Изобретение относится к устройству для герметичного закрывания и разрезания участка трубы за счет устройства ультразвуковой сварки, включающего в себя волновод-концентратор с двумя дистанцированными друг от друга первыми сваривающими поверхностями, которым соответствуют две вторые сваривающие поверхности противоположного электрода, и проходящий между двумя первыми сваривающими поверхностями и выступающий над ними разделительный элемент, который согласован с пазом между двумя вторыми сваривающими поверхностями противоположного электрода.
В приборах и установках измерительной или криогенной техники используются трубы, которые сначала вакуумируются и после этого заполняются охлаждающим газом. Для этого трубы соединяются переходником. После заполнения требуется отрезать участок трубы со стороны переходника. Для этого необходимо, чтобы труба, которая ведет к установке или к приборам, таким как холодильник или климатическая установка, герметично закрывалась.
Из уровня техники известно смятие и высокотемпературная пайка. Также пригодна для использования технология склеивания, при которой заполненная труба закрывается крышкой, которая приклеивается внутренней стороной к трубе.
Поскольку герметичное закрывание осуществляется за счет высокотемпературной пайки, то имеется недостаток, что потом, если труба не будет плотно смята, в нанесенном припое образуется каверна, которая пропускает выходящий из трубы газ, следовательно, образует течь. Независимо от этого соответствующая техника может использовать только хлор-фтор-углеводородные жидкости (фреоны), так как они не горючи.
Сегодня фреон повсеместно заменяется изобутаном, который однако является легковзрывчатым веществом. Следовательно, высокотемпературная пайка больше не возможна. По этой причине применяется ультразвуковая сварка, с которой смятие и герметичное закрывание сначала вакуумированной и затем заполненной охлаждающим газом трубы возможны за одну рабочую операцию.
В известных устройствах ультразвуковой сварки для герметичного закрывания труб находят применение волноводы-концентраторы, у которых имеется первая сваривающая поверхность, которая проходит рядом с режущим элементом. Соответственно противоположный электрод - также названный неподвижным контактом - имеет согласованную с первой сваривающей поверхностью вторую сваривающую поверхность, рядом с которой проходит соответствующий режущему элементу противоположный элемент в виде кромки.
В зависимости от того, ведет ли к соединению так называемый "правый" или "левый" конец трубы, необходимо использовать различные инструменты. Чисто теоретически можно было бы обрабатывать одним инструментом, если устройство ультразвуковой сварки переустанавливалось бы соответствующим образом, возможность которая однако не рассматривается с практической точки зрения.
Устройство вышеназванного типа известно, например, из DE-A 1479511. Однако с помощью соответствующего устройства ультразвуковой сварки свариваются и отрезаются не металлические, а полимерные трубы. Для этого волновод-концентратор снабжается выступающим разделительным или режущим элементом, который может входить в соответствующим образом приспособленный паз неподвижного контакта при сваривании и отрезании.
US-A 4,517,790 относится к устройству ультразвуковой сварки, для сваривания синтетической упаковки. Для того чтобы отрезать пленки, волновод-концентратор снабжен насажанным отрезным ножом, с которым согласован V-образный паз противоположного электрода.
Чтобы замкнуть контакты посредством устройства ультразвуковой сварки, согласно US-A 3,976,240 волновод-концентратор со стороны неподвижного контакта имеет паз, который окружен отрезающей кромкой.
Устройство ультразвуковой сварки согласно US-A 4,025,374 или US 3,681,176, сваривающее синтетические детали, имеет волновод-концентратор с выступающим отрезающим элементом, который согласован с плоской поверхностью неподвижного контакта.
В основе изобретения лежит задача дальнейшего усовершенствования устройства названного типа так, чтобы разрезать участок трубы без смены инструмента или переустановки устройства ультразвуковой сварки, вне зависимости от того, на какой стороне трубы происходит герметичное закрывание. Также получаемый при резке трубы материал должен без проблем удаляться, не препятствуя протекающему процессу обработки.
