Настоящее изобретение относится к способу производства полуфабриката заготовки ободковой бумаги для изготовления ободковой бумаги для стержнеобразных изделий, способу изготовления ободковой бумаги для стержнеобразных изделий с использованием указанных полуфабрикатов заготовки ободковой бумаги, устройству для осуществления указанных способов и стержнеобразным изделиям, обернутым в указанную ободковую бумагу.
Курительные изделия, такие как сигареты, обычно входят в непосредственный контакт с губами потребителя. Следовательно, предпочтительно, чтобы эта часть курительного изделия оставалась как можно более гигиеничной.
Задача настоящего изобретения состоит в создании ободковой бумаги для сохранения чистоты и гигиеничности конца стержнеобразного изделия.
Согласно первому аспекту настоящего изобретения, предложен способ производства полуфабриката заготовки ободковой бумаги для изготовления ободковой бумаги для стержнеобразных изделий. Способ включает в себя этапы, на которых: обеспечивают непрерывную полосу ободковой бумаги, проходящую в продольном направлении и имеющую две противоположные продольные кромки; и разрезают указанную непрерывную полосу по множеству поперечных линий резки, расположенных отстоящих друг от друга в продольном направлении непрерывной полосы для образования множества полуфабрикатов заготовки ободковой бумаги. Каждая поперечная линия резки содержит прямолинейный поперечный участок, проходящий поперечно от каждой продольной кромки до пересечения с дугообразным центральным участком. Дугообразный центральный участок образует язычок, который выступает внутрь выемки в следующем полуфабрикате заготовки ободковой бумаги, так что каждый полуфабрикат заготовки ободковой бумаги содержит кромку с поперечным язычком и противоположную ей кромку с поперечной выемкой.
В контексте данного документа термин «полуфабрикат» относится к ободковому бумажному материалу, который отрезан от рулона, но требует дополнительных этапов для превращения полуфабриката ободкового бумажного материала в готовую ободковую бумагу, которую обертывают вокруг готового курительного изделия. В данном случае, как будет описано ниже, каждый «полуфабрикат» заготовки ободковой бумаги содержит ободковые бумаги для двух стержнеобразных изделий.
Как будет дополнительно описано ниже, при дальнейшей обработке полуфабриката заготовки ободковой бумаги для изготовления ободковой бумаги для стержнеобразных изделий, разрезают указанные язычки для образования отрывных язычков, которые облегчают удаление ободковой бумаги. Благодаря изготовлению язычка полуфабриката заготовки ободковой бумаги из материала следующей смежной заготовки ободковой бумаги, обеспечивается преимущество, состоящее в оставлении выемки в указанной следующей смежной заготовке ободковой бумаги. Это означает, что не требуется дополнительного материала для изготовления отрывных язычков. Таким образом сокращаются или предотвращается образование отходов ободковой бумаги. Как пояснено ниже, указанная выемка не будет видна потребителю готового изделия.
Согласно одному варианту осуществления, способ согласно первому аспекту настоящего изобретения может включать в себя дополнительный этап, на котором обеспечивают непрерывную полосу ободковой бумаги с двумя проходящими в продольном направлении непрерывными перфорационными линиями, по одной с каждой стороны между продольной кромкой и дугообразными центральными участками. Проходящие в продольном направлении перфорационные линии пересекаются с поперечными линиями резки.
Способ согласно данному варианту осуществления может предпочтительно включать в себя дополнительный этап, на котором выполняют пару противоположных диагональных перфорационных линий между каждой парой поперечных линий резки. Диагональная перфорационная линия проходит от каждой проходящей в продольном направлении перфорационной линии под острым углом к каждой проходящей в продольном направлении перфорационной линии. Обе противоположные диагональные перфорационные линии заканчиваются вблизи дугообразного центрального участка. Предпочтительно, согласно данному варианту осуществления, противоположные диагональные перфорационные линии заканчиваются между двумя точками пересечения двух прямолинейных поперечных участков с дугообразным центральным участком.
Предпочтительно, способ согласно первому аспекту настоящего изобретения дополнительно включает в себя этап, на котором отделяют друг от друга смежные идентичные по форме полуфабрикаты ободковой бумаги в продольном направлении указанной полосы.
Согласно варианту осуществления настоящего изобретения, предложен полуфабрикат заготовки ободковой бумаги для изготовления ободковой бумаги для стержнеобразных изделий, содержащий полосу ободковой бумаги, проходящую в продольном направлении и содержащую две противоположные продольные кромки. Кромка с поперечным язычком содержит прямолинейный поперечный участок, который проходит поперечно от каждой продольной кромки до пересечения с дугообразным центральным участком, образуя язычок, выступающий от полуфабриката заготовки ободковой бумаги. Противоположная кромка с поперечной выемкой содержит прямолинейный поперечный участок, который проходит поперечно от каждой продольной кромки до пересечения с дугообразным центральным участком, образуя выемку, вырезанную в полуфабрикате заготовке ободковой бумаги.
Согласно одному предпочтительному варианту осуществления, полуфабрикат заготовки ободковой бумаги дополнительно содержит две проходящих в продольном направлении непрерывных перфорационных линии, по одной с каждой стороны между продольной кромкой и дугообразными центральными участками.
Согласно еще одному предпочтительному варианту осуществления, полуфабрикат заготовки ободковой бумаги дополнительно содержит пару противоположных диагональных перфорационных линий, каждая из которых отходит под острым углом от каждой проходящей в продольном направлении перфорационной линии. Обе противоположные диагональные перфорационные линии заканчиваются вблизи язычка. Предпочтительно, противоположные диагональные перфорационные линии заканчиваются между точками пересечения двух прямолинейных поперечных участков с язычком.
