Область техники, к которой относится изобретение
Настоящее изобретение относится к высокоскоростной упаковке сфальцованных бумажных изделий, например бумаги тиссью, салфеток и тому подобного, и, более конкретно, оно относится к устройству для непрерывной подачи таких изделий, размещенных в уложенные стопками группы (P, P1), выходящие из фальцовочных машин, к упаковочным машинам, например, с помощью вращающегося барабана, который размещен дальше по ходу.
Предшествующий уровень техники
Работа устройства этого типа, предназначенного для функционального соединения между фальцовочной системой и упаковочной системой, является критичной вследствие сложности обеспечения высокой рабочей скорости (в любом случае, требуемой рынком) с обычно обрабатываемым легким и фальцуемым материалом (бумагой тиссью).
Известные машины или устройства этого типа могут быть найдены в описании, раскрытом, например, в европейском патенте EP 537125 на имя настоящего заявителя. Эти машины содержат ленточные или цепные конвейерные системы, которые подают одно сфальцованное изделие от выпуска фальцовочных машин по направлению к накопительному и счетному узлу, имеющему функцию группирования изделий в стопки, при этом каждая включает в себя предварительно задаваемое количество изделий, регулируемое, как требуется. Накопительный и счетный узел содержит последовательность расположенных рядом и взаимно разнесенных собирающих дисков (варьируемых по количеству в зависимости от размера машины), вращающихся за одно целое и предусмотренных с карманами, для сбора одних сфальцованных продуктов, при этом карманы имеют форму криволинейных тангенциальных листов, рядом друг с другом и с частичным наложением, таким образом, что каждый карман, в действительности заданный промежутком между двумя последующими листами, выполнен с возможностью размещения одного сфальцованного изделия.
Изделия затем извлекаются из дисков и группируются в правильные стопки с помощью устройств, которые приводятся в движение подходящим и синхронизированным образом с вращением собирающих дисков, и взаимодействующих с последними таким образом, чтобы постепенно накапливать группу или стопку изделий и перемещать ее по направлению к конвейерным системам, которые забирают группы сформированных изделий и передают их на упаковочную систему.
Как упомянуто, проблемы, которые отрицательно влияют на известные устройства, по существу, возникают вследствие сложности обеспечения надежной работы при высокоскоростной операции, которая является необходимой с точки зрения все более и более жестких требований к производительности. С этой точки зрения, имеет место непрерывный активный поиск новых и альтернативных решений, которые наилучшим образом сочетают гибкость, скорость, надежность (исключая время простоя машины, потери продуктов и неисправную работу упаковочных машин), а также простоту конструкции.
Такие решения должны включать систему для сбора, счета и перемещения продукта с фальцовочной машины гибким, надежным образом с очень высокой производительностью и без существенных скоростных ограничений.
Сущность изобретения
Цель настоящего изобретения, следовательно, заключается в увеличении числа доступных систем в области устройств для подачи стопок сфальцованных продуктов типа, на который была сделана общая ссылка, для достижения постоянной и надежной подачи стопок продуктов варьируемого количества, по существу, без ограничений рабочей скорости, все из которых выполнены с конструктивными средствами, которые являются простыми и надежными.
В соответствии с изобретением, такая цель достигается с помощью устройства для подачи стопок бумаги тиссью или аналогичных сфальцованных бумажных продуктов на автоматическую упаковочную систему, существенные характеристики которой определены первым из прилагаемых пунктов формулы изобретения.
