Изобретение относится к области железнодорожного машиностроения, а именно к средствам соединения между тележкой и рамой железнодорожного вагона, которые предназначены для гашения колебаний тележек.
Клинья фрикционные, являясь составной частью фрикционных гасителей колебаний, участвуют в обеспечении необходимой силы трения в рессорном подвешивании тележки грузового железнодорожного вагона, играя тем самым важную роль в обеспечении безопасности, как самих грузовых железнодорожных вагонов, так и перевозимых в них грузов.
Наряду с задачами по усовершенствованию конструкций фрикционного клина, к которым в первую очередь относятся обеспечение высоких показателей прочности, износостойкости, долговечности, снижение материалоемкости, оправданной с точки зрения обеспечения требуемых прочностных характеристик, все большее значение в современных отраслевой и экономической ситуациях предъявляется к защите клиньев фрикционных от подделок и копирования, поскольку использование поддельных клиньев фрикционных, качество которых не соответствует требуемым нормам, приводит к нарушению работы фрикционных гасителей колебаний, к усилению колебаний тележки с грузовым вагоном и, как следствие, к созданию аварийных ситуаций вплоть до опрокидывания грузового вагона и разрушения железнодорожного пути.
Для обозначения санкционировано изготавливаемых клиньев фрикционных в настоящее время наиболее часто используется маркировка в виде буквенно-цифровой информации, которую наносят на их внешнюю поверхность, не подверженную износу в процессе эксплуатации. Как правило, такая маркировка выполняется нанесением буквенно-цифровой информации ударным способом после проверки ОТК и внесения этого номера в базу данных, однако наличие такой маркировки не гарантирует защиту от использования контрафактных клиньев, поскольку номера могут быть подделаны, скопированы, а, кроме того, наличие на поверхности клина такой маркировки, которая легко может быть подделана, не обеспечивает их идентификацию на всех этапах эксплуатации, что бывает необходимо для выявления случаев, связанных со злоумышленной заменой клиньев изношенными, контрафактными, ранее забракованными и т.д., что может привести к нарушению безопасности железнодорожных перевозок и вводит в заблуждение потребителей вплоть до конфликта с изготовителем. При этом в случае предъявления претензий к действительным официальным изготовителям клиньев фрикционных сложно, а часто и невозможно доказать их подмену.
В патенте RU 2710054 C1 описан способ идентификации фрикционного клина, который может быть применен только к клину фрикционному, конструкция которого описана в данном патенте, В патенте RU 2710054 C1 описан клин фрикционный, выполненный в виде полого клинового корпуса, включающего опорную площадку с выступом, боковые стенки, заднюю стенку, верхнюю и переднюю стенки, сопряженные наклонной стенкой, имеющей рабочие поверхности, разделенные углублением, и внутреннее ребро, причем боковые стенки и внутреннее ребро выполнены со сквозными отверстиями, а на наружной поверхности опорной площадки выполнен кольцевой буртик, в опорной площадке внутри кольцевого буртика выполнено сливное отверстие, разделенное внутренним ребром, сквозное отверстие во внутреннем ребре имеет площадь, равную не менее чем 0,5 площади внутреннего ребра, а сквозные отверстия в боковых стенках имеют площади, равные не менее чем 0,5 площади сквозного отверстия во внутреннем ребре. Предложено внутри полого корпуса располагать пластмассовую пломбу в виде хомута, которая содержит маркировку и крепится в сливном отверстии опорной площадки, выполненном внутри кольцевого буртика и разделенном внутренним ребром на две части, при этом пломбу предполагается располагать вокруг внутреннего ребра. В патенте RU 2710054 С1 отмечено, что применение для идентификации фрикционного клина пломбы в виде хомута при условии использования описанной в нем конструкции клина способствует достижению технического результата, который заключается в упрощении способа идентификации фрикционного клина. Однако, как показала попытка практического использования такого способа, описанный в патенте RU 2710054 С1 процесс закрепления пластмассовой пломбы в виде хомута вокруг внутреннего ребра в сливном отверстии затруднен, также как и ее размещение при этом внутри полости клина, что связано, прежде всего, с минимальными размерами пространства, через которое необходимо протаскивать пломбу-хомут для размещения ее внутри полости корпуса, поэтому такой способ не может быть использован в массовом производстве фрикционных гасителей колебаний, что связано с большим объемом их использования в железнодорожных перевозках. Если же для облегчения закрепления пломбы-хомута на клине и выполнять хомут достаточно тонким, соответствующим пространству между краем ребра и кромкой сливного отверстия, то такой хомут в процессе эксплуатации будет разрушаться, рваться под действием большой массы и веса клина. Кроме того, нанесение необходимой идентификационной информации только на пломбе-хомуте затруднительно и неудобно ввиду недостаточности на ней свободного подходящего места. Не исключена и вероятность замены санкционированно изготовленного клина на поддельный с размещением на нем поддельной пломбы-хомута, что невозможно проконтролировать во время эксплуатации. Кроме того, технология изготовления клина фрикционного, конструкция которого описана в патенте RU 2710054 С1 и обеспечивающая размещение на нем предлагаемой пломбы-хомута, усложнена за счет наличия ребер, в том числе ребра в сливном отверстии, т.к. для такого исполнения требуется использование усложненной оснастки для литья, что в свою очередь приводит к удорожанию клина. Недостатком описанного в патенте RU 2710054 С1 клина фрикционного следует отнести и его высокую материалоемкость, которая не оправдана с точки зрения обеспечения требуемых регламентированных прочностных характеристик, о чем, прежде всего, свидетельствует наличие двух ребер, в сливном отверстии, и сплошного внутри клина.