Согласно второму аспекту настоящего изобретения, предложен способ изготовления ободковой бумаги для стержнеобразных изделий, включающий в себя этап, на котором обеспечивают полуфабрикат заготовки ободковой бумаги согласно любому из вышеописанных вариантов осуществления ободковой бумаги. На дополнительном этапе указанного способа наносят адгезив на полуфабрикат заготовки в продольных зонах, расположенных смежно с каждой продольной кромкой, и в поперечных зонах, расположенных смежно с кромкой с поперечной выемкой и смежно с кромкой с поперечным язычком, но не с самим язычком. Дополнительно, способ включает в себя этапы, на которых обеспечивают два стержнеобразных изделия, каждое из которых имеет проходящий в продольном направлении концевой участок; и размещают указанные проходящие в продольном направлении концевые участки двух указанных стержнеобразных изделий друг за другом, со стыковой торец к торцу. Затем приклеивают кромку с поперечной выемкой полуфабриката заготовки к состыкованным концевым участкам двух указанных стержнеобразных изделий таким образом, чтобы кромка с поперечной выемкой проходила в продольном направлении вдоль указанных концевых участков обеих состыкованных стержнеобразных изделий. На еще одном этапе обертывают полуфабрикат заготовки вокруг двух состыкованных концов таким образом, чтобы полуфабрикат заготовки проходил по своей длине вокруг концевых участков двух указанных стержнеобразных изделий и был приклеен к ним, заканчиваясь кромкой с поперечным язычком. В завершение, разрезают полуфабрикат заготовки между двумя указанными стержнеобразными изделиями для получения двух стержнеобразных изделий, каждое из которых содержит концевой участок, покрытый ободковой бумагой, образованной из половины полуфабриката заготовки и имеющей открытый отрывной язычок, образованный из оставшейся части указанного язычка после резки.
Путем приклеивания кромки с поперечной выемкой полуфабриката заготовки к состыкованным концевым участкам двух указанных стержнеобразных изделий и обертывания полуфабриката заготовки вокруг двух указанных состыкованных концов, скрывают вырезанную кромку под обернутым полуфабрикатом заготовки и таким образом делают ее невидимой для потребителя.
Согласно одному предпочтительному варианту осуществления второго аспекта настоящего изобретения, каждая продольная зона проходит в продольном направлении по всей длине этой продольной кромки, но не доходит в боковом направлении до продольной перфорационной линии.
Согласно еще одному предпочтительному варианту осуществления второго аспекта настоящего изобретения, указанные поперечные зоны расположены по обе стороны от выемки в кромке с поперечной выемкой и по обе стороны от язычка на кромке с поперечным язычком.
Согласно третьему аспекту настоящего изобретения, предложено стержнеобразное изделие, имеющее ближний конец и дальний конец и содержащее проходящий в продольном направлении концевой участок на ближнем конце, проходящий частично вдоль стержнеобразного изделия и покрытый ободковой бумагой, содержащей отрывной язычок для удаления ободковой бумаги.
Согласно одному предпочтительному варианту осуществления третьего аспекта настоящего изобретения, отрывной язычок расположен вблизи указанного ближнего конца.
Согласно еще одному предпочтительному варианту осуществления третьего аспекта настоящего изобретения, стержнеобразное изделие дополнительно содержит перфорационную линию, проходящую в окружном направлении вокруг ободковой бумаги. Соответственно, указанная окружная перфорационная линия соединена с отрывным язычком посредством диагональной перфорационной линии. Отрывной язычок задействуется путем приложения тянущего усилия для отрыва ободковой бумаги по указанной диагональной перфорационной линии и затем по указанной окружной перфорационной лини для облегчения удаления ободковой бумаги. Диагональная перфорационная линия проходит от окружной перфорационной линии под острым углом к указанной окружной перфорационной линии.
Стержнеобразное изделие сгласно третьему аспекту настоящего изобретения предпочтительно представляет собой курительное изделие, такое как сигарета, сигарета с фильтром и сигара, или компонент для курительных устройств. Компоненты для курительных устройств могут представлять собой проходящие в продольном направлении стержни из курительного материала, которые вставляются внутрь нагревательного устройства, такого как электрическое или углеродное нагревательное устройство, и которые нагреваются, но не горят во время потребления.
Согласно четвертому аспекту настоящего изобретения, предложено устройство для изготовления полуфабриката заготовки ободковой бумаги из непрерывной полосы ободковой бумаги, выполненное с возможностью транспортировки непрерывной полосы в направлении транспортировки. Устройство согласно настоящему изобретению содержит резательно-перфорационный узел с резательно-перфорационным валиком. Резательно-перфорационный валик образует окружную поверхность с множеством дугообразных режущих лезвий, отстоящих друг от друга на одинаковое расстояние, таким образом, чтобы частично проходить поперек указанной окружной поверхности с каждой стороны от центральной окружной линии. Режущие лезвия выполнены с возможностью осуществления резки непрерывной полосы вдоль множества расположенных по центру дугообразных линий резки, отстоящих друг от друга в направлении подачи непрерывной полосы таким образом, что каждая дугообразная линия образует язычок, который выступает внутрь выемки. Устройство дополнительно содержит режущий барабан, расположенный после резательно-перфорационного валика в направлении подачи. Режущий барабан содержит средства поперечной резки, выполненные с возможностью выполнения поперечных линий резки, по одной поперек непрерывной полосы с каждой стороны от каждой дугообразной линии резки для отделения полуфабрикатов заготовки ободковой бумаги от непрерывной полосы таким образом, чтобы каждый полуфабрикат заготовки ободковой бумаги содержал язычок и выемку.
Согласно предпочтительному варианту осуществления четвертого аспекта настоящего изобретения, резательно-перфорационный узел дополнительно содержит опорный валик, выполненный с возможностью приведения непрерывной полосы в резательно-перфорационный контакт с окружной поверхностью резательно-перфорационного валика.
