Объектом данного изобретения является установка для сортировки изделий. Более конкретно, помимо прочего, данная установка находит полезное применение в упаковочных линиях, на которых изделия, поступающие по непрерывной конвейерной линии, вдоль которой они по существу перемещаются последовательно и, как правило, отнесены друг от друга, должны быть отсортированы, то есть разделены в зависимости от определенных характеристик, оцениваемых перед процессом сортировки.
Сортировка выполняет важную функцию разделения изделий из данной линии по соответствующим характеристикам, чтобы сами изделия позже могли быть соответственно подобраны на основе единообразия характеристик. Например, в случае блоков или плиток (керамического типа или подобного ему) сортировка дает возможность формировать стопки, состоящие из заданного количества однотипных изделий. Эти стопки из однотипных изделий, таким образом, готовы для последующего этапа упаковки.
В патентном документе WO 2014/097018 приведено описание особенно преимущественной и эффективной установки, имеющейся в настоящее время. Такая установка содержит конвейерную линию, с помощью которой осуществляют сортировку изделий. Захватные устройства предусмотрены для захвата, в соответствии с командой, находящихся на конвейерной линии изделий, и их переноса на соответствующие опоры, расположенные в местах временного размещения, в соответствии с характеристиками каждого единичного изделия, для формирования стопок однотипных изделий. Для подъема стопок изделий с опор и их переноса к выгружающей линии выполнены подъемно-транспортные средства.
Вышеупомянутая установка может быть усовершенствована в отношении скорости обработки. Захватные устройства выполнены фактически для захвата изделий с конвейерной линии и размещения их на временных опорах, находящихся на более низкой высоте относительно конвейерной линии. Затем, после захвата одного или более изделий с конвейерной линии, захватные устройства должны выполнять перемещение вбок и вниз, пока не достигнут опоры или верха частично сформированной стопки. После этого хода вниз захватные устройства должны выполнять обратный ход вверх, что в результате приводит к значительному увеличению времени обработки.