В патенте RU 177352 U1 описана возможность маркировки клина фрикционного с помощью пломбы пластмассой, которая включает выполненные за одно целое методом литья флажок с двумя плоскими сторонами с наносимой на них маркировочной информацией, корпус с размещенными внутри него фиксирующими цанговыми элементами и запирающий элемент в виде гибкого удлиненного элемента с заостренным концом. В патенте RU 177352 U1 отмечено, что пломбирование клина фрикционного возможно или через его наружную поверхность и центральное отверстие, или за внутреннее ребро, а маркировочная информация, нанесенная на одну или обе плоские поверхности флажка, включает индивидуальный номер конкретного экземпляра пломбы, и/или буквенный и/или цифровой код, и/или указания на фирму-изготовителя. В патенте RU 177352 U1 также отмечено, что может быть использована маркировка, нанесенная на объект пломбирования при его изготовлении, полностью или частично совпадающая с нанесенной на плоские поверхности флажка. Достоинством описанной в патенте RU 177352 U1 маркировки клина фрикционного являются высокие силовые качества и повышенная прочность самой пломбы пластмассовой, исключающей ее повреждение/разрушение при размещении на клине, который по своему назначению имеет большие габариты и массу. Однако описанная в патенте RU 177352 U1 маркировка клиньев фрикционных не представляется возможной при их массовом производстве, когда индивидуальный номер присваивается не во время производства (при литье), а только уже изготовленному клину после прохождения контроля качества. Кроме того, не исключена возможность дублирования информации на несанкционированно изготовленных клиньях и пломб пластмассовых, что невозможно проконтролировать при эксплуатации в случае предъявления претензий к изготовителю, что снижает надежность использования описанной в патенте RU 177352 U1 маркировки.
Современные требования, предъявляемые к безопасности перевозок, послужили основанием для разработки надежной маркировки санкционировано изготовляемых клиньев фрикционных, т.е. маркировки, обеспечивающей доведение основных сведений о санкционировано изготовляемых клиньях фрикционных до потребителей, а также обеспечивающей возможность их однозначной и полной идентификации на каждом этапе эксплуатации.
Изобретение направлено на обеспечение надежной защиты клиньев фрикционных от подделок и копирования, которая удобна и доступна в массовом производстве, а также на обеспечение возможности их полной идентификации на каждом этапе эксплуатации.
