Изобретение относится к технологии машиностроения, в частности к способам и устройствам для отделочно-упрочняющей обработки крупных резьб валов большого диаметра из сталей и сплавов поверхностным пластическим деформированием с импульсным нагружением деформирующих элементов в виде витков кольцевой пружины.
Известен способ упрочнения крупных резьб, который характеризуется следующими признаками: прижатие деформирующих элементов к заготовке, сообщение вращательного движения заготовке и вращательного движения и продольной подачи, равной шагу упрочняемой резьбы, деформирующим инструментам [1].
Известный способ характеризуется узкими технологическими возможностями, невысокой производительностью и невысоким качеством обработки, при этом высокая себестоимость процесса и дороговизна изготовления инструмента ограничивает применение способа.
Известен способ и пневматическое приспособление с инструментом в виде гладкого рабочего ролика, у которого периферийная поверхность имеет форму впадины упрочняемой резьбовой поверхности [2].
Недостатками известного способа, реализуемого пневматическим приспособлением и инструментом, являются низкая производительность из-за малого точечного пятна контакта деформирующего элемента с обрабатываемой резьбовой поверхностью и малого количества деформирующих элементов, невысокое качество обработки, сложность конструкции, сборки и настройки, а также в процессе эксплуатации наблюдаются частые случаи поломки роликов и бойков, работающих в условиях жесткого удара по металлу, что заставляет предъявлять повышенные требования к качеству металла и обработке поверхности.
Задачей изобретения является расширение технологических возможностей, заключающееся в том, что предлагаемый способ повышает параметр шероховатости обработанной поверхности, увеличивает ее твердость на значительную глубину благодаря не только ударному, но и выглаживающему действиям деформирующих витков, повышает производительность за счет увеличения пятна контакта деформирующих элементов с обрабатываемой поверхностью и большого количества деформирующих элементов, а также снижает себестоимость процесса и удешевляет изготовление инструмента.
Поставленная задача решается предлагаемым способом упрочнения крупных резьб, включающим прижатие деформирующих инструментов к заготовке, сообщение вращательного движения заготовке и вращательного движения и продольной подачи, равной шагу упрочняемой резьбы, деформирующим инструментам, при этом одновременно производят предварительное и окончательное упрочнение резьбы по меньшей мере двумя деформирующими инструментами, один из которых инструмент для предварительного упрочнения, а другой инструмент для окончательного упрочнения, каждый из деформирующих инструментов содержит диск, на котором размещены деформирующие элементы в виде витков стальной пружины, свернутой в кольцо, которое установлено с натягом на периферийной поверхности диска, витки пружины имеют рабочую часть, выполненную по форме резьбовой канавки обрабатываемой резьбы, и прямолинейную крепежную часть, с помощью которой пружина закреплена на периферийной поверхности диска, между рабочей и крепежной частями витка пружины расположены демпфирующие части, периферийная поверхность диска выполнена в виде кольца из тонкой стальной пружинящей ленты, которое установлено на резиновой втулке на ступице диска, вершины витков пружины связаны друг с другом кольцом, жестко закрепленным на каждой вершине витка пружины, при этом пружина инструмента для предварительного упрочнения выполнена из стальной пружинящей ленты, а пружина инструмента для окончательного упрочнения выполнена из стальной пружинящей проволоки круглого сечения.
Особенности обработки предлагаемым способом поясняются чертежами.
На фиг.1 показана схема упрочнения крупной резьбы вала большого диаметра предлагаемым способом двумя инструментами, имеющими диски и деформирующие элементы в виде витков кольцевых пружин, навитых из плоской стальной ленты и проволоки круглого сечения, частичный продольный разрез; на фиг.2 - инструмент для предварительного упрочнения, частичный продольный разрез; на фиг.3 - инструмент для предварительного упрочнения, вид с торца по А на фиг.2; на фиг.4 - пример крепления витков пружины, выполненных из стальной плоской ленты; на фиг.5 - инструмент для окончательного упрочнения, частичный продольный разрез; на фиг.6 - вид с торца по Б на фиг.5.
