Настоящее изобретение относится к новому способу обеспечения и сохранения уменьшенного размера изделия из минеральной ваты путем изготовления упаковки согласно п.1 формулы изобретения. Изобретение также относится к новому устройству для упаковки изделия из минеральной ваты, посредством которого обеспечивают и сохраняют уменьшенный размер изделия согласно п.12 формулы изобретения. Кроме того, изобретение относится к новому изделию из минеральной ваты уменьшенного размера согласно п.21 формулы изобретения.
При упаковке изделий из минеральной ваты общий размер изделия обычно уменьшают для облегчения транспортировки к конечному потребителю, а также для сокращения объема, требуемого для хранения изделий.
В частности, при упаковке пластин из минеральной ваты, используемых в строительной промышленности для теплоизоляции, формируют штабели пластин, и высоту штабелей уменьшают так, что штабели, поставляемые конечным потребителям, имеют высоту, уменьшенную на 15-50% от первоначальной высоты, в случае каменной ваты уменьшение высоты обычно составляет порядка 15-30%.
Обычно такое уменьшение размера производят путем механического сжатия штабеля в области предела упругости, и штабель заворачивают в фольгу в попытке сохранить уменьшенную высоту. Благодаря естественной тенденции пластин из минеральной ваты к восстановлению их первоначального размера, сжатый штабель стремится расшириться после механического сжатия. Фольга, обернутая вокруг сжатого штабеля, растягивается до некоторой степени так, что первоначальное уменьшение высоты, составлявшее, например, 50% на стадии сжатия, часто превращается в уменьшение высоты, составляющее не более приблизительно 18% у штабелей, которые действительно поставляют конечному потребителю, при этом происходит растяжение фольги и изменяются геометрические формы упаковки. Очевидно, что такое расширение является нежелательным с точки зрения транспортировки продукции.
Один способ обеспечения большего конечного уменьшения высоты может заключаться даже в еще большем сжатии штабеля на стадии сжатия и в еще более тугом его заворачивании. Однако после определенного уровня сжатия свойства готового изделия ухудшаются.
Была проведена проверка альтернативных способов, например, процесса вакуумирования, при котором сначала вокруг штабеля пластин из минеральной ваты оборачивают фольгу и герметически запечатывают, после чего эту упаковку подвергают вакуумированию. Однако колебания плотности изделий из минеральной ваты неизбежно проявляются в виде заметных колебаний формы контура поверхности вакуумированого изделия из минеральной ваты. Поэтому вакуумированная упаковка имеет внешне очень неравномерную поверхность, выраженную в рельефности поверхности самой верхней пластины в упаковке, и это может вызывать у конечных потребителей сомнения в свойствах продукции.
В настоящее время установлено, что уменьшение размеров может быть достигнуто согласно изобретению путем воздействия на изделие из минеральной ваты механическим сжатием и вакуумирования изделия из минеральной ваты, запечатанного в воздухонепроницаемую фольгу. Посредством процесса вакуумирования снижают давление воздуха в пористом изделии из минеральной ваты, предпочтительно до уровня, при котором разница между этим давлением и атмосферным давлением по существу уравновешивает внешнее давление, которое необходимо приложить механическим способом для обеспечения требуемого уменьшения размера. Изделие из минеральной ваты надлежит предпочтительно запечатать в фольгу совершенно герметически для достижения наилучшего результата.
Упаковка, сформированная согласно изобретению, обладает очень ровной поверхностью, получаемой путем гомогенизации механическим сжатием изделия из минеральной ваты, посредством чего на поверхности готового изделия не появляются поверхностные неровности, которые в противном случае являются результатом только одного процесса вакуумирования, описанного выше.
Согласно предпочтительному варианту выполнения уменьшение размера по существу поддерживают путем вакуумирования изделия из минеральной ваты, запечатанного в фольгу, до состояния, при котором разница между атмосферным давлением и внутренним давлением в упаковке, содержащей изделие из минеральной ваты, запечатанное в фольгу, соответствует по существу давлению, приложенному с помощью средств механического сжатия.
Согласно дополнительным вариантам выполнения изобретения фольгу можно оборачивать вокруг изделия из минеральной ваты до, во время или после механического сжатия. Процесс вакуумирования можно производить путем присоединения средств для вакуумирования к отверстию, выполненному в фольге, после того, как фольгу обернули вокруг изделия из минеральной ваты и герметически запечатали. За давлением можно вести наблюдение, и процесс вакуумирования прекращать при достижении в упаковке желаемого уровня давления ниже атмосферного.
Согласно еще одному варианту выполнения изобретения фольгу можно оборачивать плотно и туго вокруг минеральной ваты, а затем запечатывать фольгу без активного приложения вакуума. После освобождения от механического сжатия, упаковка слегка расширяется, и вакуум генерируют внутри упаковки, обеспечивая условия, при которых никакого дальнейшего расширения упаковки не произойдет. Процесс вакуумирования можно производить путем использования воздушного всасывающего насоса.
Кроме того, благодаря использованию изделия из минеральной ваты, имеющего по существу параллельные противоположные поверхности, и средств механического сжатия, посредством которых к этим поверхностям прикладывают равномерное давление, например с помощью средств сжатия, содержащих пресс с плоскими поверхностями, достигают повышенной степени гомогенизации изделия из минеральной ваты.
Предпочтительно, чтобы механическое сжатие особенно каменной ваты составляло менее 70%, предпочтительно - менее 60% первоначального размера изделия из минеральной ваты. Таким образом, сжатие производят в пределах, которые обычно считаются пределами упругости особенно изделий из каменной ваты. Механическое сжатие изделий из стекловаты можно выбирать так, чтобы оно составляло менее 95%, предпочтительно - менее 85%.
