Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к элементам скольжения, содержащим слои цинкового покрытия, подвергнутые химической конверсионной обработке, а более конкретно к металлическому элементу скольжения с сильным блеском без оттенка желтого или красного цветов.
Предпосылки создания изобретения
[0002] Для предотвращения коррозии железа широко применяется нанесение цинкового покрытия. Цинковое покрытие выполняет функцию защитного покрытия, например, для металлической подложки, содержащей железо. Цинк саморастворяется так, что предотвращает коррозию металлической подложки. Однако, на воздухе на поверхности цинкового покрытия в течение короткого периода времени образуется белая ржавчина, ухудшая степень блеска (блесковатость).
[0003] Нанесение цинкового покрытия в настоящее время включает химическую конверсионную обработку с применением хромовой кислоты, предотвращающей вышеописанную белую ржавчину, и предотвращает как причину белой ржавчины, так и растворение цинка в результате синергетических эффектов цинкового покрытия и подвергнутого химической конверсионной обработке слоя, тем самым защищая от коррозии металлическую подложку, содержащую железо, и сохраняя степень блеска на поверхности нанесенного слоя.
[0004] Однако, химическая конверсионная обработка приводит к интерференционному цвету на оцинкованной поверхности, вызывая неравномерность цвета, что нежелательно для таких элементов, как детали транспортных средств, архитектурные металлические изделия и механические детали, которым необходимо иметь высокодекоративный внешний вид. Для элементов скольжения, которым необходимо иметь высокодекоративный внешний вид, обычно используется покрытие, содержащее никель (Ni).
[0005] В публикации не прошедшей экспертизу заявки на патент Японии № 2013-32571 (патентный документ 1) раскрыт элемент скольжения, содержащий на поверхности металлической подложки пленку с покрытием из цинкового сплава, включающую никель и молибден и имеющую черный цвет.
Список литературы
Патентная литература
[0006] Патентный документ 1: Публикация не прошедшей экспертизу заявки на патент Японии № 2013-32571
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая проблема
[0007] Пленка с покрытием из цинкового сплава, раскрытая в патентном документе 1, дорога в изготовлении, поскольку слой с покрытием включает сплав, содержащий отличный от цинка металл, такой как никель. Кроме того, раскрытое в патентном документе 1 изделие невозможно изготовить с использованием обычной технологической линии нанесения цинкового покрытия и поэтому имеет меньшую универсальность.
[0008] Для решения вышеописанных традиционных проблем, настоящее изобретение предоставляет высокодекоративный элемент скольжения, имеющий высокую степень металлического блеска и использующий недорогое цинковое покрытие, предотвращающий при этом интерференционный цвет. Настоящее изобретение также предоставляет способ изготовления универсального элемента скольжения, изготавливаемого с помощью обычной технологической линии нанесения цинкового покрытия без внесения в нее существенных изменений.
РЕШЕНИЕ ПРОБЛЕМЫ
[0009] Авторы настоящего варианта осуществления изобретения посвятили себя постоянным исследованиям для достижения вышеописанной цели, чтобы выполнить вышеописанные задачи и создать настоящий вариант осуществления изобретения путем формирования на оцинкованной поверхности, подвергнутой химической конверсионной обработке, внешнего слоя, включающего по меньшей мере один материал, выбранный из группы, состоящей из соединения диоксида кремния, акриловой смолы, полиуретановой смолы, эпоксидной смолы, фенольной смолы и меламиновой смолы, для повышения степени блеска при уменьшении интерференционного цвета, возникающего в подвергнутом химической конверсионной обработке слое, а также существенного улучшения коррозионной стойкости и эффективности скольжения.
[0010] Настоящий вариант осуществления изобретения предоставляет элемент скольжения, содержащий на поверхности металлической подложки слой с обработанной поверхностью, включающий слой гальванического цинкового покрытия, подвергнутый химической конверсионной обработке слой и внешний слой, расположенные последовательно на металлической подложке, причем подвергнутый химической конверсионной обработке слой включает хром и кислород. Внешний слой представляет собой прозрачный слой, выполненный из по меньшей мере одного материала, выбранного из группы, состоящей из соединения диоксида кремния, акриловой смолы, полиуретановой смолы, эпоксидной смолы, фенольной смолы и меламиновой смолы. Значение L* составляет 85 или более, значение |a*| составляет менее 6, значение |b*| составляет менее 8, а уровень металлического блеска составляет 170 или более на поверхности элемента скольжения в соответствии с цветовой системой L*a*b*.
[0011] Настоящий вариант осуществления изобретения также предоставляет способ изготовления элемента скольжения, содержащего на поверхности металлической подложки слой с обработанной поверхностью, включающий слой цинкового покрытия, подвергнутый химической конверсионной обработке слой и внешний слой, расположенные последовательно на металлической подложке, причем подвергнутый химической конверсионной обработке слой включает хром и кислород. Внешний слой представляет собой прозрачный слой, выполненный из по меньшей мере одного материала, выбранного из группы, состоящей из соединения диоксида кремния, акриловой смолы, полиуретановой смолы, эпоксидной смолы, фенольной смолы и меламиновой смолы. Способ содержит этап формирования на поверхности подвергнутого химической конверсионной обработке слоя внешнего слоя, включающего по меньшей мере один материал, выбранный из группы, состоящей из соединения диоксида кремния, акриловой смолы, полиуретановой смолы, эпоксидной смолы, фенольной смолы и меламиновой смолы. Значение L* составляет 85 или более, значение |a*| составляет менее 6, значение |b*| составляет менее 8, а уровень металлического блеска составляет 170 или более на поверхности элемента скольжения в соответствии с цветовой системой L*a*b*. Способ содержит этап формирования внешнего слоя на поверхности подвергнутого химической конверсионной обработке слоя.