Краткое описание чертежей
Характеристики и преимущества устройства для подачи стопок бумаги тиссью или аналогичных сфальцованных бумажных изделий на автоматическую упаковочную систему в соответствии с настоящим изобретением станут очевидными из нижеследующего описания его вариантов осуществления, приведенных в качестве примера, а не с целями ограничения, со ссылкой на прилагаемые чертежи, на которых:
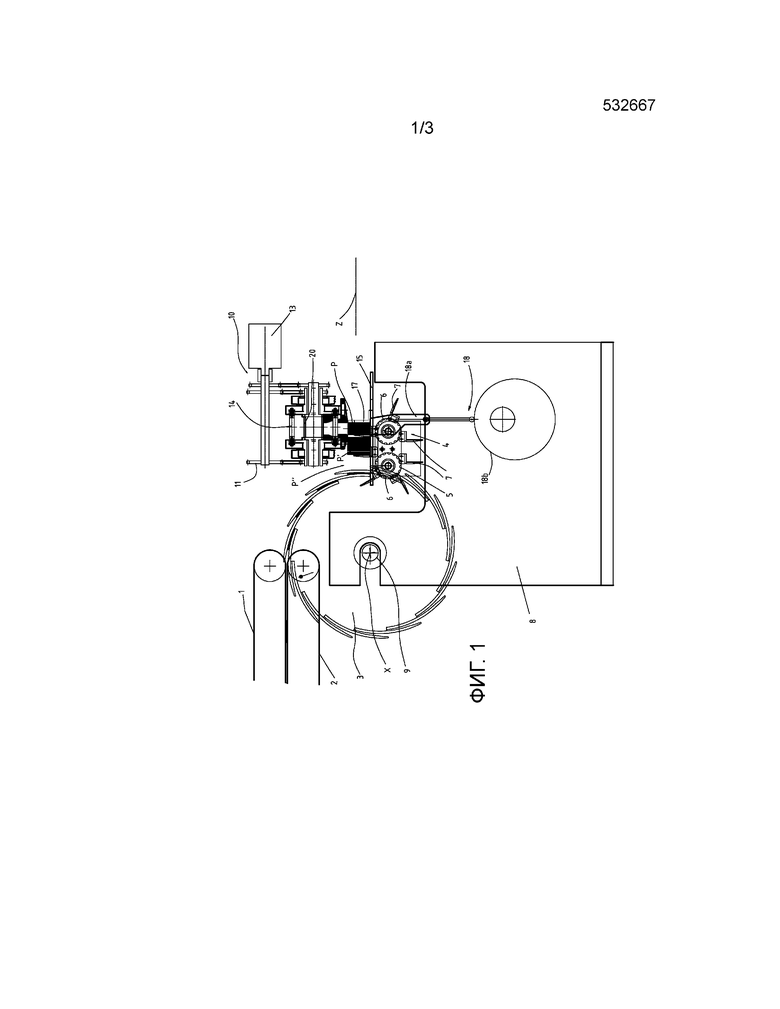