При практическом применении изобретения можно использовать устройство, определенное в п.12 формулы изобретения, содержащее средства для механического сжатия и средства для оборачивания фольгой, расположенные выше по потоку или ниже по потоку от средства для механического сжатия и средств для вакуумирования. Предпочтительно, чтобы средства для вакуумирования были отделены от средства для сжатия и чтобы временное поддержание уменьшенного размера изделия из минеральной ваты во время его транспортирования к средствам для вакуумирования осуществляли, например, с помощью противоположных поверхностей, расстояние между которыми составляет пространство, в котором изделие транспортируют к средствам для вакуумирования. Средства для вакуумирования могут содержать любое обычное оборудование, например воздушные насосы и устройства для герметичной упаковки, требуемые для вакуумирования изделия из минеральной ваты, например через отверстие, формируемое для этой цели в фольге, обернутой вокруг изделия из минеральной ваты.
Изобретение ниже описано более подробно со ссылками на чертежи, на которых изображено:
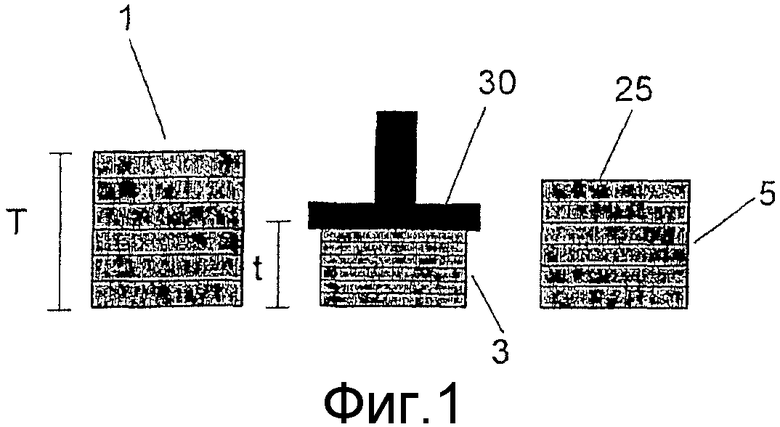
на Фиг.1 - изменения размера штабеля пластин из минеральной ваты при сжатии и в процессе оборачивания фольгой;
на Фиг.2a-2e - способ упаковки и устройство согласно первому варианту выполнения изобретения;
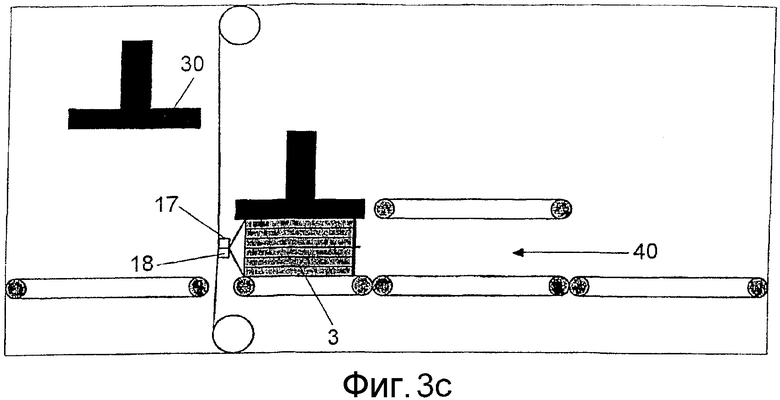
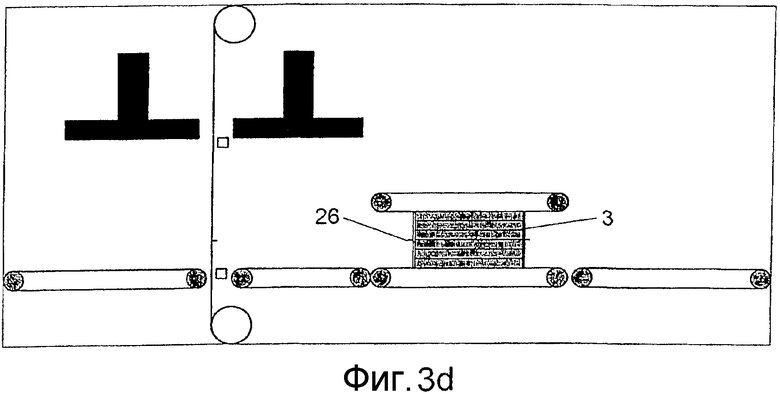
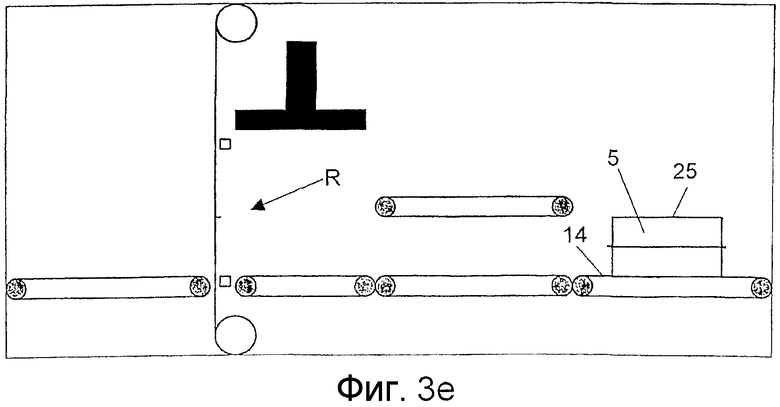
на Фиг.3a-3e - способ упаковки и устройство согласно второму варианту выполнения изобретения;
на Фиг.4 - способ упаковки и устройство согласно третьему варианту выполнения изобретения.
