Настоящее изобретение относится к теплоизоляционному огнеупорному формованному изделию, в частности, плите, предпочтительно для теплоизоляции расплавленных металлов, в частности, стальной плавки, от окружающей атмосферы или металлургических резервуаров, в частности, при получении стали на сталеплавильных заводах, а также к способу получения такого изделия и к его применению.
В металлургии принято накрывать свободную поверхность расплавленного металла, в частности стальной плавки, находящейся в открытом металлургическом резервуаре, флюсом. Флюс образует защитный и теплоизолирующий слой. С одной стороны, он экранирует ванну расплавленного металла от атмосферных газов, чтобы предотвратить нежелательные химические реакции расплавленного металла. С другой стороны, он служит для изоляции или тепловой защиты от атмосферы. Таким образом, защитное покрытие служит для хорошего качества поверхности.
В качестве флюса обычно применяются рыхлые засыпки из жаропрочных материалов, в частности, из золы рисовой шелухи. Зола рисовой шелухи производится в больших количествах во многих странах странах-производителях риса. Она скапливается как побочный продукт при сжигании рисовой шелухи (лузги). При ее сжигании образуется зола, очень чистая химически и состоящая на 94-96% из SiO2 в аморфной форме. Поэтому золу рисовой шелухи называют также биогенной кремниевой кислотой. Она имеет очень высокую температуру плавления, около 1650°C. При получении летучие компоненты сгорают, и в результате остается уникальная микропористая структура SiO2. Эта структура обеспечивает как очень низкую теплопроводность, так и низкий насыпной вес золы рисовой шелухи. Хотя благодаря этому зола рисовой шелухи и действует как отличная теплоизоляция, однако из-за ее тонкодисперсности она приводит, в частности, при нанесении на поверхность расплавленного металла, к образованию большого количества пыли, что может быть опасным для здоровья, так как частицы тонкой пыли могут попасть внутрь человеческого тела и вызвать, например, повреждение глаз. Поэтому необходимо устанавливать, например, вытяжные устройства, что, в свою очередь, из-за отсасывания золы рисовой шелухи ведет к потерям сырья и материалов.
Известно также, что по этой причине вместо чистой золы рисовой шелухи в качестве флюса применяют грануляты. Грануляты состоят из гранулированных жаропрочных материалов, которые упрочнены вяжущим. Такие грануляты описаны, например, в документах DE10/2013 000527 A1, DE 197 28368 C1 и DE 197 31653 C2.
Гранулы из DE10/2013 000527 A1 содержат в основном кизельгур, предпочтительно до 90 вес.%. В качестве вяжущего используется, например, бентонит, жидкое стекло или целлюлоза. Гранулы могут также содержать поливинилполипирролидон в качестве вяжущего. Через некоторое время гранулят плавится.
Гранулят согласно DE 197 28368 C1 содержит гранулы, полученные из золы рисовой шелухи, органического гелеобразующего вяжущего в количестве от 1 до 10 вес.%, а также воды в количестве от 20 до 100 вес.%.
Шарики/зерна гранулята согласно DE 197 31653 C2 состоят из золы рисовой шелухи, которая смешана с поверхностно-активным веществом и вяжущим. Поверхностно-активное вещество может представлять собой альгинат натрия, натриевую соль карбоксиметилцеллюлозы, гексаметафосфат натрия или их смеси. В качестве вяжущего может использоваться поливиниловый спирт, меласса, гексаметафосфат натрия, портландцемент, силикат натрия и осажденный карбонат кальция, а также их смеси. Шарики/зерна после смешения и прессования сушат, а затем обжигают при температуре 800-1400°C.
Хотя грануляты и приводят к заметно меньшей пылевой нагрузке по сравнению с чистой золой рисовой шелухи, но они также имеют более высокий насыпной вес и, тем самым, ведут к худшей изоляции. Кроме того, вследствие способа их получения они заметно дороже, чем засыпки из чистой золы рисовой шелухи.
Под подлежащими покрытию металлургическими резервуарами имеются в виду, в частности, устройство распределения металла, предпочтительно разливочное устройство (промковш), литейный ковш или кристаллизатор (кокиль) для сифонной разливки слитков или разливки слитков сверху. При разливке слитков жидкий металл вводят в вертикальную форму (кристаллизатор), в которой он застывает. Заполнение может осуществляться как сверху (разливка слитков сверху), так и через систему подачи снизу (сифонная разливка слитков). После застывания кристаллизатор снимают, то есть стягивают с застывшего металла, и слиток обрабатывают дальше.
При застывании стальной плавки в кристаллизаторе могут образоваться пустоты (усадочные раковины), главным образом в головной части слитка. Компоненты с относительно низкой температурой плавления перед фронтом кристаллизации выталкиваются вверх более высокоплавкими компонентами. Из-за этого и из-за поднимающихся вверх газовых пузырей такие элементы как сера, фосфор и углерод могут концентрироваться в головной части слитка. Образуется так называемая ликвация в слитке. Из-за всплывшего шлака происходит "опадение головы". Поэтому соответствующую верхнюю область слитка перед дальнейшей обработкой необходимо удалять.
Благодаря хорошей теплоизоляции головной части слитка расплавленный металл в головной части может дольше оставаться жидким и затвердевать медленнее. Слиток становится полностью плотным, и отрезаемая часть остается относительно малой. Поэтому теплоизоляция головной части при отливке слитков является особенно важной.
При сифонной разливке слитков в производстве стали для изоляции головной части слитка обычно сначала на кристаллизатор укладывают опорную плиту или металлическую штангу. Опорная плита состоит, как правило, из материалов-теплоносителей (так называемая экзотермическая плита) из смесей различных жаропрочных оксидов с металлическим порошком и часто с фторсодержащими компонентами. К опорной плите или металлической штанге с помощью бечевки крепят мешок со шлакообразующим порошком. Мешок вскоре сгорает из-за высокой температуры стальной плавки, так что шлакообразующий порошок распределяется по стальной плавке и действует между кристаллизатором и стальной плавкой как разделительный слой и смазка. Затем опорную плиту или металлическую штангу удаляют и вручную добавляют на поверхность расплавленного металла соответствующую засыпку в качестве флюса. Этот способ является очень затратным и из-за непосредственно близости к горячему кристаллизатору опасным для исполнителей.
Кроме того, известно об использовании кольцеобразных изолирующих колпаков (так называемые надставки) для минимизации усадочных раковин в головной части слитка. Изолирующий колпак размещают как отдельную деталь на верхнем краю кристаллизатора или голове кристаллизатора и вставляют в него. Таким образом, колпак изолирует голову кристаллизатора от стальной плавки в области головной части слитка. Изолирующий колпак может быть выполнен как цельная деталь или состоять из нескольких соединенных друг с другом плит. Цельные изолирующие колпаки и плиты состоят обычно из теплоизоляционного материала.