Предлагаемый способ относится к способам обработки поверхностным пластическим деформированием и предназначен для упрочнения крупных резьб валов большого диаметра. Обработку выполняют на токарных, шлифовальных и фрезерных станках. Способ включает сообщение вращательного движения VЗ заготовке вала 1 и инструментам 2 и 3 - независимого принудительного вращательного движения VИ, а также движение продольной подачи SПР, кинематически связанное с вращением заготовки и равное шагу упрочняемой резьбы, при этом инструменты прижимают к заготовке со статическим усилием РСТ и накладывают ударную импульсную нагрузку РИМ.
Предлагаемый способ реализуется устройством, содержащим не менее двух инструментов 2 и 3 в виде дисков с деформирующими элементами 4 и 5, выполненными в виде витков стальных винтовых пружин 6 и 7, свернутых в кольца.
Кольца пружин 6 и 7 установлены с натягом на периферийной поверхности дисков 8 и 9 [3].
Инструмент 2 предназначен для предварительного упрочнения и увеличения твердости на значительную глубину, а инструмент 3 - для окончательной обработки упрочнением и повышения параметра шероховатости обрабатываемой поверхности.
На инструментах 2 и 3 размещены витки 4 и 5 с рабочей частью 4р и 5р, выполненной по форме резьбовой канавки обрабатываемой резьбы, и прямолинейной крепежной частью 4к и 5к. Рабочая часть витков предназначена для непосредственного контакта и деформирующего воздействия на обрабатываемую резьбовую поверхность, а крепежной частью виток устанавливается и крепится на ступице инструментов.
Пружина 6 инструмента 2, служащего для предварительного упрочнения, выполнена из стальной пружинящей ленты, изготовленной, например, по ГОСТ 21996-76. На периферийной поверхности ступицы инструмента 2 выполнены продольные пазы по размерам крепежной части 4к, в которых жестко закреплены витки 4 пружины 6, свернутой в кольцо. Жесткое крепление витков 4 в продольных пазах инструмента 2 может быть осуществлено, например, с помощью планок 10 и болтов 11, а также сваркой, пайкой, чеканкой и др. известными способами. Размеры рабочей части 4р витка 4 (например, толщина зуба t2И по среднему диаметру инструмента, поз.2 и др.) больше размеров впадины упрочняемой резьбы (t3) на величину натяга h, благодаря которому реализуется упрочнение, т.е. t2И-t3=2h.
Пружина 7 инструмента 3 для окончательной обработки выполнена из стальной пружинящей проволоки круглого сечения, например, по ГОСТ 9389-75. В конструкции деформирующих витков 5 можно различить несколько частей, выполняющих различные функции: рабочая 5р и крепежная 5к части, между которыми находятся демпфирующие 5Д части.
Рабочая часть 5р витков 5 пружины 7 выполнена по форме резьбовой канавки обрабатываемой резьбовой поверхности заготовки 1. Размеры рабочей части витка (например, толщина зуба t3И по среднему диаметру инструмента, поз.3) больше размеров впадины t3 упрочняемой резьбы на величину натяга h, благодаря которому реализуется упрочнение, т.е. t3И-t3=2h.
Крепежная часть 5к витков 5 выполнена прямолинейной и предназначена для крепления витка к периферии диска 9. Эта часть может иметь не только прямолинейную форму, но и форму периферии диска, на которую она крепится.
Между рабочей и крепежной частями витков 5 находятся демпфирующие 5Д части витка, благодаря которым устанавливается натяг h. Демпфирующие 5Д части витка позволяют самоустанавливаться деформирующему витку по впадине резьбовой поверхности заготовки.
Периферийная поверхность диска 9, куда крепятся витки 5, представляет собой демпфирующее кольцо 12, выполненное из тонкой стальной пружинящей ленты. Винтовая пружина 7, свернутая в кольцо, установлена с натягом на периферийной поверхности демпфирующего стального кольца 12.