На Фиг.1 изображен штабель 1 высотой T из шести пластин из минеральной ваты, или настилов/пластин, имеющих параллельные поверхности, например пластин, изготовленных из отдельных стекловолокон или из каменных волокон, скрепленных связующим веществом, который подлежит сжатию в пределах упругости материала для получения штабеля 3 уменьшенной высоты t. Обычно сжатие производят путем использования средств для сжатия в виде подвижного пресса 30, посредством которого обеспечивают равномерное вертикальное давление на верхнюю поверхность штабеля, а фольгу 25 затем оборачивают вокруг сжатого штабеля 3.
Благодаря естественной тенденции упругих пластин из минеральной ваты к восстановлению первоначального размера штабель 3 вновь расширяется после изъятия его из пресса 30 и принимает высоту штабеля 5, изображенного схематически на Фиг.1, причем это расширение определено растяжимостью фольги 25 и изменением геометрических форм упаковки, так как она принимает более скругленную форму. Кроме того, если фольга не была при обертывании натянута достаточно туго вокруг минеральной ваты, то наличие избыточного свободного количества фольги может также приводить к некоторому расширению. Например, при сжатии штабеля 1 высотой 600 мм, состоящего из шести пластин, каждая высотой 100 мм (100 мм x 600 мм x 920 мм) до высоты t=300 мм, т.е. до высоты, составляющей 50% первоначальной высоты T, освобождение пресса 30 приводит к расширению обернутого штабеля до высоты, обычно составляющей около 492 мм, т.е. достигается уменьшение размера приблизительно на 18-22% и соответствующее растяжение фольги.
Расширение штабеля является недостатком по нескольким причинам, одна из которых заключается в том, что манипулирование штабелем 5 более затруднительное по сравнению со штабелем 3 меньшей высоты t. Во-вторых, транспортировка к конечным потребителям минеральных пластин получается более дорогостоящей, так как меньшее количество пластин из минеральной ваты можно перевозить в грузовом автомобиле в сравнении со штабелями, которые не расширяются.
Для получения готового штабеля 5 желаемого уменьшенного размера, например уменьшенного по высоте на 50% в сравнении с первоначальной высотой, можно либо использовать фольгу с другими свойствами, менее растяжимую, либо выбрать решение, при котором осуществляют еще большее сжатие штабеля 1 посредством пресса 30, для получения штабеля 3 меньшей высоты, который затем заворачивают в фольгу. Однако использование фольги установленной природы может привести к более высокой стоимости изделий, а большее сжатие пластин из минеральной ваты с помощью пресса 30 может привести к значительному ухудшению свойств пластин, в частности механических свойств. Таким образом, конечное расширение штабеля было до настоящего времени принято как компромисс между стоимостью и свойствами изделия.
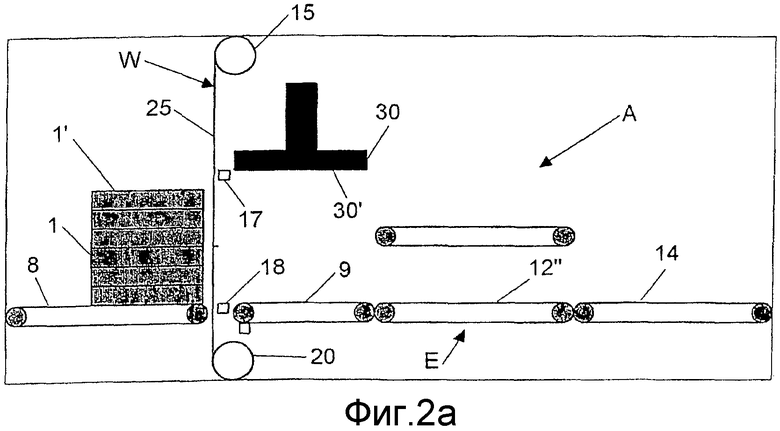
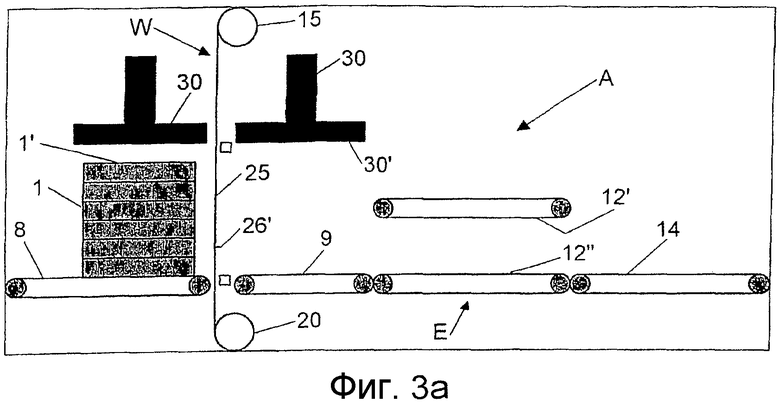
На Фиг.2a-2e изображен вариант выполнения устройства А, пригодного для практического осуществления способа согласно изобретению. Устройство содержит множество конвейерных лент 8, 9, 12", 14, образующих тракт, вдоль которого транспортируют штабель 1 пластин из минеральной ваты для обеспечения уменьшения размера. На Фиг.2a изображен несжатый штабель 1 пластин из минеральной ваты, имеющих размеры, например упомянутые при описании Фиг.1, и уложенных на конвейерной ленте 8.
