Изобретение относится к способам изготовления трехмерных изделий, основанных на принципе прототипирования с использованием 3D принтера, и наиболее эффективно может быть использовано в сфере промышленного дизайна при изготовлении макетов и трехмерных объектов для декоративно-прикладных и учебных целей.
Известен способ изготовления крупногабаритных трехмерных изделий, превышающих размеры рабочей области 3D принтера (Печать больших 3D-объектов: связывание и объединение деталей [Электронный ресурс]. // Веб-портал «Popular how to» - Режим доступа: https://ru.popularhowto.com/printing-big-3d-objects-bonding-and-joining-parts - (дата обращения 25.01.2020)). В соответствии с данным способом виртуальные модели объемных объектов разрезаются на секции размером с рабочую область 3D-принтера. После распечатки отдельные секции склеиваются в изделие требуемых размеров.
Недостатком данного способа является увеличение длительности изготовления макета за счет этапа склейки, а склеенный макет не обладает хорошей конструкционной прочностью и жесткостью.
Известен также способ изготовления объемных изделий, позволяющий распечатать деталь размером, превышающим область печати 3D принтера (Советы по созданию моделей для 3D печати. Соединение больших частей. [Электронный ресурс]. // Веб-сайт «Мастерская Hordaprint» - Режим доступа: - http://www.hordaprint.ru/index.php/recommendation - (дата обращения 25.01.2020). Этот способ обеспечивает сборку объемных трехмерных объектов из отдельных фрагментов, габариты которых не превышает размеры рабочей области печати 3D принтера, путем их склеивания после распечатки. Для точного совмещения склеиваемых фрагментов на их соответствующих сторонах добавляются отверстия и круглые колышки к ним.
Недостатком данного способа является то, что время изготовления макета увеличивается за счет этапа склейки, при этом склеенное изделие не недостаточно конструкционно прочно.
Из известных способов изготовления крупногабаритных объектов, превышающих размеры рабочей области 3D принтера наиболее близким по технической сущности, является способ печати больших деталей (10 лайфхаков в 3D-печати. 2. Как распечатать гипотетический бампер. [Электронный ресурс]. // Веб-портал «3Dtoday» - Режим доступа: -https://3dtoday.ru/blogs/dagov/10-lithgow-in-3d-printing/ - (дата обращения 25.01.2020)). Данный способ обеспечивает изготовление трехмерных крупногабаритных объектов, превышающих размеры рабочей области 3D принтера за счет того, что виртуальная модель объекта прототипирования разрезается на составляющие, для точности сочленения в стыкуемые виртуальные составляющие вводятся ключевые элементы типа «шип-паз». После распечатки на 3D принтере составляющие совмещаются и склеиваются.
К недостаткам указанного прототипа относятся увеличенная длительность процесса сборки макета за счет операции склейки его составляющих в единое целое, причем склейка осуществляется поэтапно, так как требуется технологическое время на высыхание предыдущей склейки для проведения последующей склейки. Кроме того, собранный данным способом крупногабаритный макет при тонкостенном исполнении составляющих обладает крайне низкими конструкционными прочностью и жесткостью. Если же составляющие элементы для достижения приемлемой конструкционной прочности выполняются толстостенными или сплошным заполнением объема элемента, то это приводит к существенному удорожанию макета из-за повышенного расхода материала 3D принтера.
Техническая проблема заключается в расширении арсенала способов изготовления трехмерных объектов за счет создания способа макетирования крупногабаритных объектов, превышающих размеры рабочей области 3D принтера, обладающего малой длительностью сборки макета, простотой сборки макета, повышенными прочностными характеристиками макета.
Техническим результатом изобретения являются простая и быстрая сборка крупногабаритного трехмерного макета при использовании секционированной распечатки его составляющих элементов на 3D принтере и улучшение прочностных характеристик макета.
Поставленная проблема решается за счет того, что создается способ макетирования крупногабаритных объектов, превышающих размеры рабочей области 3D принтера, включающий в себя рассечение виртуальной модели макетируемого объекта на составляющие сегменты в размер рабочей области 3D принтера, которые распечатывают на 3D принтере и затем собирают в крупногабаритный макет, отличающийся тем, что в виртуальную модель составляющих сегментов вводят ребра жесткости, причем по линии совмещения соответствующих составляющих сегментов сформированы фиксирующие элементы, позволяющие после распечатки составляющих сегментов на 3D принтере собрать из них макет, внутренний объем которого заполняется монтажной пеной.
Проведенный заявителем анализ техники, включая поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволяют установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения.
