Настоящее изобретение касается применения теплоизолирующего, огнеупорного, необожженного формованного элемента, в частности плиты, для термической изоляции металлических расплавов, в частности стальных расплавов, и/или кристаллизующегося слитка, от окружающей атмосферы или для изоляции металлургической емкости, в частности при производстве стали на сталеплавильных заводах.
Настоящее изобретение касается, в частности, применения теплоизолирующей накрывной плиты для накрытия металлических расплавов, в частности стальных расплавов, и/или кристаллизующегося слитка, которые находятся в металлургической емкости.
В металлургии принято накрывать свободную поверхность находящегося в открытой металлургической емкости металлического расплава, в частности стального расплава, накрывным средством. Это накрывное средство образует защитный и теплоизолирующий слой. С одной стороны, оно заслоняет ванну металлического расплава от атмосферных газов во избежание нежелательных химических реакций металлического расплава. С другой стороны, оно служит для изоляции или, соответственно, теплоизоляции от атмосферы. Таким образом, накрывное средство создает предпосылки для хорошего качества поверхности.
В качестве накрывных средств обычно применяются свободно насыпанные сыпучие массы из огнеупорных материалов, в частности из золы рисовой лузги. Зола рисовой лузги получается в больших количествах во многих странах, производящих рис. Она образуется как побочный продукт при сжигании рисовой лузги (мякины). При ее сожжении образуется зола рисовой лузги, которая является очень чистой химически и на 94-96% состоит из SiO2 в аморфной форме. Поэтому зола рисовой лузги называется также биогенной кремниевой кислотой. Она имеет очень высокую точку плавления прибл. 1650°C. При получении летучие составляющие выгорают, но своеобразная микропористая структура SiO2 сохраняется. Наличие такой структуры обуславливает как чрезвычайно низкую теплопроводность, так и низкий насыпной вес золы рисовой лузги. Хотя зола рисовой лузги благодаря этому способствует замечательной теплоизоляции, однако вследствие ее высокой дисперсности, в частности при нанесении на поверхность металлического расплава, она приводит к высокой запыленности, которая может быть опасной для здоровья, напр., может вызывать повреждения глаз. Потому что частицы высокодисперсной пыли могут попадать в человеческий организм. Из-за этого должны, например, инсталлироваться отсасывающие устройства, которые, в свою очередь, вследствие отсоса золы рисовой лузги приводят к потерям материала.
По этой причине известно также применение в качестве накрывных средств вместо чистой золы рисовой лузги гранулятов. Эти грануляты состоят из гранулированных огнеупорных материалов, которые упрочнены посредством связующего средства. Например, такие грануляты указаны в DE 10 2013 000 527 A1, DE 197 28 368 C1 и DE 197 31 653 C2.
Гранулы из der DE 10 2013 000 527 A1 содержат в основном, предпочтительно до 90 масс. %, кизельгур. В качестве связующего средства применяется, напр., бетонит, жидкое стекло или целлюлоза. Также эти гранулы могут содержать в качестве связующего средства поливинилполипирролидон. Гранулят через некоторое время расплавляется.
Гранулят из DE 197 28 368 C1 имеет гранулы, которые получаются из золы рисовой лузги, органического, гелеобразующего связующего средства в количествах от 1 до 10 масс. %, а также воды в количествах от 20 до 100 масс. %.
Шарики/окатыши гранулята из DE 197 31 653 C2 состоят из золы рисовой лузги, которая смешивается с поверхностно-активным веществом и связующим средством. Это поверхностно-активное вещество может представлять собой альгинат натрия, натриевую соль карбоксиметилцеллюлозы, гексаметафосфат натрия или их смеси. Связующее средство может представлять собой поливиниловый спирт, мелассу, гексаметафосфат натрия, цемент портланд, силикат натрия и осажденный карбонат кальция и их смеси. Шарики/окатыши после смешивания и спрессовывания сушатся и затем обжигаются при температуре 800-1400°C.
Конечно, грануляты приводят к значительно уменьшенному запылению по сравнению с чистой золой рисовой лузги. Но они имеют также более высокий насыпной вес и поэтому приводят к худшей изоляции. К тому же технологически они значительно дороже, чем сыпучие массы из чистой золы рисовой лузги.
Накрываемые металлургические емкости представляют собой, в частности, промежуточный ковш для металла, предпочтительно промежуточный ковш для непрерывной разливки (промковш), разливочный ковш или кристаллизатор для разливки в слитки сифоном и сверху. При разливке в слитки жидкий металл заливается в стоящую форму (кристаллизатор) и кристаллизуется в ней. Заливка может происходить как сверху (разливка в слитки сверху), так и через систему подачи снизу (разливка в слитки сифоном). После кристаллизации кристаллизатор стрипперуется, то есть стягивается с кристаллизовавшегося металла, и слиток подвергается дальнейшей обработке.
Во время кристаллизации стального расплава в кристаллизаторе, прежде всего, в головной части слитка могут образовываться усадочные полости (раковины). Составляющие, имеющие относительно низкую температуру плавления, вытесняются перед фронтом кристаллизации выше плавящихся составляющих вверх. Из-за этого и вследствие течения восходящих пузырей газа в головной части слитка могут концентрироваться такие элементы, как сера, фосфор и углерод. Возникают так называемые сегрегации слитка. То есть вследствие всплывающего шлака возникает «отход головной части». Поэтому упомянутая верхняя область слитка перед дальнейшей обработкой должна отделяться.
При хорошей термической изоляции головной части слитка металлический расплав может дольше сохраняться в жидком стоянии в головной части слитка и кристаллизуется медленнее. Слиток становится сплошь плотным, и подлежащая отделению часть остается относительно малой. Поэтому в разливке в слитки особенно важна изоляция головной части.
При разливке в слитки сифоном при производстве стали для изоляции головной части слитка обычно сначала на кристаллизатор накладывается удерживающая плита или металлическая штанга. Удерживающая плита состоит, как правило, из теплоснабжающих материалов (т.н. «экзотермическая плита») из смесей разных огнеупорных оксидов с металлическим порошком и часто фторсодержащими компонентами. На удерживающей плите или металлической штанге посредством веревки закреплен мешок с разливочным порошком. Мешок через короткое время сгорает вследствие высокой теплоты стального расплава, так что разливочный порошок распределяется по стальному расплаву и действует между кристаллизатором и ванной стали в качестве разделительно-смазочного средства. Затем удерживающая плита или металлическая штанга удаляется, и на поверхность металлического расплава в качестве накрывного средства вручную подается соответствующая сыпучая масса. Этот способ очень трудоемок и опасен вследствие непосредственной близости слишком горячего кристаллизатора к исполнителю.
Кроме того, известна минимизация раковины головной части в головной части слитка с помощью кольцевого изоляционного кожуха (так называемого «разливочного кожуха»). Изоляционный кожух расположен в виде отдельного конструктивного элемента на верхнем конце кристаллизатора или, соответственно, на верхней части кристаллизатора и вставлен в нее. Он изолирует верхнюю часть кристаллизатора от стального расплава в области головной части слитка. Изоляционный кожух может быть выполнен в виде неразъемного конструктивного элемента или состоять из нескольких соединенных друг с другом плит. Неразъемные изоляционные кожухи и плиты состоят, как правило, из термически изолирующего материала.
Задачей настоящего изобретения является предоставление теплоизолирующего формованного элемента, в частности теплоизолирующей плиты, который применяется для термической изоляции металлических расплавов, в частности стальных расплавов, от окружающей атмосферы и/или металлургической емкости, в частности при производстве стали, причем этот формованный элемент должен быть прост и экономичен в изготовлении, должен обеспечивать хорошую теплоизоляцию и не быть вредным ни для здоровья, ни для окружающей среды.
Эта задача решается при применении формованного элемента, предпочтительно плиты, по п.1 формулы изобретения. Предпочтительные усовершенствования изобретения отмечены в последующих зависимых пунктах формулы изобретения.