Крепление витков 5 к кольцу 12 осуществляют с помощью точечной сварки или другими известными способами. Кольцо 12 установлено на резиновой втулке 13, которая, в свою очередь, установлена на ступице 14 диска 9. Втулка 13, предназначенная для гашения ударов витков при их входе в контакт с заготовкой, изготовлена из резины и закреплена на ступице 14 посредством вулканизации, которая позволяет также закрепить кольцо 12 на ступице 14.
Высота ступицы 14 и кольца 12 диктуется длиной крепежной части 5к деформирующего витка 5, которая зависит от шага упрочняемой резьбы, и должна быть не менее длины этой части.
Вершины витков 5 связаны друг с другом кольцом 15, жестко закрепленным на каждой вершине витка. Назначение кольца 15 диктуется увеличением жесткости крепления витков 5 с целью повышения эффективности упрочнения поверхностного слоя и выглаживания микронеровностей.
В качестве механизма статического и импульсного нагружения инструментов применяется гидравлический генератор импульсов (не показан) [4, 5].
Деформирующие инструменты 2 и 3 установлены на общем валу 16 на расстоянии, кратном шагу упрочняемой резьбы t, и получают независимое принудительное вращательное движение VИ от индивидуального двигателя (не показан).
Волновод 17 гидравлического генератора импульсов (ГГИ) свободным концом соединен через подшипник 18 с валом 16, на котором жестко закреплены деформирующие инструменты 2 и 3. Статическое нагружение Pст инструментов осуществляется посредством ГГИ и величина статической силы деформирования выбирается наибольшей из обеспечивающих упругие контактные деформации обрабатываемого материала.
Импульсное нагружение Рим осуществляется посредством удара бойка 19 ГГИ по торцу волновода 17, на котором смонтированы инструменты 2 и 3.
В результате удара бойка 19 по торцу волновода 17 в бойке и волноводе возникают ударные и противоположно направленные импульсы одинаковой амплитуды и продолжительности, каждый из которых будет воздействовать на обрабатываемую поверхность с цикличностью, равной двойной продолжительности импульсов. Дойдя до обрабатываемой поверхности, ударный импульс распределяется на проходящий и отражающий. Проходящий импульс формирует динамическую составляющую силы деформации.
При действии на инструмент только статической нагрузки РСТ внедрение его в обрабатываемую поверхность происходит на меньшую величину и след инструмента на обрабатываемой поверхности имеет минимальные размеры, при импульсной нагрузке Рим внедрение инструмента в обрабатываемую поверхность происходит на большую величину и след инструмента на обрабатываемой поверхности имеет максимальные размеры.
Глубина упрочненного слоя, обработанного предлагаемым способом, достигает 1,5…2,5 мм, что значительно (в 3…4 раза) больше, чем при традиционном статическом упрочнении. Наибольшая степень упрочнения составляет 15…30%. В результате статико-импульсной обработки предлагаемым способом по сравнению с традиционным накатыванием эффективная глубина слоя, упрочненного на 20% и более, возрастает в 2…3 раза, а глубина слоя, упрочненного на 10% и более, - в 1,7…2,2 раза.
Инструменты с деформирующими элементами в виде витков кольцевой пружины вращаются с высокой скоростью VИ и перемещаются в продольном направлении с подачей SПР, равной шагу упрочняемой резьбы, деформирующие витки 4 и 5 при этом наносят на поверхности заготовки многочисленные удары, пластически деформируя резьбовую поверхность, и мгновенно отскакивают от нее. Помимо удара деформирующие витки 4 и 5 за все время контакта производят также и выглаживающее действие.
В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости резьбовой поверхности повышается до Ra=0,1…0,4 мкм при исходном значении Ra=0,8…3,2 мкм. Твердость резьбовой поверхности увеличивается на 30…80% при глубине наклепанного слоя 0,3…3 мм. Остаточные напряжения сжатия достигают на поверхности 400…800 МПа.
Предварительная обработка резьбы детали: шлифование до значения параметра шероховатости Ra=0,4…1,6 мкм, а также чистовое точение резьбы или растачивание резьбовых поверхностей отверстий с шероховатостью Ra=3,2 мкм.