Вслед за штабелем 1 расположено упаковочное устройство W, содержащее рулон 15 подаваемого полотна фольги 25 и приемные средств 20 для приема конца полотна. Фольгу 25 проводят так, что она пересекает тракт перемещения штабеля 1, и она может иметь ширину, в направлении, перпендикулярном плоскости чертежа, превышающую сумму двух длин и двух ширин штабеля 1. Когда штабель 1 перемещают вправо на Фиг.2a по направлению к фольге 25, фольгу 25 сматывают с подающего рулона 15, оборачивают вокруг штабеля 1 и запечатывают штабель 1 в фольгу с помощью направляющих средств (не изображены). В альтернативном варианте выполнения может быть предусмотрено дополнительное упаковочное устройство, посредством которого оборачивают вертикальные стороны штабеля 1, которые укрывают отдельной фольгой, и в этом случае упаковочное устройство W, изображенное на Фиг.2a, используют только для действий с полотном фольги, имеющим ширину, в направлении, перпендикулярном плоскости чертежа, соответствующую по существу размеру штабеля 1 в направлении, перпендикулярном плоскости чертежа.
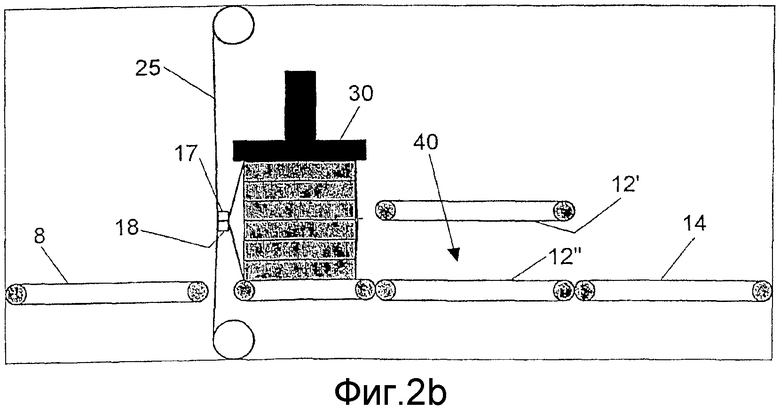
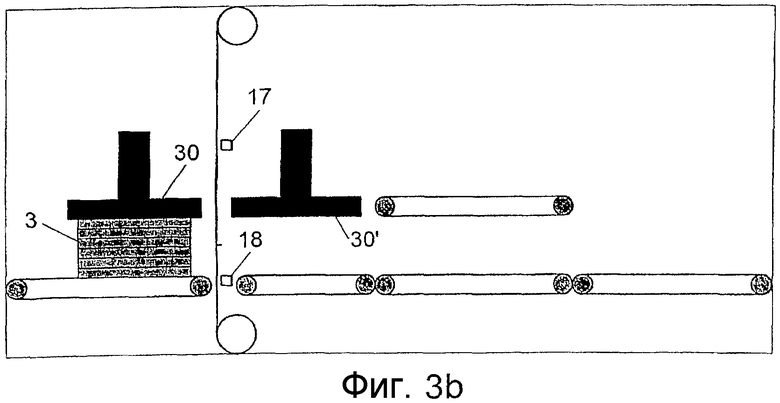
На Фиг.2a изображено также два подвижных бруса 17, 18 для выполнения герметичной упаковки, которые можно перемещать в положения, изображенные на Фиг.2b и приспособленные к отрезанию фольги 25 от подающего рулона 15 и для герметичного соединения свободных краев отрезанной длины фольги 25 для герметичной упаковки штабеля 1. С помощью средств 17, 18 для герметичной упаковки также обеспечивают целостность полотна, проведенного между подающим рулоном 15 и приемными средствами 20 посредством дополнительно формируемого шва 26', изображенного на Фиг.2d. Могут быть предусмотрены дополнительные средства для герметичной упаковки, если это требуется, чтобы герметически упаковывать штабель 1 в фольгу 25 согласно изобретению.
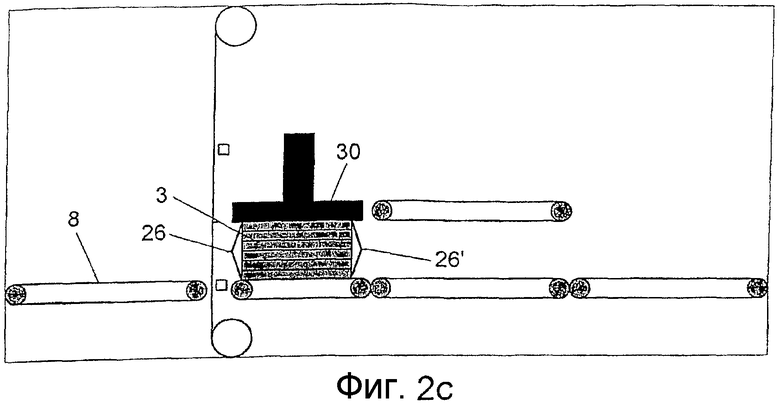
На Фиг.2b изображены средства 30 для сжатия в виде пресса, подвижного в вертикальном направлении, содержащего плоскую поверхность 30', расположенную параллельно верхней поверхности 1' обернутого штабеля 1; а на Фиг.2c изображен пресс 30 в вертикально смещенном положении, в котором прессом 30 сжали штабель 1 до сжатого состояния штабеля 3, имеющего уменьшенную высоту, составляющую 50% первоначальной высоты. На Фиг.2c изображены швы 26 и 26', сформированные с помощью средств 17, 18 для герметичной упаковки, причем фольга 25 несколько провисает в этот момент времени вокруг штабеля 3. Следует понимать, что для сжатия штабеля 1 здесь пресс перемещают в вертикальном направлении, и это - примерное направление, как сказано в формуле изобретения.
Поверхность 30' пресса 30 и верхняя поверхность противоположного конвейера 9 предпочтительно не должны быть податливыми, чтобы верхняя и нижняя поверхности штабеля 3 были по существу плоскими и ровными после этого сжатия. Во время этого сжатия внутренние узлы скрепления между отдельными минеральными волокнами могут быть местами порваны, например в областях большей плотности волокна, в результате чего поверхность штабеля 3 имеет ровный регулярный внешний вид.