Далее изобретение поясняется подробнее на примерах с помощью чертежа. Показано:
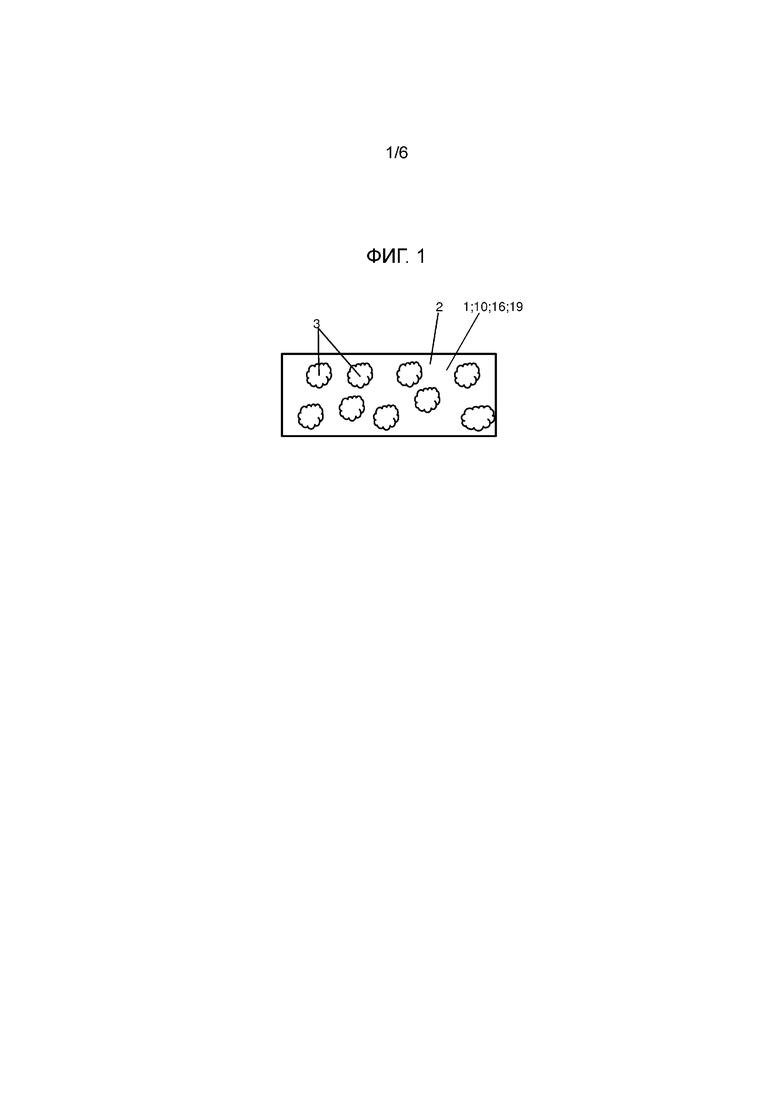
фиг.1: схематично верхний фрагмент поперечного сечения плиты, применяемой в соответствии с изобретением;
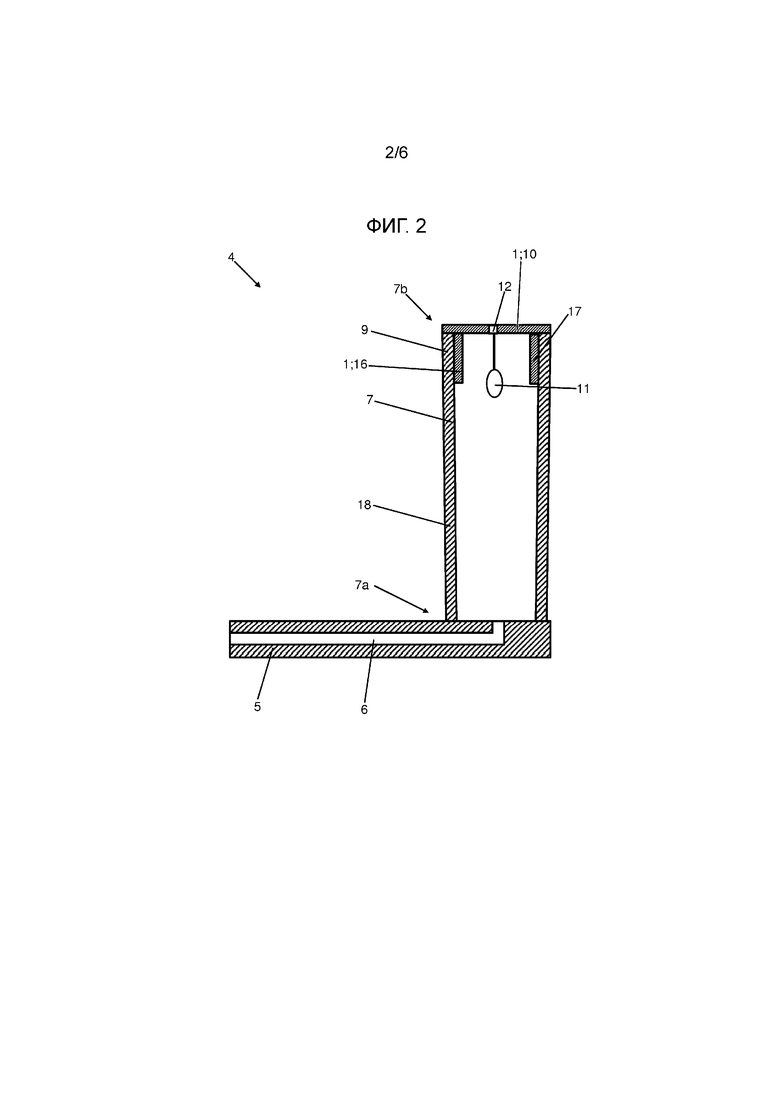
фиг.2: схематично и сильно упрощенно кристаллизатор для разливки в слитки сифоном перед началом процесса разливки, с накрывной плитой;
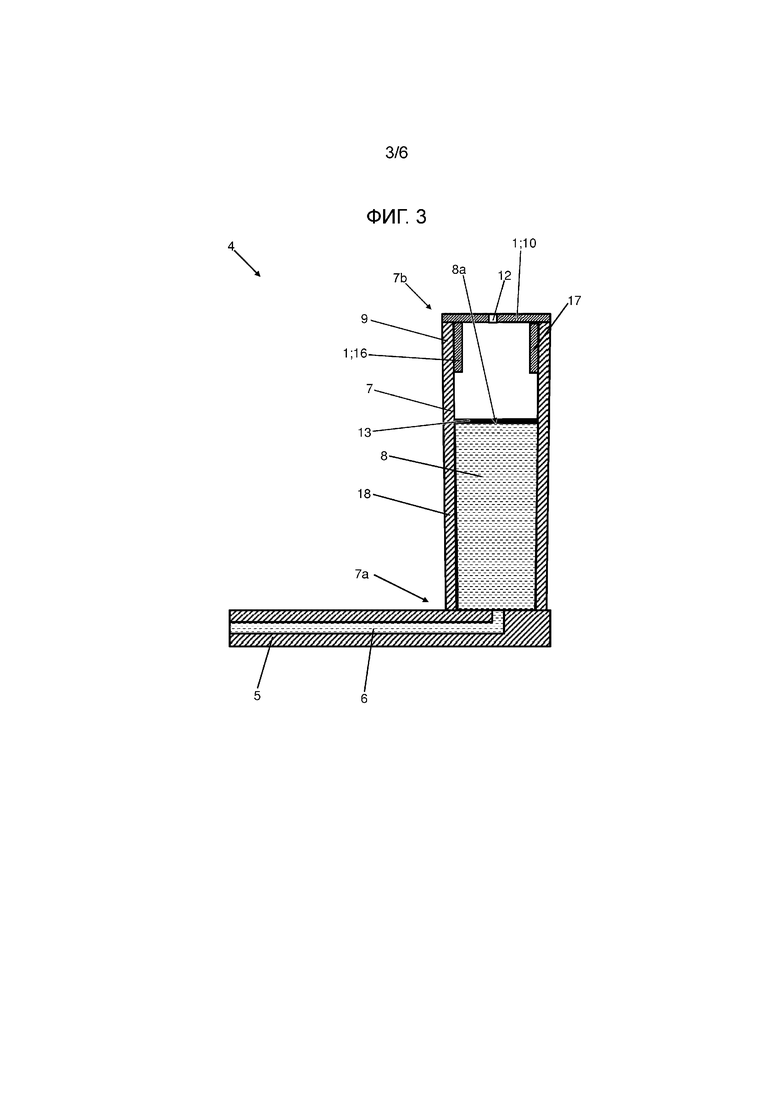