- фиг.1 представляет собой схематичное изображение сбоку устройства;
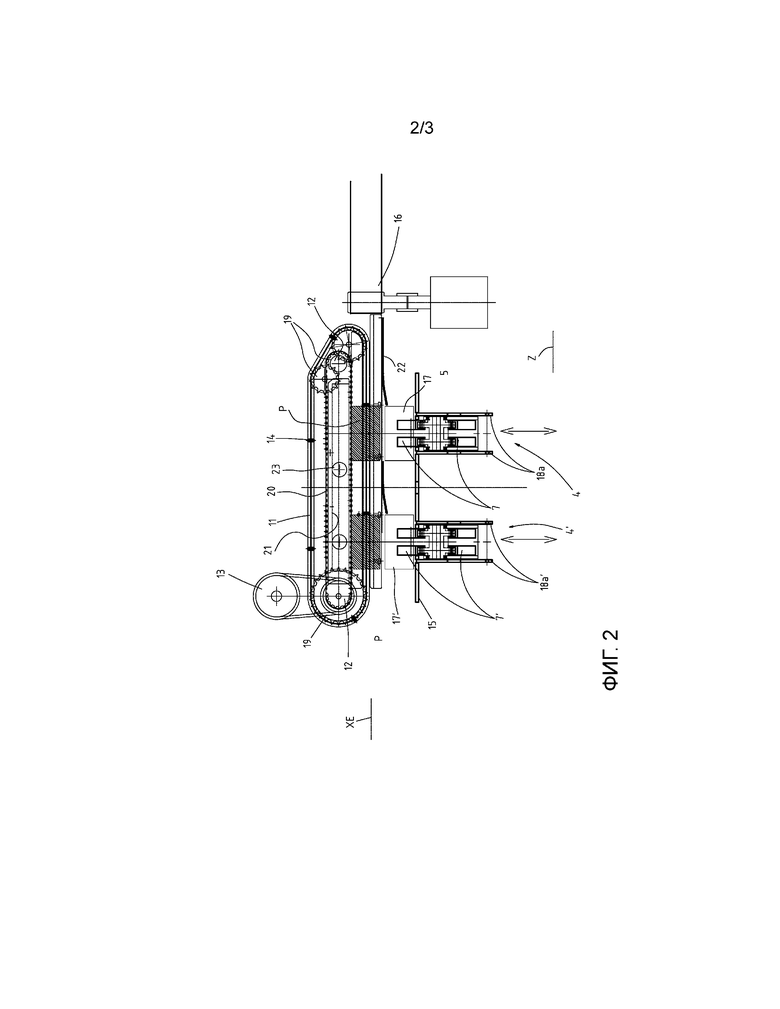
- фиг.2 представляет собой вид спереди (стороны выхода продукта) устройства, в соответствии со стрелкой II на фиг.1, с опущенными частями (в частности, собирающими дисками) с целью ясности; и
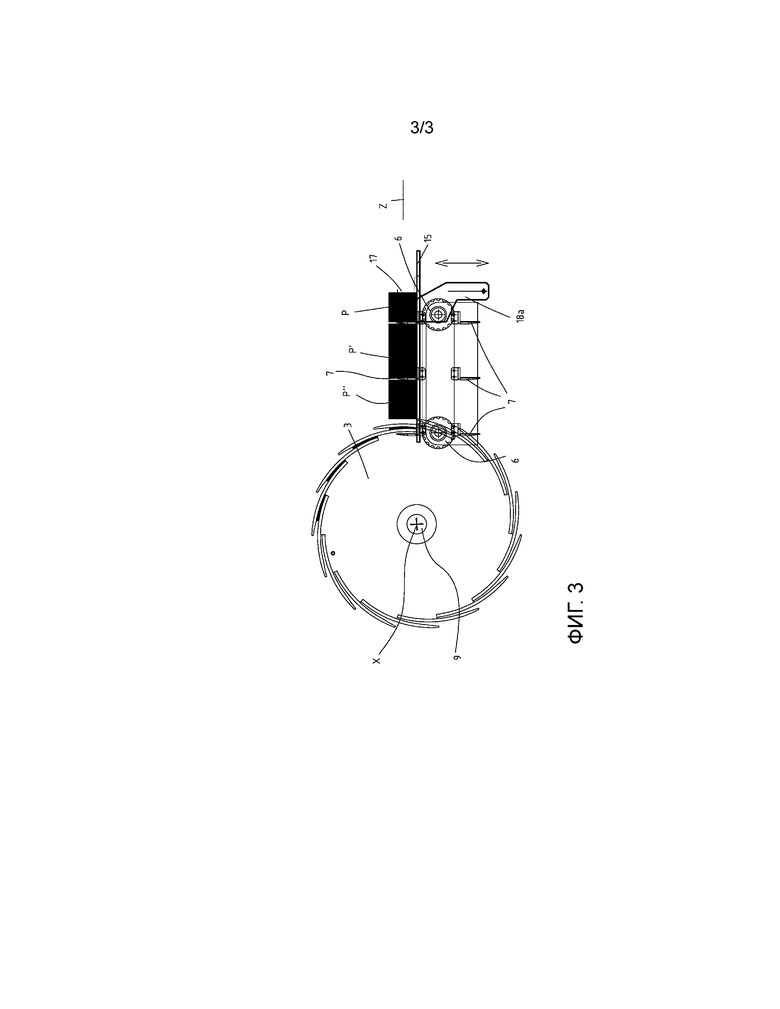
- на фиг.3 показан вид сбоку устройства, как на фиг.1, также с опущенными частями, в другом варианте осуществления.