Преимущественные эффекты изобретения
[0012] Согласно настоящему варианту осуществления изобретения, на оцинкованной поверхности, подвергнутой химической конверсионной обработке, формируют внешний слой, выполненный из по меньшей мере одного материала, выбранного из группы, состоящей из соединения диоксида кремния, акриловой смолы, полиуретановой смолы, эпоксидной смолы, фенольной смолы и меламиновой смолы, для обеспечения элемента скольжения с сильным блеском с меньшим интерференционным цветом, возникающим в подвергнутом химической конверсионной обработке слое.
[0013] Согласно настоящему варианту осуществления изобретения, способ содержит этап формирования на подвергнутой химической конверсионной обработке оцинкованной поверхности внешнего слоя, выполненного из по меньшей мере одного материала, выбранного из группы, состоящей из соединения диоксида кремния, акриловой смолы, полиуретановой смолы, эпоксидной смолы, фенольной смолы и меламиновой смолы, для обеспечения универсального элемента скольжения, изготавливаемого с помощью обычной технологической линии нанесения цинкового покрытия без внесения в нее существенных изменений.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
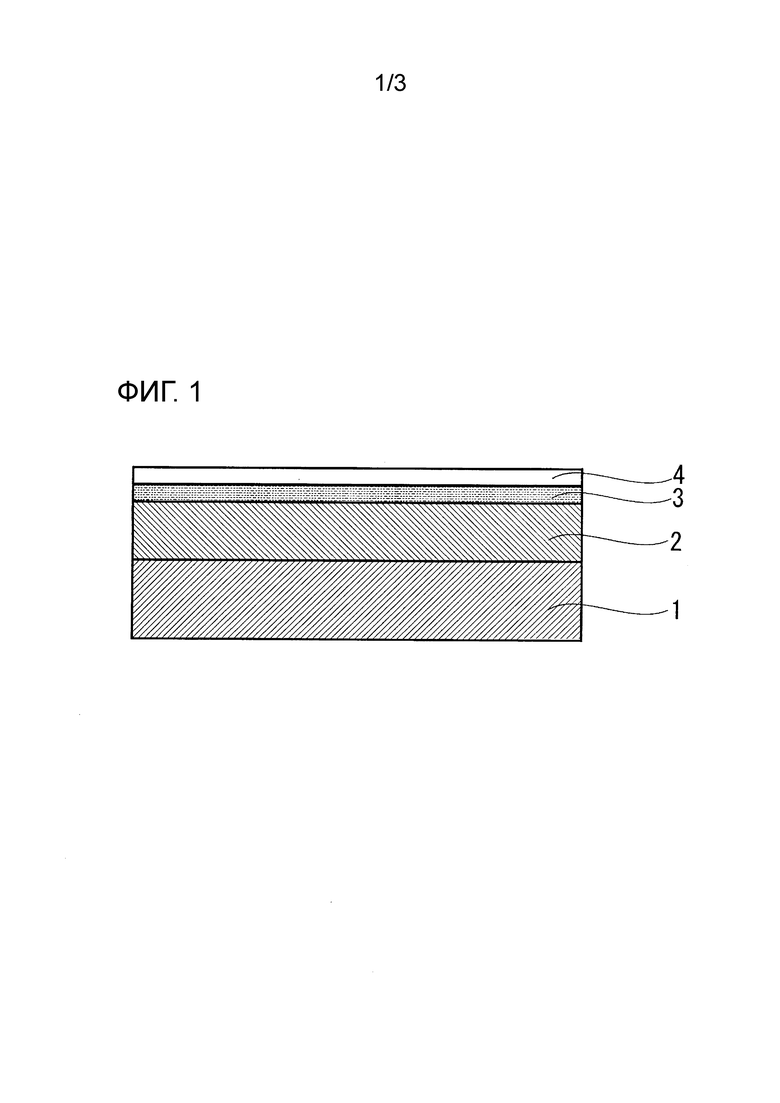
[0014] Фиг. 1 представляет собой вид, иллюстрирующий структуру слоев элемента скольжения в соответствии с настоящим вариантом осуществления изобретением.
Фиг. 2 представляет собой СЭМ-изображение (изображение в сканирующем электронном микроскопе) поверхности элемента скольжения по примеру 29.
Фиг. 3 представляет собой изображение в сканирующем электронном микроскопе поверхности элемента скольжения по примеру 31.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0015] Далее будет более подробно описан элемент скольжения в соответствии с настоящим вариантом осуществления изобретения. Элемент скольжения содержит слой с обработанной поверхностью на поверхности металлической подложки. Слой с обработанной поверхностью снабжен на подвергнутой химической конверсионной обработке оцинкованной поверхности внешним слоем, выполненным из по меньшей мере одного материала, выбранного из группы, состоящей из соединения диоксида кремния, акриловой смолы, полиуретановой смолы, эпоксидной смолы, фенольной смолы и меламиновой смолы. Как показано на фиг. 1, слой с обработанной поверхностью включает слой 2 цинкового покрытия, подвергнутый химической конверсионной обработке слой 3 и внешний слой 4, расположенные последовательно на металлической подложке.
Внешний слой
[0016] Внешний слой выполнен из по меньшей мере одного материала, выбранного из группы, состоящей из соединения диоксида кремния, акриловой смолы, полиуретановой смолы, эпоксидной смолы, фенольной смолы и меламиновой смолы (также именуемый в дальнейшем как «композиция внешнего слоя»), и представляет собой прозрачный слой, покрывающий оцинкованную поверхность, подвергнутую химической конверсионной обработке. Прозрачность внешнего слоя приводит к металлической блесковитости и нейтрализует интерференционный цвет или неравномерность цвета подвергнутого химической конверсионной обработке слоя, поскольку проходящий через внешний слой свет отражается от подвергнутого химической конверсионной обработке слоя, обеспечивая тем самым высокодекоративный серебристый внешний вид при подавлении окрашивания, в котором, согласно цветовой системе L*a*b*, значение L* составляет 85 или более, значение |a*| составляет менее 6, значение |b*| составляет менее 8, а уровень металлического блеска составляет 170 или более.
[0017] В данном контексте термин «прозрачный» означает, что коэффициент пропускания видимого света с длиной волны от 380 нм до 780 нм составляет 70% или более.