Эта задача в соответствии с изобретением решена за счет того, что ширина открытой области паза меньше, чем ширина донной области паза.
Инструменты устройства ультразвуковой сварки в соответствии с изобретением совершенствуются таким образом, что труба герметично закрывается на двух дистанцированных друг от друга участках, чтобы затем разрезать трубу между двумя уплотненными участками. Следовательно, не важно с какой стороны отрезается участок трубы, который ведет к месту соединения. Разумеется, во время использования ультразвуковой сварки отделяемая часть трубы может быть также заварена. Так как открытая область паза уже, чем донная, т.е. имеет меньшую ширину, чем донная область, имеется то преимущество, что полученный при отрезании материал собирается в пазе таким образом, что не препятствует текущему или последующему процессу обработки. При этом открытый край паза дополнительно должен быть выполнен с острой кромкой, для облегчения отрезания трубы от ведущего к месту соединения, например к переходнику, участка.
В частности паз в поперечном сечении имеет открытый внешний прямоугольный участок и внутренний трапецеидальный участок. Дополнительно паз может иметь углубление или впадину в донной части для целенаправленного сбора материала.
Относительно разделительного или режущего элемента (далее режущий элемент) необходимо заметить, что его ширина меньше, чем имеющаяся с открытой стороны ширина продольного паза. Кроме того, режущий элемент имеет по существу прямоугольную геометрию, обращенная к противоположному электроду, внешняя поверхность которого имеет вогнутую форму для образования продольных режущих кромок.
Помимо этого, первые сваривающие поверхности соответственно должны иметь выпуклые поверхности, которые со стороны режущего элемента переходят в проходящие в общей плоскости внутренние участки, которые проходят параллельно или по существу параллельно к внешней поверхности режущего элемента или к зажатой ею плоскости.
