катодных пятен из-под торца электрода на боковую поверхность и последующее осаждение катодно-дугового покрытия вокруг электрода. Геометрический размер факела испаренного материала, очевидно, пропорционален длине трека катодного пятна, испаряющего материал электрода, а длина трека, в свою очередь, пропорциональна длительности импульса. Верхняя граница длительности импульса, 300 мкс, ограничивает длину трека катодного пятна на уровне 10-15 мм, и исключает его переход на систему крепления электрода. Указанная частота следования импульсов от 50 Гц до 3000 Гц обратно пропорциональна их длительности и рассчитывается из необходимости поддержания постоянной средней мощности, и, как следствие, поддержания температуры электрода и поверхности.
Число проходов электрода над каждым участком поверхности определено экспериментальным путем. При количестве проходов менее 5 раз наблюдаются участки необработанной поверхности. Увеличение количества проходов свыше 20 раз нецелесообразно, так как ведет к формированию прижогов, участков преимущественного роста покрытия, что увеличивает параметр шероховатости.
Сканирование поверхности для равномерного заполнения ведется с шагом, выбранным из геометрических соображений. Главную роль в локальном проплавлении осажденного катодно-дугового слоя играет контактный электроискровой процесс. Для перекрытия последовательных треков необходимо, чтобы линии участков локального плавления накладывались. Электрод всегда имеет небольшой наклон, по отношению к поверхности, а торец представляет собой конус с очень тупым углом вершины. Участок контакта этого конуса с плоскостью, представляет собой линию, длиной соответствующей половине диаметра электрода. Именно поэтому шаг сканирования не должен превышать половины диаметра электрода.
Механизм формирования покрытия следующий. Если точки искрового пробоя на электроде (фиг. 2, поз. 6) и поверхности детали (фиг. 2, поз. 7) сходятся, то реализуется классический процесс контактного искрового переноса. После пробоя газового зазора на поверхностях электрода и детали формируются участки расплава, объем которых определяется энергией разряда, температурами плавления материалов, теплопроводностью и рядом менее значимых факторов. При дальнейшем сближении точек пробоя (фиг. 2, поз. 8), происходит взаимодействие расплавов и присутствующих в них твердых фаз, а в случае обработки в реакционных газах, и с элементами газовой среды. Глубина легирования, очевидно, соответствует глубине проплавления металла подложки, а при последующих проходах, глубине плавления сформированного легированного слоя.
Классический механизм ЭИЛ обработки при атмосферном давлении приводит к прекращению массопереноса после некоторого времени обработки, точнее после определенного количества единичных актов переноса в одной точке. Первая причина, это накопление дефектов покрытия из-за многократной перекристаллизации. Вторая причина, это сближение составов поверхностей электрода и подложки. Дело в том, что перенос материала идет в обоих направлениях, и на поверхности электрода формируется так называемая «вторичная структура», содержащая элементы подложки. С другой стороны, подложка легируется элементами электрода по мере увеличения числа циклов переноса. Постепенно составы поверхностей сближаются и при этом объемы перенесенного материала в обоих направлениях будут близки.
Таким образом, для непрерывного наращивания толщины покрытия необходимо реализовать два условия: непрерывную очистку электрода и залечивание дефектов легированного слоя или его обновление. Обе эти задачи решаются при реализации технологии ЭИЛ в вакууме, причем ведущую роль выполняет именно дуговой разряд на электроде.