Этот технический результат обеспечивается за счет того, что согласно способу маркировки клина фрикционного, который изготавливают в виде полого корпуса с верхней нерабочей горизонтальной стенкой, сопряженной с двумя противоположными нерабочими боковыми стенками, каждую из которых выполняют с одинаковыми, расположенными друг напротив друга сквозными отверстиями, с рабочей наклонной стенкой, с рабочей задней вертикальной стенкой, которые сопряжены с опорной площадкой с кольцевым буртиком, в котором имеется сквозное отверстие, причем рабочую стенку сопрягают с опорной площадкой через нерабочую переднюю вертикальную стенку, а маркировку выполняют в виде буквенно-цифровой информации, которую наносят на одну из внешних поверхностей клина, верхнюю нерабочую горизонтальную стенку изготавливают со сквозным отверстием, один край которого расположен в плоскости внутренней поверхности рабочей задней вертикальной стенки, в маркировку в виде буквенно-цифровую информацию включают обозначение изготовителя, дату изготовления, индивидуальный номер клина, номер чертежа, класс клина и наносят ее механическим способом после изготовления клина литьем на внешнюю поверхность нерабочей верхней горизонтальной стенки, свободную от выполненного в ней сквозного отверстия, затем производят пломбирование пломбой пластмассовой, которую выполняют с хвостовиком, один конец которого заострен, с флажком, неразъемно скрепленным с другим концом хвостовика, с корпусом на одной из стороне флажка, внутри которого размещены запирающие хвостовик элементы, при этом пропускают заостренный конец хвостовика через сквозное отверстие в нерабочей верхней горизонтальной стенке клина фрикционного и сквозное отверстие в одной из его нерабочих боковых стенок, после чего заостренный конец хвостовика протаскивают с образованием петли сквозь корпус флажка с запирающими элементами, после чего размещают флажок и петлю хвостовика внутри полости корпуса, причем, предварительно на внешнюю поверхность флажка наносят индивидуальный номер пломбы пластмассовой, который вносят в паспорт клина фрикционного. Предпочтительно диаметр D сквозного отверстия в верхней нерабочей горизонтальной стенке выполнять 45-55 мм.
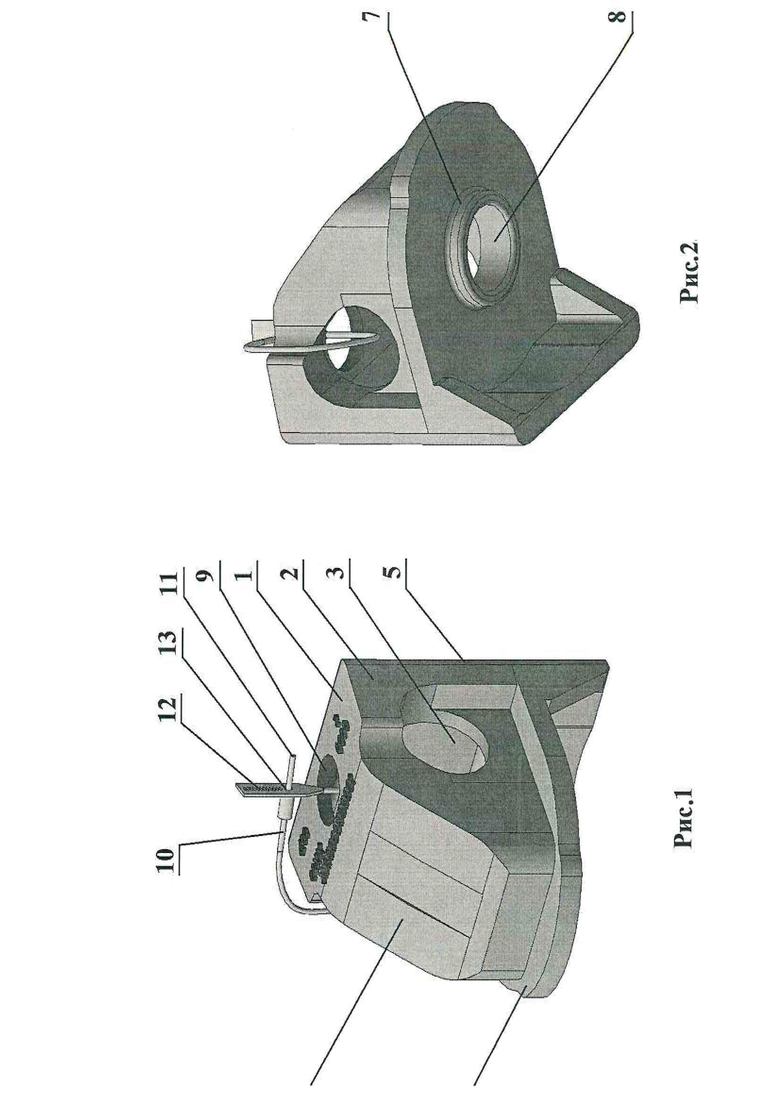
Изобретение поясняется с помощью графических материалов, где на фиг. 1 и на фиг. 2 изображен клин фрикционный с маркировками в изометрии.
