Изобретение относится к области защиты от коррозии промысловых нефтепроводов, работающих под одновременным воздействием агрессивной среды, механических напряжений и абразивных частиц, и может быть использовано для оценки стойкости трубопроводных сталей к "канавочной" ("ручейковой") коррозии.
Известен способ испытания образцов на коррозионное растрескивание при одноосном растяжении (ГОСТ 9.901.4-89. Единая система защиты от коррозии и старения. Металлы и сплавы. Испытания на коррозионное растрескивание образцов при одноосном растяжении). Сущность способа заключается в одновременном воздействии на образец нагрузки (постоянных нагрузки и деформации или возрастающих нагрузки и деформации) и коррозионной среды.
Недостатками данного способа является использование сложного устройства для нагружения образцов, а также необходимость помещения в коррозионную среду приспособления, которое коррозирует и влияет на точность эксперимента.
Известен способ испытания образцов металлических мембран под напряжением (Патент РФ №RU 2004116460A, опуб. 10.04.2007, Бюл. №10), в котором образец фиксируется во фланце нагрузочного резервуара и подвергается с одной стороны давлению рабочей среды. На другую сторону образца осуществляет воздействие коррозионно-активная среда. Через заданные интервалы времени замеряются параметры прогиба образца под действием давления нагружения и его толщина в центре. Вычисляется модуль упругости для образца, а затем по разности исходного и текущего модулей упругости рассчитывается степень коррозии мембраны.
Недостатком данного способа является то, что воздействие агрессивной среды происходит с выпуклой стороны пластины, тогда как в трубопроводе агрессивная среда воздействует на вогнутую сторону трубы. На образце отсутствует надрез, моделирующий абразивный износ трубопровода.
Известен способ определения долговечности конструкционных материалов в условиях воздействия агрессивных факторов и устройство для его осуществления (номер международной публикации WO 2009/157808 А2, опубл. 30.12.2009). Способ заключается в том, что круглый плоский образец закрепляется по кольцевому контуру в соединительно-герметизирующем устройстве, состоящем из нагнетательной и рабочей камер. Со стороны нагнетательной камеры образец нагружается давлением жидкой или газообразной среды, инертной по отношению к материалу испытуемого образца; со стороны рабочей камеры образец подвергается воздействию любых агрессивных сред и/или агрессивных воздействий; устанавливается время до разрушения образца при задаваемых условиях (температура и механическое напряжение в образце, деформированном давлением среды в нагнетательной камере). На основе полученных данных рассчитывается долговечность материала для заданного набора агрессивных воздействий.
Недостатком данного способа является то, что механическое напряжение в образце осуществляется деформированием его давлением среды в нагнетательной камере, в результате чего противоположная, контактирующая с агрессивной средой, его сторонаиспытывает растягивающие напряжения, тогда как в трубопроводе агрессивная среда воздействует на металл стороны трубы, испытывающий напряжения сжатия.
Известен способ испытаний образцов металлических материалов под напряжением (авторское свидетельство СССР №1777648, опубл. 23.11.1992), по которому на образец испытуемого материала воздействуют растягивающей нагрузкой и коррозионной средой, при этом используют крестообразный образец, по крайней мере один луч которого выполнен из испытуемого материала, юз действие коррозионной средой осуществляют путем заполнения полостей между лучами различными жидкостями и/или газами, а растягивающую нагрузку прикладывают к лучу из испытываемого материала по крайней мере по двум осям.
Недостатком данного способа является использование сложных в изготовлении крестообразного образца и устройстванагружения, а также трудность образованиясилового поля с равномерно распределенной нагрузкой.
Известен способ испытания тонкостенных образцов под напряжением [Патент РФ №RU 2439537 С1, опубл. 10.01.2012,Бюл. №1], включающий операции воздействия нагрузкой, агрессивной средой и полем на образец испытуемого материала, а также последующую вырезку из образца фрагмента круглой формы, на одну сторону которого осуществляют давление газовой средой. Замеряя высоту подъема образуемого купола по мере наращивания давления, определяют механические характеристики рассматриваемого фрагмента с составлением заключения о степени изменения характеристикобразца.
Недостатком данного способа является использование тонкостенных образцов, изготовление которых из тела трубы представляет собой весьма трудоемкий процесс.