Целью данного изобретения является устранение недостатков известных установок.
Данное изобретение, в частности, позволяет устранить необходимость переделок или регулировок в случае изменений формы обрабатываемых изделий. В действительности на одной и той же конвейерной линии могут обрабатываться изделия различной формы. Дополнительные преимущества могут быть получены благодаря тому, что формирование стопок происходит у края конвейерной линии, которая тогда может двигаться без уменьшения скорости.
Еще одно преимущество данного изобретения заключается в том, что устройство, выгружающее готовые стопки, работает в нижней части сортирующего устройства, по существу не мешая подлежащим сортировке поступающим изделиями и не мешая формированию стопок изделий.
Дополнительные характеристики и преимущества данного изобретения будут более очевидными из нижеследующего подробного описания предпочтительного, но не исключительного, варианта выполнения, проиллюстрированного ниже в качестве неограничительного примера на прилагаемых чертежах, на которых
фиг. 1 изображает схематический вид установки сверху,
фиг. 2 изображает схематический вид установки сбоку,
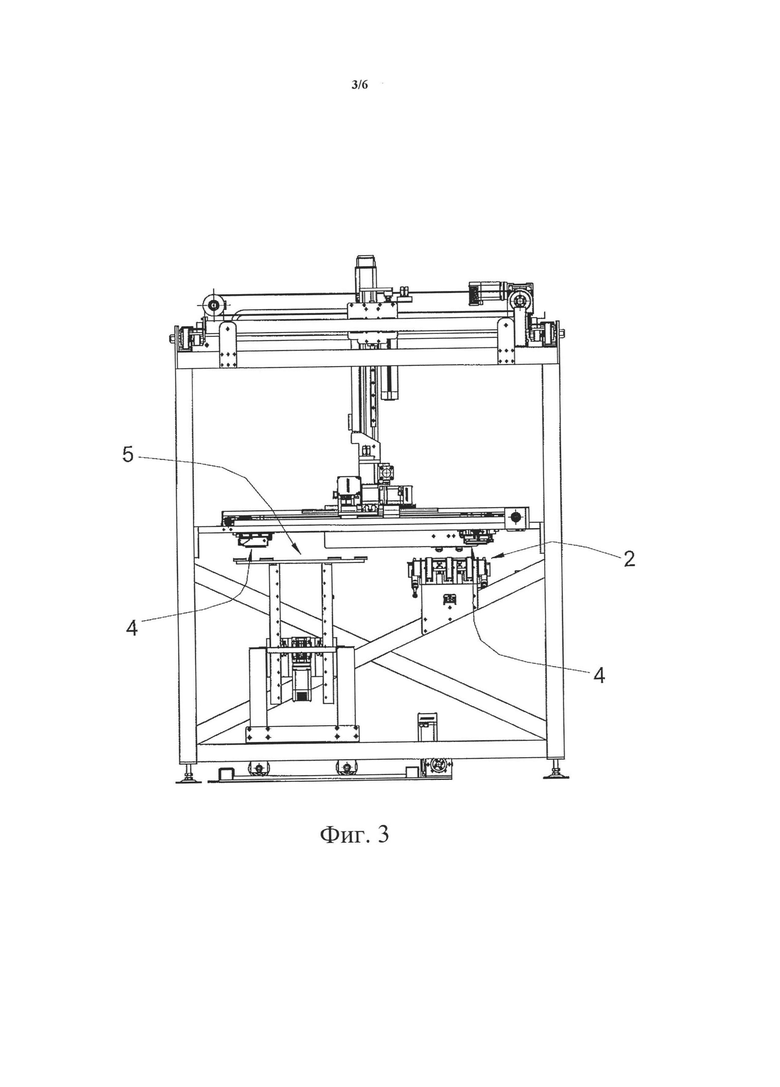
фиг. 3 изображает вид слева установки, показанной на фиг. 2,
фиг. 3а изображает установку, показанную на фиг. 2, более детально в различных положениях,
фиг. 4 изображает схематический вид в аксонометрии установки по данному изобретению,
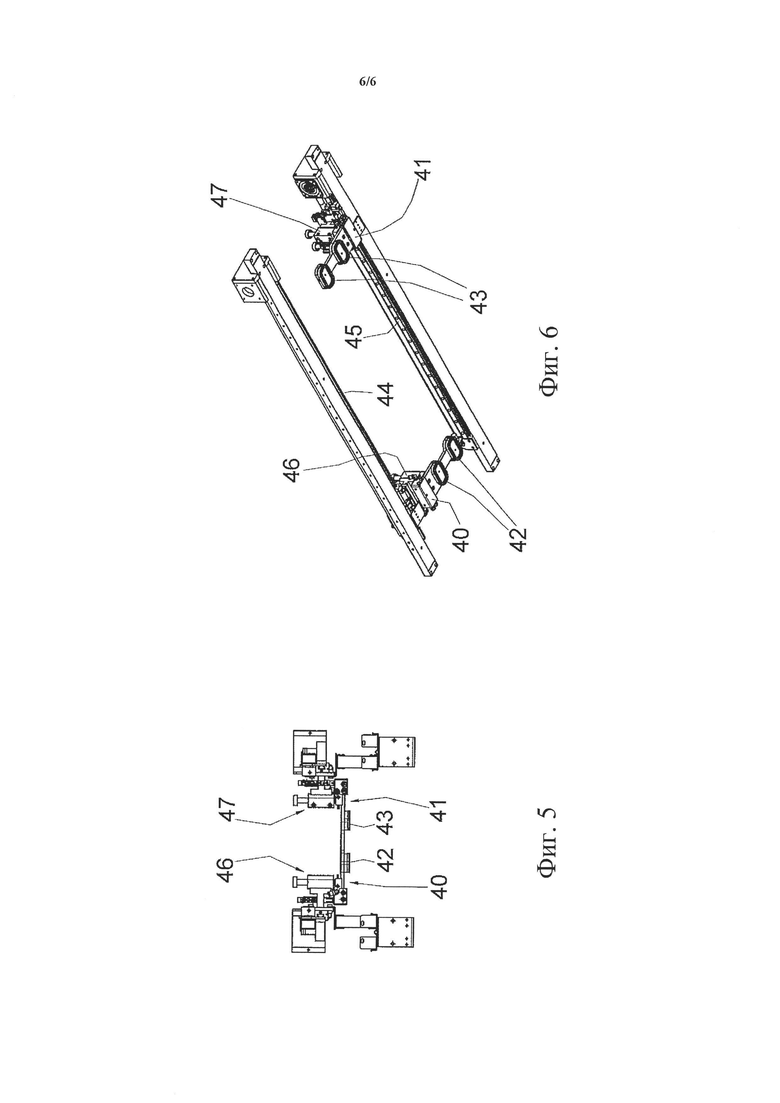
фиг. 5 изображает часть установки в увеличенном масштабе, то есть узел, предназначенный для перемещения двух захватных устройств,
фиг. 6 изображает в увеличенном масштабе вид в аксонометрии устройства, показанного на фиг. 5.