Подробное описание изобретения
Со ссылкой на указанные фигуры, подающая машина, или устройство в соответствии с изобретением, размещена на выходе фальцовочной машины (которая не представлена, но в любом случае представляет собой фальцовочную машину известного типа) и содержит пару лент 1, 2 для подачи продукта на группу собирающих дисков 3 с их традиционными карманами для сбора, обычно три диска размещены рядом друг с другом и разнесены для каждого рабочего канала. Устройство имеет два или более рабочих каналов рядом друг с другом, каждый с группой дисков, например два канала, как можно ясно увидеть из фиг.2. Одинаковые и соответствующие составные элементы двух каналов обозначены одинаковой ссылочной позицией, за исключением наличия штриха (например, 4’) для обозначения составного элемента каналов, расположенных наиболее близко по ходу в соответствии с направлением разгрузки (как станет более ясно из остальной части описания), т.е. канала на левой стороне на виде сзади фиг.2. С целью упрощения, главным образом, будут использоваться ссылочные позиции без штриха для канала, расположенного наиболее далеко по ходу (фиг.3), при этом все являются в любом случае применимыми, разумеется, для другого канала.
Рама 8 поддерживает диски 3, которые обеспечивают, в соответствии с предшествующим уровнем техники, размещение продукта и его перемещение на накопительную плиту 15, которая является общей для различных каналов. Электродвигатель, который не представлен, приводит во вращение диски 3, размещенные на валу 9, который является общим для рабочих каналов, расположенных рядом друг с другом. Вращение синхронизируется с устройством, расположенным ближе по ходу (фальцовочным устройством), и связанной конвейерной ленточной системой 1, 2. В остальной части описания ссылка будет даваться на один рабочий канал, принимая во внимание то, что описание применяется таким же образом к каналам, расположенным рядом друг с другом, и что соответствующие приводы, за исключением, где указано иное, совместно используются для других каналов. Ось вала 9, которая соответствует оси вращения дисков, задает осевое направление X, тогда как радиальное направление Z задано на воображаемой плоскости накопительной плиты. Указанная плоскость представляет собой плоскость, на которой также лежит направление X, хотя перпендикулярно относительно радиального направления Z.
Система, которая обеспечивает радиальное удаление изделий, разгружаемых собирающими дисками 3 на уже упомянутую плиту 15, и их группирование в правильные стопки, обозначена ссылочной позицией 4 и содержит цепи 5, которые вращаются кольцеобразным образом вокруг шестерен 6, имеющих ось вращения, которая является параллельной относительно оси вращения дисков 3, все из которых располагаются ниже вышеупомянутой плиты 15. Каждая из цепей 5 размещена в месте, которое соответствует в осевом направлении пространству, отделяющему один диск от соседнего диска из группы 3. Одинаковые поддерживающие выступы 7 для цепей, которые выступают перпендикулярно относительно цепей (базой является путь, по которому следуют цепи при их вращении, если рассматривать в соответствии с осями вращения шестерен, как, например, на фиг.2) таким образом, чтобы приспосабливаться для вставки, также проходя через соответствующие каналы в плите 15, в вышеупомянутое пространство, между дисками и в карманах, образованных ими.
Цепи 5 могут иметь разную протяженность в соответствии с размером стопок, подлежащих отделению, в силу разного взаимного промежутка между двумя шестернями 6. Такую идею можно легко понять посредством сравнения фиг.1 с фиг.3, которая, в действительности, относится к варианту осуществления с более длинными цепями, предназначенному для стопок с большим количеством изделий, и, следовательно, более громоздкими в радиальном направлении Z.
Возвращаясь теперь к форме выступов, предпочтительно, вследствие подходящего задания размеров шестерен, в области взаимодействия с карманами дисков, и, таким образом, где выступы выполняют задачу извлечения стопок, выступы осуществляют, по существу, вращательное движение, с центром в центре шестерни (см., например и в частности, фиг.4), в соответствии с которым свободная концевая часть выступа, т.е. часть, которая захватывает продукт, имеет более высокую окружную (тангенциальную) скорость. Такое условие способствует, как рассмотрено в дальнейшем, более эффективной работе удаляющей системы.