Дальнейшие подробности, преимущества и отличительные признаки вытекают не только из пунктов формулы изобретения, в которых находятся эти признаки - отдельно и/или в комбинации - но также и из нижеследующего описания предпочтительного варианта осуществления изобретения, показанного на чертежах, где:
- фиг.1 - принципиальная схема выполненного в соответствии с изображением устройства ультразвуковой сварки для пояснения принципа действия;
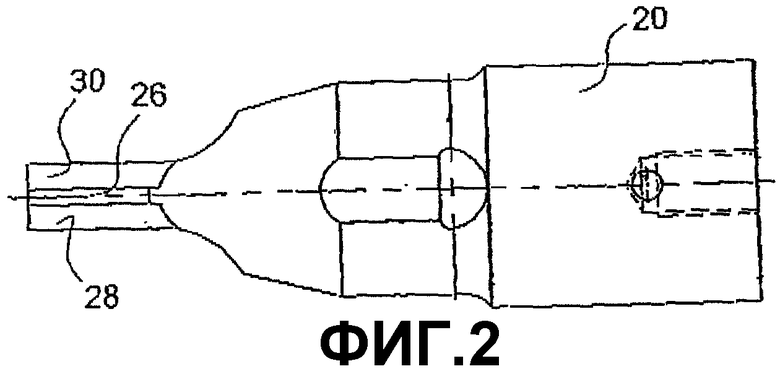
- фиг.2 - вид сверху волновода-концентратора устройства ультразвуковой сварки по фиг.1;
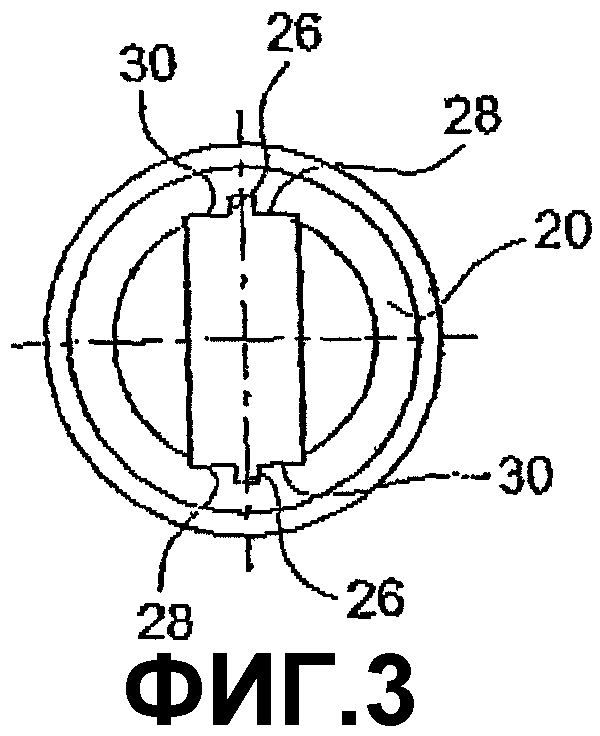
- фиг.3 - вид спереди волновода-концентратора по фиг.2;
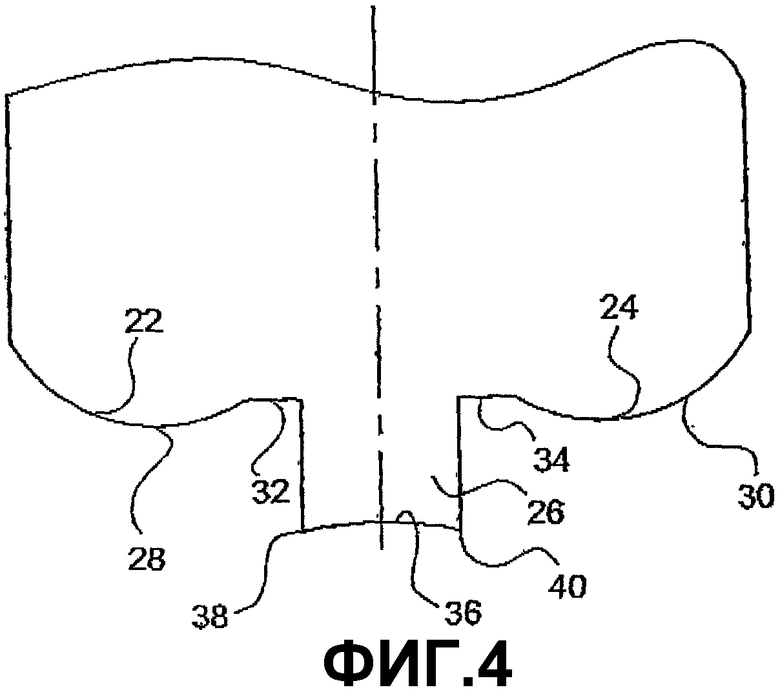
- фиг.4 - фрагмент волновод-концентратор по фиг.3, в увеличенном представлении;
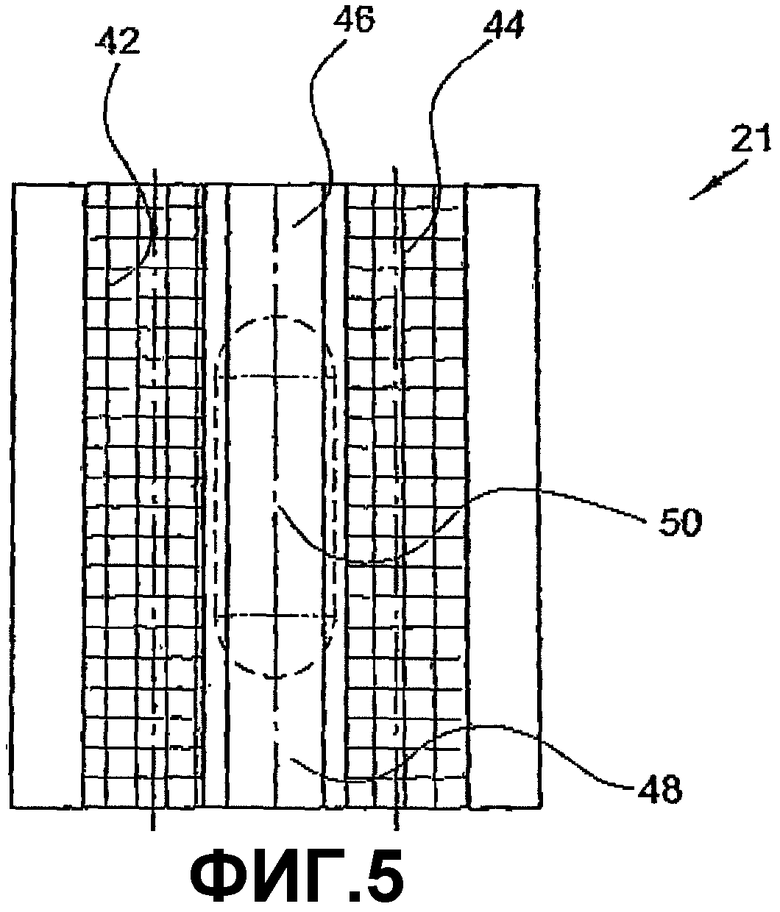
- фиг.5 - вид сверху соответствующего фиг.2-4, согласованного с волноводом-концентратором противоположного электрода;
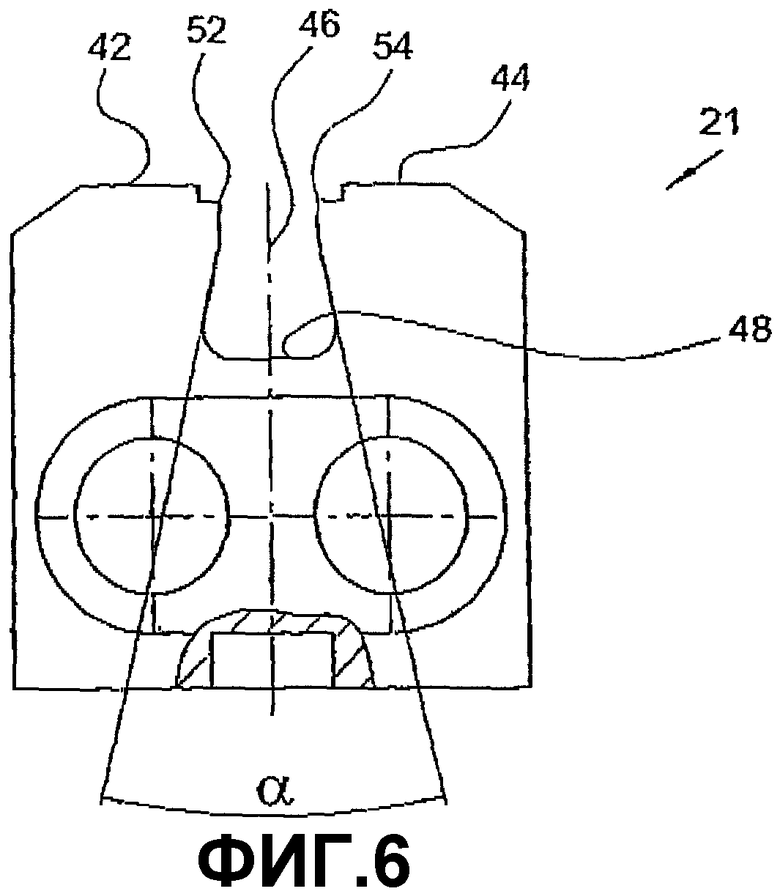
- фиг.6 - разрез противоположного электрода по фиг.5.