Известен способ испытания образцов на коррозию под напряжением в атмосфере (ГОСТ 9.909-86. Единая система защиты от коррозии и старения. Металлы, сплавы, покрытия металлические и неметаллические неорганические. Методы испытаний на климатических испытательных станциях), принятый за прототип, который заключается в экспонировании образцов в условиях, сочетающих воздействие климатических факторов и внешних растягивающих напряжений. Образцы в виде пластин площадью 150×100 мм, толщиной 0,5-3,0 мм закрепляются в скобах, с помощью которых подвергается изгибу до необходимой стрелы прогиба, соответствующей напряжению 0,9 предела текучести испытуемого металла. Образцы вместе со скобами размещаются на стендах и подвергаются воздействию атмосферной коррозии в условиях, соответствующих предполагаемым условиям эксплуатации изделии, деталей или узлов, в которых будут использованы испытуемые материалы. При испытаниях образцы периодически осматривают и перегружают (образец полностью разгружают и вновь нагружают в соответствии с первоначальным расчетом величины деформации). Осмотр и перегрузку образцов проводят через 3, 6, 12 месяцев и в дальнейшем - 1 раз в год. Стойкость к коррозии под напряжением оценивают по среднему арифметическому значению времени до появления трещин или до разрушения образцов.
Недостатком данного способа является то, что стойкость металла образца к коррозии под напряжением оценивается по значению времени выдержкиобразца в агрессивной среде до появления в нем трещин, которые при протекании "ручейковой" коррозии трубопроводов не образуются.
Техническим результатомизобретения является разработкаспособа оценки стойкости трубопроводных сталей промысловых нефтепроводовк коррозии в перекачиваемых водонефтяных эмульсиях в условиях одновременного воздействия на трубу агрессивной среды, механических напряжений и эрозионных частиц.
Технический результат достигается тем, что длина и остаточная стрела прогиба пластины берутся в соотношении, которое обеспечивает возникновение в средней точке пластины уровня остаточных напряжений, имеющего место в трубопроводе, в средней точке пластины с внутренней стороны поперек длины наносится округлый надрез радиусом и глубиной от 0,4 до 0,6 мм, затем полируют боковые стенки пластин с получением шлифов, которые фотографируют, а затемобрабатывают и анализируют изображение в компьютерных программах с определением исходного радиуса надреза, далее пластину устанавливают в горизонтальном положении стороной с надрезом вниз в термостат с агрессивной средой, в качестве которой используют водный раствор NaCl концентрации от 2 до 3%, и проводят термостатирование при температуре от 65 до 750С в течении от 5 до 50 часов с подачей потока воздуха к месту надреза и фиксацией времени выдержки каждой пластины, далее проводят повторную полировку боковых стенку пластин с получением шлифов, которые фотографируют, а затем обрабатывают и анализируют изображение в компьютерных программах с определением радиуса надреза после воздействия среды, далее оценивают стойкость к "канавочной" коррозии пластины по глубинному показателю скорости процесса К, который рассчитывают по фор мул е:
К=(ΔR/t)8760 [мм/год],
где ΔR - изменение радиуса надреза за время t, мм,
t - время термостатирования пластины, час,
8760 - число часов в году.