фиг.36 кристаллизатор в соответствии с фиг.2 во время процесса разливки;
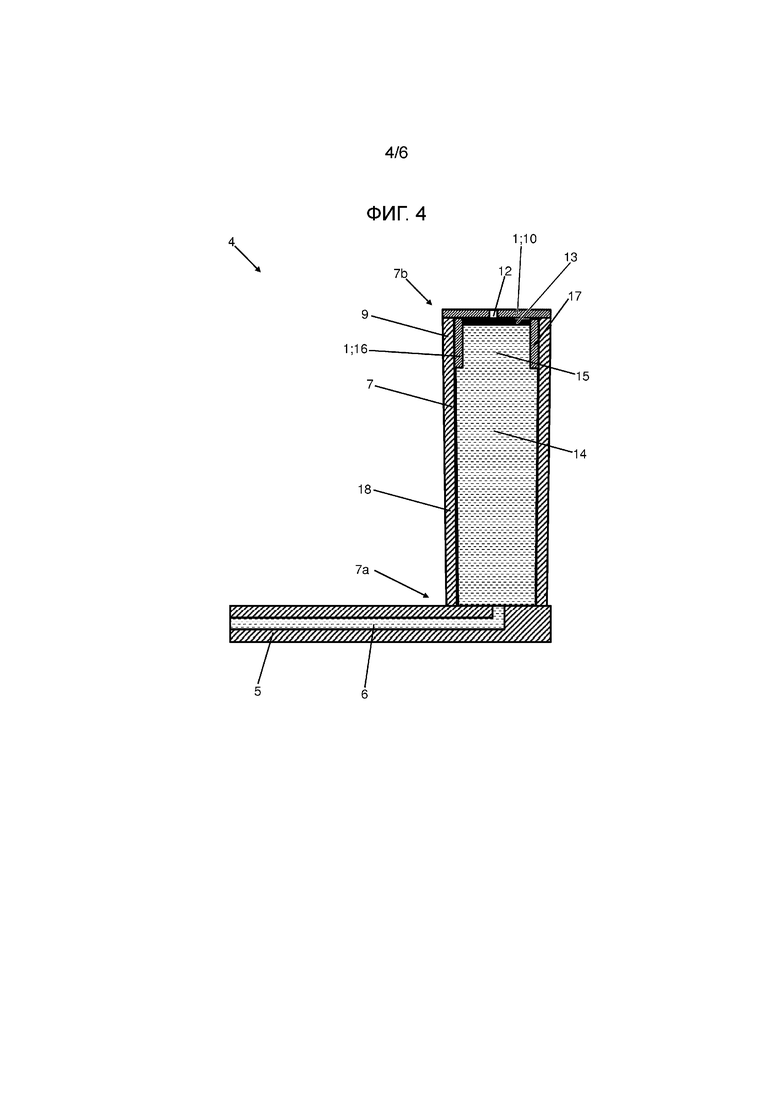
фиг.4: кристаллизатор в соответствии с фиг.2 в конце процесса разливки;
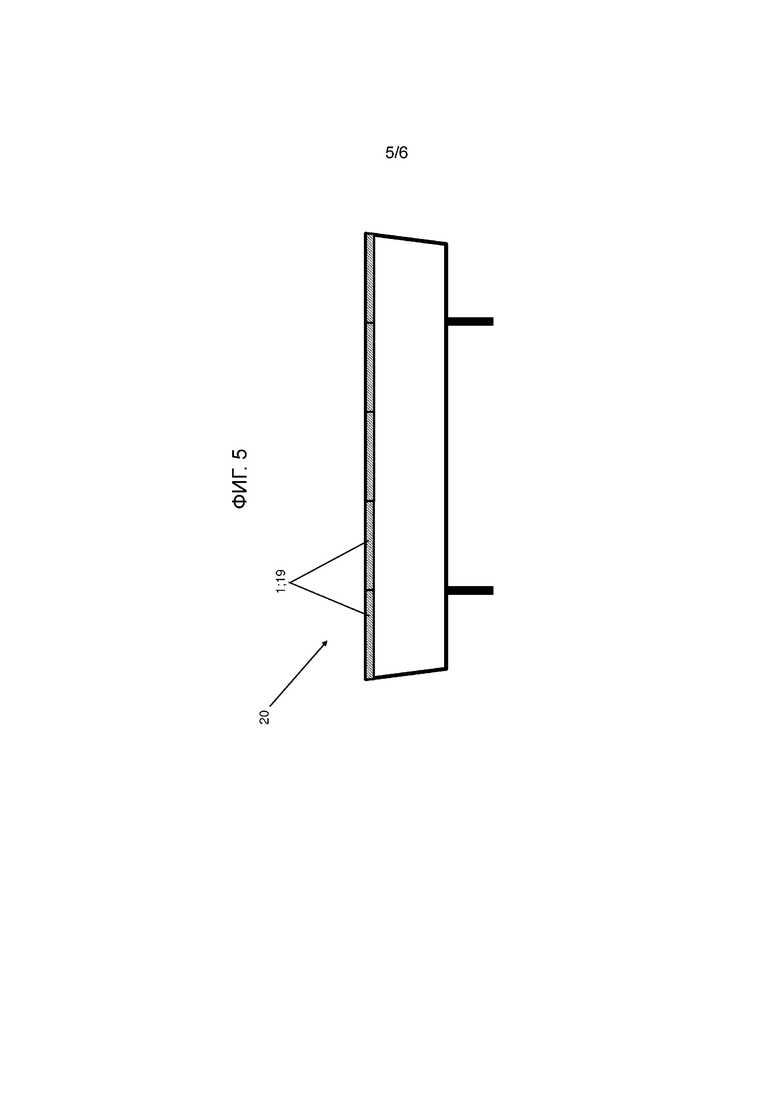
фиг.5: схематично и сильно упрощенно разливочный промежуточный ковш перед началом разливки;
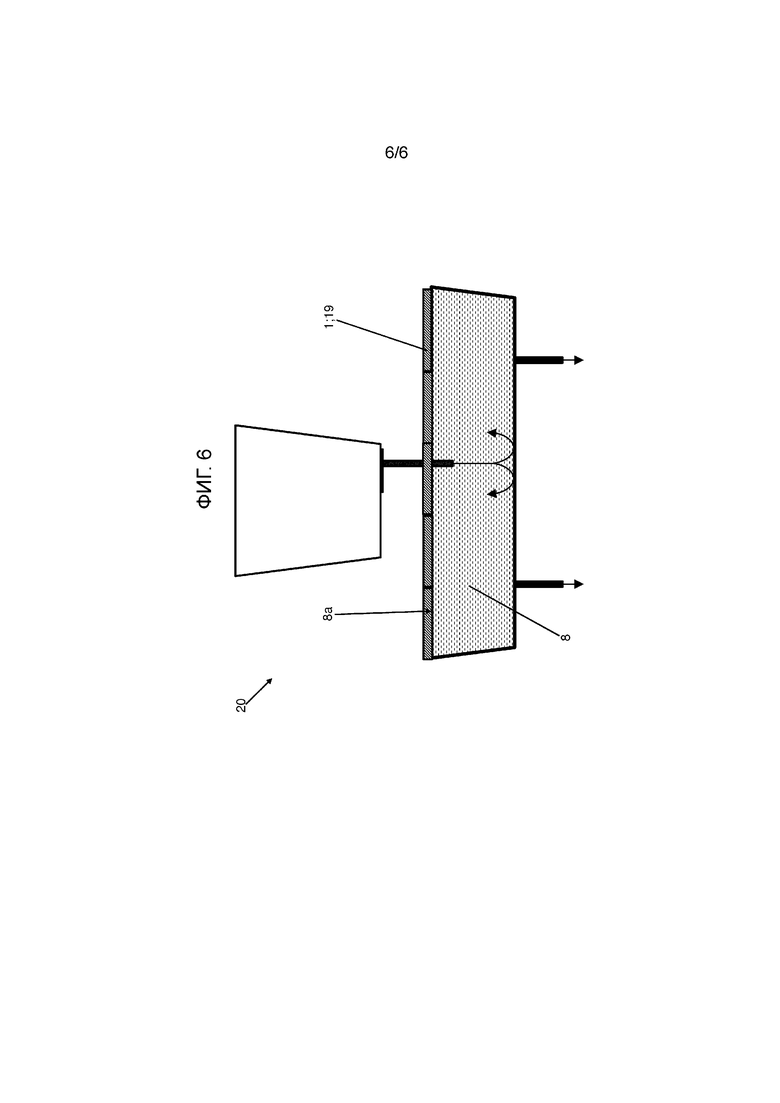
фиг.6: разливочный промежуточный ковш после начала разливки.
