Изобретение относится к области технологии машиностроения, в частности, к способам упрочнения внутренних крупногабаритных резьб.
Способ статико-импульсного упрочнения внутренних резьб осуществляется следующим образом. Деформирующий инструмент вводится в отверстие заготовки. Инструменту и заготовке сообщают движения подачи и скорости обработки и вводят их в контакт. В направлении по нормали к обрабатываемой поверхности к деформирующему инструменту через волновод-коромысло прикладывают постоянную статическую и периодическую динамическую (импульсную) нагрузку. Статическая нагрузка обеспечивается посредством пружины, а динамическая с помощью генератора механических импульсов.
Известен способ статико-импульсного формообразования и упрочнения внутренних резьб и профилей, патент 2241579 РФ, МПК B23G 5/06, В23Р 15/52, В24В 39/00, В21Н 3/08 / Ю.С. Степанов, А.В. Киричек, А.Н. Афонин, Б.И. Афанасьев, Д.С.Фомин. - 2003132585/02; заявл. 06.11.2003; опубл. 10.12.2004, Бюл. №34., в котором упрочнение осуществляется при помощи метчика-волновода гидравлическим генератором механических импульсов. Недостатком известного способа является невозможность применения метчика-волновода для упрочнения резьб и профилей большого диаметра из-за ограниченных габаритных размеров метчика-волновода и ограниченного максимального хода его резьбовых деформирующих элементов.
Известно устройство для упрочнения поверхности деталей, патент 2150367 РФ, МПК В24В 39/00 / В.А. Забродин, В.Р. Шайбеков, Я.А. Федотов. - 98116145/02; заявл. 17.08.1998; опубл. 10.06.2000, Бюл. №3., в котором упрочнение поверхности осуществляется деформирующим элементом, закрепленным на одном из концов коромысла, а усилие обработки задается с помощью фрикционного колеса, установленного с эксцентриситетом. Недостатками известного устройства является недостаточная для крупногабаритных тяжелонагруженных деталей степень и глубина упрочнения из-за ограниченной энергии импульсов, генерируемых вращением фрикционного колеса и невозможность управлять режимами упрочнения.
За прототип выбран способ статико-импульсной обработки внутренних поверхностей сложного профиля, описанный в принципе работы устройства по патенту РФ на изобретение №2317187 от 20.02.2008, В24В 39/00, заключающийся в том, что упрочнение осуществляется за счет передачи механических импульсов от генератора к инструменту через волновод-коромысло, то есть звено рычажного механизма в виде двуплечего рычага, который может качаться вокруг неподвижной оси. Недостатками известного устройства является генерация волноводом упрочняющих импульсов, направленных вдоль поверхности отверстия, что приведет к недопустимой деформации резьбы, а также невозможность управлять режимами упрочнения.
Целью изобретения является расширение технологических возможностей статико-импульсного упрочнения внутренних резьб и профилей путем использования волновода-коромысла, способного генерировать упрочняющие импульсы, направленные по нормали к внутренней поверхности отверстия, и с возможностью регулируемого изменения силы, действующей на ролик.
Для достижения поставленной цели применяем способ статико-импульсной обработки внутренней поверхности крупногабаритной резьбы детали на токарном станке, включающий передачу механических импульсов посредством волновода, поджатие ролика к поверхности резьбы посредством пружины и перемещение ролика в осевом направлении отверстия
посредством продольной подачи токарного станка, отличающийся тем, что используют волновод-коромысло, содержащий ось, делящую волновод-коромысло на плечи, которую неподвижно закрепляют на суппорте токарного станка с возможностью изменения положения на ней волновода-коромысла, обеспечивающего изменение действующей на ролик силы.
На фиг. 1 изображена установка для реализации способа статико-импульсной обработки внутренней поверхности крупногабаритной резьбы детали на токарном станке.
Генератор механических импульсов 1 передает импульсы через волновод-коромысло 2 на ролик 3, установленный на другом конце волновода-коромысла 2 и поджатый с помощью пружины 4 к заготовке, установленной в патроне токарного станка (на фиг. 1 не показан). Ось волновода-коромысла 2 неподвижно закреплена на суппорте токарного станка.
Способ статико-импульсной обработки внутренней поверхности крупногабаритной резьбы детали на токарном станке реализуется следующим образом.
Под действием импульсов, производимых генератором 1, и передаваемых через волновод-коромысло 2, установленный на оси, закрепленной неподвижно на суппорте токарного станка, ролик 3, закрепленный на конце волновода-коромысла, внедряется в поверхность заготовки перпендикулярно оси вращения заготовки, осуществляя ее пластическую деформацию и упрочнение. Перемещение ролика по винтовой канавке резьбы осуществляется одновременным согласованным движением ролика в осевом направлении за счет продольной подачи механизма токарного станка, на суппорте которого закреплена ось волновода-коромысла, и вращением заготовки, закрепленной в патроне токарного станка.
Ударные импульсы позволяют создавать значительные напряжения в пятне контакта инструмента и заготовки при сравнительно небольшой затраченной мощности, а статический поджим способствует лучшей передаче импульсов в обрабатываемую поверхность. Энергия импульсов определяется мощностью генератора и может достигать 40 Дж и более. Управление режимами упрочнения достигается за счет изменения частоты и энергии деформирующих импульсов.