Выступы 7, таким образом, используются для выталкивания из дисков 3 продуктов, которые были сформированы в стопки и которые были разгружены на плиту 15, вслед за вращением цепей 5, как кратко поясняется дальше. Высота выступов 7, т.е. их протяженность от базовой точки соединения с цепями, может не полностью охватывать высоту изделий, опирающихся на плиту 15, а скорее оставлять участок стопки свободным, например, равный около одной третьей высоты, как в показанном примере; но выступы также могут иметь высоту, которая является, по существу, такой же, что и высота изделий. Цепи 5, и с ними выступы 7, приводятся во вращение посредством одной из шестерен 6 с помощью электродвигателя, который не представлен, который является общим для двух рабочих каналов, соединенных посредством передаточных систем очевидного типа. Кроме того, расстояние между одним выступом и последующим выступом вдоль протяженности цепи увеличено относительно ширины сжатой стопки, на величину, находящуюся между 50 и 100%, для обеспечения оптимального управления продвигающимся вперед продуктом.
Упорный элемент 17 выступает от плиты 15 непосредственно дальше по ходу относительно шестерни 6, наиболее удаленной от дисков 3, и используется для сжатия стопок до их транспортировки. Упорный элемент 17, в свою очередь, имеет такую форму, чтобы обеспечивать возможность прохода через выступы 7, которые, очевидно, должны проходить через него, для выполнения вращения вокруг шестерни и осуществления обратного пути в область взаимодействия с карманами собирающих дисков для удаления новой стопки.
Кулачковое устройство 18 содержит два взаимно разнесенных режущих элемента 18a, которые совершают возвратно-поступательное движение в направлении высоты, т.е. которое является ортогональным относительно плиты 15, и проходят в соответствующие пазы, образованные в той же плите, поднимают стопки, сжимающиеся упорным элементом 17. На практике, два режущих элемента 18a проходят на плоскостях, ортогональных относительно оси дисков, на соответствующем взаимном расстоянии, таким образом, что удаляющие цепи могут размещаться между ними, и для того, чтобы взаимодействовать с основанием стопок рядом с их соответствующими сторонами. Возвратно-поступательное движение вызывается посредством контакта с вращаемым кулачком 18b, который поддерживается рамой 8 ниже радиального удаляющего устройства 6.
Боковое разгрузочное устройство 10 стопок, когда подняты с плиты 15, как описано непосредственно выше, тянет эти же стопки вдоль направления XE разгрузки, которое является параллельным оси вращения дисков 3 (причем предыдущее радиальное направление Z удаления, очевидно, следовало бы рассматривать, в общем смысле, ортогональным относительно такой оси). Устройство 10 размещено над плитой 15, рядом со сжимающим стопку упором 17.
Устройство 10 содержит пару разнесенных цепей 11, которые сцепляются на шестернях 19 с ортогональными осями относительно осей шестерен 6 удаляющего устройства, для того, чтобы придать цепям кольцеобразное продвигающее перемещение в направлении разгрузки. Между цепями 11 проходит множество поперечных элементов 14 для сцепления со стопками для их толкания в направлении разгрузки. Важно отметить, что разгрузочная система может проходить в осевом направлении (т.е. вдоль оси собирающих дисков) таким образом, чтобы собирать стопки, которые вытесняются из множества формующих стопки каналов, расположенных рядом друг с другом, при этом указанные каналы в любом случае перемещаются в единый выпускной подающий канал.
Конвейерная лента 20, кроме того, работает в пространстве между двумя цепями 11, проходящими вокруг отклоняющихся роликов 12, которые задают кольцевой путь с меньшей высотой (измеряемой перпендикулярно относительно плиты 15) и меньшей протяженностью (протяженностью в направлении XE) относительно высоты и протяженности таких же цепей. Лента 20 предусмотрена с отверстиями, которые равномерно распределены и соединены с источником пониженного давления (не показан) посредством внутренней камеры 21, которая, в свою очередь, имеет пазы и также работает в качестве элемента для поддерживания ленты 20, и коллектора 23. Лента 20, таким образом, захватывает, плоским сегментом, параллельным и расположенным на расстоянии относительно плиты 15, верхний концевой участок стопок, которые толкаются вверх посредством вертикального устройства 18 для извлечения. Стопки затем отводятся посредством ленты, которая поддерживает их с помощью присасывания во время всего транспортирующего разгрузочного перемещения. Поддерживающий элемент 22 может быть дополнительно предусмотрен для поддерживания стопок на основании.