Согласно еще одному предпочтительному варианту осуществления четвертого аспекта настоящего изобретения, резательно-перфорационный валик дополнительно содержит средства продольной перфорации, выполненные с возможностью выполнения в непрерывной полосе двух непрерывных перфорационных линий, параллельных центральной окружной линии, по одной непрерывной перфорационной линии с каждой стороны от дугообразных линий резки.
Согласно еще одному предпочтительному варианту осуществления четвертого аспекта настоящего изобретения, резательно-перфорационный валик дополнительно содержит средства диагональной перфорации, расположенные между средствами продольной перфорации и выполненные с возможностью выполнения пары противоположных диагональных перфорационных линий в каждом полуфабрикате заготовкие ободковой бумаги. Диагональная перфорационная линия проходит от каждой проходящей в продольном направлении перфорационной линии под острым углом к каждой проходящей в продольном направлении перфорационной линии, и обе противоположные диагональные перфорационные линии заканчиваются вблизи указанного язычка.
Согласно еще одному предпочтительному варианту осуществления четвертого аспекта настоящего изобретения, средства поперечной резки содержат множество режущих лезвий, каждое из которых имеет режущую кромку с центральным разрывом, выполненным с возможностью совмещения с дугообразными линиями резки, образованными в непрерывной полосе с полуфабрикатами, или множество пар режущих лезвий, отстоящих друг от друга, причем зазор между режущими лезвиями каждой пары соответствует дугообразным линиям резки, образованным в непрерывной полосе.
В обоих случаях указанный центральный разрыв или зазор выполнен таким образом, чтобы не осуществлялась резка через дугообразные линии резки, т.е. чтобы не был разрезан язычок.
Согласно еще одному предпочтительному варианту осуществления четвертого аспекта настоящего изобретения, устройство содержит дополнительный валик, расположенный после резательно-перфорационного валика и до режущего барабана в направлении подачи, смежно с опорным валиком, для подачи непрерывной полосы между указанными опорным валиком и дополнительным валиком, причем указанный дополнительный валик имеет возможность перемещения вдоль окружности опорного валика для изменения длины отрывного язычка.
Один или более вариантов осуществления настоящего изобретения будут далее описаны исключительно на примерах, со ссылками на сопроводительные чертежи, на которых:
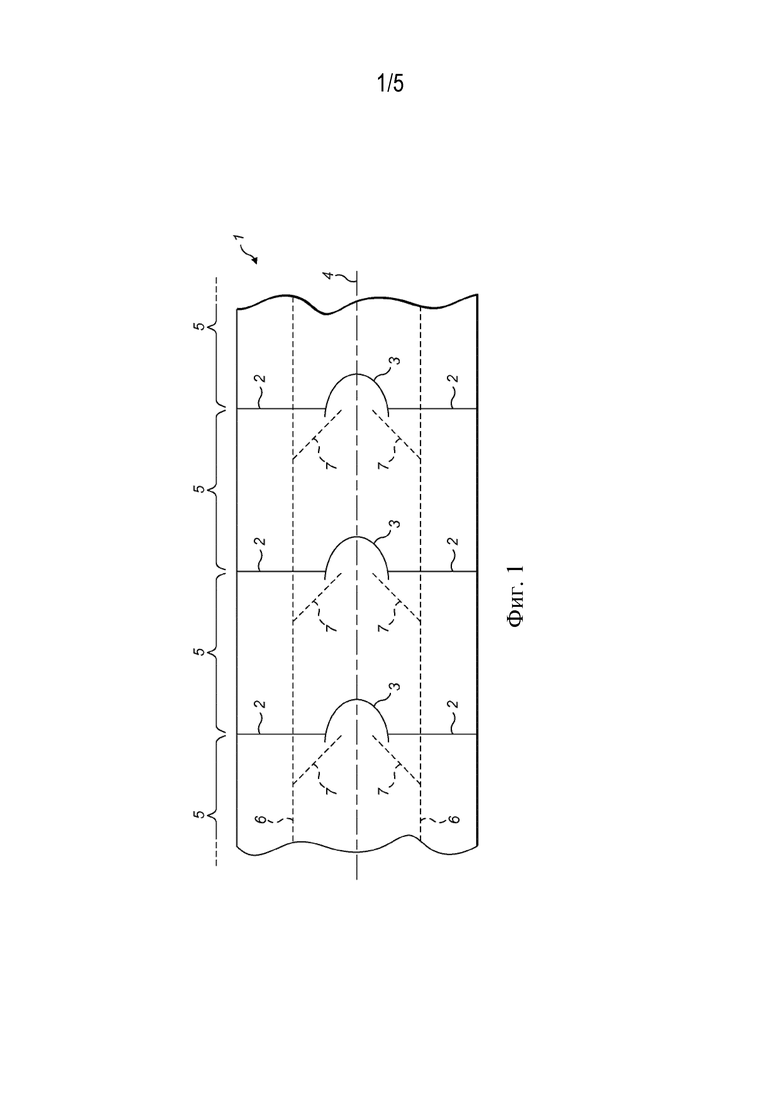
На фиг. 1 показана непрерывная полоса ободковой бумаги, содержащая линии резки и перфорации согласно настоящему изобретению.