Установка для сортировки изделий по данному изобретению по существу выполняет функцию разделения изделий 3, поступающих по непрерывной конвейерной линии 2, вдоль которой перемещают изделия, расположенные последовательно на соответствующем расстоянии друг от друга. В представленном в данном документе предпочтительном варианте выполнения проиллюстрирована только одна конвейерная линия 2, хотя также могут быть выполнены две или более конвейерные линии, расположенные рядом друг с другом.
Изделия 3 могут отличаться друг от друга по различным параметрам, в соответствии с которыми они могут быть разделены на соответствующие однотипные группы.
В проиллюстрированном варианте выполнения изделия 3 имеют форму блоков или плиток (керамического типа, или подобного ему), сортируемых по группам для образования стопок однотипных изделий.
В данном конкретном случае однотипность определена в основном формой.
Однако данная установка может использоваться для сортировки изделий любого типа, включая изделия, имеющие неплоскую форму, которая, тем не менее, все же позволяет укладывать такие изделия в стопку.
Для работы у конвейерной линии 2 выполнены захватные устройства 4 для изделий 3.
Указанные устройства 4 в соответствии с командой и избирательно подбирают находящиеся на конвейерной линии 2 изделия 3 и обеспечивают их перенос на подвижные опоры 5, выполненные с возможностью поддержания стопок однотипных изделий 3 в местах временного размещения.
В проиллюстрированном в данном документе варианте выполнения подвижные опоры 5 выполнены с одной стороны конвейерной линии 2, однако возможно наличие подвижных опор 5 вдоль обеих сторон конвейерной линии 2. Места временного размещения, определяемые опорами 5, расположены ниже конвейерной линии 2.
Периодически выполняют идентификацию мест временного размещения на опорах 5 для формирования отдельных стопок изделий. В действительности соответствующая система командного управления выделяет из других однотипные изделия 3 и подает команду на избирательный отбор изделий 3 с конвейерной линии 2 для формирования в итоге из них стопки в одном из свободных мест временного размещения.
Подъемно-транспортные средства 6 выполнены с возможностью подъема, в соответствии с командой, единичных изделий или стопок изделий 3, предварительно расположенных на опорах 5 в соответствующих местах временного размещения, и переноса указанных изделий или стопок к выгружающей линии (не показана).
Захватные устройства 4, распределенные вдоль конвейерной линии 2, выполнены с возможностью работы по отдельности или синхронно в группах в зависимости от размера подбираемых и перемещаемых изделий 3. Другими словами, при работе захватных устройств с изделиями 3 малого размера, такие захватные устройства приводятся в действие по одному, а в случае, когда изделия 3 имеют больший размер, захватные устройства приводятся в действие синхронно в группах, состоящих их двух или более захватных устройств.
Захватные устройства 4 приводятся в действие синхронно в группах так, что захватываемые изделия 3 закреплены по существу на основе барицентрической системы.
В частности, захватные устройства 4 работают над конвейерной линией 2, при этом захват находящихся на конвейерной линии 2 изделий 3 происходит путем захвата верхних поверхностей указанных изделий.