Задача настоящего изобретения состоит в том, чтобы предложить жаропрочное теплоизоляционное формованное изделие, в частности, жаропрочную теплоизоляционную плиту, которая должна иметь низкий удельный вес и высокую химическую чистоту.
Формованное изделие должно годиться, в частности, для теплоизоляции расплавленного металла, в частности стальной плавки, от окружающей атмосферы и/или металлургического резервуара, в частности, при получении стали, причем формованное изделие должно быть простым и недорогим в производстве, обеспечивать хорошую теплоизоляцию и быть безвредным как для здоровья, так и для окружающей среды.
Следующая задача состоит в том, чтобы разработать простой и недорогой способ получения формованного изделия.
Эта задача решена посредством формованного изделия, предпочтительно плиты, с отличительными признаками пункта 1 формулы изобретения, а также посредством способа с отличительными признаками пункта 13. Предпочтительные усовершенствования изобретения указаны в прилагаемых зависимых пунктах.
Далее изобретение подробнее поясняется на чертежах. Показано:
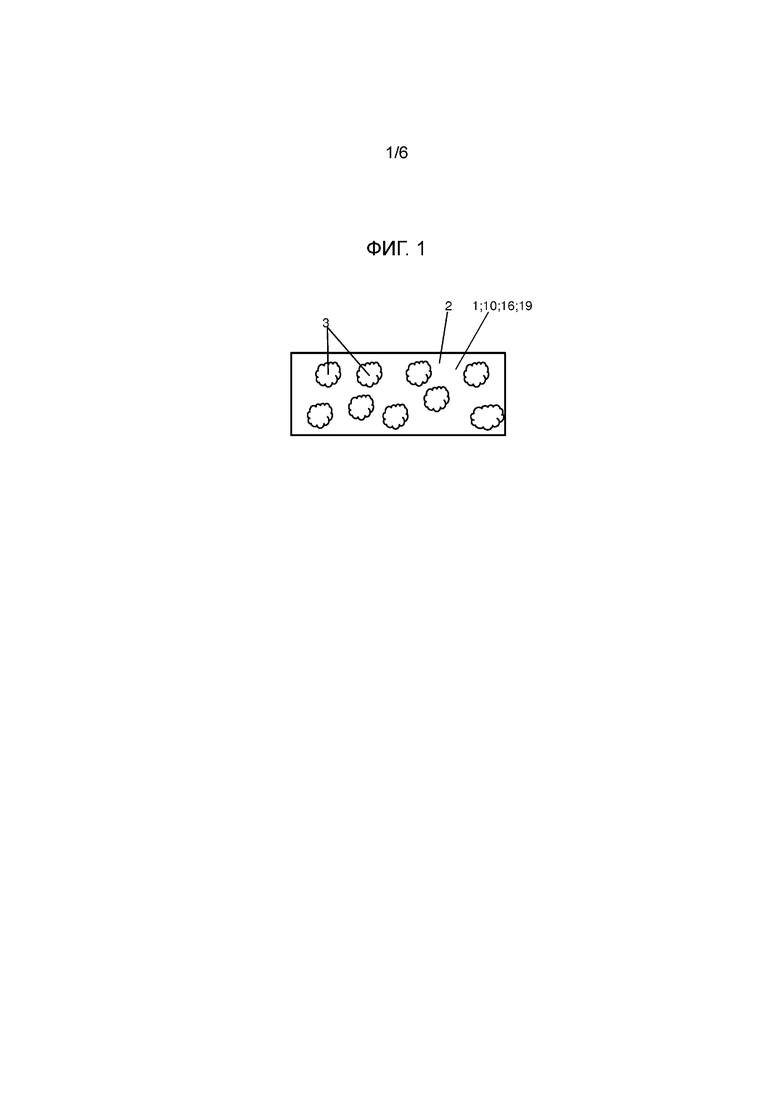
фигура 1: схематический вид в сечении формованного изделия согласно изобретению,
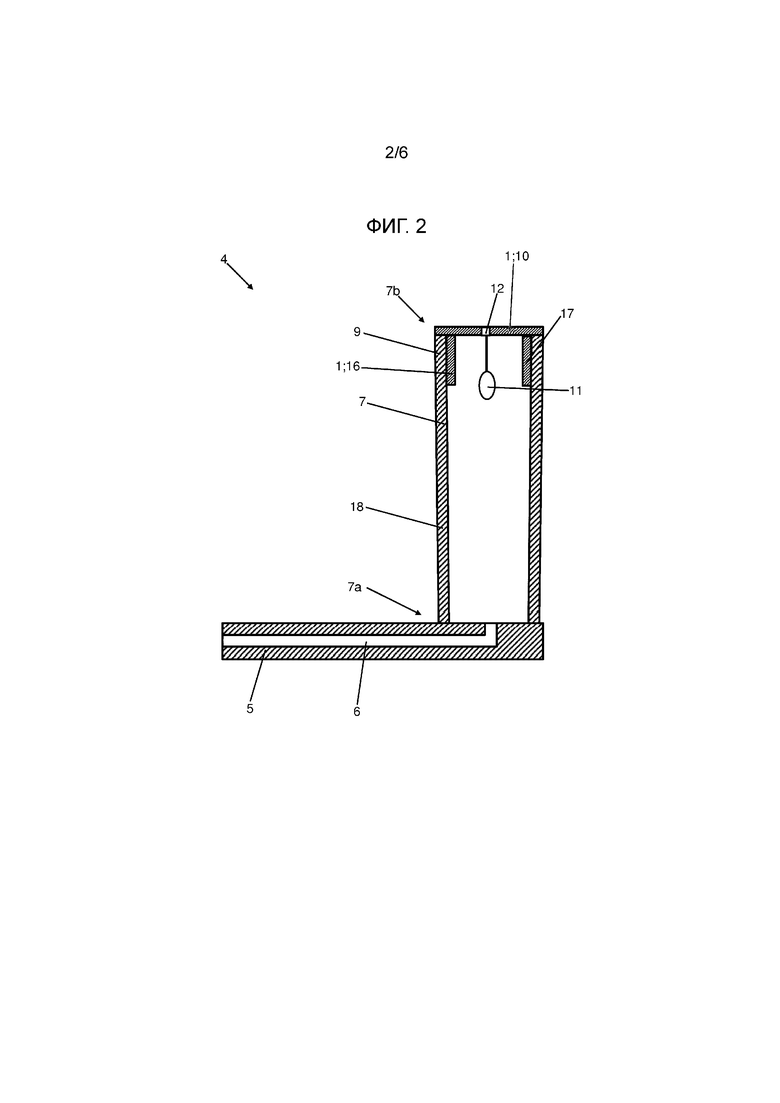