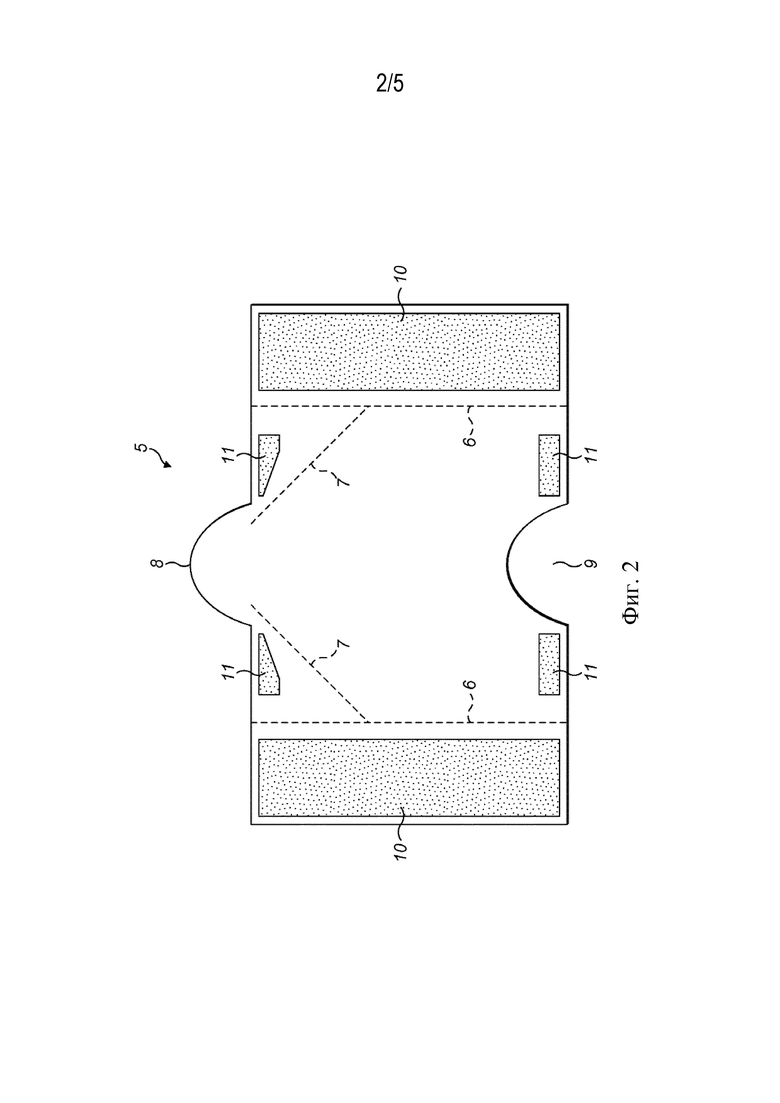
На фиг. 2 показан полуфабрикат заготовки ободковой бумаги, на который нанесен адгезивный рисунок.
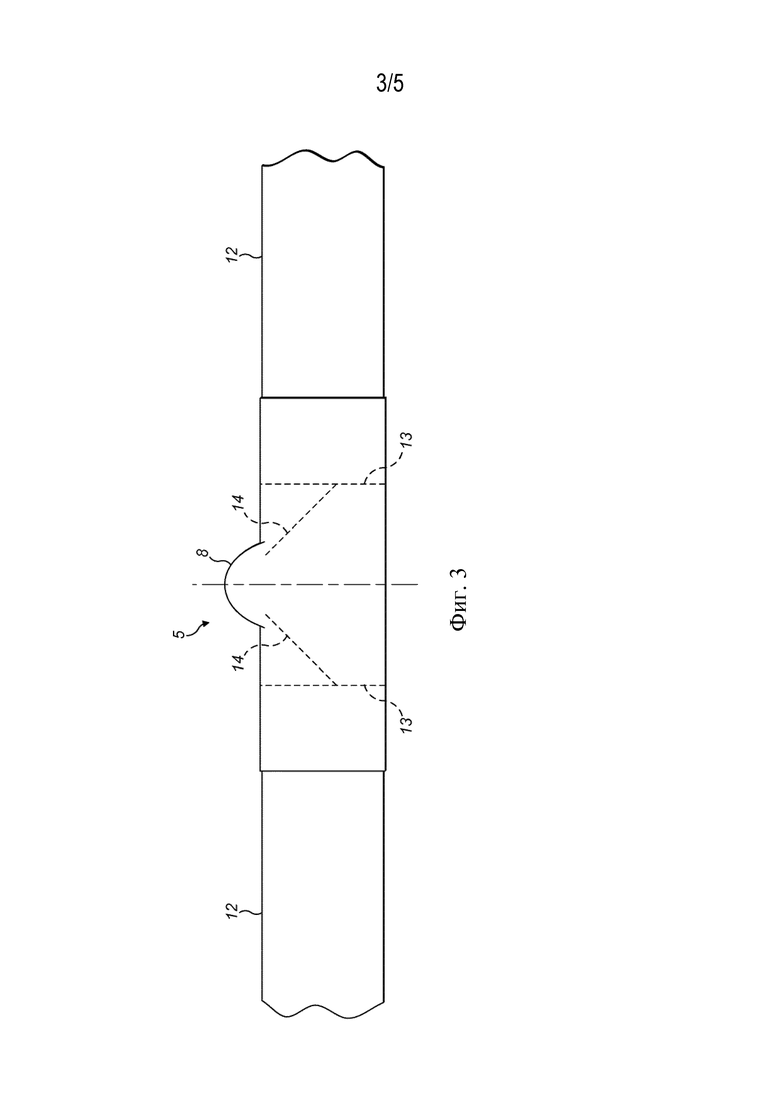
На фиг. 3 показаны два стержнеобразных изделия, которые размещены торец к торцу, и полуфабрикат 5 заготовки ободковой бумаги, обернутый вокруг состыкованных концов и приклеенный к ним.