[0018] Причина появления блестящего внешнего вида с серебристой окраской, полученного в результате расположения внешнего слоя, не ясна, но предполагается, что подавляется интерференционный цвет, вызываемый подвергнутым химической конверсионной обработкой слоем, и доминирует зеркально отраженный от оцинкованной поверхности свет.
[0019] Наносимое количество внешнего слоя предпочтительно составляет в диапазоне 0,3 мг/м2 или более и 8,0 мг/м2 или менее, и более предпочтительно в диапазоне от 0,3 мг/м2 до 3,5 мг/м2.
[0020] Нанесенное количество менее 0,3 мг/м2 не может полностью покрыть подвергнутый химической конверсионной обработке слой и может привести к повреждению внешнего слоя.
[0021] По мере увеличения наносимого количества внешнего слоя можно повысить коррозионную стойкость, если необходим элемент скольжения, имеющий более высокую коррозионную стойкость. Однако, нанесенное количество выше 8,0 мг/м2 может привести к чрезмерному разрастанию кристаллов в состоянии белого порошка в зависимости от используемого соединения диоксида кремния, приводя с течением времени к ухудшению степени металлического блеска. Нанесенное количество внешнего слоя можно измерить путем удаления внешнего слоя, нанесенного на элемент скольжения, для вычисления массы на единицу площади.
[0022] Композиция внешнего слоя, включенная в внешний слой, может быть любым материалом, который обладает высокой адгезией к подвергнутому химической конверсионной обработке слою и высокой прозрачностью и может блокировать влагу и кислород. Композиция внешнего слоя может представлять собой соединение диоксида кремния в дополнение к вышеуказанным смоляным компонентам, таким как акриловая смола, полиуретановая смола, эпоксидная смола, фенольная смола и меламиновая смола. Примеры таких соединений диоксида кремния включают диоксид кремния и соль кремниевой кислоты. Композиция внешнего слоя может содержать один из этих компонентов или может содержать несколько компонентов, связанных между собой.
[0023] Композиция внешнего слоя, включающая соединение диоксида кремния, обладает высокими сглаживающими свойствами и снижает сопротивление скольжению и поэтому подходит для использования элемента скольжения, такого как опора подголовника для транспортного средства, на которую нельзя наносить смазку.
[0024] Композиция внешнего слоя предпочтительно является растворимой или диспергируемой в воде. Водная композиция внешнего слоя исключает использование маслянистого растворителя для образования сплошного внешнего слоя после формирования слоя цинкового покрытия. Это облегчает обработку без существенной модификации обычной технологической линии нанесения цинкового покрытия.
[0025] Внешний слой можно сформировать путем этапа нанесения водной жидкости для образования внешнего слоя, содержащей вышеописанную композицию внешнего слоя, с последующей его сушкой.
Подвергнутый химической конверсионной обработке слой
[0026] Подвергнутый химической конверсионной обработке слой включает хром (Cr) и кислород (O) и представляет собой пленку, образованную на цинковом покрытии, для предотвращения образования белой ржавчины цинкового покрытия и замедляет образование красной ржавчины на металлической подложке.
[0027] Толщина подвергнутого химической конверсионной обработке слоя предпочтительно составляет от 50 нм до 300 нм. Установка толщины подвергнутого химической конверсионной обработке слоя в этом диапазоне может обеспечить серебристый блестящий внешний вид вместе с эффектами внешнего слоя.
[0028] Подвергнутый химической конверсионной обработке слой толщиной менее 50 нм может обладать низкой коррозионной стойкостью и иметь тенденцию легко вызывать образование красной ржавчины, что приводит к ухудшению высокодекоративного внешнего вида. Подвергнутый химической конверсионной обработке слой толщиной более 300 нм может увеличивать интерференционный цвет и иметь тенденцию приобретать желтый или красный оттенок, препятствуя нейтрализации интерференционного цвета или неравномерности цвета внешним слоем. Толщину подвергнутого химической конверсионной обработке слоя можно измерить путем захвата изображения слоя с обработанной поверхностью в поперечном сечении.
[0029] Подвергнутый химической конверсионной обработке слой можно сформировать путем пропитки металлической подложки с цинковым покрытием жидкостью для химической конверсионной обработки, содержащей в основном трихромовую кислоту или дихромат.
[0030] Подвергнутый химической конверсионной обработке слой с использованием жидкого хромата, содержащего в основном трехвалентный хром, обладает более низкими эффективностью самовосстановления и коррозионной стойкостью, чем подвергнутый химической конверсионной обработке слой, содержащий в основном шестивалентный хром, но может в достаточной степени сохранять блестящий внешний вид в течение длительного времени, поскольку коррозионная стойкость улучшена за счет наличия внешнего слоя.
Слой цинкового покрытия
[0031] Слой цинкового покрытия защищает металлическую подложку от коррозии благодаря своей самокоррозионной защитной функции. Слой цинкового покрытия в соответствии с настоящим вариантом осуществления изобретения может представлять собой любой слой с покрытием, который имеет металлический блестящий внешний вид, и предпочтительно представляет собой слой гальванического цинкового покрытия, способствующий меньшей шероховатости поверхности и облегчающий получение внешнего вида с сильным блеском.
[0032] Толщина слоя цинкового покрытия предпочтительно составляет 3 мкм или более. Толщина 3 мкм или более улучшает коррозионную стойкость. Чрезмерно уменьшенная толщина слоя цинкового покрытия, напротив, приводит к относительно быстрому износу цинкового покрытия из-за его самокоррозионной защитной функции, уменьшая его коррозионную стойкость.
[0033] При гальваническом методе нанесения цинкового покрытия используются ионы металлов в гальванической жидкости, и для образования слоя металл покрытия наносится на поверхность металлической подложки на атомном уровне с помощью электрической энергии. Поскольку увеличение толщины за счет гальванического покрытия в определенной степени ограничено, практический верхний предел толщины, полученной гальваническим покрытием, составляет около 20 мкм. Толщину слоя цинкового покрытия можно измерить путем захвата изображения слоя с обработанной поверхностью в поперечном сечении.