фигура 2: схематичная и очень упрощенная иллюстрация кристаллизатора для сифонной разливки слитков перед началом процесса литья с перекрывающей плитой,
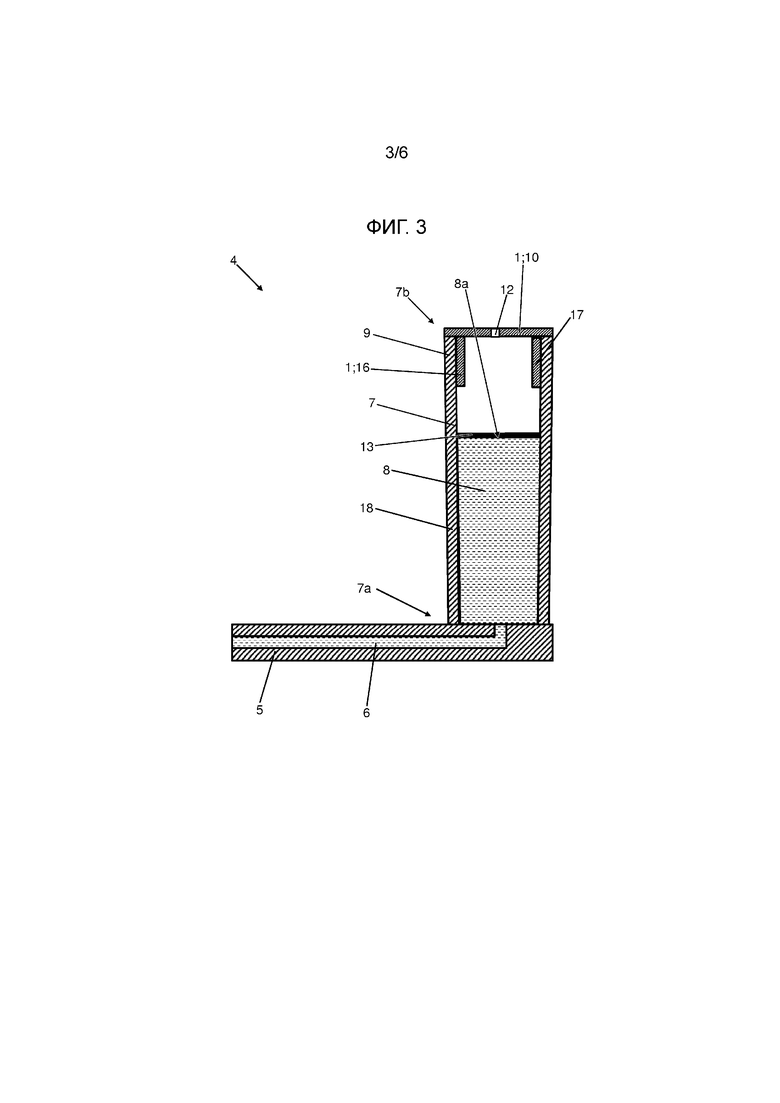
фигура 3: кристаллизатор с фигуры 2 в процессе литья
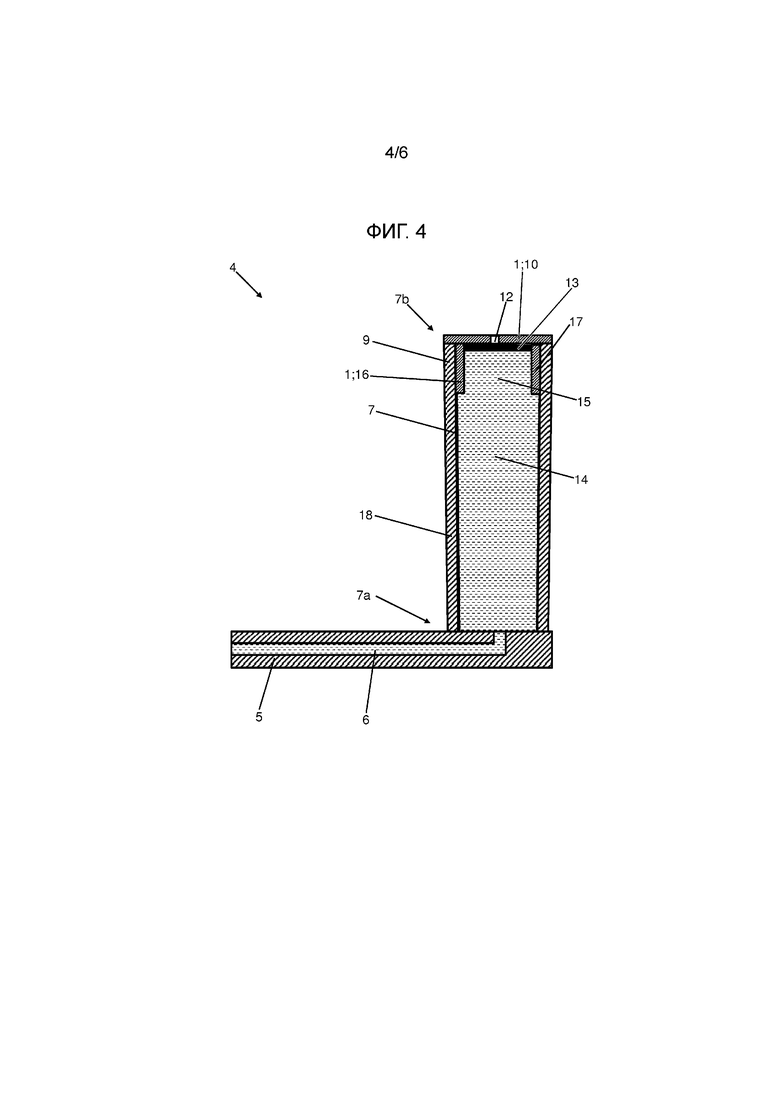
фигура 4: кристаллизатор с фигуры 2 в конце процесса литья
фигура 5: схематичная и очень упрощенная иллюстрация разливочного ковша перед началом разливки
фигура 6: разливочный ковш с фигуры 5 после начала разливки.
Предлагаемое изобретением необожженное огнеупорное формованное изделие 1 (фиг. 1-6) содержит связующую матрицу 2 из по меньшей мере одного затвердевшего вяжущего, в которую введен или заделан зернистый заполнитель 3 из биогенной кремниевой кислоты, предпочтительно из золы рисовой шелухи. Зернистый заполнитель 3 распределен в вяжущей матрице 2.
Согласно изобретению, связующая матрица 2 состоит исключительно из силикагеля. Силикагель представляет собой аморфный диоксид кремния. Таким образом, связующая матрица 2 согласно изобретению состоит из аморфного диоксида кремния. При этом силикагель получают, как известно, из кремниевого золя (силиказоль), являющегося водным, не содержащим растворителя коллоидным раствором аморфного диоксида кремния, путем желатинирования с образованием мостиков Si-O-Si и сушки.