Сущность изобретения поясняется следующими чертежами, на которых изображено:
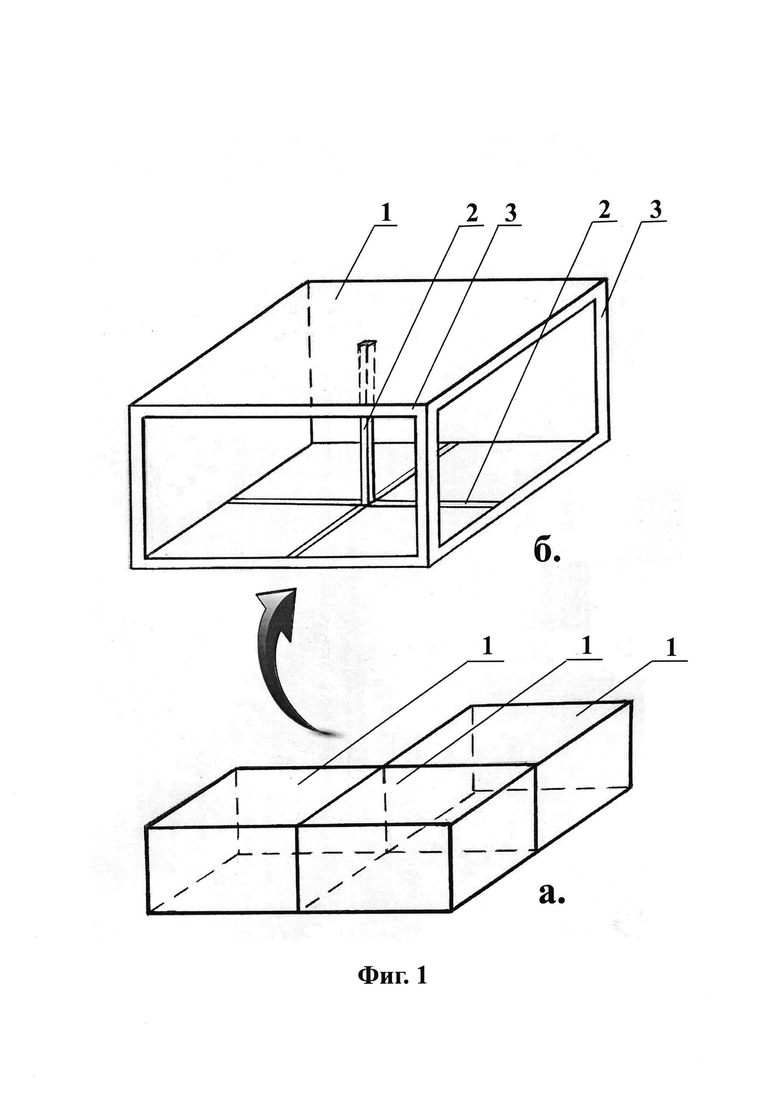
Фиг. 1 изображает рассеченный на составляющие сегменты макет и его отдельный составляющий элемент.
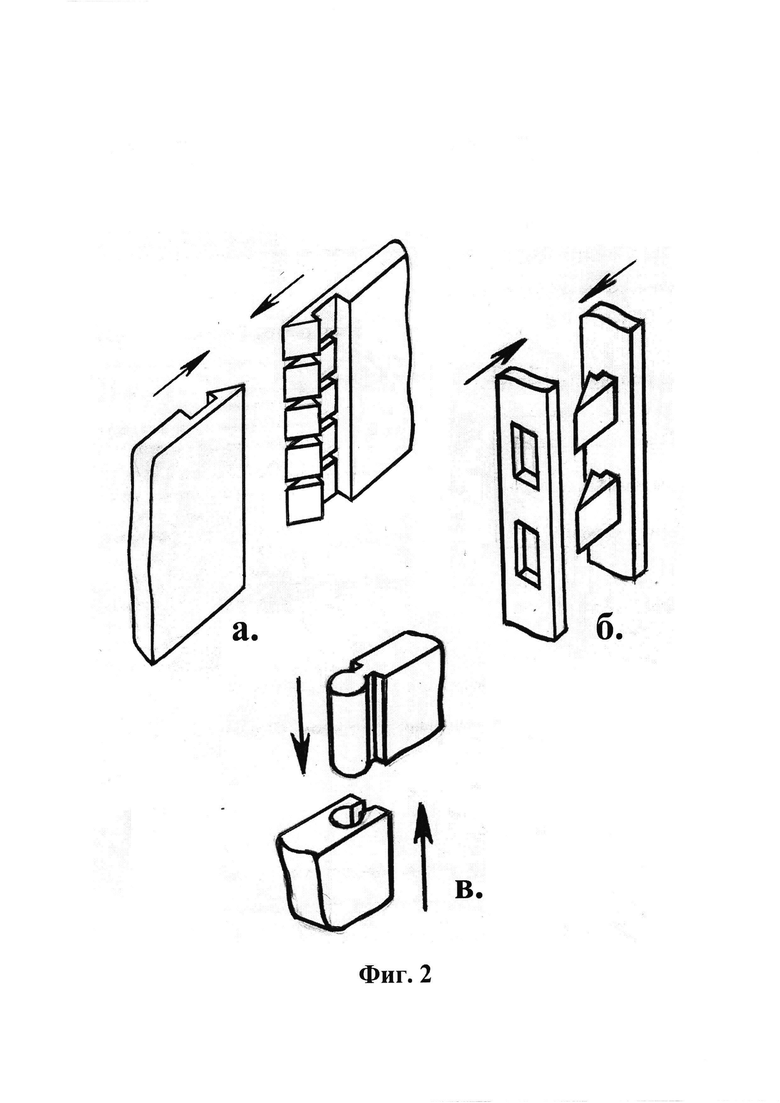
Фиг. 2 изображает возможные варианты реализации фиксирующего элемента.
