Настоящее изобретение относится к герметичным (или "герметизирующим") оберткам для пищевых продуктов, таких как, например, кондитерские изделия.
При упаковке пищевых продуктов необходимо учитывать разные требования, в первую очередь необходимость обеспечения того, чтобы продукт после упаковки оставался неизмененным в течение как можно более длительного периода.
Для достижения вышеуказанной цели уже давно используют, в том числе для пищевых продуктов небольшого размера, например шоколада, конфет, пралине и пр., завертывание продуктов в герметичную обертку, часто называемое «поточным обертыванием». Такой способ упаковки предусматривает использование рулонного или листового материала, который оборачивают вокруг продукта в продольном направлении формирующим устройством так, чтобы образовать непрерывную трубчатую промежуточную обертку, имеющую первый продольный соединительный шов. Упаковываемые продукты подают в трубчатую промежуточную обертку и полученную таким образом сборку пропускают через один или более запечатывающих средств. Здесь трубчатую промежуточную обертку сплющивают, сваривают и разрезают по участкам, разделяющим последовательные продукты с получением индивидуальных оберток. Пример такого способа приведен в ЕР-А-0957043.
Даже если оставить в стороне соображения функционального характера (связанные, например с тем фактом, что участки, на которых поперечные концевые швы упаковки такого типа пересекают продольный шов, могут представлять области, критические для герметичности), упаковка типа "поточной обертки" несомненно является результатом конкретного производственного процесса. Такая упаковка оказалась непригодной для таких продуктов (например, для некоторых кондитерских изделий), с которыми необходимо ассоциировать обертку более традиционного типа, например традиционную обертку для сладостей со скрученным концом или с обоими скрученными концами, с образованным на них раструбом (веерообразным хвостиком).
Поэтому уже предлагались решения, направленные на воспроизведение таких более традиционных форм упаковки.
Решение такого типа описано, например, в публикации WO-А-02/22445: отдельные отрезки промежуточной обертки поточного типа, обернутые вокруг продукта с получением трубчатой структуры, сжимают в радиальном направлении так, чтобы образовать области сжатия, в некоторой степени напоминающие скрученные веерообразные концы традиционных оберток для сладостей.
Основной недостаток обертки такого типа заключается в том, что герметизацию от внешней среды следует производить точно в областях, подвергаемых радиальному сжатию. Испытания показывают, однако, что даже применяя материал, который может по меньшей мере частично плавиться в областях, подвергаемых радиальному сжатию, полученная эффективность герметизации от внешней среды довольно скромная. Это вполне понятно, учитывая, что в этих областях материал обертки, подвергаемый радиальному сжатию, имеет тенденцию к неконтролируемому образованию складок. В результате формируются складки или морщины, имеющие совершенно произвольную конфигурацию, и между ними могут легко остаться или через короткое время открыться пути сообщения с окружающей средой.
Решения, позволяющие получить очень высокую степень герметизации от окружающей среды, описаны в ЕР-А-0591742 и ЕР-А-00790184. В обоих случаях, это, однако, является решением, при котором для обертки используют два элемента листового материала.
Конкретнее, изобретение касается обертки согласно ограничительной части п.1 формулы, известной, например, из опубликованной заявки США 2002/0184857. Похожая обертка известна из WO 03/035479, а также в некоторой степени из патента США 5,722,215.
Задача настоящего изобретения состоит в создании обертки, способной обеспечить исключительно высокую степень уплотнения (герметизации) в сочетании с крайней конструктивной простотой и, следовательно, с крайней простотой и экономичностью изготовления.
Эта задача решается оберткой по изобретению, имеющей признаки, изложенные в п.1 формулы. Настоящее изобретение касается также способа изготовления и установки по пп.9 и 17.
В общем изобретение характеризуется тем, что обеспечивает обертку, которая содержит единственный листовой элемент, закрытый единственным сварным или герметизирующим швом.