Под биогенной кремниевой кислотой предпочтительно имеется в виду исключительно зола рисовой шелухи. Однако это может быть также диатомовая земля (кизельгур), или кремнистый сланец, или диагенетически окаменевшие скелеты радиолярий, или губки из опала. В качестве заполнителя могут присутствовать также смеси разных биогенных кремниевых кислот.
Кроме того, формованное изделие 1 может также содержать и другие заполнители из жаропрочного материала. Заполнителями в контексте изобретения называются все вещества, которые или зерна которых распределены в связующей матрице 2 и связаны или утоплены в ней. При этом при затвердевании заполнители не реагируют с вяжущим или реагируют лишь поверхностно. Таким образом, зернистый заполнитель по существу механически удерживается в связующей матрице 2.
Дополнительные заполнители при этом предпочтительно также состоят, как и биогенная кремниевая кислота, из SiO2. В частности, речь идет о микрокремнеземе, предпочтительно пирогенной и/или осажденной кремниевой кислоте. Это выгодно тем, что формованное изделие 1 согласно изобретению имеет очень высокую стойкость к щелочам, поскольку и связующая матрица 2, и заполнители состоят из аморфного SiO2.
Формованное изделие 1 может также содержать и другие заполнители, которые состоят не только из SiO2. Например, формованное изделие может в качестве заполнителя содержать вспученный перлит, и/или вспученный вермикулит, и/или керамзит, и/или неорганические волокна, предпочтительно минеральные, и/или шлаковые, и/или стеклянные, и/или керамические волокна, и/или золу уноса, и/или уловленную фильтром пыль (с электростанций). Однако количество таких заполнителей предпочтительно составляет менее 20 вес.%, предпочтительно <10 вес.% от полного содержания (сухого веса) заполнителей.
Кроме того, заполнитель в формованном изделии 1 предпочтительно по меньшей мере на 50 вес.%, предпочтительно по меньшей мере на 80 вес.%, особенно предпочтительно по меньшей мере на 90 вес.% состоит из биогенной кремниевой кислоты, предпочтительно из золы рисовой шелухи, каждый раз в расчете на полное содержание (сухой вес) заполнителей. Предпочтительно, формованное изделие 1 содержит исключительно биогенную кремниевую кислоту, предпочтительно исключительно из золы рисовой шелухи, в качестве заполнителя. Таким образом, заполнитель в формованном изделии 1 предпочтительно состоит на 100 вес.% из биогенной кремниевой кислоты, предпочтительно на 100 вес.% из золы рисовой шелухи.
Получение предлагаемого изобретением формованного изделия 1 осуществляют следующим образом:
Сначала смешивают сухие компоненты. Под сухими компонентами имеются в виду биогенная кремниевая кислота и, необязательно, другие заполнители, а также при необходимости аморфный диоксид кремния как вяжущее. Затем в сухую смесь добавляют воду для смачивания диоксида кремния, чтобы активировать кремниевую кислоту.
Однако предпочтительно добавлять аморфный диоксид кремния уже в жидкой форме, в виде раствора, или дисперсии, или коллоидной дисперсии, то есть как силиказоль, в сухую смесь остальных компонентов. Можно также подмешивать аморфный диоксид кремния в другие компоненты частично в сухой форме и частично в форме силиказоля.
Состав готовой смеси предпочтительно устанавливать так, чтобы смесь после 30 сек нахождения под вибрацией имела растекаемость, определенную в соответствии с DIN EN ISO 1927-4 (03/2013), от 200 до 500 мм, предпочтительно от 250 до 350 мм без возникновения разделения на крупные и мелкие фракции, как это имеет место в случае чистой золы рисовой шелухи.
Предпочтительно, готовая смесь или замес для получения формованного изделия 1 имеют следующий состав, в расчете на сухой вес компонентов от полного сухого веса, причем сумма отдельных компонентов должна составлять 100 вес.%:
Кроме того, весовое отношение жидкого растворителя, предпочтительно воды, к сухим компонентам предпочтительно составляет от 2:1 до 1:9, предпочтительно от 1:1 до 3:7.
Далее, используемая зола рисовой шелухи предпочтительно имеет следующий химический состав, согласно DIN EN ISO 12677 (02/2013), причем сумма отдельных компонентов (без потерь на прокаливание) должна составлять 100 вес.%:
Кроме того, используемая биогенная кремниевая кислота, в частности зола рисовой шелухи, предпочтительно имеет следующее гранулометрическое распределение, определенное согласно DIN 66165-2 (04/1987), в расчете на сухой вес, причем сумма отдельных компонентов должна составлять 100 вес.%:
Насыпной вес согласно DIN EN 1097-3 (06/1998) используемой биогенной кремниевой кислоты, в частности золы рисовой шелухи, предпочтительно составляет от 0,05 до 0,5 г/см3, предпочтительно от 0,1 до 0,4 г/см3.
Затем готовую смесь помещают в форму и в ней уплотняют. Уплотнение происходит, в частности, путем вибрации под нагрузкой или путем одноосного прессования.
При вибрации под нагрузкой форма находится на вибрационном столе. На находящуюся в форме готовую смесь накладывают груз, вибрационный стол активируют и смесь уплотняют путем вибрации. При вибрации под нагрузкой изготавливают, как правило, более мелкие форматы.
При одноосном прессовании форму, наполненную готовой смесью, помещают в пресс и смесь накрывают крышкой. Затем верхний пуансон пресса перемещают в направлении крышки и смесь уплотняют под определенным давлением. Предпочтительно выполнить несколько подъемов поршня. Способом одноосного прессования изготавливают, как правило, более крупные форматы.
После уплотнения непросушенное формованное изделие извлекают из формы и оставляют твердеть. Отверждение проводят, в частности, при 110-200°C предпочтительно в течение 4-12 ч. Температуру выбирают так, чтобы вяжущее схватилось или отвердело. Это значение лежит ниже температуры керамического обжига. Таким образом, формованное изделие 1 согласно изобретению является необожженным.
Формованное изделие 1 согласно изобретению предпочтительно имеет плотность ρ0 в сухом состоянии, определенную согласно DIN EN 1094-4 (09/1995), от 0,3 до 1,5 г/см3, предпочтительно от 0,5 до 1,3 г/см3.
Кроме того, формованное изделие 1 предпочтительно имеет пористость от 60% до 90%, предпочтительно от 70% до 80% определенную согласно DIN EN 1094-4 (09/1995).
Прочность на сжатие в холодном состоянии у формованного изделия 1, определенная согласно DIN EN 993-5 (12/1998), предпочтительно составляет от 0,5 до 15,0 МПа, предпочтительно от 1,0 до 10,0 МПа.
Далее, прочность на изгиб при низкой температуре у формованного изделия 1, определенная согласно DIN EN 993-6 (04/1995), предпочтительно составляет от 0,3 до 7,0 МПа, предпочтительно от 0,5 до 5,0 МПа.
Прочность на изгиб при высокой температуре у формованного изделия 1, определенная согласно DIN EN 993-7 (04/1995), предпочтительно составляет от 0,5 до 5,0 МПа, предпочтительно от 1,0 до 3,0 МПа.