Применяемый в соответствии с изобретением, необожженный формованный элемент (фиг.1-6) имеет матрицу 2 из связующего средства, содержащую по меньшей мере одно схватившееся связующее средство, в которое внедрены или, соответственно, введены зерна 3 наполнителя из биогенной кремниевой кислоты, предпочтительно включающие из золы рисовой лузги. Эти зерна 3 наполнителя распределены в матрице 2 из связующего средства. Связующее средство представляет собой постоянное связующее средство. Постоянное связующее средство представляет собой связующее средство, которое отверждается ниже температуры керамического обжига, но при температурной нагрузке, в частности в атмосфере O2, не улетучивается, а преобразуется и образует связующую матрицу с керамической или другой связью. Таким образом, постоянные связующие средства создают предпосылки связности необожженного формованного элемента 1 при комнатной температуре, а также при применении при температурной нагрузке, в частности в атмосфере O2. В противоположность этому, временное связующее средство при температурной нагрузке выгорает и улетучивается. Постоянные связующие средства отверждаются при температуре ниже температуры керамического обжига, напр., при комнатной температуре, напр., гидравлически или химически (неорганически или органически-неорганически) или органически. При температурной нагрузке они, напр., вследствие спекания, образуют непосредственную керамическую связь. Фосфатные связи и цементные связи при температурной нагрузке, например, преобразуются, но сохраняются.
Предпочтительно постоянное связующее средство представляет собой неорганическое связующее средство, предпочтительно жидкое стекло или золь-гелевое связующее или фосфатное связующее или глиноземистый цемент или цемент портланд.
Матрица 2 из связующего средства может также, разумеется, состоять из нескольких постоянных связующих средств. Благодаря этому могут особенно предпочтительным образом устанавливаться определенные свойства формованного элемента 1.
Также матрица 2 из связующего средства может дополнительно содержать по меньшей мере одно схватившееся временное связующее средство. Однако предпочтительно матрица 2 из связующего средства состоит исключительно из одного или нескольких постоянных, схватившихся связующих средств. При этом речь идет о постоянной матрице 2 из связующего средства.
Биогенная кремниевая кислота представляет собой предпочтительно исключительно золу рисовой лузги. Но она может также представлять собой диатомит (кизельгур), или кремнистый сланец, или диагенетически упрочненный с получением породы скелет радиолярии или губки из опала. Возможно также наличие смесей различных биогенных кремниевых кислот в качестве наполняющего вещества.
Кроме того, формованный элемент 1 может также содержать другие наполняющие вещества из огнеупорного материала. Наполняющими веществами в смысле изобретения являются вообще вещества, которые или, соответственно, зерна которых распределены в матрице 2 из связующего средства и введены или, соответственно, внедрены в нее. Причем эти наполняющие вещества при схватывании не реагируют или только поверхностно реагируют со связующим средством. Таким образом, зерна добавок введены в матрицу из связующего средства по существу механически.
В частности, формованный элемент 1 содержит в качестве наполняющего вещества микродинас, предпочтительно пирогенную и/или осажденную кремниевую кислоту. Также формованный элемент 1 может содержать в качестве наполняющего вещества вспученный перлит и/или вспученный вермикулит и/или вспученную глину и/или неорганические волокна, предпочтительно минеральные и/или шлаковые и/или стеклянные и/или керамические волокна, и/или летучие золы.
Микродинас, летучие золы и/или пыли от фильтрации (электростанций) могут также реагировать и образовывать матрицу из связующего средства, в зависимости от наличия партнеров реакции в данной смеси. В этом случае они считаются не наполняющими веществами, а связующим средством.
Предпочтительно наполнитель формованного элемента 1 состоит по меньшей мере на 50 масс. %, предпочтительно по меньшей мере на 80 масс. %, особенно предпочтительно по меньшей мере на 90 масс. % из биогенной кремниевой кислоты, предпочтительно из золы рисовой лузги, в каждом случае относительно общего содержания (сухой массы) наполняющих веществ. Предпочтительно формованный элемент 1 содержит в качестве наполняющего вещества исключительно биогенную кремниевую кислоту, предпочтительно исключительно золу рисовой лузги. Таким образом, наполнитель формованного элемента 1 состоит предпочтительно на 100 масс. % из биогенной кремниевой кислоты, предпочтительно на 100 масс. % из золы рисовой лузги.
Изготовление предлагаемого изобретением формованного элемента 1 осуществляется следующим образом.
Сначала смешиваются сухие составляющие. Сухие составляющие представляют собой биогенную кремниевую кислоту и при необходимости другие наполняющие вещества, а также при необходимости по меньшей мере одно постоянное связующее средство, в случае если оно имеется в сухом виде. Затем в сухую смесь добавляется вода или другой жидкий растворитель для растворения или диспергирования или активирования связующего средства. Но по меньшей мере одно постоянное связующее средство может также иметься в уже растворенном или, соответственно, диспергированном виде и добавляться в сухую смесь из остальных составляющих в жидком виде.
Состав готовой смеси предпочтительно устанавливается так, чтобы смесь через 30 с под вибрацией имела растекаемость, определенную согласно DIN EN ISO 1927-4 (03/2013), от 200 до 500 мм, предпочтительно 250-300 мм, без возникновения разделения между грубыми и мелкими фракциями зерен, как это происходит у чистой золы рисовой лузги.
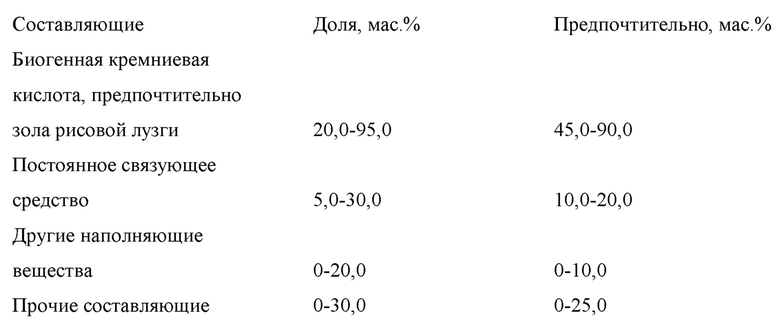
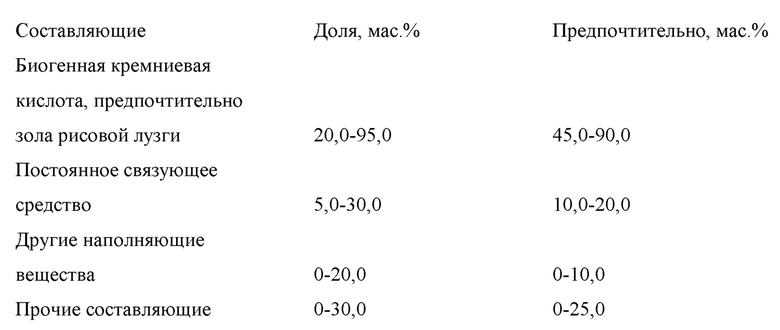
Предпочтительно готовая смесь или, соответственно, готовая дисперсия для изготовления формованного элемента 1 имеет следующий состав сухих составляющих относительно общей сухой массы, при этом отдельные составляющие дополняют друг друга до 100 масс. %:
Кроме того, весовое отношение жидкого растворителя, предпочтительно воды, к сухим составляющим составляет предпочтительно 2:1-1:9, предпочтительно 1:1-3:7.