Для решения поставленной задачи предлагаемая герметизирующая обертка для пищевых продуктов содержит:
- оберточный лист с согнутой частью или полостью, принимающей по меньшей мере один пищевой продукт; и
- герметизирующий шов, который продолжается так, что закрывает указанный оберточный лист по траектории, окружающей указанный по меньшей мере один пищевой продукт и имеющей концы, расположенные в месте, соответствующем указанной согнутой части.
Очевидно, что термин "оберточный лист" в настоящем описании означает любой листовой материал, способный эффективно изолировать продукт от окружающей среды.
Также, термин "траектория, окружающая пищевой продукт" в настоящем описании означает траекторию, которая продолжается вокруг продукта (эта траектория имеет в общем дугообразную, т.е. С-образную форму), обычно обеспечивая довольно тугое натяжение обертки, тем самым гарантируя, что обертка прилегает к продукту как можно плотнее, и этому могут содействовать возможные операции разглаживания, распрямления или другие операции.
Изобретение далее описывается посредством неограничивающего примера со ссылкой на сопровождающие чертежи, на которых:
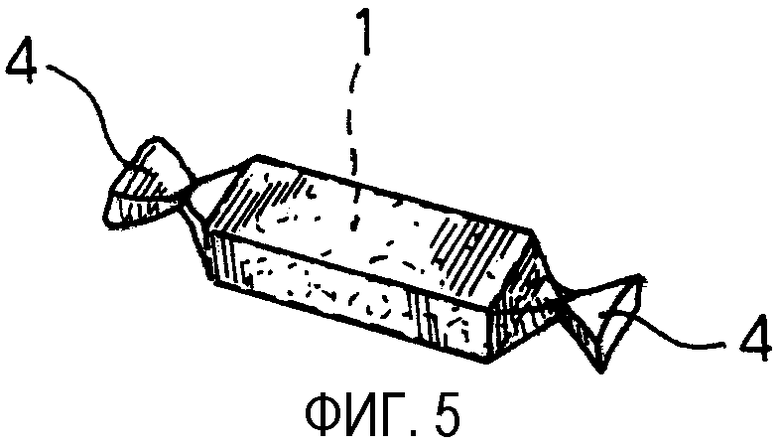
фиг.1-5 - виды последовательных стадий способа обертывания по изобретению,
фиг.6 - вид сбоку соответствующей установки.
Описанный ниже иллюстративный вариант выполнения изобретения касается производства обертки для пищевого продукта 1, например кондитерского изделия, например шоколада, конфеты, пралине и пр., имеющего различные формы.
В частности, это может быть продукт с покрытием, например покрытием из молотого фундука, тертого кокоса, тертой сахарной глазури и т.д.
В любом случае ни размеры, ни форма, ни характер или конкретные характеристики продукта (отдельного или составного) не являются признаками, ограничивающими настоящее изобретение.
Продукт 1 предназначен для упаковывания в обертку, образованную единственным листовым элементом 2 из плоского оберточного материала типа, широко используемого для обертывания кондитерских изделий.
Таким образом, это - листовой материал, способный эффективно изолировать продукт от окружающей среды. Это может быть, например, лист из алюминиевой фольги и/или пластика. Используемый материал может быть "комбинированным", т.е. материалом, содержащим по меньшей мере один первый слой, предназначенный для образования внешней части готовой обертки, и второй слой, предназначенный для образования внутренней части готовой обертки и который обладает, например, свойством термосвариваемости.
Типичным примером комбинированного материала такого вида является материал, состоящий из внешней алюминиевой фольги, внутренняя поверхность которой покрыта слоем пластика, например полиэтилена.
В любом случае следует понимать, что описанное здесь техническое решение никоим образом не ограничено ни выбором конкретного листового оберточного материала, ни выбором конкретных технических операций закрывания/запечатывания самого оберточного материала.