Для перемещения невакуумированной упаковки из пресса 30 на станцию вакуумирования E упаковку толкают или каким-либо другим способом транспортируют механическими средствами, проводя скольжением верхнюю поверхность упаковки вдоль поверхности 30' пресса; для этого можно использовать поршневое устройство для горизонтального перемещения.
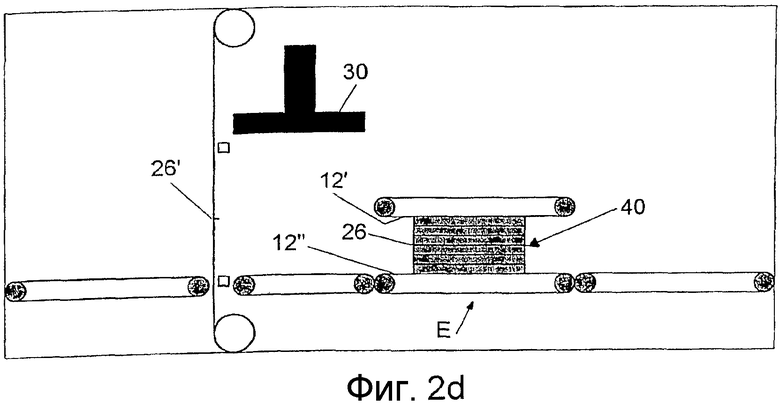
На Фиг.2d изображен штабель 3, теперь уже перемещенный посредством конвейера 9 в пространство между двумя противоположными неподвижными в вертикальном направлении конвейерами 12', 12" с плоскими лентами, представляющими часть станции вакуумирования E, причем это пространство имеет ширину, соответствующую высоте сжатого штабеля 3 с фольгой 25. В этом месте могут быть предусмотрены дополнительные герметизирующие средства (не изображены) для осуществления полного герметичного запечатывания, например посредством сварки, штабеля 1 в фольге 25, если такое полное герметичное запечатывание еще не было выполнено в положении штабеля 1, изображенном на Фиг.2b. Средство 40 для вакуумирования расположено около станции вакуумирования E и приспособлено к соединению, например посредством соответствующего трубопровода, подведенного к внутреннему пространству в фольге 25, обернутой вокруг штабеля 3 для выполнения процесса вакуумирования i) одновременно с или в сочетании с любым способом герметичного запечатывания фольги 25, производимого в данном положении штабеля, или ii), например путем формирования отверстия в фольге 25 для этой цели, если фольга 25 уже была полностью запечатана в положении, изображенном на Фиг.2b.
Следует понимать, что в положении, изображенном на Фиг.2d, штабель 3 оказывает давление на конвейеры 12', 12" с плоскими лентами станции вакуумирования E, соответствующее по существу давлению, приложенному прессом 30 во время стадии сжатия, изображенной на Фиг.2c. Для ведения наблюдения за силами, создаваемыми штабелями 3, стремящимися восстановить первоначальную высоту, и действующими на конвейерные ленты 12',12", могут быть предусмотрены датчики (не изображены).
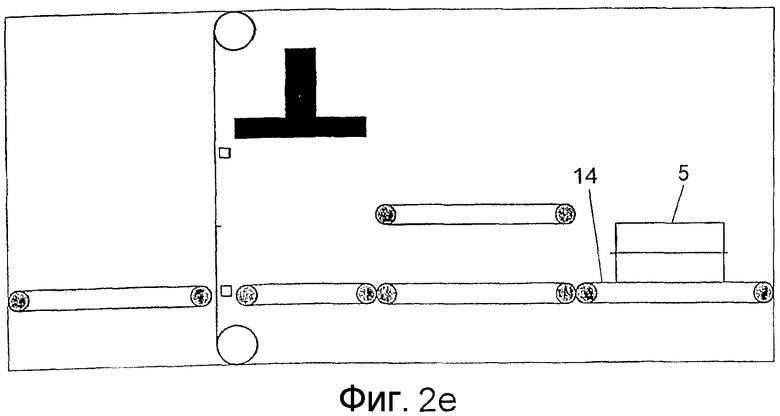
Средство 40 для вакуумирования активизируют для удаления воздуха из внутреннего пространства фольги 25, причем за давлением в пространстве внутри фольги 25 можно (необязательно) вести наблюдение. Когда давление, создаваемое штабелем 3 на конвейер 12', достигает желаемого значения, предпочтительно - нулевого значения, соответствующего определенному давлению в пространстве внутри фольги 25, обернутой вокруг штабеля 3, средства 40 для вакуумирования отключают, а фольгу 25 герметично запечатывают в том месте, где был присоединен трубопровод средств вакуумирования. Готовый штабель 5 затем перемещают на конвейер 14 и направляют в область хранения готовой продукции.
Следует заметить, что, если сварку производят в сочетании или одновременно с процессом вакуумирования, то сварочные средства могут быть расположены на станции вакуумирования E для сварки фольги вдоль одной стороны штабеля 1, герметично запечатанного в фольгу 25, за один раз, или вдоль обеих сторон одновременно. Могут быть расположены средства для собирания фольги 25 с соответствующей стороны; с помощью таких средств можно также растягивать фольгу для подготовки к герметичной упаковке и процессу вакуумирования с этой стороны.