Как уже было упомянуто, опоры 5 выполнены с возможностью определения выбранных мест временного размещения, предназначенных для стопок однотипных изделий 3. Опоры 5 выполнены с возможностью вертикального перемещения между по меньшей мере верхним положением, показанным на фиг. 3, и по меньшей мере одним нижним положением, показанным на фиг. 3а. Однако в верхнем положении каждая опора 5 расположена ниже конвейерной линии 2.
В частности, каждая опора 5 определяет по меньшей мере опорную плоскость, которая от верхнего положения до нижнего положения остается расположенной ниже конвейерной линии 2. В нижнем положении опорная плоскость, определяемая каждой опорой 5, расположена на расстоянии от конвейерной линии 2, которое определяет высоту в просвете в вертикальном направлении, причем эта высота рассматривается как максимальная полезная высота, обеспечивающая манипуляцию сортируемыми изделиями 3 или стопками указанных изделий, т.е. эта высота является максимальной высотой стопок изделий 3, которые могут быть сформированы.
В верхнем положении каждая опора 5 может принимать первое изделие 3, которое является нижерасположенным и оказывается первым изделием стопки, постепенно формируемой на нем. После приема первого изделия 3 опора 5 приводится в действие и перемещается на заданный шаг в направлении нижнего положения. То есть опора 5 опускается настолько, чтобы обеспечить позиционирование следующего изделия 3 на изделии, которое уже размещено на самой опоре 5. Высота, достигаемая опорой 5 при опускании, по существу соответствует толщине изделия 3, которое после этого должно быть установлено на ней. Другими словами, для каждого изделия 3, которое должно быть установлено на стопку, опорная плоскость 3 по существу сохраняет одну и ту же высоту при формировании стопки. Формирование стопки постепенно продолжают вышеописанным способом, а именно, перед размещением каждого изделия 3 опора понижается на один шаг и так далее до тех пор, пока не будет достигнуто требуемое количество укладываемых в стопку изделий. Все это относится как к опорам 5, которые по отдельности могут поддерживать стопку изделий, так и к опорам 5, которые могут быть выбраны одновременно для совместного удерживания изделий 3, имеющие большие размеры.
Захватные устройства 4 предпочтительно содержат один или более чашечных присосов. Они установлены на манипуляторных устройствах 40, 41, каждое из которых имеет один или более чашечных присосов 42, 43. Каждый чашечный присос 42, 43 выполнен с возможностью работы независимо друг от друга так, чтобы можно было подобрать единичную деталь. Чашечные присосы 42, 43 каждого захватного устройства 4, а также разных захватных устройств 4, могут кроме того работать одновременно для того, чтобы можно было подобрать и удерживать единичную деталь, имеющую больший вес и/или размер. Например, на фиг. 1 показано, что левое изделие 3 может удерживаться захватным устройством 4 на основе барицентрической системы, или двумя захватными устройствами 3, симметрично расположенными относительно средней вертикальной плоскости изделия. Правое изделие 3, имеющее большие размеры, может удерживаться двумя захватными устройствами 4, расположенными вдоль центральной линии самого изделия 3, или четырьмя захватными устройствами 4.
Манипуляторные устройства 40, 41 выполнены с возможностью перемещения и позиционирования, в соответствии с командой, вдоль направляющих 44, 45 перпендикулярно направлению поступательного движения изделий 3 на участке конвейерной линии 2.
Для выполнения, в соответствии с командой, вертикальных перемещений соответствующих первого и второго чашечных присосов 42, 43 выполнены элементы 46, 47.
Данная система дает возможность, в соответствии с командой, захватывать отдельные изделия 3 с помощью захватных устройств 4, приводимых в действие синхронно, для перемещения взятых изделий по вертикальной оси формируемой стопки и для размещения указанных изделий на стопке с их центрированием. Благодаря наличию подвижной опоры 5, значительно уменьшаются вертикальный ход, который должны совершать захватные устройства 4 для размещения взятых изделий, и получающийся в результате обратный ход. В действительности, подвижные опоры 5 сохраняют высоту, на которой размещают изделие каждой стопки, по существу неизменной. Это обстоятельство обусловливает значительное сокращение времени обработки.