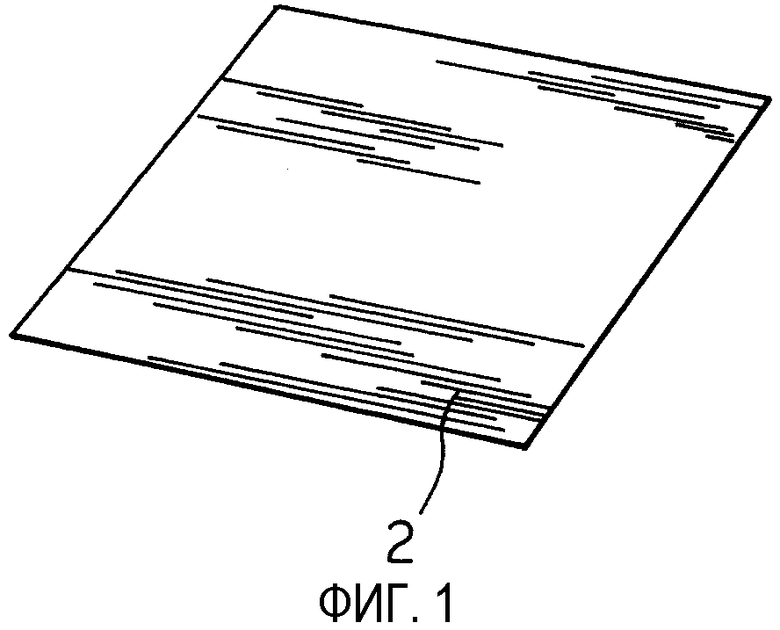
В примерном варианте выполнения, описанном ниже (еще раз следует подчеркнуть, что это является только примером), способ начинается с элемента 2 из листового материала, имеющего, например, форму квадрата или близкую к квадрату, со стороной в несколько сантиметров длиной.
Как будет ясно из нижеследующего, указанный отдельный оберточный элемент может на самом деле определяться участком или отрезком непрерывного листового материала, который сматывают из рулона и разрезают на отдельные оберточные элементы 2.
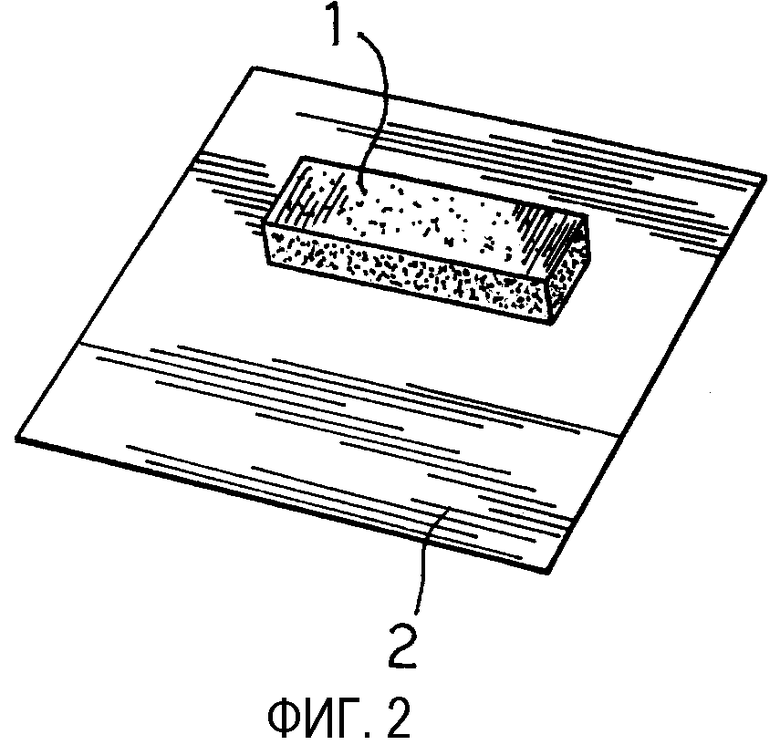
На оберточный элемент 2, представленный на фиг.1, укладывают, приблизительно в центральном положении, продукт или изделие 1, подлежащее обертыванию.