Способ поясняется следующими фигурами:
фиг. 1 - вид пластины из трубопроводной стали, подготовленной к испытаниям, до воздействия агрессивной среды;
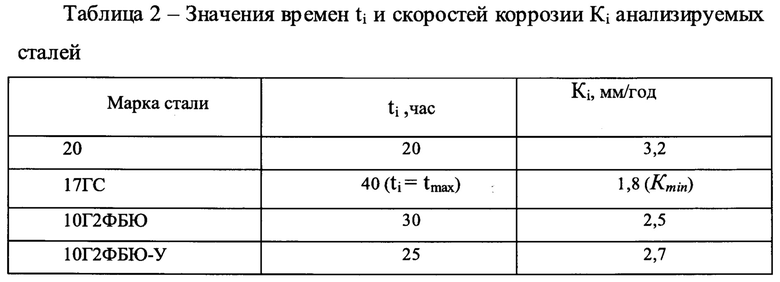
фиг. 2 - изображение сечения надреза на пластине до воздействия агрессивной среды с указанием исходного его радиуса R1 в мм, установленного по результатам обработки изображения в в компьютерных программах - фоторедакторах Adobe - Photoshop и AutodeskAutoCAD;
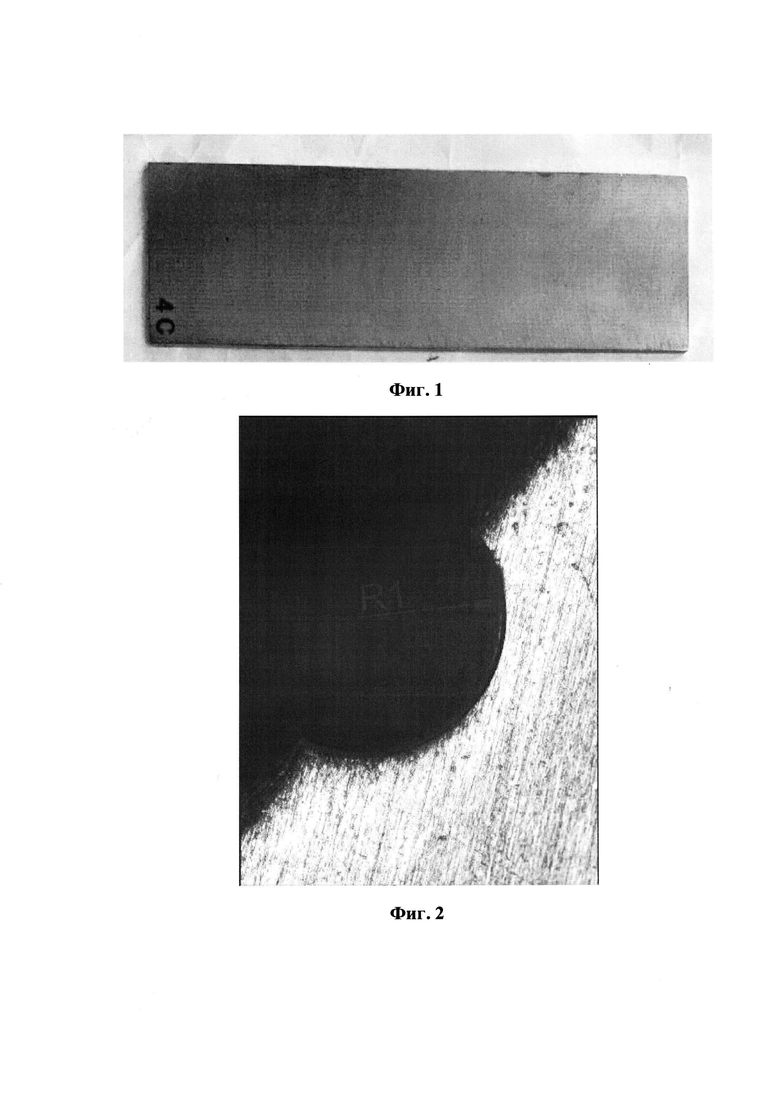
фиг. 3 - измерение стрелы прогиба пластины до воздействия агрессивной среды;
фиг. 4 - термостат с коррозионно-агрессивной средой с нагревательным элементом и воздухоподводящей трубкой (вид сверху);
фиг. 5 - термостат с коррозионно-агрессивной средой с установленными пластинами;
фиг. 6 - вид пластины из трубопроводной стали после воздействия агрессивной среды;
фиг. 7 - изображение сечения надреза на пластине после воздействия агрессивной среды с указанием радиуса R2 в мм, установленного по результатам обработки изображения в в компьютерных программах-фоторедакторах Adobe - Photoshop и Autodesk AutoCAD, и глубины коррозионного повреждения h, мм.
Способ осуществляется следующим образом. Из труб промысловых трубопроводов из анализируемых сталей изготавливаются пластины размером 150×50 толщиной 3 мм (фиг. 1), которые с помощью скобы подвергаются изгибу в средней по их длине точке до достижения остаточной стрелы прогиба 8 ±1 мм. (Как показывают расчеты, такое соотношение длины пластины и остаточной длины прогиба обеспечивает в средней части пластины существование остаточных напряжений величины, близкой к имеющейся в трубах промысловых трубопроводов). Затем поперек пластин на внутренней их стороне наносится округлый надрез радиусом R0~0,5 мм глубиной ~ 0,5 мм, моделирующий канавку от эрозионного воздействия твердыхчастиц, служащий концентратором дополнительных механических напряжений.