Применяемая зола рисовой лузги имеет, к тому же, предпочтительно следующий химический состав по DIN EN ISO 12677 (02/2013), при этом отдельные составляющие (без потерь при прокаливании) суммируются с получением 100 мас. %:
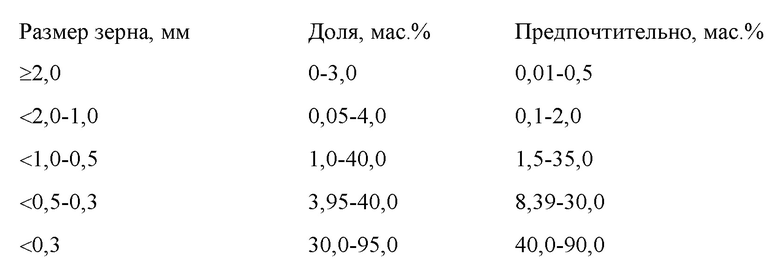
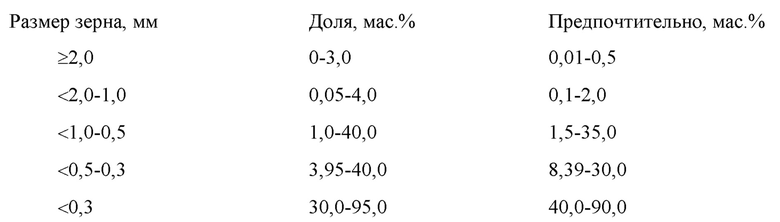
Применяемая биогенная кремниевая кислота, в частности зола рисовой лузги, имеет, кроме того, следующее распределение зерен по DIN 66165-2 (04/1987) относительно сухой массы, при этом отдельные составляющие суммируются с получением 100 мас. %:
Насыпной вес по DIN EN 1097-3 (06/1998) применяемой биогенной кремниевой кислоты, в частности золы рисовой лузги, составляет предпочтительно 0,05-0,5 г/см3, предпочтительно 0,1-0,4 г/см3.
Затем готовая смесь подается в форму и уплотняется в ней. Уплотнение осуществляется, в частности, посредством вибрации с пригрузкой или одноосного прессования.
При вибрации с пригрузкой форма находится на вибрационном столе. На находящуюся в форме готовую смесь накладывается груз, вибрационный стол активируется, и смесь посредством вибрации уплотняется. Посредством вибрации с пригрузкой изготавливаются, как правило, форматы меньших размеров.
При одноосном прессовании наполненная готовой смесью форма закладывается в пресс, при этом на смесь накладывается закрывающая плита. Затем верхний пуансон пресса движется к верхней плите и таким образом уплотняет смесь с определенным давлением. Предпочтительно выполняются несколько ходов пресса. Посредством одноосного прессования изготавливаются, как правило, форматы больших размеров.
После уплотнения прочный непросушенный формованный элемент извлекается из формы и оставляется для схватывания. Температура схватывания выбирается так, чтобы связующее средство схватывалось или, соответственно, отверждалось. Она лежит ниже температуры керамического обжига. Таким образом, предлагаемый изобретением формованный элемент 1 является необожженным. Схватываемые цементом формованные элементы обычно оставляются для схватывания при комнатной температуре, предпочтительно до постоянства веса. В случае других связующих средств, напр., в случае жидкого стекла или золь-гельевого связующего для схватывания оставляют, в частности, предпочтительно на 4-12 ч при 100-200°C. Схватываемые фосфатом формованные элементы оставляются для схватывания предпочтительно при температурах от 200 до 500°C для обеспечения полной связи при выделении воды или до 1000°C для получения водорастворимой связи.
Применяемый в соответствии с изобретением формованный элемент 1 имеет тогда предпочтительно плотность в сухом состоянии ρ0 от 0,3 до 1,5 г/см3, предпочтительно от 0,5 до 1,3 г/см3 по DIN EN 1094-4 (09/1995).
Кроме того, формованный элемент 1 имеет предпочтительно пористость от 60 до 90%, предпочтительно от 70 до 80% по DIN EN 1094-4 (09/1995).
Прочность на сжатие в холодном состоянии формованного элемента 1 составляет предпочтительно 1,5-20,0 МПа, предпочтительно 2,5-15,0 МПа по DIN EN 993-5 (12/1998).
А прочность на изгиб в холодном состоянии формованного элемента 1 составляет предпочтительно 1,0-9,0 МПа, предпочтительно 1,5-7,0 МПа по DIN EN 993-6 (04/1995).
Прочность на изгиб в горячем состоянии формованного элемента 1 составляет предпочтительно 1,5-7,0 МПа, предпочтительно 2,0-5,0 МПа по DIN EN 993-7 (04/1995).
Также формованный элемент 1 имеет предпочтительно точку размягчения, определенную с помощью нагревательного микроскопа по DIN EN 51730 (09/2007), от 800 до 1700°C, предпочтительно 1200-1650°C. Таким образом, формованный элемент 1 пригоден для длительного или, соответственно, постоянного применения при очень высоких температурах.
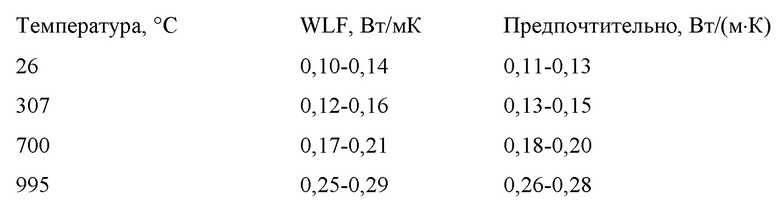
Кроме того, формованный элемент 1 имеет предпочтительно следующие теплопроводности по DIN EN 993-15 (07/2005):
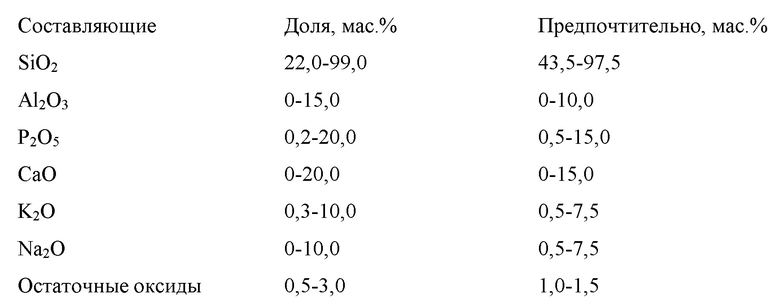
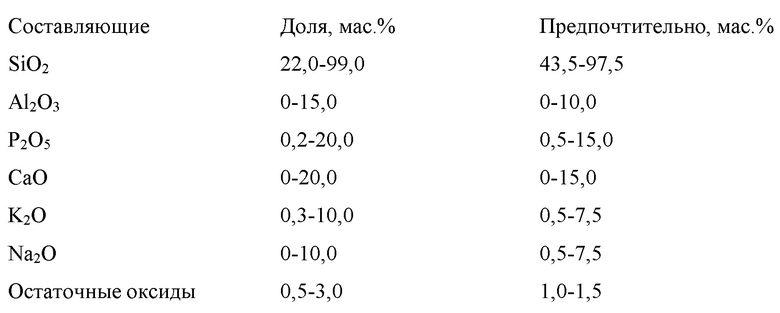
Предлагаемый изобретением формованный элемент 1 имеет, кроме того, предпочтительно следующий химический состав по DIN EN ISO 12677 (02/2013), при этом отдельные составляющие суммируются с получением 100 мас. %:
Как уже пояснялось, формованный элемент 1 в соответствии с изобретением применяется для термической изоляции металлического расплава, в частности стального расплава от окружающей среды. Предпочтительно формованный элемент 1 применяется для термической изоляции головной части слитка при разливке в слитки сифоном.