На чертежах указанный продукт представлен в форме тела, имеющего параллелепипедную форму, однако следует понимать, что продукт 1 может иметь любую форму.
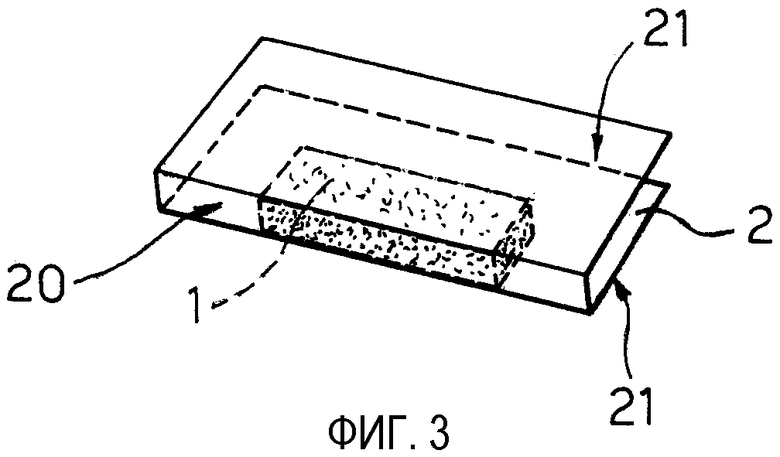
На следующей стадии формирования обертки элемент 2 из листового материала оборачивают вокруг продукта так, чтобы сформировать:
- согнутую часть 20, которая принимает в себе продукт 1; и
- две боковых ветви 21, которые продолжаются от согнутой части 20 и уложены на противоположные стороны продукта 1 (на чертежах - на верхнюю и нижнюю стороны продукта).
Из фиг.3 ясно, что оберточный лист обернут вокруг продукта 1 так, чтобы образовать своего рода карман или конверт, в котором боковые ветви 21 сохраняют по существу плоскую ориентацию, независимо от формы продукта 1.
На практике, две эти боковых ветви 21 продолжаются по существу параллельно друг другу и разделены расстоянием, по существу соответствующим толщине или высоте продукта 1.
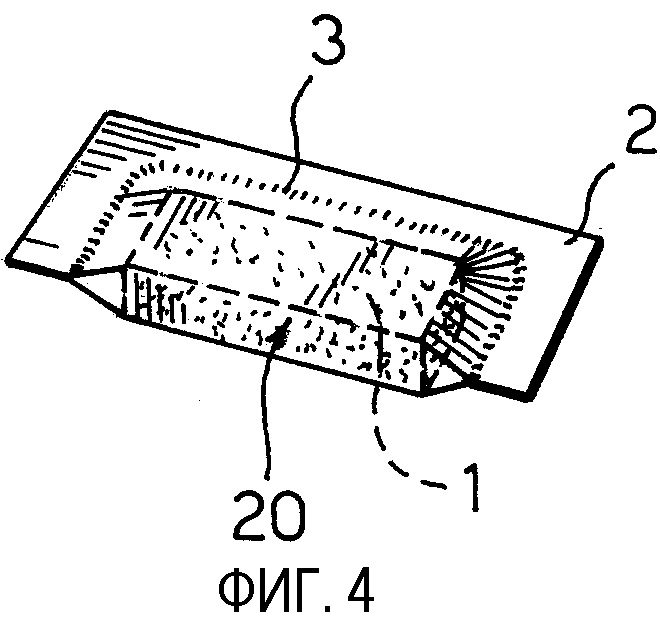
На следующей стадии способа, представленной на фиг.4, две боковые ветки 21 соединяют друг с другом герметизирующим швом 3.
Герметизирующий шов 3 соединяет две ветви листа обертки по траектории, которая окружает пищевой продукт 1. Таким образом, эта траектория имеет в общем дугообразную, т.е. С-образную, форму, при этом концы шва расположены в месте, соответствующем согнутой части 20, при этом очевидно, что сама согнутая часть 20 выполняет функцию герметичного приемника продукта 1 без необходимости формировать соединительные швы.