Боковые стороны пластин в месте надреза полируются для получения шлифов, которые осматриваются под микроскопом с фотографированием сечения надреза с каждой стороны пластины.
Все полученные изображения обрабатываются в в компьютерных программах-фоторедакторах Adobe - Photoshop и Autodesk AutoCAD с целью определения точного значения (±1 мкм) исходного радиуса надреза R01 и R02 для каждой стороны пластины (фиг. 2).
С помощью индикатора часового типа со стойкой замеряется стрела прогиба исходных пластин Н0 в средней их точке с точностью ΔН±0,01 мм (фиг. 3).
Пластины стороной с надрезом вниз помещаются в термостат (фиг. 4), заполненный 3%-м водным раствором NaCl, как коррозионно-активной средой, моделирующей состав пластовой воды перекачиваемых водонефтяных эмульсий (фиг. 5).
Осуществляется выдержка пластин в коррозионно-активной среде при температуре 70±5°С (максимальной температуре перекачиваемых водонефтяных эмульсий) в течение времени от 5 до 50 часов, как выдержки достаточной для осуществления заметной коррозии наименее и наиболее коррозионно-стойкой трубопроводной стали. В процессе выдержки пластин в термостате их поверхность в месте надреза подвергается непрерывной обдувке воздухом, что моделирует подвод растворенного в водонефтяной эмульсии кислорода к поверхности канавки, образовавшейся на донной части трубопровода в результате коррозионно-эрозионного воздействия перекачиваемой среды.
Исходя из того, что заметное увеличение глубины надреза из-за разъедания его стенок коррозионно-активной средой приведет к изменению стрелы прогиба пластины, через каждые 5 часов пластины из коррозионно-активной среды извлекаются (фиг. 6) и замеряется их остаточная стрела прогиба H1, которая сравнивается с первоначальной стрелой прогиба данной пластины Н0. С использованием ластика поверхность надреза каждой пластины освобождается от продуктов коррозии, после чего пластины опять помещаются в термостат для продолжения испытаний.
Определяется время выдержки ti каждой пластины в коррозионно-активной среде, необходимое для изменения стрелы прогиба ΔН на величину (≥0,02 мм), превышающую погрешность измерения Н (±0,01 мм).
Из сравнения результатов выдержки выбирается сталь с наибольшим значением ti (временем tmax), принимаемая за наиболее стойкую к "канавочной" коррозии.
Боковые стороны пластины из данной стали повторно полируются с получением шлифов, которые осматриваются под микроскопом с фотографированием сечения надреза.
Полученные изображения обрабатываются в компьютерных программах-фоторедакторах Adobe - Photoshop и Autodesk AutoCAD с целью определения точного значения (±1 мкм) радиусов надреза R11 и R12. Ha каждой стороне пластины после воздействия среды. Для каждой стороны устанавливается изменение ее радиуса надреза в результате разъедания его стенок коррозионно-активной средой

откуда рассчитывается среднее значение изменения ΔR, которое принимается за глубину коррозионного повреждения наиболее коррозионно-стойкой стали hmin в условиях, моделирующих наиболее жесткие условия эксплуатации трубопровода (фиг. 7)

Исходя из величины hmin, рассчитывается скорость коррозии металла стенок надреза наиболее коррозионно-стойкой стали

где 8760 - число часов в году, которая принимается за скорость "канавочной" коррозии данной стали.
Скорость коррозии всех других сталей оценивается, исходя из отношения времени tmax к времени ti каждой стали

Способ поясняется следующим примером. Из труб промысловых нефтепроводов из сталей 20, 17ГС, 10Г2ФБЮ, 10Г2ФБЮ-У вырезали пластины размером 150×50 толщиной 3 мм (фиг. 1), которые с помощью скобы изгибали в средней по их длине точке до достижения остаточной стрелы прогиба 8 ±1 мм, что обеспечивало, согласно расчетам, возникновение в средней точке пластины уровня остаточных напряжений ~200 МПа, имеющего место в трубопроводе. Затем поперек пластин с использованием дисковой фасонной фрезы толщиной 1 мм с формой режущей части в форме полусферы радиусом 0,5 мм на их внутреннюю сторону наносили округлый надрез глубиной ~0,5 мм.