На Фиг.3a-3e изображено альтернативное устройство, подобное изображенному на Фиг.2a-2e, но здесь средства 30 для сжатия расположены выше по потоку от упаковочного устройства W, так что фольгу 25 оборачивают вокруг сжатого изделия из минеральной ваты. Преимущество такого решения заключается в том, что здесь исключают провисание фольги, упомянутое выше со ссылкой на Фиг.2c. Как пояснено выше со ссылкой на Фиг.2d, дополнительные средства для герметичной упаковки (не изображены) могут быть предусмотрены на станции вакуумирования E, изображенные на Фиг.3a-3e, для полного герметичного запечатывания, например путем сварки, штабеля 1 в фольге 25, если такое полное герметичное запечатывание не было выполнено уже в положении штабеля 1, изображенном на Фиг.3b. Средство 40 для вакуумирования расположено около станции вакуумирования E, и приспособлено к соединению, например, с помощью соответствующего трубопровода, подведенного к внутреннему пространству внутри фольги 25, обернутой вокруг штабеля 3, для выполнения процесса вакуумирования штабеля 1 в положении, показанном на Фиг.3d: i) одновременно с или в сочетании с любым способом герметичного запечатывания фольги 25, производимого в данном положении , или ii) например, путем формирования отверстия в фольге 25 для этой цели, если фольга 25 уже была полностью запечатана в положении, изображенном на Фиг.3b.
Следует заметить, что если сварку производят в сочетании или одновременно с процессом вакуумирования, то сварочные средства могут быть расположены на станции вакуумирования E для сварки фольги вдоль одной стороны штабеля 1, герметично запечатанного в фольгу 25, за один раз, или вдоль обеих сторон одновременно. Могут быть предусмотрены средства для собирания фольги 25 с соответствующей стороны; с помощью таких средств можно также растягивать фольгу для подготовки к герметичной упаковке и процессу вакуумирования с этой стороны.
Хотя описанные выше и изображенные на Фиг.2a-2e и 3a-3e средства представлены как содержащие пресс с плоской поверхностью, расположенной над лентой конвейера, средства 30 для сжатия могут быть в альтернативном варианте выполнения выполнены в виде двух конвейерных лент, например конвейерных лент 12', 12", расположенных на расстоянии друг от друга, где один конвейер можно перемещать, приближая к/или удаляя от другого конвейера для выполнения требуемого сжатия.
На Фиг.4 изображено альтернативное устройство, в котором упаковочные средства W используют для оборачивания фольгой 25 вокруг изделия 1 из минеральной ваты во время механического сжатия. Средства 30 для механического сжатия, изображенные на Фиг.4, содержат первый и второй противоположные конвейеры 9', 9" для транспортирования штабелей изделий из минеральной ваты вдоль заданного тракта, и конвейерами 9', 9" определен проход уменьшаемой ширины, посредством чего обеспечивают уменьшение размера изделия из минеральной ваты по мере его продвижения вперед. Упаковочные средства W содержат питающий рулон 15 фольги 25 и приемные средства для приема конца полотна фольги 25, причем полотно фольги 25 проводят между питающим рулоном 15 и приемными средствами так, что он пересекает тракт перемещения изделия из минеральной ваты к средствам для приема изделия из минеральной ваты.
Опять-таки, предусмотрены средства 17, 18 для герметичного запечатывания фольги 25, обернутой вокруг сжимаемого изделия из минеральной ваты, после оборачивания и средства 40 для вакуумирования около станции вакуумирования E, которые используют для вакуумирования изделия из минеральной ваты, запечатанного в фольгу 25. Станция вакуумирования E может содержать средство для перфорирования, посредством которого выполняют отверстие в фольге 25 для присоединения штабеля 1, обернутого фольгой 25, к средству 40 для вакуумирования. После достижения желаемого давления в пространстве фольги средство 40 для вакуумирования отсоединяют и клейким пластырем герметично запечатывают отверстие. На Фиг.4 станция вакуумирования E изображена в положении после средств 17, 18 для герметичного запечатывания. Может быть желательной установка двух противоположных конвейеров, подобных конвейерам 12', 12", изображенным на Фиг.4, между средствами 17, 18 для герметичного запечатывания и станцией вакуумирования E, т.е. расположение станции вакуумирования E еще ниже по потоку в сравнении с расположением, изображенным на Фиг.4.
В альтернативном варианте выполнения процесс вакуумирования можно осуществлять одновременно с/или в сочетании со сваркой сторон фольги 25 с помощью средств 17, 18 для герметичного запечатывания штабеля 1.