Для образования герметизирующего шва 3 можно использовать различные способы, широко применяемые в упаковочной промышленности, в частности, для упаковки пищевых продуктов.
Следовательно, герметизирующий шов 3 может быть выполнен, например, с помощью горячей сварки, холодной сварки, сварки с использованием сварочного материала или без него, ультразвуковой сваркой, лазерной сваркой или, возможно, простым тиснением.
Что касается траектории герметизирующего шва 3, ей можно придать различную форму, сохраняя общую конфигурацию окружения продукта 1.
Испытания, проведенные заявителем, показывают, что предпочтительной формой является по существу непрерывная дугообразная конфигурация, не имеющая, следовательно, никаких пересечений и/или нахлеста складок или морщин оберточного материала (т.е. без нахлеста более чем двух слоев оберточного материала). Области такого типа могли бы возникнуть, например, при соединении двух смежных прямоугольных участков и создать такое явление, как концентрация напряжений, что может ухудшить уплотнение герметизирующего шва.
На последней, финишной, операции обертке, показанной на фиг.4, придают конечную форму, формируя одну или две веерообразные скрученные части 4, чтобы придать обертке в целом типичный внешний вид обертки для сладостей. Этот результат может быть достигнут (известным способом), подвергая скручиванию удлиненные концы (или один конец) обертки, или прибегая к другим способам получения веерообразных скруток.
Следует понимать, что формирование указанных скрученных веерообразных частей не оказывает отрицательного воздействия на характеристики уплотнения герметизирующего шва 3. Это достигается на практике за счет соединения двух боковых ветвей 21 листового оберточного элемента 2, когда они удерживаются по существу плоскими.
Соединение между двумя ветвями 21, таким образом, является очень плотным и непрерывным, и, следовательно, оно может без ослабления противостоять любым возможным последующим деформациям обертки.
На схеме установки на фиг.6 показано устройство 10 для разматывания рулона листового материала, образующего обертку 2.
После сматывания с устройства 10 (известного типа) листовой материал 2 подают на формирующий узел 12 для придания листовому материалу в целом U-образной формы, состоящей из согнутой части 20 и боковых ветвей 21 (фиг.3). Формирующий узел 12 сам по себе также может быть известного типа. Он может быть создан в соответствии с критериями, широко используемыми для изготовления формирующих устройств, которые в упаковочных машинах для поточной упаковки придают листовому материалу трубчатую форму.
В то время как трубчатая обертка, сформированная на машинах для поточной упаковки (или согласно публикации WO-A-02/22445), обычно характеризуется тем, что она соединяется продольным герметизирующим швом, и тем, что она имеет по существу круглое поперечное сечение, соответствующая промежуточная обертка, полученная на установке по фиг.6, остается открытой (см. фиг.3) в том смысле, что две боковые ветви 21 не соединены друг с другом в месте, соответствующем их удаленным краям.
Промежуточная обертка, представленная на фиг.3, имеет в общем U-образную форму, с двумя боковыми ветвями, сохраняющими по существу плоскую форму. Как уже было указано выше, этот факт важен для получения непрерывного и плотного соединения, обеспечиваемого посредством герметизирующего шва 3, который лежит в основе характеристик уплотнения готовой обертки.
Подача продуктов 1, которые должны быть заключены в обертку, к рабочему месту, где размещен формирующий узел 12, обеспечивается конвейером 14, состоящим, например, из ленточного конвейера с приводом от электродвигателя, относящегося к типу, широко используемому в установках для упаковки пищевых продуктов.
Указанный конвейер 14 взаимодействует с формирующим узлом 12 так, что продукты 1 вставляются в оберточный материал, согнутый в U-образную конфигурацию с регулярными интервалами, образуя тем самым рабочее место загрузки, в целом обозначенное позицией 16.