Металлическая подложка
[0034] Металлическая подложка может содержать более благородный металл, чем цинк, и предпочтительно представляет собой металлическую подложку на основе железа, такую как стальной материал.
Способ изготовления элемента скольжения
[0035] Вышеописанный элемент скольжения можно изготовить таким образом, что слой с обработанной поверхностью образуется на поверхности металлической подложки, обработанной до состояния готового продукта. Способ изготовления элемента скольжения в соответствии с настоящим вариантом осуществления изобретения содержит этап формирования внешнего слоя на элементе скольжения, имеющем слой цинкового покрытия, подвергнутый химической конверсионной обработке.
[0036] Слой цинкового покрытия, подвергнутый химической конверсионной обработке, можно сформировать обычным способом. В частности, металлическую подложку, обработанную до состояния готового продукта, очищают и обезжиривают с тем, чтобы сформировать на ней цинковое покрытие гальваническим методом. Затем поверхность слоя цинкового покрытия подвергают кислотному активированию разбавленной азотной кислотой и пропитывают жидкостью для химической конверсионной обработки (кислый водный раствор), содержащей трихромовую кислоту, для приготовления слоя цинкового покрытия с подвергнутой химической конверсионной обработке поверхностью.
[0037] Ванна для формирования слоя цинкового покрытия гальваническим методом может быть кислотной или щелочной.
[0038] Примеры щелочных ванн включают в себя ванну на основе циана и ванну на основе цинката. Нанесение цинкового покрытия с использованием ванны на основе циана обеспечивает равномерное электроосаждение, гладкость и гибкость нанесенной пленки.
[0039] Примеры кислотных ванн включают в себя хлоридную ванну и сульфатную ванну. Конкретные примеры хлоридных ванн включают ванну с хлоридом цинка-аммония, ванну с хлоридом цинка-калия и ванну с хлоридом цинка-аммония/калия.
[0040] Гальванический слой можно сформировать известным способом нанесения покрытия таким образом, что на поверхность металлической подложки, используемой в качестве отрицательного электрода, осаждают металл при подходящей плотности тока в ванне для нанесения покрытия, содержащей металлическую соль, проводящий наполнитель, регулятор концентрации ионов водорода, добавки и т.п.
[0041] Жидкость для химической конверсионной обработки может быть обычно используемой жидкостью для химической конверсионной обработки, такой как светлый хромат, цветной хромат или синий хромат, но предпочтительно представляет собой жидкий хромат, содержащий в основном трехвалентный хром.
[0042] Подвергнутый химической конверсионной обработке слой можно сформировать таким образом, что покрытая цинком металлическая подложка пропитывается жидкостью для химической конверсионной обработки (жидким хроматом), содержащей трехвалентный хром. Концентрацию хромовой кислоты, температуру, pH и время обработки жидкостью для химической конверсионной обработки, используемой для формирования подвергнутого химической конверсионной обработке трехвалентным хромом слоя, можно определить, исходя из конкретных условий, однако концентрация хромовой кислоты предпочтительно составляет в диапазоне от 50 г/л до 150 г/л, температура обработки предпочтительно составляет в диапазоне от 20°С до 50°С, рН предпочтительно составляет в диапазоне от 1,0 до 3,0, а время обработки предпочтительно составляет в диапазоне от 20 до 90 секунд.
[0043] Чрезмерно низкая концентрация хромовой кислоты может препятствовать образованию подвергнутого химической конверсионной обработке слоя, имеющего достаточную толщину, тогда как чрезмерно высокая концентрация хромовой кислоты может снизить эффективность образования подвергнутого химической конверсионной обработке слоя, приводя к снижению производительности. Чрезмерно высокая температура может привести к избыточному растворению металлической подложки, тогда как чрезмерно низкая температура может снизить реакционную способность, приводя к ухудшению внешнего вида. Чрезмерно высокое значение pH может препятствовать образованию соответствующего подвергнутого химической конверсионной обработке слоя из-за отсутствия травления, а недостаточное время обработки может препятствовать образованию подвергнутого химической конверсионной обработке слоя, имеющего достаточную толщину, тогда как время обработки более 90 секунд может снизить эффективность образования подвергнутого химической конверсионной обработке слоя, приводя к снижению производительности.
[0044] Способ изготовления элемента скольжения в соответствии с настоящим вариантом осуществления изобретения включает этап нанесения водной жидкости для образования внешнего слоя, содержащей композицию внешнего слоя, на поверхность слоя цинкового покрытия, подвергнутого химической конверсионной обработке, и ее сушки для формирования внешнего слоя.
[0045] Этап нанесения жидкости для формирования внешнего слоя может быть обычным этапом нанесения покрытия, таким как метод пропитки или метод нанесения покрытия путем распыления, и метод пропитки является особенно предпочтительным, поскольку он облегчает формирование внешнего слоя равномерной толщины.
[0046] Концентрация композиции внешнего слоя в жидкости для формирования внешнего слоя предпочтительно составляет от 5 до 100 г/л и более предпочтительно от 5 до 35 г/л. Концентрация композиции внешнего слоя, заданная в вышеуказанном диапазоне, может уменьшить вязкость жидкости для формирования внешнего слоя, позволяя получить тонкий и гладкий внешний слой.
[0047] Способ изготовления предпочтительно включает этап применения обдува воздухом после нанесения жидкости для формирования внешнего слоя путем пропитки и перед сушкой. На этапе обдува сдувается избыточное количество жидкости для формирования внешнего слоя, оставшейся на нижней краевой части элемента скольжения и поступившей из жидкости для формирования внешнего слоя, для получения внешнего слоя, имеющего равномерную толщину, и предотвращения образования стекания капель жидкости во время этапа сушки, что приводит к улучшению технологичности.
[0048] Внешний слой предпочтительно нагревают и сушат при температуре в диапазоне от 60°С до 100°С. Более короткое время сушки после нанесения жидкости для формирования внешнего слоя может препятствовать разрастанию кристаллов и способствовать формированию внешнего слоя, имеющего равномерную толщину.