Электродвигатель 13 приводит в движение как цепи 11, так и ленту 20, воздействуя на одну из шестерен 19 и соответствующий ролик 12. Хотя комбинированное действие цепей 11 с поперечными элементами 14 и ленты 20 обеспечивает большую надежность осевого перемещения, даже система только с присасывающей лентой, возможно, может быть удовлетворительной.
В заключение, дальше по ходу относительно разгрузочного устройства 10 в соответствии с направлением XE разгрузки размещена транспортирующая система 16, по существу, традиционного типа, подходящая для снятия стопок с разгрузочного устройства и их перемещения к дальнейшим устройствам линии, типично упаковочным устройствам.
Работа устройства в соответствии с изобретением уже ясна из того, что было описано выше. Вкратце, выступы 7 на этапе отделения вставляются последовательно между одним карманом и другим из собирающих дисков 3, выполняя сначала вращательное перемещение, а затем линейное перемещение вдоль верхнего прямого участка цепи. Вращательное перемещение выступов, которое в показанном варианте осуществления соответствует около 30° вращения собирающих дисков, выполняется по закону движения, который скоординирован с движением дисков, для выполнения этапа отделения продукта (т.е. этапа, на котором выступы пересекают карманы дисков), без столкновения с продвигающимся вперед продуктом. После выполнения отделения цепи завершают свой цикл, снова проходя по закону движения, который адаптирован к обрабатываемому конкретному формату продукта.
Это было описано в общих терминах; вдаваясь в большие подробности и следуя полному рабочему циклу, цепи 5 продвигаются с варьируемой скоростью в соответствии с обрабатываемым форматом до тех пор, пока некоторое количество изделий, которое на одно изделие меньше, чем заданное количество (соответствующее количеству изделий требуемой стопки), не соберется на плите 15.
Замедлившись до минимальной скорости в конце предыдущего цикла, для обеспечения возможности выхода и возврата вертикальных режущих элементов 18a для извлечения, исключая столкновение с продвигающимися вперед стопками, цепи теперь ускоряют свое перемещение, и один из выступов 7 входит во взаимодействие с собирающими дисками для осуществления, как упомянуто, отделения стопки после того, как последнее изделие было выдано. Это представляет собой этап, на котором выступ работает во вращении, с увеличенной окружной скоростью для способствования проходу через карманы посредством своего рода повторения пути прохождения внешнего периметра кармана без столкновения с продуктом на передней или задней части самого выступа. Несмотря на тесную близость между дисками и устройством для извлечения, в любом случае имеется пространство, подходящее для размещения формирующейся стопки.
В определенной точке выступ входит в прямой участок цепи и выполняет линейное перемещение, с которым он толкает стопку продуктов на плиту 15 по направлению к упорному элементу 17, сжимающему стопку (см. на фигуре 1 сжатую стопку, обозначенную ссылочной позицией P’, стопку P’’, подлежащую сжатию во время этапа удаления, и в заключение стопку P’’’, которая по-прежнему находится на этапе формирования/накопления на плите).
На этом этапе цепи 5 замедляются до минимальной скорости, разумеется, с другим выступом, который уже находится в положении, которое является подходящим для взаимодействия с карманами дисков и для осуществления отделения новой стопки, повторяя новый цикл, подобный циклу, который был только что описан.
Сжатая стопка на этом этапе поднимается посредством устройства 18 для извлечения и подбирается разгрузочным устройством 10, цепи 11 которого продвигаются вперед и с помощью поперечных элементов 14 и ленты 20 толкают стопку. Перемещение синхронизируется с перемещением удаляющего устройства и постепенно доставляет стопки к транспортирующей системе 16.
Преимущества изобретения можно кратко изложить в следующих тезисах. Форма устройства для извлечения является конструктивно и функционально простой, но, тем не менее, очень эффективной, с вращательным перемещением захватывающих выступов 7 для извлечения, которая является высокой, и, кроме того, обеспечивает значительную компактность. Размерные пропорции между захватывающими выступами 7 и разгружающими выступами 14 исключают механические сцепления и обеспечивают функциональное смещение между двумя устройствами. На практике, удаляющая система является способной побуждать множество стопок продвигаться вперед одновременно, в том смысле что, когда одна стопка сжимается и извлекается с цепей, работа на следующих стопках не прерывается и продолжается на заднем фоне. По этой причине существует возможность поддержания осевой скорости разгрузки умеренно низкой, снижая риск деформации продукта, при этом, в любом случае, обеспечивая хорошую производительность. Такая цель не достигается, например, с удаляющими системами с радиальным возвратно-поступательным движением, при котором, если требуется повысить производительность, необходимо увеличить осевую скорость, с последующими проблемами поддержания стопок правильными.