Устройство 4 для разливки в слитки (фиг.2 и 3) для разливки в слитки сифоном металла, в частности стали, имеет обычно нижнюю раму 5, имеющую канал 6 для заливки для подвода расплавленного металла, в частности стали. Также устройство 4 для разливки в слитки имеет трубчатый кристаллизатор 7 для помещения ванны 8 металла из металлического расплава. Кристаллизатор 7 имеет нижний и верхний, открытый конец 7a; b кристаллизатора. Верхний конец 7b кристаллизатора образует верхнюю часть 9 кристаллизатора 7.
По одному из предпочтительных аспектов изобретения формованный элемент 1 применяется в качестве накрывной плиты 10 для накрытия верхнего, открытого конца 7b кристаллизатора. Для этого накрывная плита 10 накладывается перед началом разливки в слитки (фиг.2) на верхнюю часть 9 кристаллизатора. Накладывание на кристаллизатор 7 осуществляется, таким образом, без непосредственного соприкосновения с ванной 8 металла. При этом ванна 8 металла термически изолируется накрывной плитой 10 опосредствованно, то есть без непосредственного контакта. На накрывной плите 10 закреплен наполненный разливочным порошком мешок 11 для разливочного порошка таким образом, что он свисает с накрывной плиты 10 вниз, внутрь кристаллизатора 7. Для крепления мешка 11 для разливочного порошка накрывная плита 10 имеет предпочтительно средний проем 12, проходящий от одной поверхности плиты к другой.
Итак, металлический расплав, в частности стальной расплав, через канал 6 для заливки заливается в кристаллизатор 7 снизу и поднимается в нем вверх (фиг.3). Ванна 8 металла, в частности ванна стали, имеет, как правило, температуру прибл. 1550°C. Поэтому мешок 11 для разливочного порошка через короткое время сгорает вследствие высокой теплоты стального расплава, так что разливочный порошок распределяется по поверхности 8a ванны металла и образует поверхностный слой 13 разливочного порошка. Разливочный порошок распределяется, к тому же, между кристаллизатором 7 и ванной 8 металла и действует как разделительно-смазочное средство.
Ванна 8 металла во время начала разливки поднимается до накрывной плиты 10 и образует кристаллизующийся слиток 14, имеющий верхнюю головную часть 15 слитка (фиг.4). Накрывная плита 10 изолирует головную часть 15 слитка от атмосферы и таким образом создает предпосылки для медленного охлаждения головной части 15 слитка.
По другому предпочтительному аспекту изобретения формованный элемент 1 применяется в качестве изолирующей плиты 16 для разливочного кожуха или, соответственно, изолирующего кожуха 17 для термической изоляции головной части 15 слитка от кристаллизатора 7, в частности от верхней части 9 кристаллизатора. Кольцевой изолирующий кожух 17 состоит из нескольких соединенных друг с другом, расположенных рядом друг с другом в окружном направлении кристаллизатора 7 изолирующих плит 16. Он служит для внутренней футеровки верхней части 9 кристаллизатора. При этом изолирующий кожух 17 с внутренней стороны прилегает к стенке 18 кристаллизатора. Он может также выступать на верхнем конце 7b кристаллизатора за кристаллизатор 7 (не изображено). В этом случае он применяется для изоляции поверхности 8a ванны металла вместе со свободно насыпанной сыпучей массой, которая отсасывается в конце процесса разливки.
Изолирующий кожух 17 может быть также выполнен неразъемным, и при этом формованный элемент 1 применяться в качестве изолирующего кожуха 17.
Формованный элемент 1 может предпочтительно также применяться в качестве накрывной плиты для накрытия или, соответственно, для изоляции свободной поверхности 8a ванны металла в другой, открытой сверху металлургической емкости. В частности, формованный элемент 1 может применяться в качестве накрывной плиты 19 для разливочного промежуточного ковша 20 (фиг.5 и 6), предпочтительно разливочного промежуточного ковша для непрерывной разливки (промковша).
Перед началом разливки разливочный промежуточный ковш 20 предпочтительно накрывается несколькими накрывными плитами 19 (фиг.5). Во время начала разливки ванна 8 металла поднимается до накрывных плит 19. Они образуют сплошной изолирующий накрывной слой, накрывающий поверхность 8a ванны металла.
Формованный элемент 1 может, к тому же, также предпочтительно применяться в качестве накрывной плиты для накрытия или, соответственно, для изоляции свободной поверхности 8a ванны металла в разливочном ковше или в желобах.
Формованный элемент 1 может, к тому же, также накладываться непосредственно на поверхность 8a ванны металла, так чтобы он плавал на ней.
Также формованный элемент 1 может применяться в качестве термической изоляции в многослойной каменной кладке или в печах для тепловой обработки для огнеупорных футеровок, или в качестве антикоррозионного барьера (напр., от воздействия щелочей) или в качестве огнезащитной футеровки, или в качестве фильтрующего материала для горячих газов.
Применяемый в соответствии с изобретением формованный элемент 1 обладает при низких температурах, а также при высоких температурах небольшой теплопроводностью и благодаря этому замечательными теплоизолирующими свойствами. При применении для изоляции головной части слитка при разливке в слитки сифоном это обеспечивает постоянно хорошее качество головной части слитка. Хорошая теплоизоляция является результатом, в частности, очень хороших теплоизолирующих свойств биогенной кремниевой кислоты и ее очень высокой точки плавления прибл. 1650°C.
Также формованный элемент 1 не содержит вредных веществ. Кроме того, зола рисовой лузги представляет собой натуральный продукт вторичной переработки.
При применении накрывной плиты 10 одновременно в качестве удерживающей плиты для мешка 11 для разливочного порошка и после этого для изоляции головной части 15 слитка отпадает один дополнительный шаг способа. Потому что отпадает удаление удерживающей плиты и последующее нанесение свободно насыпанной золы рисовой лузги.
К тому же значительно уменьшена запыленность. Накладывание накрывных плит 10; 19 на кристаллизатор 7 или, соответственно, разливочный промежуточный ковш 20, к тому же, значительно проще, чем нанесение свободно насыпанной сыпучей массы на поверхность 8a ванны металла. Кроме того, это может осуществляться до заливки металлического расплава, что означает значительно меньшую температурную нагрузку для соответствующего рабочего.
В объем изобретения входит также применение в качестве наполняющего вещества вместо чистой биогенной кремниевой кислоты или дополнительно к ней гранулята из биогенной кремниевой кислоты, в частности из золы рисовой лузги. Зерна гранулята или, соответственно, зерна наполнителя состоят в этом случае из агломерированных зерен из биогенной кремниевой кислоты, которые связаны схватившимся связующим средством. Но предпочтительны зерна 3 наполнителя из чистой биогенной кремниевой кислоты, в частности золы рисовой лузги.
Также изготовление может предпочтительно осуществляться таким образом, чтобы биогенная кремниевая кислота, в частности зола рисовой лузги, перед смешиванием с другими составляющими формованного элемента, с водой и/или по меньшей мере одним связующим средством, гранулировалась, и мягкий или, соответственно, пластичный, еще не схватившийся гранулят подмешивался к остальным составляющим. Предпочтительно это связующее средство является тем же самым связующим средством или, соответственно, теми же самыми связующими средствами, которое или, соответственно, которые применяется или, соответственно, применяются для формованного элемента. При уплотнении или прессовании пластичные зерна гранулята разрушаются, так что возникает предлагаемый изобретением формованный элемент, содержащий зерна наполнителя из биогенной кремниевой кислоты. Преимуществом этого варианта способа является более низкая запыленность.