Кроме того, формованное изделие 1 предпочтительно имеет точку размягчения, определенную в нагревательный микроскоп согласно DIN EN 51730 (09/2007), 1500-1700°C, предпочтительно 1650-1700°C. Таким образом, формованное изделие 1 подходит для длительного или постоянного применения при очень высоких температурах.
Кроме того, формованное изделие 1 предпочтительно имеет следующие значения теплопроводности, определенные согласно DIN EN 993-15 (07/2005):
Кроме того, формованное изделие 1 согласно изобретению предпочтительно имеет следующий химический состав, определенный согласно DIN EN ISO 12677 (02/2013), причем сумма отдельных компонентов должна составлять 100 вес.%:
Как уже говорилось, формованное изделие 1 согласно изобретению применяется для теплоизоляции расплавленного металла, в частности, стальной плавки, от окружения. Предпочтительно, формованное изделие 1 применяется для теплоизоляции головной части слитка при сифонной разливке слитков.
Устройство (4) разливки слитков (фиг. 2 и 3) для сифонной разливки металла в слитки, в частности стали, обычно имеет нижнюю раму 5 с разливочным каналом 6 для подвода расплавленного металла, в частности, стали. Кроме того, устройство (4) разливки слитков содержит трубчатый кристаллизатор 7 для приема ванны 8 расплавленного металла. Кристаллизатор 7 имеет нижний и верхний открытый конец 7a;b. Верхний конец 7b кристаллизатора образует голову 9 кристаллизатора 7.
Согласно одному предпочтительному варианту осуществления изобретения, формованное изделие 1 применятся в качестве перекрывающей плиты 10 для накрывания верхнего открытого конца 7b кристаллизатора. Для этого перекрывающую плиту 10 укладывают перед началом разливки слитков (фиг. 2) на голову кристаллизатора 9. Таким образом, укладку на кристаллизатор 7 осуществляют без прямого соприкосновения с металлической ванной 8. Тем самым, металлическая ванна 8 косвенно, то есть без прямого контакта, изолируется по теплу перекрывающей плитой 10. На перекрывающей плите 10 укрепляют наполненный шлакообразующей смесью мешок 11 для шлакообразующей смеси таким образом, чтобы он свисал от перекрывающей плиты 10 внутрь кристаллизатора 7. Для закрепления мешка 11 для шлакообразующей смеси опорная плита 10 предпочтительно имеет по центру отверстие 12, идущее насквозь от одной поверхности плиты к другой.
Далее, расплавленный металл, в частности, стальная плавка, загружается через разливочный канал 6 снизу в кристаллизатор 7 и поднимается в нем вверх (фиг. 3). Ванна 8 жидкого металла, в частности, стальная плавка, имеет, как правило, температуру примерно 1550°C. Поэтому мешок 11 для шлакообразующей смеси сгорает через короткое время из-за высокой температуры стальной плавки, так что шлакообразующий порошок распределяется по поверхности 8a расплавленного металла и образует поверхностный слой 13 шлакообразующего порошка. Кроме того, шлакообразующий порошок распределяется между кристаллизатором 7 и расплавленным металлом 8 и действует как разделительный слой и смазка.
Расплавленный металл 8 поднимается в начале разливки до опорной плиты 10 и образует застывающий слиток 14 с верхней головной частью 15 (фиг. 4). Перекрывающая плита 10 изолирует головную часть 15 слитка от атмосферы и тем самым обеспечивает медленное охлаждение головной части 15.
В следующем предпочтительном варианте осуществления изобретения формованное изделие 1 используется в качестве теплоизоляционной плиты 16 для надставки или изолирующего колпака 17 для теплоизоляции головной части 15 от кристаллизатора 7, в частности, от головы 9 кристаллизатора. Кольцеобразный изолирующий колпак 17 состоит из нескольких соединенных друг с другом, расположенных по периметру кристаллизатора 7 смежных теплоизоляционных плит 16. Он служит для внутренней футеровки головы 9 кристаллизатора. Таким образом, изолирующий колпак 17 прилегает изнутри к стенкам 18 кристаллизатора. Он может также выдаваться над верхним краем 7b кристаллизатора 7 (не показано). В этом случае он применяется, в частности, вместе с рыхлой засыпкой для изоляции поверхности 8a расплавленного металла, эту засыпку отсасывают в конце процесса разливки.