Пример
Штабель высотой 600 мм, содержавший шесть пластин высотой 100 мм из каменной ваты, имевший верхнюю поверхность размером 600 x 920 мм (площадь поверхности = 0,552 м2), и плотностью 30 32 кг/м3 сжимали путем использования силы в 500 кг, равномерно приложенной к верхней поверхности штабеля для уменьшения высоты на 50%, т.е. до высоты 300 мм. Давление, приложенное к поверхности штабеля, составляло P = 500/0,552 = 906 кг/м2 = 89 мбар. Затем к этой упаковке присоединяли средства для вакуумирования, и давление, требуемое в упаковке для уравновешивания данного давления P и, следовательно, для поддержания уменьшенного на 50% размера, было установлено на отметке 89 мбар ниже атмосферного давления; обеспечено герметичное запечатывание штабеля воздухонепроницаемой фольгой. Упаковка, полученная в результате осуществления такого процесса, обладала гладкой поверхностью, и сохранялся уменьшенный на 50% размер.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЮК И СПОСОБ УПАКОВКИ ВОЛОКОН | 2004 |
|
RU2333142C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНО ЗАПЕЧАТАННЫХ УПАКОВОК ПИЩЕВОГО ПРОДУКТА ИЗ МНОГОСЛОЙНОГО ПОЛОТНА УПАКОВОЧНОГО МАТЕРИАЛА | 2009 |
|
RU2542315C2 |
| ТЕРМОСТОЙКАЯ СТЕРИЛИЗУЕМАЯ В АВТОКЛАВЕ УПАКОВКА, ГОТОВАЯ К ВТОРИЧНОЙ ПЕРЕРАБОТКЕ | 2020 |
|
RU2811922C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ, ПОЛОТНО УПАКОВОЧНОГО МАТЕРИАЛА, УПАКОВКА И ЗАПОЛНЯЮЩАЯ МАШИНА | 2014 |
|
RU2653072C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ПОСРЕДСТВОМ УКАЗАННОГО СПОСОБА | 2016 |
|
RU2732649C2 |
| УПАКОВКА | 2009 |
|
RU2527125C2 |
| ПРИМЕНЕНИЕ НЕПРОНИЦАЕМОГО ПЛЕНОЧНОГО МАТЕРИАЛА ДЛЯ УПАКОВКИ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ, СОДЕРЖАЩИХ ЧУВСТВИТЕЛЬНЫЕ К ВЛАГЕ ДОБАВКИ | 2000 |
|
RU2258649C2 |
| КОНТРРЕЛЬС И КОНТРЭЛЕМЕНТ В ЗАПЕЧАТЫВАЮЩЕМ УСТРОЙСТВЕ | 2000 |
|
RU2243136C2 |
| УПАКОВКА МИНЕРАЛОВАТНОГО ПРОДУКТА | 2008 |
|
RU2469935C2 |
| СПОСОБ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2523852C1 |
Группа изобретений относится к способу обеспечения и сохранения уменьшенного размера изделия из минеральной ваты путем изготовления упаковки и устройству для упаковки изделия из минеральной ваты, посредством которого обеспечивают и сохраняют уменьшенный размер изделия. Способ содержит изделие (1) из минеральной ваты, имеющее по существу параллельные противоположные поверхности (1') и которое находится в герметически запечатанном по существу воздухонепроницаемом состоянии в фольге (25). Осуществляют уменьшение размера упомянутого изделия (1) путем его механического сжатия в первом направлении посредством использования средств (30) для механического сжатия, прикладывая равномерное или по существу равномерное давление к противоположным поверхностям (1'). Перемещают изделие уменьшенного размера от средства (30) для механического сжатия к средству (40) для вакуумирования. Выполняют вакуумирование изделия (1) уменьшенного размера, запечатанного в фольгу (25), до тех пор, когда давление внутри упаковки (5), содержащей изделие (1), запечатанное в фольгу (25), будет уравновешено давлением на поверхностях (1'), требуемых для получения упомянутого уменьшения размера. Вакуумирование изделия (1) выбирают таким, чтобы поддерживать или по существу поддерживать упомянутый уменьшенный размер. Вакуумирование производят поддерживая упомянутый уменьшенный размер и прекращают механическое сжатие, выполняемое посредством упомянутых средств (30) для сжатия, при осуществлении вакуумирования. Технический результат направлен на облегчение транспортировки. 2 н. и 13 з.п. ф-лы, 4 ил.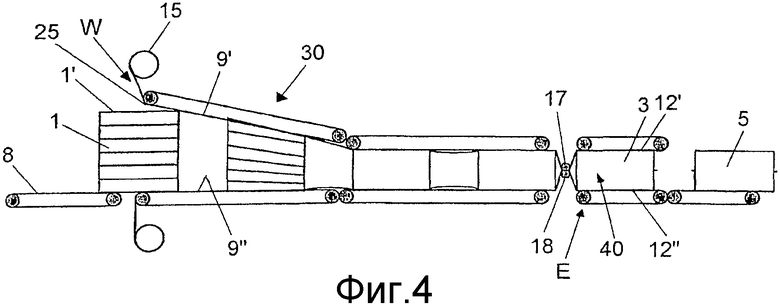
1. Способ изготовления упаковки (5), содержащей изделие (1) из минеральной ваты, имеющее по существу параллельные противоположные поверхности (1') и которое находится в герметически запечатанном по существу воздухонепроницаемом состоянии в фольге (25), отличающийся тем, что
осуществляют уменьшение размера упомянутого изделия (1) из минеральной ваты путем его механического сжатия в первом направлении посредством использования средств (30) для механического сжатия, прикладывая равномерное или по существу равномерное давление к противоположным поверхностям (1');
перемещают изделие из минеральной ваты уменьшенного размера от средства (30) для механического сжатия к средству (40) для вакуумирования, и
выполняют вакуумирование изделия (1) из минеральной ваты уменьшенного размера, запечатанного в фольгу (25) до тех пор, когда давление внутри упаковки (5), содержащей изделие (1) из минеральной ваты, запечатанное в фольгу (25) будет уравновешено давлением на поверхностях (1'), требуемых для получения упомянутого уменьшения размера (T-t), при этом вакуумирование изделия (1) из минеральной ваты уменьшенного размера, герметически запечатанного в фольгу (25), выбирают таким, чтобы поддерживать или по существу поддерживать упомянутый уменьшенный размер (T-t), причем
вакуумирование производят, по существу поддерживая упомянутый уменьшенный размер и прекращают механическое сжатие, выполняемое посредством упомянутых средств (30) для сжатия, при осуществлении вакуумирования.
2. Способ по п.1, отличающийся тем, что изделие (1) из минеральной ваты герметически запечатывают в фольгу (25) после механического сжатия, причем изделие (1) из минеральной ваты уменьшенного размера, герметически запечатанное в фольгу (25), затем подвергают вакуумированию.
3. Способ по п.1, отличающийся тем, что изделие (1) из минеральной ваты герметически запечатывают в фольгу (25) до механического сжатия, причем изделие (1) из минеральной ваты уменьшенного размера, герметически запечатанное в фольгу (25), затем подвергают вакуумированию.
4. Способ по п.1, отличающийся тем, что изделие (1) из минеральной ваты герметически запечатывают в фольгу (25) во время механического сжатия, причем изделие (1) из минеральной ваты уменьшенного размера, герметически запечатанное в фольгу (25), затем подвергают вакуумированию.