Трубы, которые применяются, например для термощупов, климатических установок или холодильников, должны сначала вакуумироваться и затем заполняться охлаждающим газом. После этого трубу необходимо герметично закрыть. Для этого, согласно фиг.1, соответствующая труба 10, например компрессора 12 - не ограничивая только этим изобретение - соединяется через переходник 14 с вакуумирующим или газозаполняющим устройством. После вакуумирования трубы 10 и ее заполнения охлаждающим газом конец трубы 10 необходимо герметично закрыть. Одновременно нужно отрезать ведущий к переходнику 14 участок 16 трубы 10.
Согласно варианту осуществления по фиг.1 труба 10 находиться слева от компрессора 12, но также возможно, что труба 10 выступает справа от компрессора или другого иного прибора измерительной или охлаждающей техники. Чтобы независимо от положения трубы 10 относительно переходника 14 или иного соединения обеспечить надежное уплотнение и/или герметизацию и отрезание трубы 10 от участка 18, ведущего к компрессору 12 или соответствующему устройству, волновод-концентратор 20 и противоположный электрод или неподвижный контакт 21 в устройстве ультразвуковой сварки выполняются таким образом, чтобы получились две уплотненные свариваемые области, между которыми труба 10 разрезается, т.е. разъединяются участки 16 и 18. При этом имеется то преимущество, что ведущий к переходнику 14 участок 16 трубы 10 герметично закрывается с внешнего конца таким образом, что за счет имеющегося в переходнике 14 избыточного давления газ не может улетучится через участок 16 трубы 10.
Чтобы образовать две желаемые отстоящие друг от друга уплотненные области, волновод-концентратор 20 снабжен двумя отстоящими друг от друга сваривающими поверхностями 22, 24, между которыми проходит режущий элемент 26. Сваривающие поверхности 22, 24 состоят из внешних имеющих выпуклую форму поверхностей 28, 30, которые переходят в прямолинейные и лежащие в общей плоскости внутренние участки 32, 34, которые примыкают к режущему элементу 26. Участки 32, 34 согласно варианту осуществления проходят перпендикулярно к вертикальной оси волновода-концентратора 20.
Сам режущий элемент 26 имеет в сечении прямоугольную форму, т.е. геометрию квадрата, причем обращенная к неподвижному контакту 21 внешняя поверхность 36 имеет вогнутую форму. Таким образом, получаются остроконечные продольные или режущие кромки 38, 40 в краевых областях режущего элемента 26.
Соответствующий представленному сечению волновод-концентратор 20 или его головка изготовлена симметрично, и как следствие имеет два режущих элемента 26 с соответствующими смежными сваривающими поверхностями 28, 30, 32, 34.
Согласованный с волноводом-концентратором 20 или его головкой противоположный электрод или неподвижный контакт 21 имеет в сечении форму квадрата с проходящими с верхней стороны двумя вторыми сваривающими поверхностями 42, 44, которые могут иметь в обычном исполнении структурирование в виде крестового рифления.
Между двумя вторыми сваривающими поверхностями 42, 44 в варианте осуществления проходит выполненный в виде канала продольный паз 46, который проходит через неподвижный контакт 21 по всей его торцевой стороне. При этом продольный паз 46 имеет ширину открытой части меньше, чем донной. Кроме того, на дне 48 может быть предусмотрена впадина или углубление 50, чтобы собирать или вмещать скапливающийся при резании материал.
Помимо этого, продольный паз 46 в отношении его продольных кромок или краев 52, 54 должен быть изготовлен с острыми кромками, чтобы в желаемом объеме обеспечить срезание удаляемого между уплотняемыми сваркой областями трубы 10 материала трубы, который падает в донную область продольного паза 46.
Из разреза, представленного на фиг.6, видно, что паз 16 в поперечном сечении состоит из проходящего открыто прямоугольного участка и проходящего ко дну 48 трапецеидального участка, боковые стенки которого могут образовывать угол α в диапазоне 10°≤α≤30°.