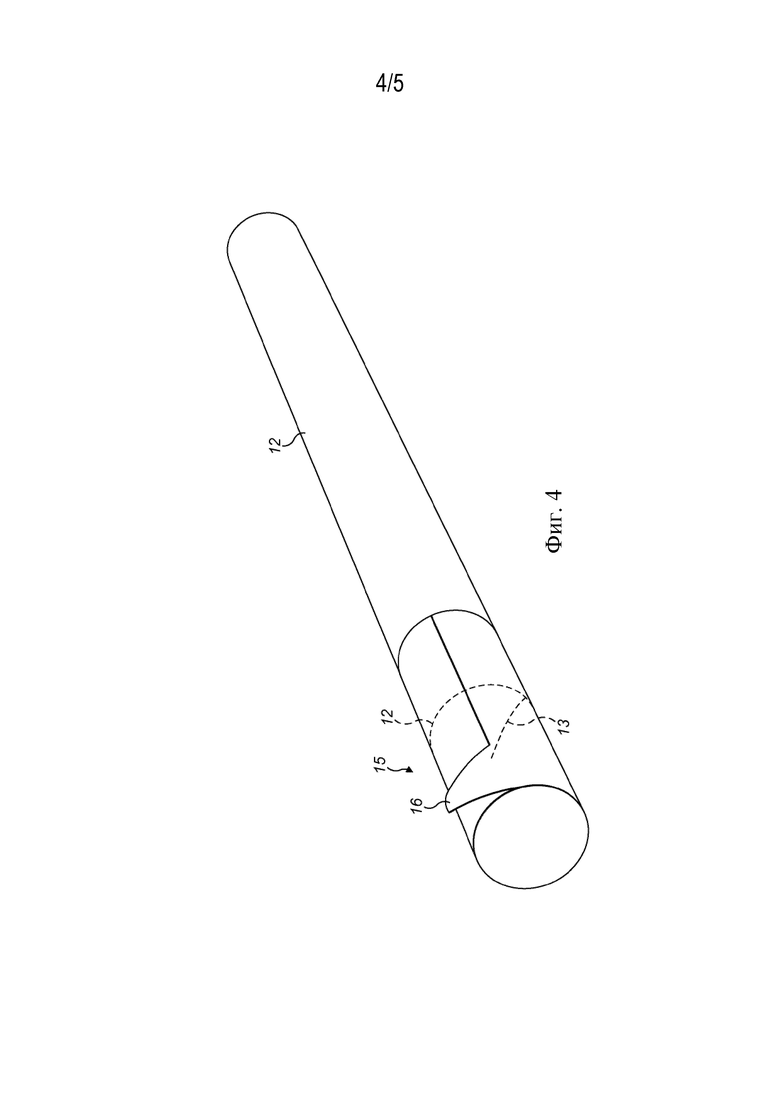
На фиг. 4 показано стержнеобразное изделие, обернутое в ободковую бумагу.
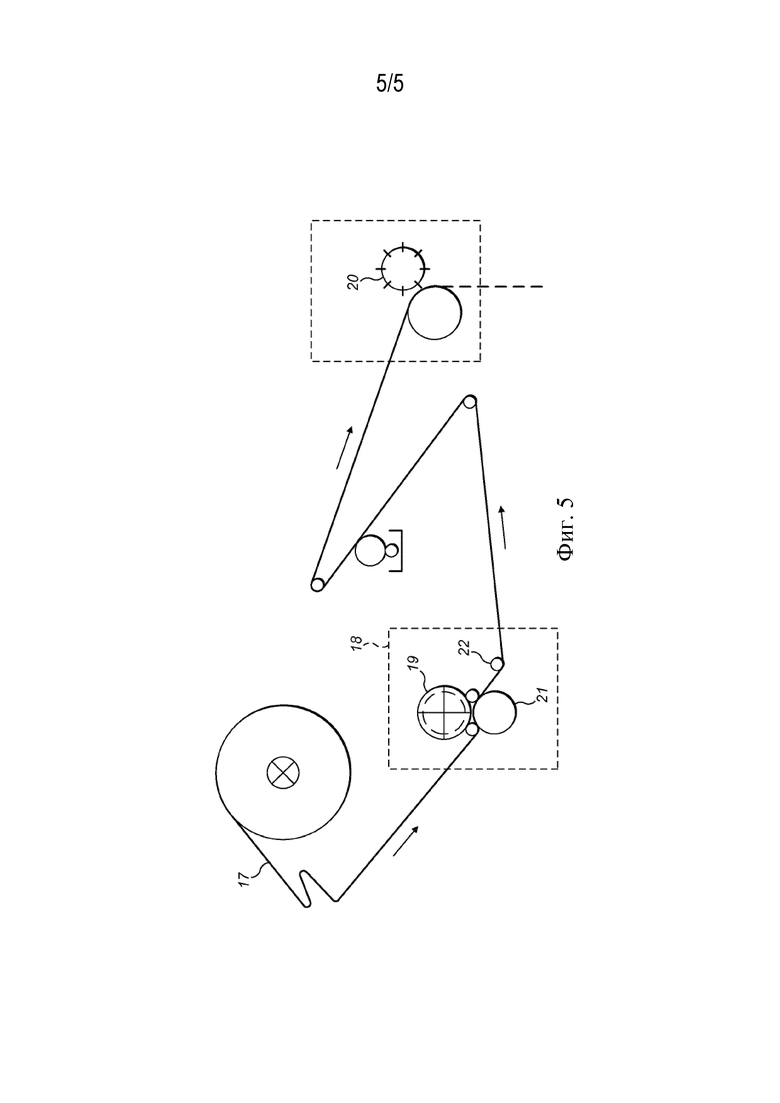
На фиг. 5 показано схематичное изображение устройства, подходящего для изготовления полуфабриката заготовки ободковой бумаги согласно настоящему изобретению.