[0049] Для осуществления вышеописанного способа изготовления элемента скольжения в соответствии с настоящим вариантом осуществления изобретения можно использовать универсальную технологическую линию нанесения цинкового покрытия при добавлении только этапа пропитки для нанесения поверхностного слоя и этапа обдува воздухом к обычному технологическому процессу нанесения цинкового покрытия.
ПРИМЕРЫ
[0050] Далее настоящий вариант осуществления изобретения описан более подробно со ссылками на примеры, но не ограничен последующими примерами.
Приготовление ванны для нанесения покрытия
[0051] Приготавливали кислотную ванну А и щелочную ванну В для нанесения покрытий, которые показаны в следующей Таблице 1.
[0052] Таблица 1
Приготовление жидкости для химической конверсионной обработки
[0053] Приготавливали следующие жидкости для химической конверсионной обработки:
Органический кислотный хромат P (Tripass ELV 1500LT, 187396, MacDermid Enthone INDUSTRIAL SOLUTIONS);
Органический кислотный хромат с диоксидом кремния Q (Tripass ELV 7000, 187735, MacDermid Enthone INDUSTRIAL SOLUTIONS); а также
Синий хромат R (Tripass Blue, 186005, MacDermid Enthone INDUSTRIAL SOLUTIONS).
В Таблице 2 показаны концентрация хромовой кислоты, pH и температура ванны соответствующих жидкостей для химической конверсионной обработки.
[0054] Таблица 2
Приготовление жидкости для формирования внешнего слоя
[0055] Соединение на основе диоксида кремния (SiO2) (Hydroklad Si: 174439: MacDermid Enthone INDUSTRIAL SOLUTIONS) растворяли в воде, чтобы приготовить жидкость X для нанесения внешнего слоя. Аналогичным образом приготавливали жидкость Y для нанесения внешнего слоя, содержащую соединение на основе диоксида кремния (SiO2) (ULTRASEAL: 118639: MacDermid Enthone INDUSTRIAL SOLUTIONS), и жидкость Z для нанесения внешнего слоя, содержащую акриловую смолу (Post-dip: 187387: MacDermid Enthone INDUSTRIAL SOLUTIONS). В таблице 3 показаны концентрация, pH и температура ванны с композицией внешнего слоя в соответствующих жидкостях для нанесения внешнего слоя.
[0056] Таблица 3
Пример 1
[0057] Обезжиренную металлическую подложку (стальной материал), имеющую форму цилиндрического прутка диаметром 1 сантиметр, пропитывали в кислотной ванне А составом, показанным в таблице 1, в течение 15 минут при плотности тока 3 А/дм2 и затем промывали водой для приготовления слоя цинкового покрытия толщиной 8 мкм.
[0058] После кислотной активации разбавленной азотной кислотой продукт в течение 45 секунд пропитывали в жидкости P для химической конверсионной обработки, показанной в таблице 2, а затем извлекали и промывали водой для приготовления подвергнутого химической конверсионной обработке слоя толщиной 220 нм.
[0059] Продукт дополнительно подвергали пропитке в жидкости X для нанесения внешнего слоя, представленной в таблице 3, в течение 35 секунд, извлекали и обдували воздухом для сдувания избыточного количества жидкости для формирования внешнего слоя, а затем сушили в резервуаре с постоянной температурой 80°С, чтобы получить элемент скольжения, на который был нанесен внешний слой 3,3 мг/м2.
Пример 2
[0060] Элемент скольжения по этому примеру получали также, как и в примере 1, за исключением того, что продукт в течение 45 секунд пропитывали жидкостью Y для нанесения внешнего слоя, представленной в таблице 3, вместо жидкости X для нанесения внешнего слоя.
Пример 3
[0061] Элемент скольжения по этому примеру получали также, как и в примере 1, за исключением того, что продукт в течение 30 секунд пропитывали жидкостью Z для нанесения внешнего слоя, представленной в таблице 3, вместо жидкости X для нанесения внешнего слоя.
Пример 4
[0062] Элемент скольжения по этому примеру получали также, как и в примере 1, за исключением того, что продукт в течение 60 секунд пропитывали жидкостью Q для химической конверсионной обработки, представленной в таблице 2, вместо жидкости P для химической конверсионной обработки, а затем извлекали и промывали водой для приготовления подвергнутого химической конверсионной обработке слоя толщиной 220 нм.
Пример 5
[0063] Элемент скольжения по этому примеру получали также, как и в примере 4, за исключением того, что продукт в течение 45 секунд пропитывали жидкостью Y для нанесения внешнего слоя, представленной в таблице 3, вместо жидкости X для нанесения внешнего слоя.
Пример 6
[0064] Элемент скольжения по этому примеру получали также, как и в примере 4, за исключением того, что продукт в течение 30 секунд пропитывали жидкостью Z для нанесения внешнего слоя, представленной в таблице 3, вместо жидкости X для нанесения внешнего слоя.
Пример 7
[0065] Элемент скольжения по этому примеру получали также, как и в примере 1, за исключением того, что продукт в течение 30 секунд пропитывали жидкостью R для химической конверсионной обработки, представленной в таблице 2, вместо жидкости P для химической конверсионной обработки, а затем извлекали и промывали водой для приготовления подвергнутого химической конверсионной обработке слоя толщиной 220 нм.
Пример 8
[0066] Элемент скольжения по этому примеру получали также, как и в примере 7, за исключением того, что продукт в течение 45 секунд пропитывали жидкостью Y для нанесения внешнего слоя, представленной в таблице 3, вместо жидкости X для нанесения внешнего слоя.
Пример 9
[0067] Элемент скольжения по этому примеру получали также, как и в примере 7, за исключением того, что продукт в течение 30 секунд пропитывали жидкостью Z для нанесения внешнего слоя, представленной в таблице 3, вместо жидкости X для нанесения внешнего слоя.