Выглаживающе-ударную обработку предлагаемым способом применяют при изготовлении резьбы в заготовках из цветных металлов и сплавов, чугуна и стали твердостью до HRC 58…64.
Деформирующие элементы инструментов, т.е. витки пружины, изготовляют из сталей: легированных ШХ15, ХВГ, Х12М, 9Х, 5ХНМ, 60С2, углеродистых инструментальных У10А, У12А, быстрорежущих Р6М5, Р9. Твердость рабочей поверхности витков из сталей HRC 62…65. Параметр шероховатости рабочего профиля витков пружины Ra=0,32 мкм.
Условия обработки, такие как твердость поверхностного слоя, глубина наклепа и шероховатость поверхности, зависят от силы удара и числа ударов, приходящихся на 1 мм2 поверхности. Эти параметры, в свою очередь, зависят от окружной скорости инструментов, натяга h, размера витков, их числа в инструментах, частоты вращения и числа проходов.
Для устранения погрешностей сборки деформирующих витков новые инструменты шлифуют по профилю рабочей поверхности.
Пример. Проводилась обработка валов из стали 40, имеющих упорную резьбу диаметром до 600 мм с углами профиля 45° и 30° и шагами 12, 18 и 24 мм, инструментами с деформирующими элементами в виде витков кольцевой пружины из ленты 1П-ПТ-Ц-4х15 ГОСТ 21996-76 (лента группы 1П повышенной точности изготовления по толщине, нормальной точности по ширине, с обработанными кромками, светлокаленая с цветами побежалости размером 4×15 мм) и витков из проволоки диаметром 5…8 мм из стали ШХ15. Упрочнение производилось при медленном вращении заготовки, обеспечивающем круговую подачу 1…1,5 мм на каждый удар витком, с энергией удара 34 Нм. Средний диаметр резьбы уменьшился на 0,35%. Такая деформация соответствует повышению предела выносливости валов на 40%, которая способствует многократному увеличению их долговечности.
Режимы обработки резьбовых поверхностей инструментом с деформирующими элементами в виде профильных витков кольцевых пружин из ленты и проволоки приведены в таблице 1.
1. Режимы обработки резьбовых поверхностей инструментом с деформирующими элементами в виде витков кольцевых пружин
При неправильно выбранном режиме может возникнуть перенаклеп поверхности с растягивающими остаточными напряжениями в поверхностном слое, которые ведут к трещинам и отслаиванию поверхностного слоя.
Для получения высокого качества поверхности необходимо соблюдать следующие условия обработки:
- обеспечение постоянной величины натяга h;
- допускаемое радиальное биение витков кольцевых пружин, отклонения формы и радиальное биение заготовки не должны превышать 0,1…0,18 мм.
Обработка с большими натягами приводит к увеличению шероховатости поверхности, но при этом несколько увеличивается эффект упрочнения. Для получения поверхности заготовки высокого качества перед обработкой заготовки очищают от следов коррозии и обезжиривают. Обработку ведут с использованием смазочно-охлаждающего технологического средства. Деформирующие витки смазывают смесью индустриального масла (60%) и керосина (40%), поверхность заготовки - керосином.
Оставлять припуск под обработку не следует, так как изменение размера весьма незначительно (2…5 мкм). После обработки этим инструментом точность заготовок соответствует 7…9-му квалитетам.
Предлагаемый способ расширяет технологические возможности процесса поверхностного пластического деформирования, повышает параметр шероховатости обработанной поверхности, увеличивает ее твердость на значительную глубину благодаря не только ударному, но и выглаживающему действиям деформирующих витков, повышает производительность за счет увеличения пятна контакта деформирующих витков с обрабатываемой поверхностью, а также снижает себестоимость процесса и сокращает расходы на его изготовление.
Источники информации
1. Патент РФ №2268135 С1, МПК В24В 39/00, 20.01.2006 - прототип.
2. Браславский В.М. Технология обкатки крупных деталей роликами. - М.: Машиностроение, 1966, с.152-153.