На фиг. 1 показана непрерывная полоса ободковой бумаги 1, имеющая линии резки и перфорации, согласно настоящему изобретению. Более конкретно, показаны поперечные лини резки, каждая из которых содержит пару прямолинейных поперечных участков 2, проходящих внутрь от продольных кромок, причем оба они пересекаются с дугообразным центральным участком 3, который расположен, в пределах производственных допусков, симметрично относительно номинальной центральной продольной оси 4 непрерывной полосы. Каждый полуфабрикат 5 заготовки ободковой бумаги представляет собой часть непрерывной полосы ободковой бумаги 1, которая проходит между двумя следующими друг за другом поперечными линиями резки, причем каждый дугообразный центральный участок 3 образует язычок, который выступает внутрь выемки в следующем смежном полуфабрикате 5 заготовки ободковой бумаги.
Непрерывная полоса 1, показанная на фиг. 1, дополнительно содержит две проходящих в продольном направлении непрерывных перфорационных линии 6, по одной с каждой стороны между продольной кромкой и дугообразными центральными участками 3 поперечных линий резки. Как можно видеть, проходящие в продольном направлении непрерывные перфорационные линии 6 пересекаются с прямолинейными поперечными участками 2 поперечных линий резки.
Непрерывная полоса, показанная на фиг. 1, дополнительно содержит пары противоположных диагональных перфорационных линий 7, расположенных между каждой парой поперечных линий резки и проходящих от каждой проходящей в продольном направлении перфорационной линии 6 под острым углом к каждой проходящей в продольном направлении перфорационной линии 6, причем обе противоположные диагональные перфорационные линии 7 заканчиваются вблизи дугообразного центрального участка 3.
На фиг. 2 показан полуфабрикат 5 заготовки ободковой бумаги, отделенный от непрерывной полосы ободковой бумаги 1, показанной на фиг. 1. Полуфабрикат заготовки ободковой бумаги содержит язычок 8, выемку 9 и адгезив, нанесенный в продольных зонах 10, расположенных смежно с каждой продольной кромкой, и в поперечных зонах 11, расположенных смежно с кромкой с поперечной выемкой и смежно с кромкой с поперечным язычком, но не с самим язычком. Как можно видеть на фигуре, каждая продольная зона 10 проходит в продольном направлении вдоль каждой продольной кромки, но не доходит в боковом направлении до продольной перфорационной линии. Кроме того, поперечные зоны 11 расположены с обеих сторон от выемки 9 в кромке с поперечной выемкой и с обеих сторон от язычка 8 на кромке с поперечным язычком.
На фиг. 3 показаны два стержнеобразных изделия 12, которые размещены торец к торцу, и полуфабрикат 5 заготовки ободковой бумаги, обернутый вокруг состыкованных концов и приклеенный к ним с помощью адгезива таким образом, что язычок 8, который не приклеен, выступает наружу от ободковой бумаги. Язычок 8 соединен с окружными перфорационными линиями 13 (соответствующими проходящим в продольном направлении перфорационным линиям 6 по фиг. 1 и 2) посредством диагональных перфорационных линий 14 (соответствующих противоположным диагональным перфорационным линиям 7 по фиг. 1 и 2).
На следующем этапе способа (не показан), выполняемом над компоновкой по фиг. 3, разрезают и разделяют полуфабрикат 5 заготовки ободковой бумаги посередине между двумя стержнеобразными изделиями и посередине язычка 8 для получения двух отдельных стержнеобразных изделий, каждое из которых обернуто в ободковую бумагу. Данная компоновка показана на фиг. 4, иллюстрирующем стержнеобразное изделие 12, обернутое в ободковую бумагу 15, содержащую отрывной язычок 16. Ободковая бумага имеет окружную перфорационную линию 13, которая соединена с отрывным язычком 16 посредством диагональной перфорационной линии 14 таким образом, что в случае вытягивания отрывного язычка 16 при использовании, ободковая бумага разделяется по указанной диагональной перфорационной линии 13 и затем по присоединенной окружной перфорационной линии 13 для облегчения удаления ободковой бумаги.
На фиг. 5 показано схематичное изображение устройства, подходящего для изготовления полуфабриката заготовки ободковой бумаги согласно настоящему изобретению. Показана непрерывная полоса ободковой бумаги 17, которая подается в направлении подачи, обозначенном стрелками, внутрь резательно-перфорационного узла 18. Резательно-перфорационный узел 18 содержит резательно-перфорационный валик 19, образующий окружную поверхность, имеющую множество отстоящих на одинаковое расстояние друг от друга дугообразных режущих лезвий (не показаны), которые выполнены с возможностью осуществления резки непрерывной полосы вдоль множества расположенных по центру дугообразных линий резки, отстоящих друг от друга в направлении подачи непрерывной полосы таким образом, что каждая дугообразная линия резки образует язычок, который выступает внутрь выемки. После резательно-перфорационного валика 19 в направлении подачи расположен режущий барабан 20, имеющий средства поперечной резки (не показаны), выполненные с возможностью выполнения поперечных линий резки, по одной поперек непрерывной полосы с каждой стороны от каждой дугообразной линии резки, с тем, чтобы без разрезания язычков осуществлялось отделение полуфабрикатов заготовки ободковой бумаги от непрерывной полосы и при этом каждый полуфабрикат заготовки ободковой бумаги содержал язычок и выемку.
В данном варианте осуществления резательно-перфорационный узел 18 дополнительно содержит опорный валик 21, выполненный с возможностью приведения непрерывной полосы 17 в резательно-перфорационный контакт с окружной поверхностью резательно-перфорационного валика 19, хотя специалистам известны и другие способы решения данной задачи.