Дополнительное расширение технологических возможностей способа достигается за счет возможности изменения положения оси волновода-коромысла 2, изменяющей соотношение плеч рычага, что обеспечивает изменение величины сил, действующих на инструмент.
При использовании роликов соответствующей формы данный способ может также использоваться для формообразования и упрочнения пластическим деформированием различных внутренних профилей, например, шлицев (при этом, ролик, обрабатывая шлицевую впадину, движется только поступательно, а при переходе ролика на следующую впадину осуществляется поворот заготовки на определенный угол) или кольцевых канавок (при этом, ролик, обрабатывая кольцевую канавку неподвижен, а заготовка вращается, а при переходе ролика на следующую канавку, ролик смещается на заданную величину).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447983C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447964C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337807C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2007 |
|
RU2347662C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383424C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2007 |
|
RU2347663C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ РЕЗЬБ И ПРОФИЛЕЙ | 2003 |
|
RU2241579C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337806C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383425C1 |
| МЕТЧИК-ВОЛНОВОД ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ И УПРОЧНЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2003 |
|
RU2241580C1 |

Изобретение относится к статико-импульсной обработке внутренней поверхности крупногабаритной резьбы детали на токарном станке. Осуществляют передачу механических импульсов посредством волновода, поджатие ролика к поверхности резьбы посредством пружины и перемещение ролика в осевом направлении отверстия посредством продольной подачи токарного станка. Используют волновод-коромысло, содержащий ось, делящую волновод-коромысло на плечи, которую неподвижно закрепляют на суппорте токарного станка с возможностью изменения положения на ней волновода-коромысла, обеспечивающего изменение действующей на ролик силы. В результате расширяются технологические возможности. 1 ил.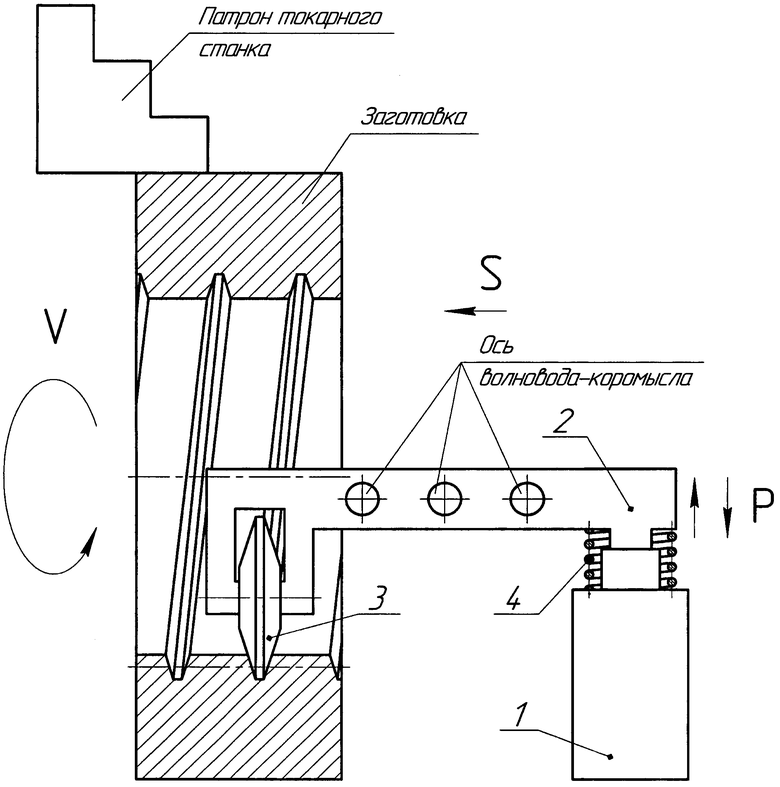
Способ статико-импульсной обработки внутренней поверхности крупногабаритной резьбы детали на токарном станке, включающий передачу механических импульсов посредством волновода, поджатие ролика к поверхности резьбы посредством пружины и перемещение ролика в осевом направлении отверстия посредством продольной подачи токарного станка, отличающийся тем, что используют волновод-коромысло, содержащий ось, делящую волновод-коромысло на плечи, которую неподвижно закрепляют на суппорте токарного станка с возможностью изменения положения на ней волновода-коромысла, обеспечивающего изменение действующей на ролик силы.
| УСТРОЙСТВО ДЛЯ БЕЗАБРАЗИВНОЙ УЛЬТРАЗВУКОВОЙ ФИНИШНОЙ ОБРАБОТКИ И ЧИСТОВОГО ТОЧЕНИЯ ПОВЕРХНОСТЕЙ СЛОЖНОГО ПРОФИЛЯ | 2006 |
|
RU2317187C2 |
| Устройство для упрочнения обкаткой конической резьбы | 1990 |
|
SU1761448A1 |
| СПОСОБ УПРОЧНЕНИЯ КРУПНЫХ РЕЗЬБ | 2007 |
|
RU2355552C1 |
| US 3464072 A1, 02.09.1969. | |||