Подаваемые в таком положении еще одним конвейером (в котором обычно промежуточная обертка является активным элементом, поскольку она транспортирует на себе продукты 1, расположенные внутри нее) продукты поступают в положение, соответствующее рабочему месту запечатывания 18, на котором образуется герметизирующий шов 3 и разделяется лента оберточного материала в областях, свободных от продуктов так, чтобы образовать отдельные обертки.
В соответствии с конструкцией, которая сама по себе известна, рабочее место запечатывания 18 может быть типа, совершающего вертикальное возвратно-поступательное перемещение и имеющего, следовательно, основание или матричную часть, 18а, а также активный подвижный элемент (пуансон) 18b, который перемещается вертикально и периодически опускается на матричную часть 18а, тем самым образуя герметизирующий шов 3 и осуществляя разрезание обертки на отдельные участки. Для этого матричная часть 18а и/или активный элемент 18b обычно имеют пазы на поверхности, которые определяют траекторию герметизирующего шва 3. Матричная часть 18а и/или активный элемент 18b могут иметь связанные с ними нагревающие элементы и/или генераторы ультразвука (не показаны, поскольку относятся к известному типу), когда технология сварки требует использования тепла и/или ультразвука.
Преимущественно (и также в соответствии с критериями, известными сами по себе), рабочее место запечатывания 18 может быть выполнено так, чтобы осуществлять, помимо вертикальных перемещений, сводящих друг к другу матричную часть 18а и активный элемент 18b, между которыми расположена обертка, также перемещение, "отслеживающее" поступательное движение обертки. Это "отслеживающее" перемещение создает условия, при которых формирование герметизирующего шва 3 происходит практически без смещения запечатывающих средств относительно обертки.
Фиксированная матричная часть 18а может иметь верхнюю поверхность, которая по меньшей мере слегка углублена, чтобы обеспечить получение полностью симметричного герметизирующего шва 3 (создаваемого, когда обертка заключена между сведенными друг к другу средствами запечатывания 18а и 18b).
Обычно, рабочее место запечатывания 18 включает объединенное с ним режущее устройство (не показано, поскольку относится к известному типу), предназначенное для разделения непрерывной ленты оберточного материала вслед за или одновременно с формированием герметизирующего шва 3, чтобы образовать отдельные обертки, например такие, как обертки C на фиг.6.
Позицией 20 обозначено формующее рабочее место, на котором один или оба продольных конца обертки С подвергают дополнительной обработке (например, скручиванию) для формирования веерообразных частей 4 по фиг.5.
Обертки, полученные таким образом, собирают вместе на рабочем месте 22 для дальнейшей упаковки.
Таким образом, следует понимать, что без ущерба для сущности настоящего изобретения детали реализации и варианты выполнения могут меняться, и даже в очень значительной степени, относительно того, что описано и показано выше на неограничивающем и иллюстративном примере, не выходя из объема настоящего изобретения, определяемого прилагаемой формулой.