Таким образом реализована первая часть сортировки изделий, которая подразумевает отбор однотипных изделий с последующим формированием однотипных стопок из изделий в местах временного размещения, расположенных по сторонам конвейерной линии.
Стопки однотипных изделий, временно размещенные на опорах 5, затем выгружают с помощью устройства, расположенного ниже или выше самих опор 5, не мешая при этом происходящему формированию однотипных стопок. Данное устройство содержит подъемно-транспортные средства 6, работающие в соответствии с командой для подъема стопок изделий 3 (или, в некоторых случаях, единичных изделий), размещенных на опорах 5 в выбранных местах временного размещения, и переноса указанных стопок к не показанной выгружающей линии.
В показанном варианте выполнения указанные подъемно-транспортные средства 6 содержат подъемное устройство 60, имеющее пару прижимных механизмов 61, выполненных с возможностью зажима между ними стопки изделий 3. Прижимные механизмы 61 выполнены с возможностью перемещения в вертикальном направлении между нижним положением, в котором прижимные механизмы 61 могут зажимать и брать стопку изделий 3 с опор 5, и верхним положением, находящимся над опорами 5, в котором прижимные механизмы 61 поднимают стопку изделий 3 с опор 5.
Подъемное устройство 60 может перемещаться в направлении, перпендикулярном направлению движения конвейерной линии 2, и закреплено на каретке 62, которая может двигаться в направлении, параллельном направлению движения конвейерной линии 2 до выгружающей линии, направление выгрузки которой является параллельным направлению движения каретки 61.
Установка в соответствии с данным изобретением позволяет значительно сократить время обработки при формировании стопок изделий. Благодаря наличию подвижных опор 5, которые постепенно опускаются при формировании стопки, значительно уменьшается вертикальный ход, выполняемый захватными устройствами 4.
Формируемые стопки затем размещают по сторонам от конвейерной линии 2 так, что работа захватных устройств 4 не мешает продвижению конвейерной линии.
Помимо этого, благодаря высокой рабочей скорости и конструктивной независимости между формированием стопок однотипных изделий и выгрузкой самих стопок, такие стопки могут быть совмещены с используемыми в настоящее время технологическими линиями, выполняющими отбор и упаковку керамических плиток. Кроме того, следует понимать, что данное изобретение может использоваться для всех изделий с плоской формой, которые могут быть захвачены у соответствующих верхних поверхностей.




Установка для сортировки изделий, перемещаемых конвейерной линией, содержит конвейерную линию (2), на которой сортируются изделия (3), и захватные устройства (4) для изделий (3), работающие на участке конвейерной линии (2). Захватные устройства (4) в соответствии с командой и избирательно подбирают изделия, находящихся на участке конвейерной линии (2), и переносят их на опоры (5), расположенные в местах временного размещения, выбранных для формирования стопок однотипных изделий (3). Подъемно-транспортные средства (6) выполнены с возможностью подъема, в соответствии с командой, единичных изделий или стопок изделий (3), находящихся на опорах (5) в выбранных местах временного размещения, и переноса указанных изделий на выгружающую линию. Изобретение позволяет устранить необходимость переделок или регулировок в случае изменений формы обрабатываемых изделий. 7 з.п. ф-лы, 6 ил.