3. Патент РФ №2294824, МПК В24В 39/00. Накатывающий инструмент с деформирующей пружиной. Степанов Ю.С., Киричек А.В., Самойлов Н.Н., Афанасьев Б.И., Шакулин О.П., Батранина М.А., Савостикова Т.В., Фомин Д.С. Заявка 2005131656/02, 12.10.2005; 10.03.2007. Бюл. №7.
4. Киричек А.В., Лазуткин А.Г., Соловьев Д.Л. Статико-импульсная обработка и оснастка для ее реализации // СТИН, 1999, №6. - С.20-24.
5. Патент РФ 2090342. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей поверхностным пластическим деформированием. 1997. Бюл. №34.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347660C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347669C1 |
| ИНСТРУМЕНТ ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347668C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| МНОГОЭЛЕМЕНТНЫЙ ОБКАТЫВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2297319C1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2005 |
|
RU2303516C1 |
| СПОСОБ ОБКАТЫВАНИЯ ПРУЖИННЫМИ КОЛЬЦАМИ | 2009 |
|
RU2433901C2 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2009 |
|
RU2430826C2 |
| СПОСОБ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТОМ С ДЕФОРМИРУЮЩЕЙ ПРУЖИНОЙ | 2005 |
|
RU2297315C1 |
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
Изобретение относится к технологии машиностроения, а именно к отделочно-упрочняющей обработке поверхностным пластическим деформированием резьбовых заготовок с крупным шагом. Сообщают вращательное движение заготовке и вращательное движение и продольную подачу, равную шагу упрочняемой резьбы, деформирующим инструментам. Одновременно производят предварительное и окончательное упрочнение резьбы соответственно инструментом для предварительного упрочнения и инструментом для окончательного упрочнения. Каждый из упомянутых инструментов содержит диск, на котором размещена стальная пружина, свернутая в кольцо, которое установлено с натягом на периферийной поверхности диска. Витки пружины имеют рабочую часть, выполненную по форме резьбовой канавки обрабатываемой резьбы, и прямолинейную крепежную часть. Между рабочей и крепежной частями витка пружины расположены демпфирующие части. Витки пружины закреплены на периферийной поверхности диска, выполненной в виде кольца из тонкой стальной пружинящей ленты, установленного на резиновой втулке на ступице диска. Вершины витков пружины связаны друг с другом кольцом, жестко закрепленным на каждой вершине витка пружины. Пружина инструмента для предварительного упрочнения выполнена из стальной пружинящей ленты, а пружина инструмента для окончательного упрочнения выполнена из стальной пружинящей проволоки круглого сечения. В результате расширяются технологические возможности, повышается производительность, снижается себестоимость процесса. 