5. Способ по любому из пп.1-4, отличающийся тем, что средство (30) для механического сжатия содержит пресс с плоской поверхностью (30'), который прикладывают ровно, по меньшей мере, к одной из упомянутых противоположных поверхностей (1') изделия (1) из минеральной ваты и который перемещают для обеспечения упомянутого уменьшения размера (T-t).
6. Способ по п.1, отличающийся тем, что упомянутое уменьшение размера (T-t) составляет самое большее 70%, предпочтительно не более 60%.
7. Устройство (А) для изготовления упаковки (5), содержащее изделие (1) из минеральной ваты, в герметически запечатанном по существу воздухонепроницаемом состоянии в фольге (25), содержащее:
средство (30) для механического сжатия, выполненное с возможностью приема изделия (1) из минеральной ваты и его сжатия в первом направлении для уменьшения его размера;
упаковочные средства (W) для герметичного запечатывания изделия (1) из минеральной ваты в полотно, по существу, воздухонепроницаемой фольги (25);
средство (40) для вакуумирования, расположенное ниже по потоку от средства (30) для сжатия, для вакуумирования изделия (1) из минеральной ваты, сжатого с помощью средств (30) для сжатия и герметически запечатанного в фольгу (25).
8. Устройство по п.7, в котором средство (W) для оборачивания выполнено с возможностью оборачивания фольги (25) вокруг изделия (1) из минеральной ваты до введения в действие средства (30) для сжатия для осуществления уменьшения размера; причем упаковочные средства (W) содержат средства (17, 18) для герметичного запечатывания, которые вводят в действие для герметичного запечатывания фольги (25) после оборачивания; а средство (40) для вакуумирования выполнено с возможностью вакуумирования изделия (1) из минеральной ваты, герметически запечатанного в упомянутую герметически запечатанную фольгу(25).
9. Устройство по п.8, содержащее конвейерные средства (8, 9, 12", 14) для транспортирования изделия (1) из минеральной ваты вдоль тракта, в котором упаковочные средства (W), содержащие средства (15) для подачи полотна и приемные средства (20) для приема конца полотна, причем полотно пропускают между средствами (25) для подачи и приемными средствами (20) с пересечением тракта для приема изделия (1) из минеральной ваты в области приема (R); причем средство (30) для сжатия расположено ниже по потоку от области приема (R).
10. Устройство по п.7, в котором упаковочные средства (W) используют для оборачивания полотна вокруг изделия (1) из минеральной ваты после введения в действие средства (30) для механического сжатия для осуществления уменьшения размера, причем упаковочные средства (W) содержат средства (17, 18) для герметичного запечатывания, вводимые в действие для герметичного запечатывания фольги (25) после выполнения оборачивания, а средство (40) для вакуумирования выполнено с возможностью вакуумирования изделия (1) из минеральной ваты, герметически запечатываемого в фольгу (25) для герметического запечатывания.
11. Устройство по п.10, содержащее конвейерные средства для транспортирования изделия (1) из минеральной ваты вдоль тракта, в котором упаковочные средства (W), содержащие средства (15) для подачи полотна и приемные средства (20) для приема конца полотна, причем полотно пропускают между средствами (15) для подачи и приемными средствами (20) с пересечением тракта для приема изделия (1) из минеральной ваты в области приема (R); при этом средство (30) для сжатия расположено выше по потоку от упомянутой области приема (R).
12. Устройство по любому из пп.7-11, содержащее станцию вакуумирования, включающую средства (40) для вакуумирования и имеющую противоположные поверхности для поддерживания уменьшеного размера во время транспортирования к средствам (40) для вакуумирования изделия из минеральной ваты, сжатого с помощью средств для сжатия и герметически запечатанного в фольгу, причем противоположные поверхности поддерживают уменьшенный размер во время вакуумирования с помощью средств для вакуумирования.
13. Устройство по любому из пп.7-11, в котором средства для сжатия содержат пресс (30) с перемещаемой плоской поверхностью (30').
14. Устройство по п.7, в котором упаковочные средства (W) выполнены с возможностью оборачивания полотна вокруг изделия (1) из минеральной ваты во время введения в действие средства (30) для механического сжатия для осуществления уменьшения размера, причем упаковочные средства (W) содержат средства (17, 18) для герметичного запечатывания, вводимые в действие для герметичного запечатывания фольги (25) после выполнения оборачивания, а средство (40) для вакуумирования выполнено с возможностью вакуумирования изделия (1) из минеральной ваты, герметически запечатываемого в фольгу (25) для герметического запечатывания.
15. Устройство по п.14, в котором средство (30) для механического сжатия содержит первое и второе противоположные конвейерные средства (9', 9") для транспортирования изделия (1) из минеральной ваты вдоль тракта, между которыми образован проход уменьшаемой ширины для достижения уменьшения размера, причем упаковочные средства (W) содержащие средства (15) для подачи полотна и приемные средства (20) для приема конца полотна, причем полотно пропускают между средствами (15) для подачи и приемными средствами (20) с пересечением тракта для приема изделия (1) из минеральной ваты в области приема; при этом средство (30) для сжатия расположено ниже по потоку от области приема.
| US 3848398 А, 19.11.1974 | |||
| РАСПРЕДЕЛИТЕЛЬНО-СБОРОЧНЫЙ ТРАНСПОРТЕР | 0 |
|
SU210021A1 |
| JP 59001314 A, 06.01.1984 | |||
| Установка для обандероливания стопы упругосжимаемых изделий | 1989 |
|
SU1685805A1 |
| DE 4026807 A1, 05.03.1992 | |||
| Способ раздельной уборки сельскохозяйственных культур | 1978 |
|
SU733551A1 |
| DE 10029503 A1, 03.01.2003. | |||