Реализация дугового переноса следующая. Если точки на электроде (фиг. 2, поз. 6) и поверхности детали (фиг. 2, поз. 7) после искрового пробоя расходятся, то создаются условия для импульсного дугового испарения электрода. После искрового пробоя, сформировавшееся катодное пятно (фиг. 2, поз. 9), начинает двигаться к токоподводу, то есть вверх по электроду. Длительность существования и длина трека катодного пятна ограничена временем импульса, задаваемым генератором, а длина трека не превышает 10 мм. Испарение материала электрода приводит к его самоочистке и удалению элементов подложки (вторичной структуры). С учетом фактора вращения электрода факел испаренного материала накрывает поверхность в радиусе 5-10 мм от электрода. На поверхности формируется покрытие, состоящее из материала электрода (фиг. 2, поз. 10). Высокая скорость осаждения покрытия обусловлена минимальной дистанцией между точкой испарения (катодными пятнами) и поверхностью, не превышающей 10 мм. Толщина осажденного слоя на минимальном расстоянии от электрода, формируемого при единичном импульсе дугового разряда, не превышает 100 нм. Однако необходимо учитывать соотношения ширины трека контактного процесса, не превышающего 2-3 мм, и ширины полосы напыления при катодно-дуговом испарении электрода, составляющую 10-20 мм. В установившемся процессе до момента контактного перемешивания расплава на поверхности успевает сформироваться многослойное катодно-дуговое покрытие, толщиной до 20 мкм. Регулируя скорость сканирования поверхности электродом можно регулировать соотношение толщины этого покрытия, и глубины проплавления поверхности, которая определяется энергией импульса. Для формирования однородного покрытия необходимо поддерживать режим, при котором глубина проплавления незначительно превышает толщину покрытия, сформированного при катодно-дуговом распылении электрода. Если глубина проплавления равна толщине осажденного катодно-дугового покрытия, то в составе покрытия содержание элементов подложки будет минимальным, что практически недостижимо в классическом ЭИЛ процессе. Можно отметить, что приведенная схема (фиг. 2) весьма условна. Описанные процессы протекают одновременно по всей площади контакта электрода и поверхности. Значительная часть пробоев происходит при контакте выступов микрорельефа поверхностей или при попадании в зазор капель металла. В катодно-дуговой процесс переходят преимущественно первичные искровые пробои на кромке электрода. В контактном переносе задействованы участки, расположенные ближе к центру электрода, где дистанция всегда меньше. Однако, при сканировании электродом поверхности с перекрытием треков, эти особенности нивелируются, и формируется равномерный слой покрытия.
Пример 1
Покрытие на основе никелида алюминия, полученного вакуумной ЭИЛ обработкой жаропрочного сплава ЭП718 (ХН45МВТЮБР) электродом NiAl (Фиг 3). Проблема получения качественных покрытий на основе интерметаллидов связана с большой усадкой при кристаллизации расплава. Попытка получить покрытие необходимой толщины методом электроискорвого легирования за один проход, в защитной атмосфере и без использования совмещения с катодно-дуговым испарением, приводит к формированию сетки трещин (Фиг. 3 а, б). В этом случае глубина проплавления соответствует толщине покрытия. Большой объем расплава, формирующийся при каждом импульсе искрового пробоя, кристаллизуется по объемному механизму, что и приводит к растрескиванию покрытия по границам крупных зерен. Перенос процесса в вакуум при совмещении процессов электроискрового легирования и импульсного катодно-дугового осаждения приводит к получению качественного покрытия (Фиг. 3 в, г). Использован следующий режим нанесения: давление аргона 1 Па, катодное напряжение на электроде - 50 В, длительность импульса 50 мкс, частота импульсов 100 Гц. Геометрические параметры сканирования: скорость вращения электрода 800 об/мин, линейная скорость движения 5 мм/сек, шаг сканирования 0,5 мм. Количество проходов -6 раз. На поперечном шлифе покрытия видно как минимум три слоя, полученных на различных проходах электрода. Глубина проплавления материала, большая часть которого это катодно-дуговое покрытие, соответствует толщине этих отдельных слоев. Небольшая толщина расплава, формирующего каждый слой, приводит к реализации механизма направленной кристаллизации от подложки к поверхности и формированию мелких, вертикально-ориентированных зерен. Распределение усадочных напряжений по большому числу границ раздела исключает появление трещин.