Изолирующий колпак 17 может быть выполнен также цельным и, таким образом, формованное изделие 1 применяется в качестве изолирующего колпака 17.
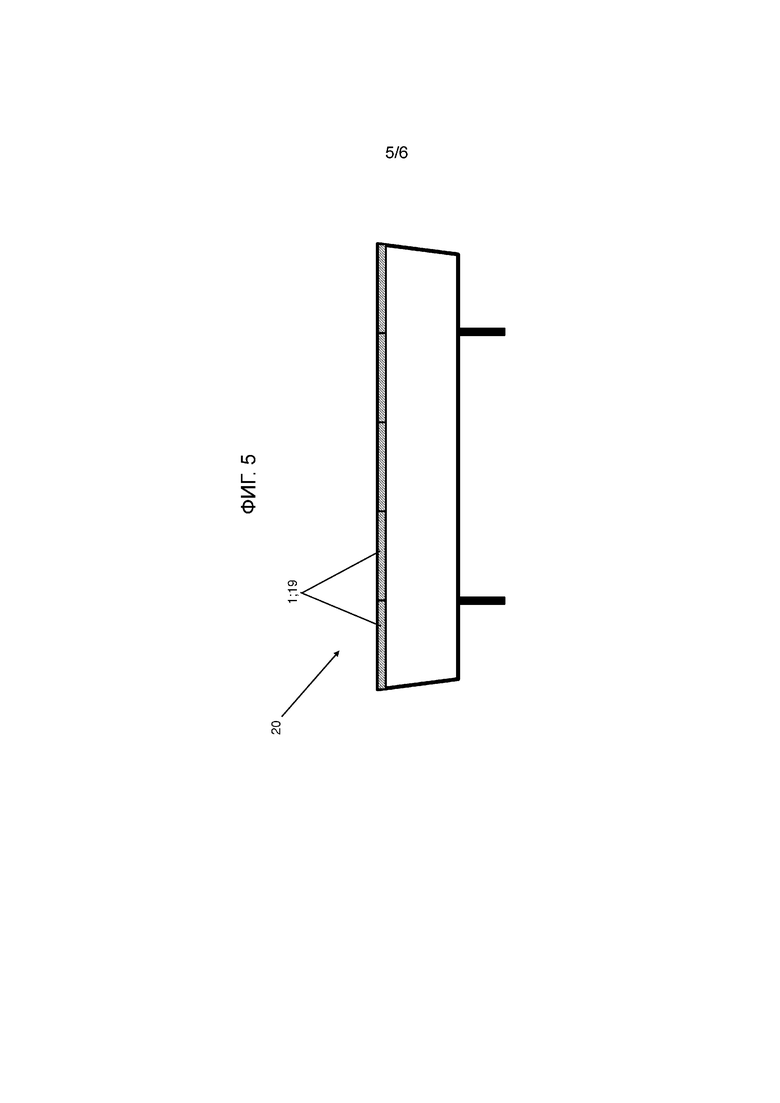
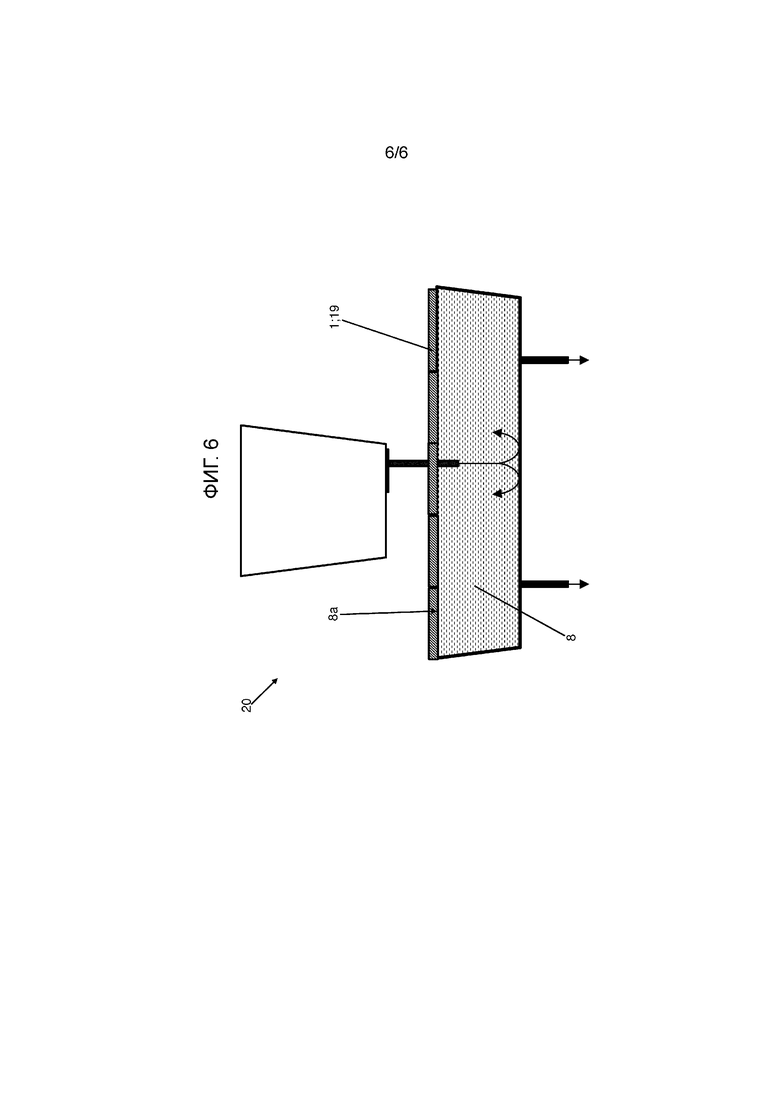
Формованное изделие 1 может также с успехом применяться в качестве перекрывающей плиты для покрытия или изоляции свободной поверхности 8a расплавленного металла в другом, открытом сверху металлургическом резервуаре. В частности, формованное изделие 1 может применяться в качестве перекрывающей плиты 19 для разливочного ковша 20 (фиг. 5 и 6), предпочтительно в качестве разливочного желоба при непрерывной разливке (промковш).
Перед началом разливки разливочный ковш 20 предпочтительно накрывают несколькими перекрывающими плитами 19 (фиг. 5). Во время начала разливки расплавленный металл 8 поднимается до перекрывающих плит 19. Они образуют сплошной защитный слой, покрывающий и изолирующий поверхность 8a расплавленного металла.
Кроме того, формованное изделие 1 можно также с успехом применять в качестве перекрывающей плиты для покрытия или изоляции свободной поверхности 8a расплавленного металла в литейном ковше или в желобе.
Кроме того, формованное изделие 1 может также уложить прямо на поверхность расплавленного металла 8a, чтобы оно плавало на ней.
Кроме того, формованное изделие 1 может применяться в качестве теплоизоляции в многослойной кладке, или в нагревательной печи для огнеупорной футеровки, или в качестве антикоррозионного барьера (например, от воздействия щелочей), или как огнезащитная облицовка, или как фильтрующий материал для горячих газов.
Применяющееся согласно изобретению формованное изделие 1 как при низких, так и при высоких температурах имеет низкую теплопроводность и тем самым отличные теплоизоляционные свойства. При применении для изоляции головной части слитка в сифонной разливке слитков это гарантирует постоянно высокое качество головной части слитка. Хорошая теплоизоляция является результатом, в частности, очень хороших теплоизоляционных свойств биогенной кремниевой кислоты и ее очень высокой температуры плавления, около 1650°C.
Далее, формованное изделие 1 согласно изобретению является стойким к щелочам и имеет очень высокую огнестойкость. Это получается благодаря комбинации щелочестойкой и очень жаропрочной биогенной кремниевой кислоты, в частности золы рисовой шелухи, с силиказолем как вяжущим. А именно, SiO2-связи силикагеля придают высокую щелочестойкость и огнестойкость связующей матрице.
Далее, формованное изделие 1 не содержит вредных веществ. Кроме того, зола рисовой шелухи является натуральным продуктом вторичной переработки.
При использовании перекрывающей плиты 10 одновременно как опорную плиту для мешка 11 со шлакообразующим порошком и как изоляцию головной части 15 становится ненужным один дополнительный технологический этап. А именно, не требуется удаления опорной плиты и последующее внесение рыхлой золы рисовой шелухи.
Кроме того, заметно снижается пылевая нагрузка. К тому же размещение перекрывающих плит 10,19 на кристаллизаторе 7 или разливочном ковше 20 заметно проще, чем нанесение рыхлой засыпки на поверхность 8a расплавленного металла. Кроме того, это можно осуществить до введения расплавленного металла, что означает значительно меньшую тепловую нагрузку на исполнителя.
При этом рамками изобретения охватывается также случай, когда при получении биогенную кремниевую кислоту, в частности золу рисовой шелухи, перед смешением с другими компонентами формованного изделия с водой и/или силиказолем гранулируют и мягкий или пластичный, еще не затвердевший гранулят смешивают с прочими компонентами. При уплотнении или прессовании зерна пластичного гранулята разрушаются, так что образуется формованное изделие с зернистым заполнителем из биогенной кремниевой кислоты. Преимуществом этого варианта способа является меньшее образование пыли.