Пример осуществления
Предлагаемая изобретением плита изготавливалась посредством вибрации с пригрузкой из дисперсии, имеющей следующий состав:
Готовая смесь уплотнялась в течение 30 с частотой 50 Гц и амплитудой 0,8 мм. Удельный вес на единицу поверхности наложенного груза составлял 0,005 Н/мм2. Плита была извлечена из формы и оставлена для сушки и схватывания при 150°C на 12 ч в сушильном шкафу на стальном листе. Плита имела следующие размеры: 500×500×300 мм3. Изготовленная плита обладала следующими свойствами:
(DIN EN 1094-4 (09/1995))
Изобретение относится к области металлургии и может быть использовано для термической изоляции металлического расплава, в частности стального расплава, слитка, кристаллизующегося из металлического расплава, огнеупорной футеровки, в частности в многослойной каменной кладке или печи для тепловой обработки, или в качестве огнезащитной футеровки, или в качестве фильтрующего материала для горячих газов. Необожженный огнеупорный формованный элемент (1) имеет матрицу (2) из связующего средства, содержащую по меньшей мере одно связанное постоянное связующее, и зерна (3) наполнителя, которые введены в матрицу (2) из связующего средства. Наполнитель состоит по меньшей мере на 50 мас.% из биогенной кремниевой кислоты, предпочтительно из золы рисовой лузги, относительно общей сухой массы наполняющих веществ. Формованный элемент (1) имеет точку размягчения, определенную с помощью нагревательного микроскопа по DIN EN 51730 (09/2007), от 1200-1650°C. Обеспечиваются улучшенные теплоизолирующие свойства при простоте изготовления и безвредности для здоровья и окружающей среды. 2 н. и 36 з.п. ф-лы, 6 ил., 7 табл., 1 пр.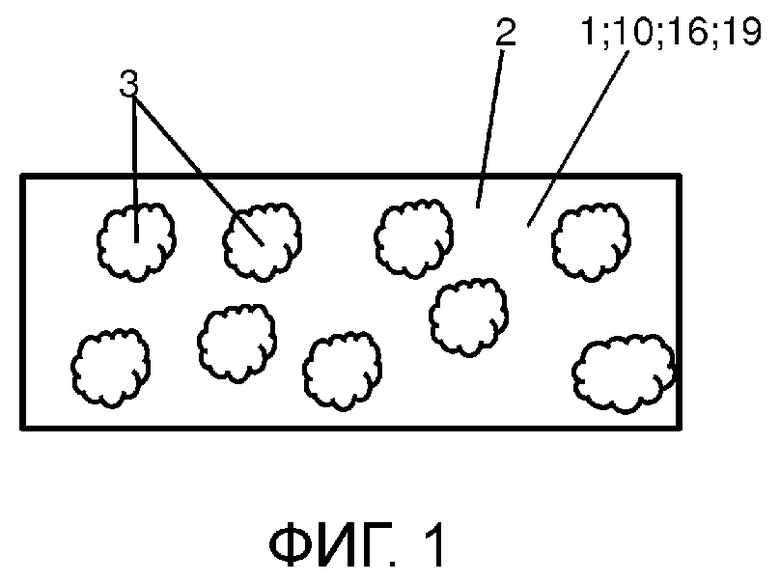
1. Применение необожженного огнеупорного формованного элемента (1), имеющего матрицу (2) из связующего средства, содержащую по меньшей мере одно связанное постоянное связующее средство и зерна (3) наполнителя из биогенной кремниевой кислоты, предпочтительно из золы рисовой лузги, которые введены в матрицу (2) из связующего средства, причем наполнитель формованного элемента (1) состоит по меньшей мере на 50 мас.% из биогенной кремниевой кислоты, предпочтительно из золы рисовой лузги, относительно общей сухой массы наполняющих веществ, причем формованный элемент (1) имеет точку размягчения, определенную с помощью нагревательного микроскопа по DIN EN 51730 (09/2007), от 1200-1650°C для термической изоляции стального расплава и/или кристаллизующегося из стального расплава металлического слитка (14) при производстве стали.
2. Применение по п. 1, отличающееся тем, что формованный элемент (1) применяют для термической изоляции стального расплава и/или слитка (14) при разливке в слитки сифоном.
3. Применение по п. 2, отличающееся тем, что формованный элемент (1) применяют для термической изоляции головной части (15) слитка (14).
4. Применение по одному из предыдущих пунктов, отличающееся тем, что формованный элемент (1) применяют для термической изоляции находящегося в металлургической емкости металлического расплава, в частности стального расплава, и/или находящегося в металлургической емкости слитка (14) от емкости и/или атмосферы.
5. Применение по одному из предыдущих пунктов, отличающееся тем, что формованный элемент (1) представляет собой плиту.
6. Применение по одному из предыдущих пунктов, отличающееся тем, что формованный элемент (1) применяют в качестве накрывной плиты (10) для накрытия и термической изоляции находящейся в кристаллизаторе (7) ванны стали (8), предпочтительно при разливке в слитки сверху или сифоном.
7. Применение по одному из предыдущих пунктов, отличающееся тем, что формованный элемент (1) применяют в качестве накрывной плиты (19) для накрытия и термической изоляции находящейся в разливочном промежуточном ковше (20) ванны стали.
8. Применение по одному из предыдущих пунктов, отличающееся тем, что постоянное связующее средство представляет собой неорганическое связующее средство, предпочтительно жидкое стекло, или золь-гелевое связующее, или фосфатное связующее, или глиноземистый цемент, или цемент портланд.
9. Применение по одному из предыдущих пунктов, отличающееся тем, что биогенная кремниевая кислота представляет собой золу рисовой лузги и/или диатомит (кизельгур) или кремнистый сланец, или диагенетически упрочненный с получением породы скелет радиолярии или губки из опала.
10. Применение по одному из предыдущих пунктов, отличающееся тем, что наполнитель формованного элемента (1) состоит по меньшей мере на 80 мас.%, предпочтительно по меньшей мере на 90 мас.%, особенно предпочтительно на 100 мас.% из биогенной кремниевой кислоты, предпочтительно из золы рисовой лузги, относительно общей сухой массы наполняющих веществ.
11. Применение по одному из предыдущих пунктов, отличающееся тем, что биогенная кремниевая кислота, в частности зола рисовой лузги, имеет следующее распределение зерен по DIN 66165-2 (04/1987) относительно сухой массы, при этом отдельные составляющие суммируются с получением 100 мас.%:
12. Применение по одному из предыдущих пунктов, отличающееся тем, что формованный элемент (1) имеет плотность в сухом состоянии ρ0 от 0,3 до 1,5 г/см3, предпочтительно от 0,5 до 1,3 г/см3, по DIN EN 1094-4 (09/1995).
13. Применение по одному из предыдущих пунктов, отличающееся тем, что формованный элемент (1) имеет пористость от 60 до 90%, предпочтительно от 70 до 80%, по DIN EN 1094-4 (09/1995).
14. Применение по одному из предыдущих пунктов, отличающееся тем, что формованный элемент (1) имеет прочность на сжатие в холодном состоянии от 1,5 до 20,0 МПа, предпочтительно от 2,5 до 15,0 МПа, по DIN EN 993-5 (12/1998).
15. Применение по одному из предыдущих пунктов, отличающееся тем, что формованный элемент (1) имеет прочность на изгиб в холодном состоянии от 1,0 до 9,0 МПа, предпочтительно от 1,5 до 7,0 МПа, по DIN EN 993-6 (04/1995).
16. Применение по одному из предыдущих пунктов, отличающееся тем, что формованный элемент (1) имеет прочность на изгиб в горячем состоянии от 1,5 до 7,0 МПа, предпочтительно от 2,0 до 5,0 МПа, по DIN EN 993-7 (04/1995).