Настоящее изобретение относится к герметичным оберткам для пищевых продуктов, таких как, например, кондитерские изделия. Обертка содержит единственный лист оберточного материала, имеющий согнутую часть для приема продукта. Обертка запечатана единым сварным швом, который продолжается по траектории, концы которой расположены на согнутой части и которая окружает продукт. Изобретение обеспечивает высокую степень уплотнения (герметизации) в сочетании с крайней конструктивной простотой и экономичностью изготовления. 3 н. и 14 з.п. ф-лы, 6 ил.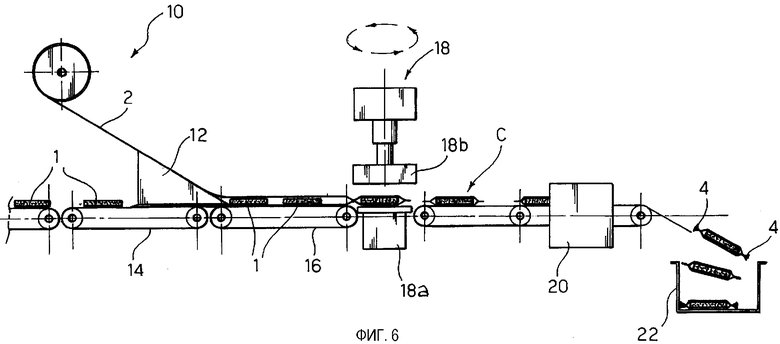
оберточный лист (2) с согнутой частью (20), которая принимает по меньшей мере один продукт (1) и
герметизирующий шов (3), который продолжается так, что закрывает указанный оберточный лист (2) по траектории, которая окружает указанный по меньшей мере один продукт (1) и имеет концы, расположенные в месте, соответствующем указанной согнутой части (20), причем указанный лист оберточного материала содержит две боковые ветви (21), которые продолжаются от согнутой части (20) по противоположным сторонам указанного по меньшей мере одного продукта (1), при этом герметизирующий шов (3) продолжается так, что соединяет указанные боковые ветви (21), отличающаяся тем, что она дополнительно содержит по меньшей мере одну концевую часть (4), имеющую веерообразную конфигурацию, причем герметизирующий шов (3) проходит по траектории, свободной от пересечений.
формирования (12) оберточного листа (2) с согнутой частью (20),
помещения по меньшей мере одного пищевого продукта (1) в указанную согнутую часть,
формирования герметизирующего шва (3), который продолжается так, чтобы закрыть указанный оберточный лист (2) по траектории, которая окружает указанный по меньшей мере один пищевой продукт (1) и имеет концы, расположенные в месте, соответствующем указанной согнутой части (20),
формирования (12) в указанном оберточном листе двух боковых ветвей (21), которые продолжаются от указанной согнутой части (20) по противоположным сторонам указанного по меньшей мере одного пищевого продукта (1) и
формирования (18) указанного герметизирующего шва (3) так, что он соединяет указанные боковые ветви (21), отличающийся тем, что предусматривает операцию формирования (20) в указанной обертке по меньшей мере одной концевой части (4), имеющей веерообразную конфигурацию, причем формирование (18) герметизирующего шва (3) проводят по траектории, свободной от пересечений.
формирующее устройство (12) для формирования оберточного листа (2) с согнутой частью (20),
рабочее место загрузки (16) для помещения по меньшей мере одного пищевого продукта (1) в указанную согнутую часть,
рабочее место запечатывания (18), обеспечивающее формирование герметизирующего шва (3), который продолжается так, что закрывает указанный оберточный лист (2) по траектории, окружающей указанный по меньшей мере один пищевой продукт (1) и имеющей концы, расположенные в месте, соответствующем указанной согнутой части (20), формирующее устройство (12) обеспечивает формирование (12) в указанном оберточном листе двух боковых ветвей (21), которые продолжаются от указанной согнутой части (20) по противоположным сторонам указанного по меньшей мере одного пищевого продукта (1), при этом рабочее место запечатывания (18) обеспечивает формирование (18) герметизирующего шва (3) так, что он соединяет указанные боковые ветви (21),
отличающаяся тем, что содержит формующее рабочее место (20) для образования в указанной обертке по меньшей мере одной концевой части (4), имеющей веерообразную конфигурацию, причем рабочее место запечатывания (18) обеспечивает формирование герметизирующего шва (3) по траектории, свободной от пересечений.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| УПАКОВОЧНАЯ ОБЕРТКА, ЗАКРЫВАЕМАЯ КРУТКОЙ, И СПОСОБ УПАКОВКИ | 1996 |
|
RU2136560C1 |
| Устройство для завертывания штучных изделий | 1974 |
|
SU546273A3 |
| WO 03035479 A1, 01.05.2003 | |||
| УСТРОЙСТВО для ЗАВЕРТЫВАНИЯ ИЗДЕЛИЙ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 0 |
|
SU307013A1 |
| Способ герметической завертки конфет и карамели | 1956 |
|
SU108273A1 |