Пример осуществления
Плиту согласно изобретению готовили путем одноосного прессования из замеса со следующим составом:
Готовую смесь уплотняли до поверхностной плотности 0,5 Н/мм2. Плиту извлекали из формы и сушили 12 ч при 150°C в сушильном шкафу на жестяном листе и оставляли твердеть. Плита имела следующие размеры: 670×670×40 мм3. Полученная плита имела следующие свойства:
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛИТА, В ЧАСТНОСТИ ПОКРЫВАЮЩАЯ ПЛИТА ДЛЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ, А ТАКЖЕ СПОСОБ ПОЛУЧЕНИЯ ПЛИТЫ И ЕЕ ПРИМЕНЕНИЕ | 2017 |
|
RU2725409C1 |
| ПРИМЕНЕНИЕ ТЕПЛОИЗОЛИРУЮЩЕГО ФОРМОВАННОГО ЭЛЕМЕНТА ДЛЯ ИЗОЛЯЦИИ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ ОТ АТМОСФЕРЫ ИЛИ ДЛЯ ИЗОЛЯЦИИ МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 2017 |
|
RU2727488C1 |
| СОСТАВ ДЛЯ ТЕПЛОИЗОЛЯЦИИ РАСПЛАВА МЕТАЛЛА И СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВА | 2017 |
|
RU2661981C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО ФОРМОВАННОГО ИЗДЕЛИЯ В ВИДЕ СЛОЯ ИЗОЛЯЦИОННОЙ ШТУКАТУРКИ | 2016 |
|
RU2721612C1 |
| ТЕПЛОИЗОЛИРУЮЩАЯ СМЕСЬ ДЛЯ ЗАЩИТЫ И ТЕПЛОИЗОЛЯЦИИ МЕТАЛЛА В ПРОМЕЖУТОЧНОМ И СТАЛЕРАЗЛИВОЧНОМ КОВШАХ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 2005 |
|
RU2308350C2 |
| ТЕПЛОИЗОЛИРУЮЩАЯ СМЕСЬ | 2008 |
|
RU2369463C1 |
| ТЕПЛОИЗОЛИРУЮЩАЯ СМЕСЬ | 2008 |
|
RU2377094C2 |
| ОБОЖЖЕННОЕ ОГНЕУПОРНОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ | 2005 |
|
RU2346911C2 |
| ЖАРОСТОЙКАЯ ШИХТА И ЕЕ ПРИМЕНЕНИЕ | 2014 |
|
RU2677726C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ МЕТАЛЛА И ШЛАКА ПРИ РАЗЛИВКЕ СТАЛИ В ИЗЛОЖНИЦЫ | 2008 |
|
RU2410190C2 |
Группа изобретений относится к теплоизоляционному огнеупорному формованному изделию, к способу его получения и применению формованного изделия для теплоизоляции. Необожженное жаропрочное формованное изделие для длительного или постоянного применения при высоких температурах, содержащее связующую матрицу из затвердевшего вяжущего и зернистую добавку заполнителя из биогенной кремниевой кислоты, который связан в связующей матрице, где связующая матрица состоит из силикагеля, добавка в формованное изделие по меньшей мере на 50 вес.%, в расчете на полный сухой вес добавок, состоит из золы рисовой шелухи, и добавка содержит от 0 до <10 вес.% от полного содержания (сухого веса) заполнителей по меньшей мере одного дополнительного заполнителя из жаропрочного материала, который состоит не только из SiO2, при этом формованное изделие имеет точку размягчения, определенную в нагревательный микроскоп согласно DIN EN 51730 (09/2007), при температуре 1500-1700°C. Способ получения указанного выше формованного изделия включает следующие технологические этапы: a) получение смеси, содержащей указанную выше добавку и силиказоль, b) помещение смеси в форму, c) уплотнение смеси, d) извлечение из формы непросушенного формованного изделия, e) отверждение формованного изделия при температуре которая лежит ниже температуры керамического обжига, так чтобы вяжущее схватилось или отвердело. Применение указанного выше формованного изделия для теплоизоляции расплавленного металла и/или металлического слитка, застывшего из расплавленного металла. Применение указанного выше формованного изделия для теплоизоляции огнеупорной футеровки, или в качестве антикоррозионного барьера, или в качестве огнестойкой облицовки, или в качестве фильтрующего материала для горячих газов. Группа изобретений развита в зависимых пунктах формулы. Технический результат – получение жаропрочного теплоизоляционного формованного изделия, обладающего низким удельным весом, высокой химической чистотой и прочностью. 4 н. и 28 з.п. ф-лы, 7 табл., 1 пр., 6 ил.
1. Необожженное жаропрочное формованное изделие (1) для длительного или постоянного применения при высоких температурах, содержащее связующую матрицу (2) из затвердевшего вяжущего и зернистую добавку заполнителя (3) из биогенной кремниевой кислоты, который связан в связующей матрице (2), где связующая матрица (2) состоит из силикагеля,
отличающееся тем, что
добавка в формованное изделие (1) по меньшей мере на 50 вес.%, в расчете на полный сухой вес добавок, состоит из золы рисовой шелухи, и
добавка содержит от 0 до <10 вес.% от полного содержания (сухого веса) заполнителей по меньшей мере одного дополнительного заполнителя из жаропрочного материала, который состоит не только из SiO2, и
формованное изделие (1) имеет точку размягчения, определенную в нагревательный микроскоп согласно DIN EN 51730 (09/2007), при температуре 1500-1700°C.
2. Формованное изделие (1) по п.1, отличающееся тем, что данное формованное изделие представляет собой плиту.
3. Формованное изделие (1) по п. 1 или 2, отличающееся тем, что добавка в формованное изделие (1) по меньшей мере на 80 вес.%, предпочтительно по меньшей мере на 90 вес.%, особенно предпочтительно на 100 вес.%, в расчете на полный сухой вес добавок, состоит из золы рисовой шелухи.
4. Формованное изделие (1) по одному из предыдущих пунктов, отличающееся тем, что формованное изделие (1) содержит по меньшей мере один дополнительный заполнитель, состоящий из SiO2 в форме микрокремнезема, и/или пирогенной, и/или осажденной кремниевой кислоты.
5. Формованное изделие (1) по одному из предыдущих пунктов, отличающееся тем, что зола рисовой шелухи имеет следующий гранулометрический состав, определенный согласно DIN 66165-2 (04/1987), в расчете на сухую массу, причем сумма отдельных компонентов составляет 100 вес.%:
6. Формованное изделие (1) по одному из предыдущих пунктов, отличающееся тем, что формованное изделие (1) имеет плотность в сухом состоянии ρ0, измеренную согласно DIN EN 1094-4 (09/1995), от 0,3 до 1,5 г/см3, предпочтительно от 0,5 до 1,3 г/см3.
7. Формованное изделие (1) по одному из предыдущих пунктов, отличающееся тем, что формованное изделие (1) имеет пористость, измеренную согласно DIN EN 1094-4 (09/1995), от 60% до 90%, предпочтительно от 70% до 80%.