17. Применение по одному из предыдущих пунктов, отличающееся тем, что формованный элемент (1) имеет следующую теплопроводность (WLF) по DIN EN 993-15 (07/2005):
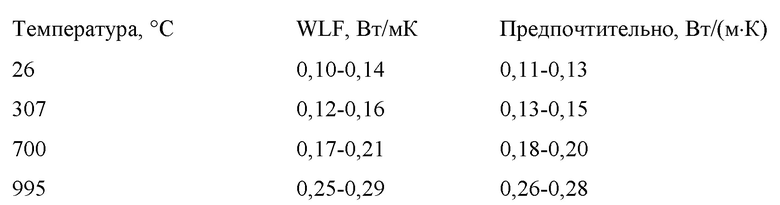
18. Применение по одному из предыдущих пунктов, отличающееся тем, что формованный элемент (1) имеет следующий химический состав по DIN EN ISO 12677 (02/2013), при этом отдельные составляющие суммируются с получением 100 мас.%, без потерь при прокаливании:
19. Применение по одному из предыдущих пунктов, отличающееся тем, что применяют формованный элемент (1), который изготовлен следующими шагами способа:
a) приготовление смеси, содержащей зерна (3) наполнителя из биогенной кремниевой кислоты, указанное по меньшей мере одно постоянное связующее средство и, при необходимости, растворитель для постоянного связующего средства;
b) заливка смеси в форму;
c) уплотнение смеси;
d) извлечение прочного непросушенного формованного элемента (1) из формы;
e) оставление формованного элемента (1) для схватывания.
20. Применение по п.19, отличающееся тем, что применяют формованный элемент (1), изготовленный из смеси, состав которой установлен так, что смесь через 30 с под вибрацией имеет растекаемость, определенную согласно DIN EN ISO 1927-4 (03/2013), от 200 до 500 мм, предпочтительно 250-300 мм.
21. Применение по одному из предыдущих пунктов, отличающееся тем, что применяют формованный элемент (1), изготовленный из смеси, которая имеет следующий состав относительно общей сухой массы, при этом отдельные составляющие дополняют друг друга до 100 мас.%:
22. Применение по одному из пп. 19-21, отличающееся тем, что применяется формованный элемент (1), изготовленный путем агломерации зерен (3) наполнителя из биогенной кремниевой кислоты перед смешиванием с остальными составляющими смеси, с водой и/или по меньшей мере одним связующим средством с получением зерен гранулята и смешивания зерен гранулята в пластическом состоянии с остальными составляющими смеси.
23. Применение необожженного, огнеупорного формованного элемента (1), имеющего матрицу (2) из связующего средства, содержащую по меньшей мере одно связанное постоянное связующее средство и зерна (3) наполнителя из биогенной кремниевой кислоты, предпочтительно из золы рисовой лузги, которые введены в эту матрицу (2) из связующего средства, причем наполнитель формованного элемента (1) состоит по меньшей мере на 50 мас.% из биогенной кремниевой кислоты, предпочтительно из золы рисовой лузги, относительно общей сухой массы наполняющих веществ, причем формованный элемент (1) имеет точку размягчения, определенную с помощью нагревательного микроскопа по DIN EN 51730 (09/2007), от 1200-1650°C для термической изоляции огнеупорной футеровки или в качестве фильтрующего материала для горячих газов.
24. Применение по п. 23, отличающееся тем, что формованный элемент (1) применяют для термической изоляции огнеупорной футеровки в многослойной каменной кладке.
25. Применение по одному из пп. 23 или 24, отличающееся тем, что биогенная кремниевая кислота представляет собой золу рисовой лузги и/или диатомит (кизельгур) или кремнистый сланец, или диагенетически упрочненный с получением породы скелет радиолярии или губки из опала.
26. Применение по одному из пп. 23-25, отличающееся тем, что наполнитель формованного элемента (1) состоит по меньшей мере на 80 мас.%, предпочтительно по меньшей мере на 90 мас.%, особенно предпочтительно на 100 мас.% из биогенной кремниевой кислоты, предпочтительно из золы рисовой лузги, относительно общей сухой массы наполняющих веществ.
27. Применение по одному из пп. 23-26, отличающееся тем, что биогенная кремниевая кислота, в частности зола рисовой лузги, имеет следующее распределение зерен по DIN 66165-2 (04/1987) относительно сухой массы, при этом отдельные составляющие суммируются с получением 100 мас.%:
28. Применение по одному из пп. 23-27, отличающееся тем, что формованный элемент (1) имеет плотность в сухом состоянии ρ0 от 0,3 до 1,5 г/см3, предпочтительно от 0,5 до 1,3 г/см3, по DIN EN 1094-4 (09/1995).
29. Применение по одному из пп. 23-28, отличающееся тем, что формованный элемент (1) имеет пористость от 60 до 90%, предпочтительно от 70 до 80%, по DIN EN 1094-4 (09/1995).
30. Применение по одному из пп. 23-29, отличающееся тем, что формованный элемент (1) имеет прочность на сжатие в холодном состоянии от 1,5 до 20,0 МПа, предпочтительно от 2,5 до 15,0 МПа, по DIN EN 993-5 (12/1998).
31. Применение по одному из пп. 23-30, отличающееся тем, что формованный элемент (1) имеет прочность на изгиб в холодном состоянии от 1,0 до 9,0 МПа, предпочтительно от 1,5 до 7,0 МПа, по DIN EN 993-6 (04/1995).
32. Применение по одному из пп. 23-31, отличающееся тем, что формованный элемент (1) имеет прочность на изгиб в горячем состоянии от 1,5 до 7,0 МПа, предпочтительно от 2,0 до 5,0 МПа, по DIN EN 993-7 (04/1995).
33. Применение по одному из пп. 23-32, отличающееся тем, что формованный элемент (1) имеет следующую теплопроводность (WLF) по DIN EN 993-15 (07/2005):
34. Применение по одному из пп. 23-33, отличающееся тем, что формованный элемент (1) имеет следующий химический состав по DIN EN ISO 12677 (02/2013), при этом отдельные составляющие суммируются с получением 100 мас.%, без потерь при прокаливании:
35. Применение по одному из пп. 23-34, отличающееся тем, что применяют формованный элемент (1), который изготовлен следующими шагами способа:
a) приготовление смеси, содержащей зерна (3) наполнителя из биогенной кремниевой кислоты, указанное по меньшей мере одно постоянное связующее средство и, при необходимости, растворитель для постоянного связующего средства;
b) заливка смеси в форму;
c) уплотнение смеси;
d) извлечение прочного непросушенного формованного элемента (1) из формы;
e) оставление формованного элемента (1) для схватывания.
36. Применение по п. 35, отличающееся тем, что применяют формованный элемент (1), изготовленный из смеси, состав которой установлен так, что смесь через 30 с под вибрацией имеет растекаемость, определенную согласно DIN EN ISO 1927-4 (03/2013), от 200 до 500 мм, предпочтительно 250-300 мм.
37. Применение по одному из пп. 23-36, отличающееся тем, что применяют формованный элемент (1), изготовленный из смеси, которая имеет следующий состав относительно общей сухой массы, при этом отдельные составляющие дополняют друг друга до 100 мас.%:
38. Применение по одному из пп. 35-37, отличающееся тем, что применяется формованный элемент (1), изготовленный путем агломерации зерен (3) наполнителя из биогенной кремниевой кислоты перед смешиванием с остальными составляющими смеси, с водой и/или по меньшей мере одним связующим средством с получением зерен гранулята и смешивания зерен гранулята в пластическом состоянии с остальными составляющими смеси.
| Устройство зарядки пневмобаллонов | 1990 |
|
SU1728571A1 |
| СИСТЕМА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С РЕКУПЕРАЦИЕЙ И СПОСОБ С ПРИМЕНЕНИЕМ КАТАЛИТИЧЕСКОГО ГОРЕНИЯ | 2004 |
|
RU2347143C2 |
| EA 201490323 A1, 30.06.2014 | |||
| ТЕПЛОИЗОЛИРУЮЩАЯ СМЕСЬ | 2008 |
|
RU2369463C1 |
| СПОСОБ МАССОВОГО РАЗВЕДЕНИЯ ПАРАЗИТИЧЕСКОГО НАСЕКОМОГО DIBRACHYS CAVUS W "P-5" | 1996 |
|
RU2112374C1 |
| JP 57202950 A, 13.12.1982 | |||
| Устройство для защиты зеркала металла в кристаллизаторе при непрерывной разливке | 1986 |
|
SU1397159A1 |