Пример 10
[0068] Элемент скольжения по этому примеру получали также, как и в примере 1, за исключением того, что обезжиренную металлическую подложку пропитывали в течение 25 минут в щелочной ванне В составом, показанным в таблице 1, при плотности тока 3 А/дм2, а затем промывали водой для приготовления слоя цинкового покрытия толщиной 8 мкм.
Пример 11
[0069] Элемент скольжения по этому примеру получали также, как и в примере 10, за исключением того, что продукт в течение 45 секунд пропитывали жидкостью Y для нанесения внешнего слоя, представленной в таблице 3, вместо жидкости X для нанесения внешнего слоя.
Пример 12
[0070] Элемент скольжения по этому примеру получали также, как и в примере 10, за исключением того, что продукт в течение 30 секунд пропитывали жидкостью Z для нанесения внешнего слоя, представленной в таблице 3, вместо жидкости X для нанесения внешнего слоя.
Пример 13
[0071] Элемент скольжения по этому примеру получали также, как и в примере 10, за исключением того, что продукт в течение 60 секунд пропитывали жидкостью Q для химической конверсионной обработки, представленной в таблице 2, вместо жидкости P для химической конверсионной обработки, а затем извлекали и промывали водой для приготовления подвергнутого химической конверсионной обработке слоя толщиной 220 нм.
Пример 14
[0072] Элемент скольжения по этому примеру получали также, как и в примере 13, за исключением того, что продукт в течение 45 секунд пропитывали жидкостью Y для нанесения внешнего слоя, представленной в таблице 3, вместо жидкости X для нанесения внешнего слоя.
Пример 15
[0073] Элемент скольжения по этому примеру получали также, как и в примере 13, за исключением того, что продукт в течение 30 секунд пропитывали жидкостью Z для нанесения внешнего слоя, представленной в таблице 3, вместо жидкости X для нанесения внешнего слоя.
Пример 16
[0074] Элемент скольжения по этому примеру получали также, как и в примере 10, за исключением того, что продукт в течение 30 секунд пропитывали жидкостью R для химической конверсионной обработки, представленной в таблице 2, вместо жидкости P для химической конверсионной обработки, а затем извлекали и промывали водой для приготовления подвергнутого химической конверсионной обработке слоя толщиной 220 нм.
Пример 17
[0075] Элемент скольжения по этому примеру получали также, как и в примере 16, за исключением того, что продукт в течение 45 секунд пропитывали жидкостью Y для нанесения внешнего слоя, представленной в таблице 3, вместо жидкости X для нанесения внешнего слоя.
Пример 18
[0076] Элемент скольжения по этому примеру получали также, как и в примере 16, за исключением того, что продукт в течение 30 секунд пропитывали жидкостью Z для нанесения внешнего слоя, представленной в таблице 3, вместо жидкости X для нанесения внешнего слоя.
Пример 19
[0077] Элемент скольжения по этому примеру получали также, как и в примере 12, за исключением того, что обезжиренную металлическую подложку в течение 25 минут пропитывали в щелочной ванне В составом, показанным в таблице 1, при плотности тока 0,38 А/дм2 и затем промывали водой для приготовления слоя цинкового покрытия толщиной 1 мкм.
Пример 20
[0078] Элемент скольжения по этому примеру получали также, как и в примере 12, за исключением того, что обезжиренную металлическую подложку в течение 25 минут пропитывали в щелочной ванне В составом, показанным в таблице 1, при плотности тока 1,13 А/дм2 и затем промывали водой для приготовления слоя цинкового покрытия толщиной 3 мкм.
Пример 21
[0079] Элемент скольжения по этому примеру получали также, как и в примере 12, за исключением того, что обезжиренную металлическую подложку в течение 25 минут пропитывали в щелочной ванне В составом, показанным в таблице 1, при плотности тока 1,88 А/дм2 и затем промывали водой для приготовления слоя цинкового покрытия толщиной 5 мкм.
Пример 22
[0080] Элемент скольжения по этому примеру получали также, как и в примере 12, за исключением того, что обезжиренную металлическую подложку в течение 25 минут пропитывали в щелочной ванне В составом, показанным в таблице 1, при плотности тока 4,88 А/дм2, а затем промывали водой для приготовления слоя цинкового покрытия толщиной 13 мкм.
Пример 23
[0081] Элемент скольжения по этому примеру получали также, как и в примере 14, за исключением того, что использовали жидкость Q для химической конверсионной обработки с концентрацией хромовой кислоты 60 г/л для приготовления подвергнутого химической конверсионной обработке слоя толщиной 40 нм.
Пример 24
[0082] Элемент скольжения по этому примеру получали также, как и в примере 14, за исключением того, что использовали жидкость Q для химической конверсионной обработки с концентрацией хромовой кислоты 80 г/л и pH 3,3 для приготовления подвергнутого химической конверсионной обработке слоя толщиной 40 нм.
Пример 25
[0083] Элемент скольжения по этому примеру получали также, как и в примере 14, за исключением того, что использовали жидкость Q для химической конверсионной обработки с концентрацией хромовой кислоты 60 г/л для приготовления подвергнутого химической конверсионной обработке слоя толщиной 160 нм.
Пример 26
[0084] Элемент скольжения по этому примеру получали также, как и в примере 14, за исключением того, что использовали жидкость Q для химической конверсионной обработки с концентрацией хромовой кислоты 100 г/л для приготовления подвергнутого химической конверсионной обработке слоя толщиной 220 нм.
Пример 27
[0085] Элемент скольжения по этому примеру получали также, как и в примере 14, за исключением того, что использовали жидкость Q для химической конверсионной обработки с концентрацией хромовой кислоты 120 г/л для приготовления подвергнутого химической конверсионной обработке слоя толщиной 220 нм.
Пример 28
[0086] Элемент скольжения по этому примеру получали также, как и в примере 17, за исключением того, что продукт в течение 45 секунд пропитывали жидкостью Y для нанесения внешнего слоя с концентрацией хромовой кислоты 5 г/л для приготовления внешнего слоя с нанесенным количеством 0,3 мг/м2.