8. Формованное изделие (1) по одному из предыдущих пунктов, отличающееся тем, что формованное изделие (1) имеет прочность на сжатие в холодном состоянии, измеренную согласно DIN EN 993-5 (12/1998), от 0,5 до 15,0 МПа, предпочтительно от 1,0 до 10,0 МПа.
9. Формованное изделие (1) по одному из предыдущих пунктов, отличающееся тем, что формованное изделие (1) имеет прочность на изгиб при низкой температуре, измеренную согласно DIN EN 993-6 (04/1995), от 0,3 до 7,0 МПа, предпочтительно от 0,5 до 5,0 МПа.
10. Формованное изделие (1) по одному из предыдущих пунктов, отличающееся тем, что формованное изделие (1) имеет прочность на изгиб при высокой температуре, измеренную согласно DIN EN 993-7 (04/1995), от 0,5 до 5,0 МПа, предпочтительно от 1,0 до 3,0 МПа.
11. Формованное изделие (1) по одному из предыдущих пунктов, отличающееся тем, что формованное изделие (1) имеет точку размягчения, определенную в нагревательный микроскоп согласно DIN EN 51730 (09/2007), при температуре 1650-1700°C.
12. Формованное изделие (1) по одному из предыдущих пунктов, отличающееся тем, что формованное изделие (1) имеет следующую теплопроводность, определенную согласно DIN EN 993-15 (07/2005):
13. Формованное изделие (1) по одному из предыдущих пунктов, отличающееся тем, что формованное изделие (1) имеет следующий химический состав, определенный согласно DIN EN ISO 12677 (02/2013), причем сумма отдельных компонентов (без потерь при прокаливании) составляет 100 вес.%:
14. Способ получения формованного изделия (1) по одному из предыдущих пунктов, характеризующийся следующими технологическими этапами:
a) получение смеси, содержащей добавку и силиказоль,
b) помещение смеси в форму,
c) уплотнение смеси,
d) извлечение из формы непросушенного формованного изделия (1),
e) отверждение формованного изделия (1) при температуре, которая лежит ниже температуры керамического обжига, так чтобы вяжущее схватилось или отвердело.
15. Способ по п. 14, отличающийся тем, что состав смеси устанавливают так, чтобы смесь после 30 сек нахождения под вибрацией имела растекаемость, определенную в соответствии с DIN EN ISO 1927-4 (03/2013), от 200 до 500 мм, предпочтительно от 250 до 350 мм.
16. Способ по п. 14 или 15, отличающийся тем, что смесь имеет следующий состав, в расчете на полную сухую массу, причем сумма отдельных компонентов составляет 100 вес.%:
17. Способ по одному из пп. 14-16, отличающийся тем, что зернистую добавку (3) из золы рисовой шелухи перед смешением с прочими компонентами смеси агломерируют водой и/или силиказолем с получением гранул и гранулы в пластическом состоянии смешивают с остальными компонентами смеси.
18. Применение формованного изделия (1) по одному из пп. 1-13 для теплоизоляции расплавленного металла и/или металлического слитка (14), застывшего из расплавленного металла.
19. Применение по п. 18, отличающееся тем, что формованное изделие (1) получено способом по одному из пп. 14-17.
20. Применение по п. 18 или 19, отличающееся тем, что формованное изделие (1) используется для теплоизоляции стальной плавки.
21. Применение по одному из пп. 18-20, отличающееся тем, что формованное изделие (1) используется для теплоизоляции стальной плавки и/или металлического слитка (14), застывшего из стальной плавки при производстве стали.
22. Применение по одному из пп. 18-21, отличающееся тем, что формованное изделие (1) применяется для теплоизоляции расплавленного металла, в частности стальной плавки, находящегося в металлургическом резервуаре, и/или слитка (14), находящегося в металлургическом резервуаре, от резервуара и/или атмосферы.
23. Применение по одному из пп. 18-22, отличающееся тем, что формованное изделие (1) применяется для теплоизоляции расплавленного металла, в частности стальной плавки, и/или слитка (14) при сифонной разливке слитков.
24. Применение по п.23, отличающееся тем, что формованное изделие (1) применяется для теплоизоляции головной части (15) слитка (14).
25. Применение по одному из пп. 18-24, отличающееся тем, что формованное изделие применяется в качестве перекрывающей плиты (10) для покрытия и теплоизоляции находящегося в кристаллизаторе (7) расплавленного металла (8), в частности, жидкой стали.
26. Применение по одному из пп. 18-24, отличающееся тем, что формованное изделие применяется в качестве перекрывающей плиты (19) для покрытия и теплоизоляции находящегося в разливочном ковше (20) расплавленного металла (8), в частности жидкой стали.
27. Применение по п.25, отличающееся тем, что перекрывающая плита (10;19) применяется для покрытия расплавленного металла (8) в кристаллизаторе (7) при сифонной разливке или разливке слитков сверху.
28. Применение по п.26, отличающееся тем, что перекрывающая плита (10;19) применяется для покрытия расплавленного металла (8) в разливочном ковше (20) при сифонной разливке или разливке слитков сверху.
29. Применение формованного изделия (1) по одному из пп. 1-13, для теплоизоляции огнеупорной футеровки, или в качестве антикоррозионного барьера, или в качестве огнестойкой облицовки, или в качестве фильтрующего материала для горячих газов.
30. Применение по п.29, отличающееся тем, что формованное изделие (1) получено способом по одному из пп. 14-17.
31. Применение по п.29 или 30, отличающееся тем, что формованное изделие (1) используется для теплоизоляции огнеупорной футеровки в многослойной кладке или в нагревательной печи.
32. Применение по п.29 или 30, отличающееся тем, что формованное изделие (1) используется в качестве антикоррозионного барьера от воздействия щелочей.
| Жидкий промежуточный хладоноситель для холодильных систем | 1988 |
|
SU1594197A1 |
| CN 105314999 A, 10.02.2016 | |||
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ МЕТАЛЛА И ШЛАКА ПРИ РАЗЛИВКЕ СТАЛИ В ИЗЛОЖНИЦЫ | 2008 |
|
RU2410190C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО РАСПЛАВА | 2005 |
|
RU2397039C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННО-КОНСТРУКЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ВСПУЧЕННОГО ВЕРМИКУЛИТА | 2000 |
|
RU2161142C1 |
| US 3917110 A1, 04.11.1975 | |||
| СИСТЕМА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С РЕКУПЕРАЦИЕЙ И СПОСОБ С ПРИМЕНЕНИЕМ КАТАЛИТИЧЕСКОГО ГОРЕНИЯ | 2004 |
|
RU2347143C2 |
| СПОСОБ ПОЛУЧЕНИЯ АКТИВНОГО УГЛЯ | 1993 |
|
RU2049054C1 |