1 табл., 6 ил.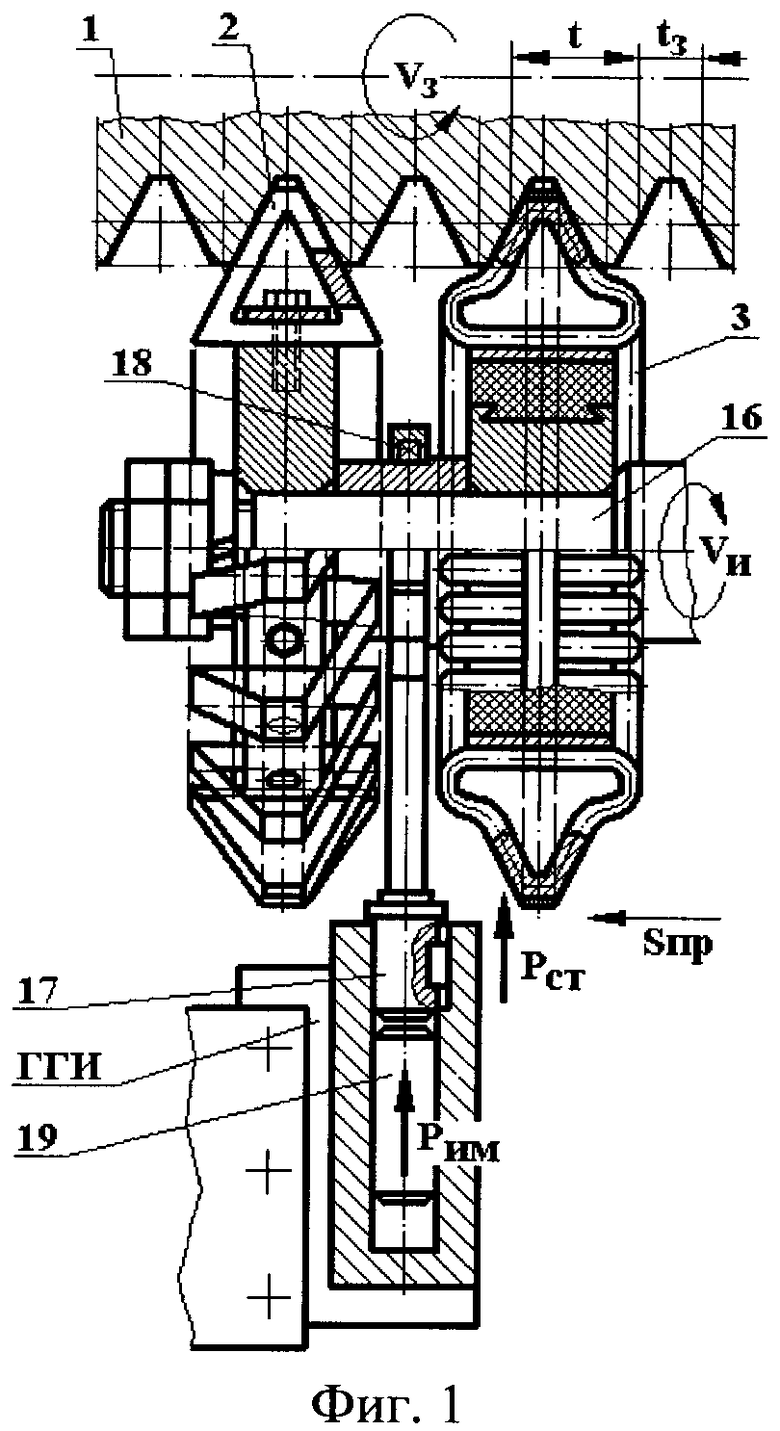
Способ упрочнения крупных резьб, включающий прижатие деформирующих инструментов к заготовке, сообщение вращательного движения заготовке и вращательного движения и продольной подачи, равной шагу упрочняемой резьбы, деформирующим инструментам, отличающийся тем, что одновременно производят предварительное и окончательное упрочнение резьбы по меньшей мере двумя деформирующими инструментами, один из которых инструмент для предварительного упрочнения, а другой инструмент для окончательного упрочнения, каждый из деформирующих инструментов содержит диск, на котором размещены деформирующие элементы в виде витков стальной пружины, свернутой в кольцо, которое установлено с натягом на периферийной поверхности диска, витки пружины имеют рабочую часть, выполненную по форме резьбовой канавки обрабатываемой резьбы, и прямолинейную крепежную часть, с помощью которой пружина закреплена на периферийной поверхности диска, между рабочей и крепежной частями витка пружины расположены демпфирующие части, периферийная поверхность диска выполнена в виде кольца из тонкой стальной пружинящей ленты, которое установлено на резиновой втулке на ступице диска, вершины витков пружины связаны друг с другом кольцом, жестко закрепленным на каждой вершине витка пружины, при этом пружина инструмента для предварительного упрочнения выполнена из стальной пружинящей ленты, а пружина инструмента для окончательного упрочнения выполнена из стальной пружинящей проволоки круглого сечения.
| БРАТИСЛАВСКИЙ В.М | |||
| Технология обкатки крупных деталей роликами | |||
| - М.: Машиностроение, 1966, с.152-153 | |||
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268135C1 |
| Деформирующая прошивка | 1988 |
|
SU1620276A1 |
| Инструмент для поверхностного упрочнения деталей | 1980 |
|
SU942967A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2006361C1 |
| Устройство для чистовой и упрочняющей обработки цилиндрических отверстий | 1987 |
|
SU1504072A1 |
| Перфоратор | 1977 |
|
SU665083A1 |