На фиг. 1 изображен клин фрикционный, изготовленный в виде полого корпуса с верхней нерабочей горизонтальной стенкой 1, сопряженной с двумя противоположными нерабочими боковыми стенками 2, выполненными с одинаковыми, расположенными друг напротив друга сквозными отверстиями 3, с рабочей наклонной стенкой 4, с рабочей задней вертикальной стенкой 5, которые сопряжены с опорной площадкой 6 с кольцевым буртиком 7, в котором имеется сквозное отверстие 8. На фиг. 1 показано сквозное отверстие 9, выполненное в верхней нерабочей горизонтальной стенке 1, один край которого расположен в плоскости внутренней поверхности рабочей задней вертикальной стенки 5. Сквозное отверстие 9 в верхней нерабочей горизонтальной стенке 1 может быть выполнено диаметром D=45-55 мм. Наличие в полом корпусе сквозного отверстия 3 снижает материалоемкость и, следовательно, вес клина фрикционного, но не уменьшает при этом его прочностные характеристики, поскольку нерабочая верхняя горизонтальная стенка 1 не несет силовой нагрузки при эксплуатации фрикционного клина, что подтвердили проведенные исследования и испытания. После изготовления клина фрикционного литьем и проведения проверки его качества на внешнюю поверхность нерабочей верхней горизонтальной стенки 1, которая свободна от выполненного в ней сквозного отверстия 9, наносят механическим способом (например, ударным) буквенно-цифровую информацию, включающую обозначение изготовителя, дату изготовления, индивидуальный номер клина, номер чертежа, класс клина. Пломба пластмассовая, которая показана на фиг. 1, выполнена с хвостовиком 10, один конец 11 которого заострен, с флажком 12, неразъемно скрепленным с другим концом хвостовика 10, и с размещенным на флажке 12 корпусом 13, внутри которого размещены запирающие хвостовик 10 элементы (на фиг. 1 не показаны). Предпочтительно изготавливают пломбу пластмассовую заодно целое методом литья, что позволяет обеспечить ее высокие прочностные характеристики, не допускающие разрушение пломбы во время эксплуатации. Для осуществления маркировки клина фрикционного в соответствии с предлагаемым способом на внешнюю поверхность флажка 12 пломбы пластмассовой с помощью лазера, или любым другим доступным методом, наносят ее индивидуальный номер. Информацию об индивидуальном номере пломбы пластмассовой вносят в паспорт клина, фиксируя его тем самым относительно конкретного клина, имеющего свой индивидуальный номер, который входит в комплект отгрузочных документов и сопровождает клин фрикционный при его поставке на эксплуатацию.
Кроме того, данные из паспорта клина фрикционного о его индивидуальном номере и об индивидуальном номере пломбы пластмассовой, закрепленной на клине, фиксируются внутри предприятия-изготовителя (официального поставщика), благодаря чему имеется возможность отследить, когда, в какой период времени и какому грузополучателю был отгружен каждый конкретный клин, и при возникновении любых вопросов, связанных с претензиями о качестве клина, есть возможность отследить, откуда и когда был отгружен каждый конкретный клин и установить при этом, изготовлен ли клин официальным предприятием-изготовителем, или является несанкционированно изготовленной подделкой, или же заменен на другой клин, бывший в эксплуатации и имеющий недопустимые изъяны.
При закреплении пломбы пластмассовой на клине фрикционном пропускают заостренный конец 11 ее хвостовика 10 через сквозное отверстие 8 в нерабочей верхней горизонтальной стенке 1 и сквозное отверстие 3 в одной из нерабочих боковых стенок 2 клина фрикционного, после чего заостренный конец 11 хвостовика 10 протаскивают с образованием петли сквозь корпус 13 флажка, где происходит его запирание запирающими элементами, после чего размещают флажок 12 и образованную хвостовиком петлю внутри полости клина фрикционного.