С помощью микроскопа и компьютерного редактирования определяли точные значения исходного радиуса сечения надреза R01, R02 на каждой стороне пластины (фиг. 2).
Замеряли исходную стрелу прогиба пластин R0i с точностью ΔН±0,01 мм (фиг. 3).
Пластины надрезом вниз помещали в термостат (фиг .4), заполненный 3%-м водным раствором NaCl (фиг. 5).
Осуществляли выдержку пластин в растворе при температуре 70±5°С в течение 40 часов с непрерывной обдувкой воздухом их поверхности в месте надреза.
Через каждые 5 часов пластины из коррозионно-активной среды извлекали (фиг. 6) и замерялиих остаточную стрелу прогиба Н1i, которую сравнивали с первоначальной стрелой прогиба H0i. Определяли время выдержки ti каждой пластины в коррозионно-активной среде, необходимое для уменьшения ее стрелы прогиба не менее, чем на 0,02 мм.
Из сравнения результатов выдержки пластин выбирали сталь 17ГС с наибольшим временем ti=tmax=40 часов, которую принимали за наиболее стойкую к "канавочной" коррозии.
Боковые поверхности подверженной коррозии пластины из стали 17ГС полировали для получения шлифа, который осматривали под микроскопом с фотографированием изображения сечения надреза.
Полученные изображения обрабатывали в компьютерных программах-фоторедакторах Adobe - Photoshop и Autodesk AutoCAD с замером радиусов надреза R11, R12 после воздействия среды, которые оказались равными 0,558 и 0,566 мм, откуда, с учетом исходных радиусов надреза для пластины из данной стали (R01=0,551 мм, R02=0,557 мм), устанавливали среднюю величину увеличения радиуса надреза, которую принимали за глубину коррозионного повреждения стали hmin в условиях, моделирующих наиболее жесткое воздействие среды на стенку трубопровода (фиг. 7),
hmin=ΔR=(0,007+0,009)/2=0,008 мм
Исходя из величины hi, рассчитывали скорость коррозииметалла стенок надреза этой наиболее коррозионно-стойкой стали
Кmin=(hmin/tmax)8760=(0,008/40)8760=~1,8 мм/год,
которую принимали за скорость "канавочной" коррозии стали 17ГС.
Изменение стрелы прогиба пластин из анализируемых сталей в процессе воздействия среды иллюстрирует таблица 1.
Подстановка значений ti других сталей в формулу (4) позволила получить значения скорости их «канавочной» коррозии Кi, представленные в таблице 2.
Способ дает возможность количественного определения стойкости трубопроводных сталей к «канавочной» («ручейковой») коррозии, что достигается установлением величины приращения радиуса надреза на согнутой пластине в результате разъедания его стенок коррозионной средой, при этом индикатором разъедания выступает изменение стрелы прогиба пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ СТОЙКОСТИ ТРУБОПРОВОДНЫХ СТАЛЕЙ К "КАНАВОЧНОЙ" КОРРОЗИИ | 2021 |
|
RU2757634C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СТАЛЬНЫХ ИЗДЕЛИЙ (ЕГО ВАРИАНТЫ) | 1999 |
|
RU2149400C1 |
| СПОСОБ ИСПЫТАНИЯ НА СУЛЬФИДНОЕ РАСТРЕСКИВАНИЕ МЕТАЛЛА ЭЛЕКТРОСВАРНЫХ И БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2582231C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОРОГА НАПРЯЖЕНИЙ КОРРОЗИОННОГО РАСТРЕСКИВАНИЯ СТАЛИ ИЛИ СПЛАВА ПРИ ПОСТОЯННОЙ ДЕФОРМАЦИИ | 2016 |
|
RU2634800C1 |
| СПОСОБ КОРРОЗИОННЫХ ИСПЫТАНИЙ СТАЛЕЙ | 2003 |
|
RU2235309C1 |
| СПОСОБ ИСПЫТАНИЯ ТРУБНЫХ СТАЛЕЙ НА КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ ПОД НАПРЯЖЕНИЕМ | 2015 |
|
RU2582911C1 |
| Способ формирования никель-алюминиевого коррозионностойкого покрытия на сталях | 2024 |
|
RU2824010C1 |
| СПОСОБ ИСПЫТАНИЯ ТРУБ НА КОРРОЗИОННУЮ СТОЙКОСТЬ | 2008 |
|
RU2368888C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ОБРАЗЦОВ ВЫСОКОПРОЧНЫХ СТАЛЕЙ НА КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ ПОД НАПРЯЖЕНИЕМ | 2022 |