Относительно других известных систем, которые достигают аналогичных результатов, в частности систем отделяющих колес, которые взаимодействуют с собирающими дисками, также существует преимущество разгрузки продуктов на плоскость, что делает возможным получить стопки, имеющие большую толщину (возможно, как известно, посредством увеличения цепей в радиальной протяженности), когда, наоборот, размеры отделяющих колес не могут увеличиваться выше определенного предела, если требуется поддерживать допустимые габариты и не изменять общую архитектуру устройства. Разгрузка на плоскость делает возможным, после всего, получение большей безопасности и точности относительно разгрузки на поверхность, которая, в любом случае, является криволинейной, как основная поверхность отделяющего колеса.
Как уже упомянуто, вращательное перемещение выступов 7 вокруг основной окружности шестерен 6 представляет собой предпочтительное и выгодное решение, однако могут применяться геометрии и кинематика, которые отличаются в области общей архитектуры, эквивалентной вышеописанной архитектуре.
Пространственные ссылки вертикальный/горизонтальный, использующиеся выше, ясно предполагаются применительно к наиболее типичной рабочей конструкции и к ориентации, показанной на фигурах, хотя ясно, что эти ссылки никоим образом не следует рассматривать ограничивающими.
Настоящее изобретение было описано выше со ссылкой на его предпочтительный вариант осуществления. Следует понимать, что могут иметь место другие варианты осуществления, которые относятся к той же идее изобретения, при этом все они подпадают в область защиты нижеследующей формулы изобретения.
Изобретение относится к высокоскоростной упаковке сфальцованных бумажных изделий, например бумаги тиссью, салфеток и тому подобного. Устройство для подачи изделий в автоматическую упаковочную систему включает по меньшей мере два собирающих диска, накопительную плиту, устройство отделения и удаления стопки и разгрузочное устройство. Устройство отделения и удаления стопки содержит конвейерные средства. Конвейерные средства размещены ниже плиты. От конвейерных средств проходят захватывающие выступы. Выступы выполнены с возможностью зацепления со стопками при проходе через каналы в плите. Обеспечивается повышение надежности и производительности. 8 з.п. ф-лы, 3 ил.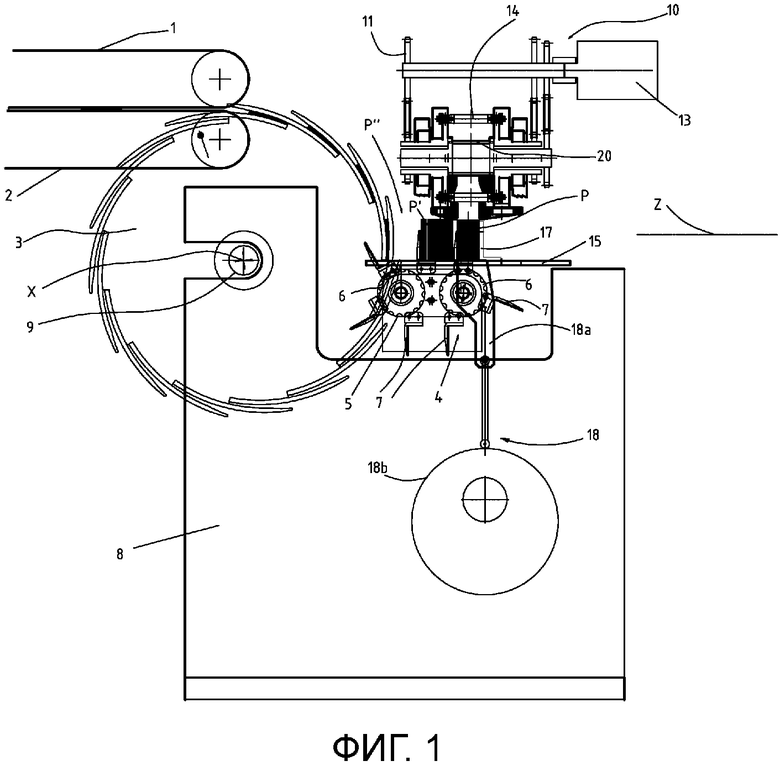
1. Устройство для подачи изделий, таких как бумага тиссью или аналогичных сфальцованных бумажных продуктов, в автоматическую упаковочную систему, при этом устройство содержит средства для формирования стопок изделий с по меньшей мере двумя собирающими дисками (3), задающими осевое направление (X) и радиальное направление (Z); накопительную плиту (15), выполненную с возможностью принятия и поддерживания изделий, разгружаемых из указанных собирающих дисков (3); для каждой пары собирающих дисков устройство (4) отделения и удаления стопки, выполненное с возможностью выталкивания стопок на указанную плиту (15) в радиальном направлении (Z) посредством подвижного прохождения между дисками и сцепления со стопками; и разгрузочное устройство (10) для разгрузки с плиты (15) вдоль осевого направления стопок, ранее вытолкнутых из дисков, при этом указанное по меньшей мере одно устройство (4) отделения и удаления стопки содержит конвейерные средства (5), размещенные ниже указанной плиты (15), следующие по кольцеобразному пути с сегментом, который проходит радиально по плоскости, параллельной и расположенной рядом с плоскостью плиты (15); и от указанных удаляющих конвейерных средств (5) проходят захватывающие выступы (7), выполненные с возможностью сцепления с указанными стопками, проходя через каналы, образованные в плите (15), и выступая ортогонально от этой плиты.
2. Устройство по п.1, в котором указанные конвейерные средства содержат цепи (5), проходящие вокруг шестерен (6), имеющих ось вращения, параллельную относительно оси дисков (3), и размещенных ниже плиты (15), при этом цепи (5) находятся в положении, соответствующем в осевом направлении пространству между двумя соседними дисками, причем одна из указанных шестерен поддерживается во вращении с помощью приводного средства с электроприводом.
3. Устройство по п.2, в котором указанные выступы (7) распределены равноудаленным образом вдоль протяженности указанных цепей (5).
4. Устройство по п.2 или 3, в котором указанные выступы (7) прикреплены к указанным цепям (5) таким образом, чтобы выполнять вокруг указанных шестерен (6), по существу, вращательное движение с центром в центре этих шестерен.
5. Устройство по любому из пп.2-4, в котором от плиты (15) непосредственно дальше по ходу относительно шестерни (6), наиболее удаленной от дисков (3), выступает упорный и сжимающий стопку элемент (17), при этом указанный упорный элемент имеет такую форму, чтобы обеспечивать возможность сквозного прохода указанных выступов (7).
6. Устройство по п.5, в котором расстояние между выступом и последующим выступом вдоль протяженности цепи увеличено относительно ширины сжатой стопки на величину, находящуюся между 50 и 100%.
7. Устройство по п.5 или 6, содержащее вертикальное подъемное устройство (18), выполненное с возможностью подъема стопок, сжатых указанным упорным элементом (17), по направлению к указанному разгрузочному устройству (10).
8. Устройство по п.7, в котором указанное подъемное устройство (18) содержит два режущих элемента (18a), проходящих по плоскостям, ортогональным относительно оси дисков, на определенном взаимном расстоянии, и приводные средства (18b) для режущих элементов, выполненные с возможностью приведения режущих элементов в возвратно-поступательное движение в направлении, ортогональном относительно плиты (15).
9. Устройство по любому из пп.2-8, в котором указанные приводные средства для цепей выполнены с возможностью приведения в движение цепей в соответствии с функцией скорости, которая обеспечивает варьируемую скорость, выполненную так, чтобы устанавливаться в зависимости от обрабатываемого формата изделий и стопок.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| US 3773322 A, 20.11.1973 | |||
| US 3810344 A, 14.05.1974 | |||
| Устройство для подачи листового материала в зону обработки | 1981 |
|
SU988427A1 |