Резательно-перфорационный узел согласно варианту осуществления, показанному на фиг. 5, содержит дополнительный валик 22, расположенный после резательно-перфорационного валика 19 и режущего барабана 20 в направлении подачи, смежно с опорным валиком 21, для подачи непрерывной полосы 17 между указанными опорным валиком и дополнительным валиком. Дополнительный валик 22 имеет возможность перемещения (с помощью средств, которые не показаны) вдоль окружности опорного валика 21. Таким образом обеспечивается возможность изменения длины язычка 8 полуфабриката заготовки ободковой бумаги.
На последующих этапах способа, не показанных на фиг. 5:
- наносят адгезив на отделенный полуфабрикат 5 заготовки ободковой бумаги таким образом, как это показано на фиг. 2;
- обертывают полуфабрикат заготовки 5 ободковой бумаги вокруг пары стержнеобразных изделий 12 и приклеивают к ним таким образом, как это показано на фиг. 3;
- разрезают полуфабрикат 5 заготовки ободковой бумаги и разделяют его посередине между двумя указанными стержнеобразными изделиями и через середину язычка 8 для получения двух отдельных стержнеобразных изделий 12, каждое из которых обернуто в ободковую бумагу.
Группа изобретений относится к способу и устройству для изготовления полуфабриката заготовки ободковой бумаги для стержнеобразных изделий. Технический результат – сокращение образования отходов ободковой бумаги, сохранение чистоты и гигиеничности конца стержнеобразного изделия. Способ производства полуфабриката заготовки ободковой бумаги для изготовления ободковой бумаги для стержнеобразных изделий включает в себя этапы, на которых: обеспечивают непрерывную полосу ободковой бумаги, проходящую в продольном направлении и имеющую две противоположные продольные кромки; разрезают указанную непрерывную полосу по множеству поперечных линий резки, отстоящих друг от друга в продольном направлении непрерывной полосы, для образования множества полуфабрикатов заготовки ободковой бумаги. Причем каждая поперечная линия резки содержит прямолинейный поперечный участок, проходящий поперечно от каждой продольной кромки до пересечения с дугообразным центральным участком, и дугообразный центральный участок, образующий язычок, который выступает внутрь выемки в следующем смежном полуфабрикате заготовки ободковой бумаги, так что каждый полуфабрикат заготовки ободковой бумаги содержит кромку с поперечным язычком и противоположную кромку с поперечной выемкой. При этом обеспечивают непрерывную полосу ободковой бумаги с двумя проходящими в продольном направлении непрерывными перфорационными линиями, по одной с каждой стороны между продольной кромкой и дугообразными центральными участками, причем указанные проходящие в продольном направлении перфорационные линии пересекаются с поперечными линями резки. 4 н. и 7 з.п. ф-лы, 5 ил.
1. Способ производства полуфабриката заготовки ободковой бумаги для изготовления ободковой бумаги для стержнеобразных изделий, включающий в себя этапы, на которых:
обеспечивают непрерывную полосу ободковой бумаги, проходящую в продольном направлении и имеющую две противоположные продольные кромки;
разрезают указанную непрерывную полосу по множеству поперечных линий резки, отстоящих друг от друга в продольном направлении непрерывной полосы, для образования множества полуфабрикатов заготовки ободковой бумаги;
причем каждая поперечная линия резки содержит прямолинейный поперечный участок, проходящий поперечно от каждой продольной кромки до пересечения с дугообразным центральным участком, и дугообразный центральный участок, образующий язычок, который выступает внутрь выемки в следующем смежном полуфабрикате заготовки ободковой бумаги, так что каждый полуфабрикат заготовки ободковой бумаги содержит кромку с поперечным язычком и противоположную кромку с поперечной выемкой; и
обеспечивают непрерывную полосу ободковой бумаги с двумя проходящими в продольном направлении непрерывными перфорационными линиями, по одной с каждой стороны между продольной кромкой и дугообразными центральными участками, причем указанные проходящие в продольном направлении перфорационные линии пересекаются с поперечными линями резки.
2. Способ по п. 1, включающий в себя дополнительный этап, на котором выполняют пару противоположных диагональных перфорационных линий между каждой парой поперечных линий резки таким образом, чтобы указанные диагональные перфорационные линии проходили от каждой проходящей в продольном направлении перфорационной линии под острым углом к каждой проходящей в продольном направлении перфорационной лини, и чтобы обе противоположные диагональные перфорационные линии заканчивались вблизи дугообразного центрального участка.
3. Способ изготовления ободковой бумаги для стержнеобразных изделий, включающий в себя этапы, на которых:
обеспечивают полуфабрикат заготовки ободковой бумаги, произведенный способом по любому из предыдущих пунктов;
наносят адгезив на полуфабрикат заготовки в продольных зонах, расположенных смежно с каждой продольной кромкой, и в поперечных зонах, расположенных смежно с кромкой с поперечной выемкой и кромкой с поперечным язычком, но не с самим язычком;
обеспечивают два стержнеобразных изделия, каждое из которых имеет проходящий в продольном направлении концевой участок;
располагают проходящие в продольном направлении концевые участки двух указанных стержнеобразных изделий друг за другом со стыковкой торец к торцу;
приклеивают кромку с поперечной выемкой полуфабриката заготовки к состыкованным концевым участкам двух указанных стержнеобразных изделий таким образом, чтобы кромка с поперечной выемкой проходила в продольном направлении вдоль указанных концевых участков обеих указанных стержнеобразных изделий;
обертывают полуфабрикат заготовки вокруг двух состыкованных концевых участков таким образом, чтобы полуфабрикат заготовки по своей длине проходил вокруг концевых участков двух указанных стержнеобразных изделий и был приклеен к ним, заканчиваясь кромкой с поперечным язычком;
разрезают полуфабрикат заготовки между двумя указанными стержнеобразными изделиями для получения двух стержнеобразных изделий, каждое из которых содержит концевой участок, покрытый ободковой бумагой, образующей половину полуфабриката заготовки и имеющей открытый отрывной язычок, образованный оставшейся частью указанного язычка после резки.