1. Установка для сортировки изделий, перемещаемых конвейерной линией, содержащая
конвейерную линию (2), относительно которой сортируются изделия (3),
захватные устройства (4) для захвата изделий (3), работающие у конвейерной линии (2) и выполненные с возможностью захвата, в соответствии с командой, изделий, находящихся на конвейерной линии (2), и перемещения указанных изделий на подвижные опоры (5), расположенные в местах временного размещения, выбранных для формирования стопок однотипных изделий (3),
подъемно-транспортные средства (6), выполненные с возможностью автоматического подъема единичных изделий или стопок изделий (3), находящихся на указанных подвижных опорах (5) в выбранных местах временного размещения, и перемещения указанных изделий на выгружающую линию,
причем указанные опоры (5) выполнены с возможностью перемещения в вертикальном направлении между верхним положением, в котором они принимают первое в стопке изделие (3), и нижним положением, в котором они принимают последнее в стопке изделие (3),
отличающаяся тем, что
каждая подвижная опора (5) выполнена с возможностью работы с заданным шагом от верхнего положения к нижнему положению после размещения на ней изделия (3) с помощью захватных устройств (4),
высота, достигаемая опорой (5) при опускании, по существу соответствует толщине изделия (3), которое после этого должно быть установлено на ней, и для каждого изделия (3), которое должно быть установлено на стопку, опорная плоскость, образуемая опорой (5), по существу сохраняет одну и ту же высоту при формировании стопки, и
захватные устройства (4) выполнены с возможностью перемещения и позиционирования вдоль первых направляющих (44, 45), расположенных над подвижными опорами (5), а подъемно-транспортные средства (6) выполнены с возможностью перемещения и позиционирования вдоль вторых направляющих, расположенных над подвижными опорами (5) и указанными первыми направляющими (44, 45).
2. Установка по п.1, отличающаяся тем, что захватные устройства (4), распределенные вдоль конвейерной линии (2), выполнены с возможностью работы по отдельности или синхронно в группах, в соответствии с размером подбираемых и переносимых изделий (3).
3. Установка по п.2, отличающаяся тем, что захватные устройства (4) работают выше конвейерной линии (2), причем находящиеся на указанной линии изделия (3) захватываются указанными захватными устройствами (4) со стороны верхних поверхностей самих изделий (3).
4. Установка по п.1, отличающаяся тем, что каждая подвижная опора (5) образует опорную плоскость для изделий (3), которая расположена ниже конвейерной линии (2).
5. Установка по п.4, отличающаяся тем, что опорная плоскость для изделий (3) расположена по существу на одной и той же высоте во время формирования соответствующей стопки изделий (3).
6. Установка по п.1, отличающаяся тем, что захватные устройства (4) относятся к типу чашечных присосов и установлены на манипуляторных устройствах (40, 41) первого и второго чашечных присосов (42, 43), причем манипуляторные устройства (40, 41) выполнены с возможностью их автоматического перемещения и позиционирования по направляющим (44, 45), при этом направляющие (44, 45) расположены поперечно направлению поступательного перемещения изделий (3) на конвейерной линии (2) и имеют элементы (46, 47), выполненные с обеспечением автоматического вертикального перемещения соответствующих первого и второго чашечных присосов (42, 43).
7. Установка по п.1, отличающаяся тем, что подъемно-транспортные средства (6) содержат подъемное устройство (60), имеющее пару прижимных механизмов (61), выполненных с возможностью зажатия между ними стопки изделий (3), причем прижимные механизмы (61) выполнены с возможностью перемещения в вертикальном направлении между нижним положением, в котором прижимные механизмы (61) могут зажимать и забирать стопку изделий (3) с подвижных опор (5), и верхним положением, находящимся над подвижными опорами (5), в котором прижимные механизмы (61) поднимают стопку изделий (3) с подвижных опор (5), причем
подъемное устройство (60) выполнено с возможностью регулировки его поступательного перемещения в направлении, поперечном направлению движения конвейерной линии (2), при этом подъемное устройство (60) жестко закреплено на каретке (62), которая выполнена с возможностью регулирования ее поступательного перемещения в направлении, параллельном направлению движения конвейерной линии (2), до выгружающей линии.
8. Установка по п.1, отличающаяся тем, что подвижные опоры (5) расположены по обеим сторонам конвейерной линии (2) до выгружающей линии, причем каждая из указанных опор определяет расположение мест временного размещения, выбранных для формирования стопок однотипных изделий (3).
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| US 5630695 A, 20.05.1997 | |||
| Устройство для штабелирования листов древесностружечных плит или фанеры | 1987 |
|
SU1556535A3 |
| CN 103896078 A, 02.07.2014. | |||