|
RU2786093C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОЛГОВЕЧНОСТИ И ДЛИТЕЛЬНОЙ ПРОЧНОСТИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ПОД НАГРУЗКОЙ | 2021 |
|
RU2782331C1 |
Изобретение относится к области защиты от коррозии промысловых нефтепроводов и может быть использовано для оценки стойкости трубопроводных сталей к "канавочной" ("ручейковой") коррозии. Сущность: осуществляют изготовление пластины из анализируемой стали, ее изгиб до необходимой стрелы прогиба, термостатирование в агрессивной среде, осмотр после испытаний, оценку стойкости к коррозии. Длина и остаточная стрела прогиба пластины берутся в соотношении, обеспечивающем возникновение в пластине остаточных напряжений, имеющих место в трубопроводе. Поперек пластины в средней ее точке наносится округлый надрез глубиной от 0,4 до 0,6 мм и замеряется его радиус. Проводится выдержка пластины в термостате с 2-3% водным раствором NaCl при температуре от 65 до 75°С в течение от 5 до 50 часов с подачей потока воздуха к месту надреза и замером радиуса надреза после испытаний. Рассчитывается глубинный показатель скорости "канавочной" коррозии по формуле, учитывающей изменение радиуса надреза за время t, мм, время термостатирования пластины, час, и число часов в году. Технический результат: возможность количественной оценки стойкости трубопроводных сталей промысловых нефтепроводов к коррозии в перекачиваемых водонефтяных эмульсиях в условиях одновременного воздействия на трубу агрессивной среды, механических напряжений и эрозионных частиц. 2 табл. 7 ил.
Способ определения стойкости трубопроводных сталей к «канавочной» коррозии, включающий изготовление пластины из анализируемой стали, изгиб пластины в скобе до необходимой стрелы прогиба, термостатирование в агрессивной среде, периодический осмотр в процессе испытаний, оценку стойкости к коррозии, отличающийся тем, что длина и остаточная стрела прогиба пластины берутся в соотношении, которое обеспечивает возникновение в средней точке пластины уровня остаточных напряжений, имеющего место в трубопроводе, в средней точке пластины с внутренней стороны поперек длины наносится округлый надрез радиусом и глубиной от 0,4 до 0,6 мм, затем полируют боковые стенки пластины с получением шлифов, которые фотографируют, а затем обрабатывают и анализируют изображение в компьютерных программах с определением исходного радиуса надреза, далее пластину устанавливают в горизонтальном положении стороной с надрезом вниз в термостат с агрессивной средой, в качестве которой используют водный раствор NaCl концентрации от 2 до 3% и проводят термостатирование при температуре от 65 до 75°С в течение от 5 до 50 часов с подачей потока воздуха к месту надреза и фиксацией времени выдержки каждой пластины, далее проводят повторную полировку боковых стенок пластины с получением шлифов, которые фотографируют, а затем обрабатывают и анализируют изображение в компьютерных программах с определением радиуса надреза после воздействия среды, далее оценивают стойкость к "канавочной" коррозии пластины по глубинному показателю скорости процесса К, который рассчитывают по формуле:
К=(ΔR/t)8760 [мм/год],
где ΔR - изменение радиуса надреза за время t, мм,
t - время термостатирования пластины, час,
8760 - число часов в году.
| УСТРОЙСТВО ДИАГНОСТИКИ ДЕФЕКТОВ В СООРУЖЕНИЯХ ИЗ ТРУБНЫХ СТАЛЕЙ | 2015 |
|
RU2620327C1 |
| СПОСОБ ВЫЯВЛЕНИЯ УЧАСТКОВ ТРУБОПРОВОДОВ, ПРЕДРАСПОЛОЖЕННЫХ К ВНУТРЕННЕЙ КОРРОЗИИ | 2008 |
|
RU2360230C1 |
| СПОСОБ ИСПЫТАНИЯ ТОНКОСТЕННЫХ ОБРАЗЦОВ ПОД НАПРЯЖЕНИЕМ | 2010 |
|
RU2439537C1 |
| CN 101608995 B, 11.01.2012. | |||