4. Стержнеобразное изделие, имеющее ближний конец и дальний конец и содержащее проходящий в продольном направлении концевой участок, который расположен на ближнем конце, проходит частично вдоль стержнеобразного изделия и покрыт ободковой бумагой, произведенной способом по п. 3, включающим в себя этап, на котором обеспечивают полуфабрикат заготовки ободковой бумаги, полученный способом по п. 2, причем указанное стержнеобразное изделие содержит окружную перфорационную линию, соответствующую одной из проходящих в продольном направлении перфорационных линий, проходящую в окружном направлении вокруг ободковой бумаги и соединенную с отрывным язычком посредством диагональной перфорационной линии, соответствующей противоположной диагональной перфорационной линии, проходящей от указанной проходящей в продольном направлении перфорационной линии, и отрывной язычок может быть задействован путем приложения тянущего усилия для отрыва ободковой бумаги по указанной диагональной перфорационной линии и затем по указанной окружной перфорационной линии, чтобы облегчить удаление ободковой бумаги.
5. Стержнеобразное изделие по п. 4, в котором отрывной язычок расположен смежно с ближним концом.
6. Стержнеобразное изделие по п. 4 или 5, содержащее курительное изделие, такое как сигарета.
7. Устройство для изготовления полуфабриката заготовки ободковой бумаги из непрерывной полосы ободковой бумаги способом по п. 1, имеющее возможность подачи непрерывной полосы в направлении подачи и содержащее:
резательно-перфорационный узел, содержащий резательно-перфорационный валик, образующий окружную поверхность с множеством отстоящих друг от друга на одинаковое расстояние дугообразных режущих лезвий, расположенных с возможностью частичного прохождения поперек окружной поверхности с каждой стороны от центральной окружной линии и выполненных с возможностью осуществления резки непрерывной полосы по множеству расположенных по центру дугообразных линий резки, отстоящих друг от друга в направлении подачи непрерывной полосы таким образом, что каждая дугообразная линия резки образует язычок, который выступает внутрь выемки; указанный резательно-перфорационный валик дополнительно содержит:
средства продольной перфорации, выполненные с возможностью выполнения в непрерывной полосе двух непрерывных перфорационных линий, параллельных центральной окружной линии, по одной непрерывной перфорационной линии с каждой стороны от дугообразных линий резки; и
средства диагональной перфорации, расположенные между средствами продольной перфорации и выполненные с возможностью выполнения пары противоположных диагональных перфорационных линий в каждом полуфабрикате заготовки ободковой бумаги таким образом, чтобы диагональная перфорационная линия проходила от каждой проходящей в продольном направлении перфорационной линии под углом к каждой проходящей в продольном направлении перфорационной линии, и чтобы обе противоположные диагональные перфорационные линии заканчивались вблизи указанного язычка; и
режущий барабан, расположенный после резательно-перфорационного валика в направлении подачи и содержащий средства поперечной резки, выполненные с возможностью выполнения поперечных линий резки, по одной поперек непрерывной полосы с каждой стороны от каждой дугообразной линии резки, для отделения полуфабрикатов заготовки ободковой бумаги от непрерывной полосы таким образом, чтобы каждый полуфабрикат заготовки ободковой бумаги содержал язычок и выемку.
8. Устройство по п. 7, в котором резательно-перфорационный валик дополнительно содержит опорный валик, выполненный с возможностью приведения непрерывной полосы в резательно-перфорационный контакт с окружной поверхностью резательно-перфорационного валика.
9. Устройство по п. 7 или 8, в котором средства поперечной резки содержат множество режущих лезвий, каждое из которых имеет режущую кромку с центральным разрывом, выполненным с возможностью совмещения с дугообразными линиями резки, образованными в непрерывной полосе с указанными полуфабрикатами.
10. Устройство по любому из пп. 7-9, в котором средства поперечной резки содержат множество пар режущих лезвий, отстоящих друг от друга, причем зазор между режущими лезвиями каждой пары соответствует дугообразным линиям резки, образованным в непрерывной полосе.
11. Устройство по любому из пп. 7-10, содержащее дополнительный валик, расположенный после резательно-перфорационного валика и перед режущим барабаном в направлении подачи, смежно с опорным валиком, для подачи непрерывной полосы между указанными опорным валиком и дополнительным валиком, причем указанный дополнительный валик имеет возможность перемещения вдоль окружности опорного валика для изменения длины язычка полуфабриката заготовки ободковой бумаги.
| WO 2013170978 A1, 21.11.2013 | |||
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И ЕГО ИЗГОТОВЛЕНИЕ | 2012 |
|
RU2571047C2 |
| ВЕНТИЛИРУЕМОЕ КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2011 |
|
RU2573966C2 |
| СПОСОБ ХИМИЧЕСКОГО ПОЛИРОВАНИЯ АЛЮМИНИЯ | 1996 |
|
RU2104329C1 |
| US 20150289566 A1, 15.10.2015 | |||
| СПОСОБ ПОЛУЧЕНИЯ МАСЛЯНОЙ И ЖИРОВОЙ КОМПОЗИЦИИ, СОДЕРЖАЩЕЙ ГИДРОФОБНЫЕ КОМПОНЕНТЫ Glycyrrhiza, МАСЛЯНАЯ И ЖИРОВАЯ КОМПОЗИЦИЯ И МАСЛО- И ЖИРОСОДЕРЖАЩИЙ ПИЩЕВОЙ ПРОДУКТ | 2003 |
|
RU2279226C2 |
| WO 2009007258 A1, 15.01.2009. | |||