Таким образом, способ маркировки клина фрикционного в описанной совокупности его признаков очевидным образом позволяет защитить клинья фрикционные от подделок и копирования, обеспечивает возможность их полной идентификации на каждом этапе эксплуатации, при этом все действия и средства осуществления предлагаемого способа доступны, удобны и надежны в массовом производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛОМБА ПЛАСТМАССОВАЯ | 2017 |
|
RU2715953C2 |
| СПОСОБ ИДЕНТИФИКАЦИИ ФРИКЦИОННОГО КЛИНА И ФРИКЦИОННЫЙ КЛИН ДЛЯ ОСУЩЕСТВЛЕНИЯ ТАКОГО СПОСОБА | 2019 |
|
RU2710054C1 |
| ПЛОМБА ПЛАСТМАССОВАЯ | 2005 |
|
RU2318250C2 |
| ПЛОМБА КОНТРОЛЬНАЯ | 2005 |
|
RU2318251C2 |
| МОНОБЛОЧНАЯ ПЛОМБА | 1996 |
|
RU2111329C1 |
| ПЛОМБА (ВАРИАНТЫ) | 1999 |
|
RU2152499C1 |
| ПЛАСТМАССОВАЯ ПЛОМБА | 2000 |
|
RU2183241C1 |
| ПЛОМБА | 1999 |
|
RU2163288C2 |
| ПЛАСТМАССОВАЯ ПЛОМБА-ЗАПОР | 2000 |
|
RU2181825C1 |
| КЛИН ФРИКЦИОННЫЙ | 2020 |
|
RU2732654C1 |
Изобретение относится к железнодорожному транспорту, в частности к способам маркировки фрикционных клиньев. Клин изготовлен в виде полого корпуса с верхней нерабочей стенкой, сопряженной с двумя противоположными нерабочими боковыми стенками. Каждую боковую стенку выполняют с одинаковыми отверстиями, расположенными друг напротив друга. В верхней нерабочей стенке выполняют отверстие. На внешнюю поверхность горизонтальной стенки, свободную от отверстия, механическим способом наносят маркировку. Затем производят пломбирование пластмассовой пломбой, на внешнюю поверхность флажка которой нанесен индивидуальный номер пломбы. Пломбу выполняют с заостренным хвостовиком и флажком. Внутри флажка размещены запирающие хвостовик элементы. Заостренный конец хвостовика пропускают через сквозные отверстия в верхней стенке и одной из боковых стенок. Затем заостренный конец хвостовика протаскивают с образованием петли сквозь корпус флажка с запирающими элементами. Флажок и петлю размещают внутри полости корпуса. Индивидуальный номер пломбы вносят в паспорт клина фрикционного. Повышается защита клина фрикционного от подделок и копирования. 1 з.п. ф-лы, 2 ил.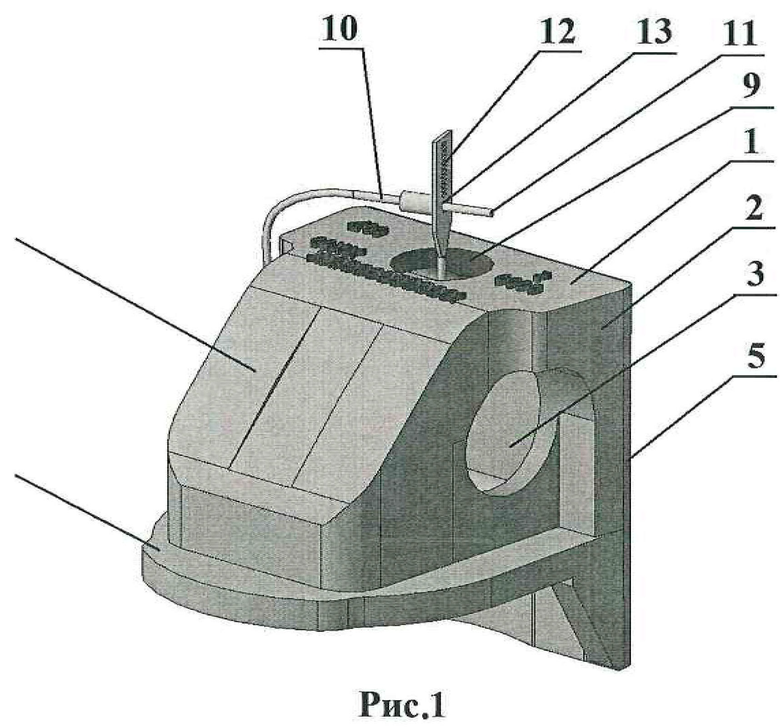
 1. Способ маркировки клина фрикционного, который изготавливают в
1. Способ маркировки клина фрикционного, который изготавливают в  виде полого корпуса с верхней нерабочей горизонтальной стенкой,
виде полого корпуса с верхней нерабочей горизонтальной стенкой,  сопряженной с двумя противоположными нерабочими боковыми стенками,
сопряженной с двумя противоположными нерабочими боковыми стенками,  каждую из которых выполняют с одинаковыми расположенными друг напротив друга сквозными отверстиями, с рабочей наклонной стенкой, с
каждую из которых выполняют с одинаковыми расположенными друг напротив друга сквозными отверстиями, с рабочей наклонной стенкой, с  рабочей задней вертикальной стенкой, которые сопряжены с опорной площадкой с кольцевым буртиком со сквозным отверстием, причем рабочую
рабочей задней вертикальной стенкой, которые сопряжены с опорной площадкой с кольцевым буртиком со сквозным отверстием, причем рабочую  наклонную стенку сопрягают с опорной площадкой через нерабочую
наклонную стенку сопрягают с опорной площадкой через нерабочую 
 переднюю вертикальную стенку, а маркировку выполняют в виде буквенно-