Пример 2
Покрытие, полученное на титановом сплаве ВТ1-0 методом контактной обработки при совмещении процессов электроискрового легирования и импульсного катодно-дугового распыления с использованием электрода WC-Co (Фиг. 4). Режим нанесения: давление аргона 3 Па, катодное напряжение на электроде - 50 В, длительность импульса 200 мкс, частота импульсов 200 Гц. Геометрические параметры сканирования: скорость вращения электрода 1000 об/мин, линейная скорость движения 8 мм/сек, шаг сканирования 0,5 мм. Количество проходов -10 раз. Обеспечено повышение толщины и качества покрытия при обеспечении низкой шероховатости поверхности. Получено покрытие толщиной 70 мкм, состоящее из 6-7 перекрывающихся слоев, сформированных при последовательных проходах электрода (Фиг. 4а). Толщина каждого такого слоя, соответствующая глубине проплавления в единичных импульсах, не превышает 15 мкм. Нижний слой, содержащий максимальное количество титана, с относительно низкой температурой плавления, имеет максимальную толщину. Верхние слои, содержащие больше карбидов, более тонкие. На поверхности покрытия наблюдаются трещины (Фиг. 4б). Особенностью многослойного покрытия является ограничение распространения трещин в пределах одного-двух слоев, что невозможно в однослойном покрытии. Шероховатость поверхности покрытия составляет Ra-3,1 мкм, что является хорошим показателем для электроискровых покрытий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумной карбидизации поверхности металлов | 2019 |
|
RU2725941C1 |
| Способ вакуумного нанесения слоистых покрытий комбинацией методов электроискрового легирования и катодно-дугового испарения и устройство для его осуществления (варианты) | 2022 |
|
RU2797563C1 |
| Способ нанесения слоистых покрытий и устройство для его осуществления (варианты) | 2022 |
|
RU2797562C1 |
| Способ электроэрозионной обработки поверхности молибдена | 2019 |
|
RU2709548C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 2013 |
|
RU2545858C1 |
| УСТАНОВКА ВАКУУМНОЙ ОБРАБОТКИ И СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ | 2008 |
|
RU2472869C2 |
| СПОСОБ ОСАЖДЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРУЮЩИХ СЛОЕВ | 2008 |
|
RU2510097C2 |
| Способ электроискрового нанесения покрытий и устройство для его осуществления | 2017 |
|
RU2679160C1 |
| СПОСОБ ВИБРОДУГОВОЙ НАПЛАВКИ | 2015 |
|
RU2614353C2 |
| Способ электроискрового легирования | 1987 |
|
SU1521542A1 |
Изобретение относится к области электрофизических методов нанесения покрытий и может быть использовано при нанесении металлических и металлокерамических покрытий на металлы и сплавы для защиты от износа, окисления, коррозии, придания особых физических и электрических свойств, а также для ремонтного восстановления размеров деталей. Способ нанесения покрытия на поверхность металла и сплава включает вакуумирование рабочего пространства камеры, подачу аргона и стабилизацию давления в камере в диапазоне 0,05-3 Па, многократное сканирование обрабатываемых участков поверхности вращающимся металлическим или металлокерамическим электродом в режиме касания с шагом сканирования, не превышающим половины диметра торца электрода, подачу между электродом-катодом и обрабатываемыми участками поверхности электрических импульсов с напряжением 50-150 В с длительностью 40-300 мкс и частотой следования 50-3000 Гц, при количестве проходов над каждым участком поверхности 5-20 раз. Техническим результатом является многократное увеличение толщины электроискрового покрытия при сохранении низкой шероховатости поверхности. 4 ил., 2 пр.
Способ нанесения покрытия на поверхность металла и сплава, включающий вакуумирование рабочего пространства камеры, подачу аргона и стабилизацию давления в камере в диапазоне 0,05-3 Па, многократное сканирование обрабатываемых участков поверхности вращающимся металлическим или металлокерамическим электродом в режиме касания с шагом сканирования, не превышающим половины диметра торца электрода, подачу между электродом-катодом и обрабатываемыми участками поверхности электрических импульсов с напряжением 50-150 В с длительностью 40-300 мкс и частотой следования 50-3000 Гц при количестве проходов над каждым участком поверхности 5-20 раз.
| Kuptsov K.A., Sheveyko A.N., Zamulaeva E.I., Sidorenko D.A., Shtansky D.V | |||
| Two-layer nanocompositeWC/a-C coatings produced by a combination of pulsed arc evaporation and electro-spark deposition in vacuum | |||
| Materials and Design | |||
| Станок для придания концам круглых радиаторных трубок шестигранного сечения | 1924 |
|
SU2019A1 |
| Т | |||
| Прибор для запора стрелок | 1921 |
|
SU167A1 |
| С | |||
| Электроизмерительный прибор | 1956 |
|
SU107645A1 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЯЮЩИХ МНОГОСЛОЙНЫХ ПОКРЫТИЙ | 2015 |
|
RU2574542C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПЕРЕД НАНЕСЕНИЕМ ПЛАЗМЕННЫХ ПОКРЫТИЙ | 1999 |
|
RU2173352C2 |
| Вагонные весы | 1927 |
|
SU8640A1 |
| CN 108914082 A, | |||