Пример 29
[0087] Элемент скольжения по этому примеру получали также, как и в примере 17, за исключением того, что продукт в течение 45 секунд пропитывали жидкостью Y для нанесения внешнего слоя с концентрацией хромовой кислоты 10 г/л для приготовления внешнего слой с нанесенным количеством 1,7 мг/м2.
Пример 30
[0088] Элемент скольжения по этому примеру получали также, как и в примере 17, за исключением того, что продукт в течение 45 секунд пропитывали жидкостью Y для нанесения внешнего слоя с концентрацией хромовой кислоты 30 г/л для приготовления внешнего слоя с нанесенным количеством 3,3 мг/м2.
Пример 31
[0089] Элемент скольжения по этому примеру получали также, как и в примере 17, за исключением того, что продукт в течение 45 секунд пропитывали жидкостью Y для нанесения внешнего слоя с концентрацией хромовой кислоты 50 г/л для приготовления внешнего слоя с нанесенным количеством 4,9 мг/м2.
Пример 32
[0090] Элемент скольжения по этому примеру получали также, как и в примере 17, за исключением того, что продукт в течение 45 секунд пропитывали жидкостью Y для нанесения внешнего слоя с концентрацией хромовой кислоты 70 г/л для приготовления внешнего слоя с нанесенным количеством 7,7 мг/м2.
Сравнительный пример 1
[0091] Элемент скольжения по этому примеру получали также, как и в примере 1, за исключением того, что не приготавливали внешний слой.
Сравнительный пример 2
[0092] Элемент скольжения по этому примеру получали также, как и в примере 4, за исключением того, что не приготавливали внешний слой.
Сравнительный пример 3
[0093] Элемент скольжения по этому примеру получали также, как и в примере 7, за исключением того, что не приготавливали внешний слой.
Сравнительный пример 4
[0094] Элемент скольжения по этому примеру получали также, как и в примере 10, за исключением того, что не приготавливали внешний слой.
Сравнительный пример 5
[0095] Элемент скольжения по этому примеру получали также, как и в примере 13, за исключением того, что не приготавливали внешний слой.
Сравнительный пример 6
[0096] Элемент скольжения по этому примеру получали также, как и в примере 16, за исключением того, что не приготавливали внешний слой.
Сравнительный пример 7
[0097] Элемент скольжения по этому примеру получали также, как и в примере 1, за исключением того, что не приготавливали подвергнутый химической конверсионной обработке слой.
Сравнительный пример 8
[0098] Элемент скольжения по этому примеру получали также, как и в примере 2, за исключением того, что не приготавливали подвергнутый химической конверсионной обработке слой.
Сравнительный пример 9
[0099] Элемент скольжения по этому примеру получали также, как и в примере 3, за исключением того, что не приготавливали подвергнутый химической конверсионной обработке слой.
Сравнительный пример 10
[0100] Элемент скольжения по этому примеру получали также, как и в примере 10, за исключением того, что не приготавливали подвергнутый химической конверсионной обработке слой.
Сравнительный пример 11
[0101] Элемент скольжения по этому примеру получали также, как и в примере 11, за исключением того, что не приготавливали подвергнутый химической конверсионной обработке слой.
Сравнительный пример 12
[0102] Элемент скольжения по этому примеру получали также, как и в примере 12, за исключением того, что не приготавливали подвергнутый химической конверсионной обработке слой.
[0103] Элементы скольжения, полученные в примерах 1-32 и сравнительных примерах 1-12, оценивали по следующей методике. Кроме того, одновременно оценивали элементы, подвергнутые только горячему цинкованию. В таблице 6 приведены результаты оценки элементов скольжения, а в таблице 7 - результаты оценки элементов, подвергнутых только горячему цинкованию.
Оценка декоративности
[0104] Степень зеркального блеска (блеск при 60°) на поверхности каждого элемента скольжения измеряли прибором micro-TRI-gloss компании BYK Gardner. Кроме того, измеряли значения L*a*b* элементов скольжения под источником света D65 с углом обзора 10° в режиме SCI (включая зеркальный компонент) с помощью спектрофотометра CM-700d с цветовой системой L*a*b* компании KONICA MINOLTA INC. Критерии оценки представлены в таблице 4.
[0105] Таблица 4
(Блеск, L)
Оценка эффективности скольжения
[0106] Цилиндрическую окружность каждого элемента скольжения поддерживали при контактном поверхностном давлении 40 МПа, и измеряли мощность, необходимую при выдвижении элемента скольжения со скоростью скольжения 20 мм/с.
AA: менее 50 Н
A: 50 Н или более до менее 60 Н
НГ: 60 Н или более
Оценка коррозионной стойкости
[0107] Измеряли интервал времени от распыления 5%-ого водного раствора хлорида натрия на каждый элемент скольжения при температуре 35°C до момента возникновения белой ржавчины, согласно JIS Z 2371. Критерии оценки представлены в таблице 5.
[0108] Таблица 5
На фиг. 2 и 3 показаны изображения в сканирующем электронном микроскопе поверхностей элементов скольжения, полученных в примере 29 и примере 31.
[0109] Таблица 6
[0110] Таблица 7
скольжения
цинкование (GA)
цинкование (GI)
[0111] Представленные выше результаты испытаний показали, что примеры, включающие в себя верхние слои, улучшают коррозионную стойкость и эффективность скольжения и имеют серебристо-окрашенный металлический блеск с меньшим интерференционным цветом, что улучшает декоративность по сравнению со сравнительными примерами 1-6. Результаты также показали, что при сравнении примеров 1, 2 и 3 внешний слой, содержащий соединение диоксида кремния, имеет низкое сопротивление скольжению и высокую эффективность скольжения, а внешний слой, содержащий акриловую смолу, имеет высокую коррозионную стойкость. Кроме того, результаты показали, что при сравнении примера 29, в котором на поверхности внешнего слоя не образуются разросшиеся кристаллы, с примерами 31 и 32, в которых образуются разросшиеся кристаллы, избыточное нанесенное количество внешнего слоя, содержащего соединение диоксида кремния, имеет тенденцию снижать декоративность с течением времени.