переднюю вертикальную стенку, а маркировку выполняют в виде буквенно- цифровой информации, которую наносят на одну из внешних поверхностей
цифровой информации, которую наносят на одну из внешних поверхностей  клина, отличающийся тем, что верхнюю нерабочую горизонтальную стенку
клина, отличающийся тем, что верхнюю нерабочую горизонтальную стенку  изготавливают со сквозным отверстием, один край которого расположен в
изготавливают со сквозным отверстием, один край которого расположен в  плоскости внутренней поверхности рабочей задней вертикальной стенки, в маркировку в виде буквенно-цифровой информации включают обозначение изготовителя, дату изготовления, индивидуальный номер клина, номер чертежа, класс клина и наносят ее механическим способом после изготовления клина литьем на внешнюю поверхность нерабочей верхней горизонтальной стенки, свободную от выполненного в ней сквозного отверстия, затем производят пломбирование пломбой пластмассовой,
плоскости внутренней поверхности рабочей задней вертикальной стенки, в маркировку в виде буквенно-цифровой информации включают обозначение изготовителя, дату изготовления, индивидуальный номер клина, номер чертежа, класс клина и наносят ее механическим способом после изготовления клина литьем на внешнюю поверхность нерабочей верхней горизонтальной стенки, свободную от выполненного в ней сквозного отверстия, затем производят пломбирование пломбой пластмассовой,  которую выполняют с хвостовиком, один конец которого заострен, с флажком, неразъемно скрепленным с другим концом хвостовика, с корпусом на одной из сторон флажка, внутри которого размещены запирающие хвостовик элементы, при этом пропускают заостренный конец хвостовика через сквозное отверстие в нерабочей верхней горизонтальной стенке клина фрикционного и сквозное отверстие в одной из его нерабочих боковых стенок, после чего заостренный конец хвостовика протаскивают с образованием петли сквозь корпус флажка с запирающими элементами, после чего размещают флажок и петлю хвостовика внутри полости корпуса, причем предварительно на внешнюю поверхность флажка наносят индивидуальный номер пломбы пластмассовой, который вносят в паспорт клина фрикционного.
которую выполняют с хвостовиком, один конец которого заострен, с флажком, неразъемно скрепленным с другим концом хвостовика, с корпусом на одной из сторон флажка, внутри которого размещены запирающие хвостовик элементы, при этом пропускают заостренный конец хвостовика через сквозное отверстие в нерабочей верхней горизонтальной стенке клина фрикционного и сквозное отверстие в одной из его нерабочих боковых стенок, после чего заостренный конец хвостовика протаскивают с образованием петли сквозь корпус флажка с запирающими элементами, после чего размещают флажок и петлю хвостовика внутри полости корпуса, причем предварительно на внешнюю поверхность флажка наносят индивидуальный номер пломбы пластмассовой, который вносят в паспорт клина фрикционного.
2. Способ маркировки клина фрикционного по п. 1, отличающийся тем, что диаметр D сквозного отверстия, выполняемого в верхней нерабочей горизонтальной стенке, составляет 45-55 мм.
| СПОСОБ ИДЕНТИФИКАЦИИ ФРИКЦИОННОГО КЛИНА И ФРИКЦИОННЫЙ КЛИН ДЛЯ ОСУЩЕСТВЛЕНИЯ ТАКОГО СПОСОБА | 2019 |
|
RU2710054C1 |
| РОТОРНЫЙ МЕТАТЕЛЬ ГРУНТА | 0 |
|
SU177352A1 |
| ВОЗДУШНЫЙ винт ИЗМЕНЯЕМОГО ШАГА | 0 |
|
SU184146A1 |
| RU 2017132541 A, 24.12.2018 | |||
| US 6425334 B1, 30.07.2002. | |||