Если предпочтительным образом согласованный с режущим элементом 26 паз 46 выполнен в виде продольного паза в неподвижном контакте 21, то возможна также другая геометрия. В частности нет необходимости в том, чтобы паз 46 проходил через весь неподвижный элемент на его торцевой части. Также существует возможность, чтобы паз переходил в вертикально проходящее относительно вторых сваривающих поверхностей 42, 44, пронизывающее неподвижный контакт 21 отверстие, через которое удаляется скапливающийся при резании материал трубы.
Изобретение может быть использовано при изготовлении приборов и установок измерительной или криогенной техники для разделения и герметизации участков труб. Волновод-концентратор устройства для ультразвуковой сварки выполнен с двумя первыми дистанцированными друг от друга сваривающими поверхностями, которые согласованы с двумя вторыми сваривающими поверхностями противоположного электрода. Между двумя первыми сваривающими поверхностями выполнен выступающий разделительный элемент, который согласован с пазом между двумя вторыми сваривающими поверхностями противоположного электрода. Ширина открытой области паза меньше, чем ширина донной области паза. В сечении паз состоит из открытого прямоугольного внешнего участка и трапецеидального внутреннего участка. Устройство обеспечивает разделение участков труб без смены инструмента или переустановки устройства ультразвуковой сварки. Получаемые при резке отходы материала трубы без проблем удаляются, не препятствуя процессу обработки. 9 з.п. ф-лы, 6 ил.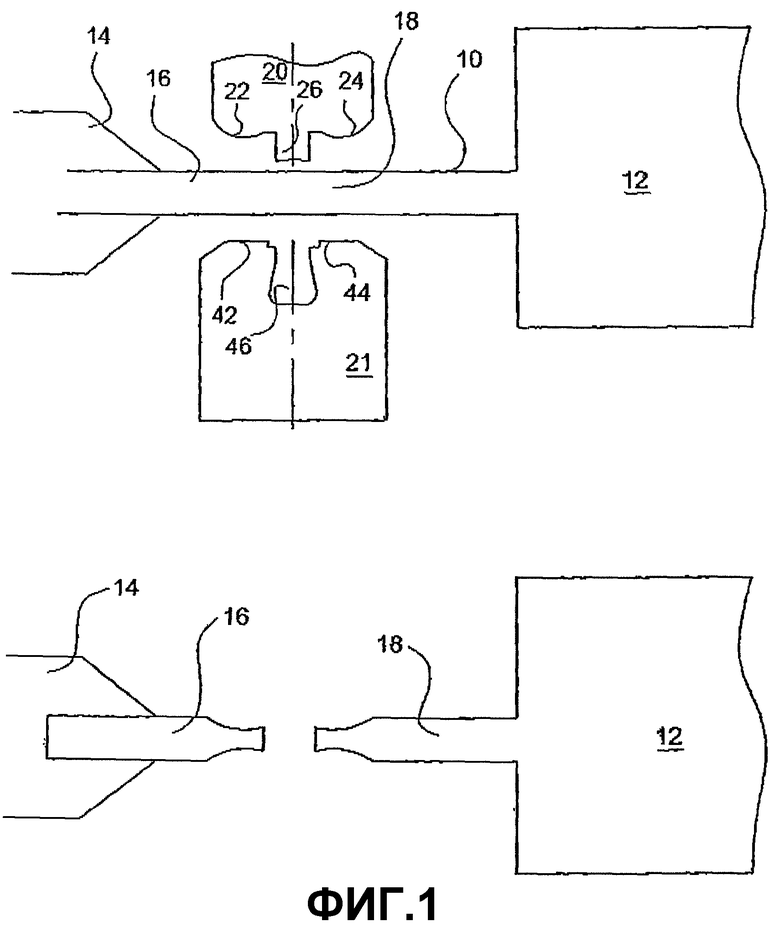
| Способ получения афинного сорбента | 1987 |
|
SU1479511A1 |
| US 4517790 A, 21.05.1985 | |||
| Установка для ультразвуковой обработки изделий | 1980 |
|
SU925588A1 |
| 1972 |
|
SU415197A1 | |