[0112] Условные обозначения
1 Металлическая подложка
2 Слой цинкового покрытия
3 Подвергнутый химической конверсионной обработке слой
4 Внешний слой
Предложенная группа изобретений относится к элементам скольжения, содержащим слои цинкового покрытия, подвергнутые химической конверсионной обработке, а более конкретно к металлическому элементу скольжения с сильным блеском без оттенка желтого или красного цвета. Элемент скольжения с коррозионно-стойким декоративным покрытием содержит металлическую подложку и расположенные последовательно на упомянутой металлической подложке слои. Указанные слои представляют собой цинковый слой, полученный химической конверсионной обработкой слой, содержащий хром и кислород, и внешний прозрачный слой. Упомянутый внешний прозрачный слой включает по меньшей мере один материал, выбранный из группы, состоящей из соединения диоксида кремния, акриловой смолы, полиуретановой смолы, эпоксидной смолы, фенольной смолы и меламиновой смолы. На поверхности элемента скольжения в соответствии с цветовой системой L*a*b* значение L* составляет 85 или более, значение |a*| составляет менее 6, значение |b*| составляет менее 8, а уровень металлического блеска составляет 170 или более. Обеспечивается высокодекоративный элемент скольжения, имеющий высокую степень металлического блеска с недорогим цинковым покрытием, предотвращающий при этом интерференционный цвет. 2 н. и 8 з.п. ф-лы, 3 ил., 7 табл., 32 пр.
1. Элемент скольжения с коррозионно-стойким декоративным покрытием, содержащий металлическую подложку и расположенные последовательно на упомянутой металлической подложке слои:
цинковый слой,
полученный химической конверсионной обработкой слой, содержащий хром и кислород, и
внешний прозрачный слой, включающий по меньшей мере один материал, выбранный из группы, состоящей из соединения диоксида кремния, акриловой смолы, полиуретановой смолы, эпоксидной смолы, фенольной смолы и меламиновой смолы,
причем на поверхности элемента скольжения в соответствии с цветовой системой L*a*b* значение L* составляет 85 или более, значение |a*| составляет менее 6, значение |b*| составляет менее 8, а уровень металлического блеска составляет 170 или более.
2. Элемент скольжения по п. 1, в котором нанесенное количество внешнего прозрачного слоя составляет 0,3 мг/м2 или более.
3. Элемент скольжения по п. 1 или 2, в котором толщина полученного химической конверсионной обработкой слоя составляет в диапазоне от 50 нм до 300 нм.
4. Элемент скольжения по любому из пп. 1-3, в котором толщина цинкового слоя составляет в диапазоне от 3 мкм до 20 мкм.
5. Способ изготовления элемента скольжения с коррозионно-стойким декоративным покрытием, содержащего металлическую подложку и расположенные последовательно на ней цинковый слой, полученный химической конверсионной обработкой слой и внешний прозрачный слой, включающий:
формирование цинкового слоя,
формирование получаемого химической конверсионной обработкой слоя, содержащего хром и кислород, расположенного на цинковом слое,
формирование внешнего прозрачного слоя, выполненного из по меньшей мере одного материала, выбранного из группы, состоящей из соединения диоксида кремния, акриловой смолы, полиуретановой смолы, эпоксидной смолы, фенольной смолы и меламиновой смолы, при этом внешний прозрачный слой формируют на поверхности полученного химической конверсионной обработкой слоя,
причем на поверхности элемента скольжения в соответствии с цветовой системой L*a*b* значение L* составляет 85 или более, значение |a*| составляет менее 6, значение |b*| составляет менее 8, а уровень металлического блеска составляет 170 или более.
6. Способ по п. 5, в котором формируют внешний прозрачный слой в нанесенном количестве 0,3 мг/м2 или более.
7. Способ по п. 5 или 6, в котором формирование внешнего прозрачного слоя осуществляют путем пропитки водной жидкостью металлической подложки, снабженной цинковым слоем и полученным химической конверсионной обработкой слоем, с последующим обдувом воздухом, при этом водная жидкость содержит по меньшей мере один материал, выбранный из группы, состоящей из соединения диоксида кремния, акриловой смолы, полиуретановой смолы, эпоксидной смолы, фенольной смолы и меламиновой смолы.
8. Способ по п. 5 или 6, в котором дополнительно проводят сушку после формирования внешнего прозрачного слоя.
9. Способ по п. 5 или 6, в котором формируют получаемый химической конверсионной обработкой слой толщиной в диапазоне от 50 нм до 300 нм перед формированием внешнего прозрачного слоя.
10. Способ по п. 9, в котором формируют цинковый слой толщиной в диапазоне от 3 мкм до 20 мкм гальваническим методом нанесения покрытия на поверхности металлической подложки перед формированием получаемого химической конверсионной обработкой слоя.
| JPH 07305180 A, 21.11.1995 | |||
| МЕТАЛЛИЗИРУЮЩАЯ ПРЕДВАРИТЕЛЬНАЯ ОБРАБОТКА ЦИНКОВЫХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2482220C2 |
| МАТЕРИАЛ ЦИНКСОДЕРЖАЩЕЙ ПЛАКИРОВАННОЙ СТАЛИ С КОМПОЗИТНЫМ ПОКРЫТИЕМ, ХАРАКТЕРИЗУЮЩИЙСЯ ПРЕВОСХОДНЫМИ КОРРОЗИОННОЙ СТОЙКОСТЬЮ, СТОЙКОСТЬЮ К ПОЧЕРНЕНИЮ, АДГЕЗИЕЙ ПОКРЫТИЯ И ЩЕЛОЧЕСТОЙКОСТЬЮ | 2007 |
|
RU2418098C2 |
| ПАТРОННАЯ ГИЛЬЗА И СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЕЕ ПОВЕРХНОСТЬ | 2006 |
|
RU2313058C1 |
| JP 2003261825 A, 19.09.2003. | |||