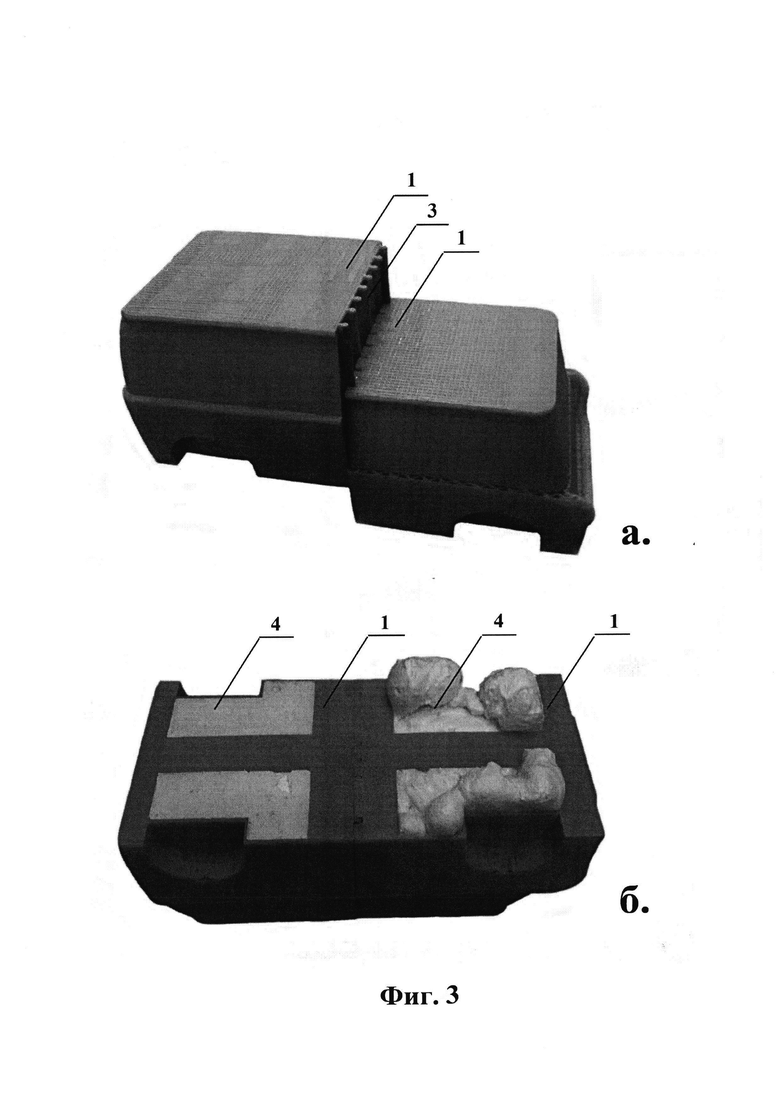
Фиг. 3 изображает пример выполнения макета предложенным способом.
Позициями на чертежах обозначены: составляющий элемент 1, ребро жесткости 2, фиксирующий элемент 3, монтажная пена 4.
Предлагаемый способ реализуется следующим образом.
Способ рассчитан на макетирование трехмерных объектов на основе использования 3D принтера и содержит следующие этапы реализации: создание виртуальной модели макетируемого объекта, рассечение виртуальной модели макетируемого объекта на составляющие сегменты 1 в размер рабочей области 3D принтера, дополнение составляющих сегментов 1 ребрами жесткости 2 и фиксирующими элементами 3, печать составляющих сегментов 1 на 3D принтере, сборка макета из распечатанных составляющих сегментов 1, запенивание внутреннего пространства макета монтажной пеной 4, финишная обработка макета.
Виртуальную трехмерную модель макетируемого объекта создают с использованием компьютерных редакторов 3d моделей, например, с помощью редактора 3ds Мах фирмы Autodesk. Возможен вариант получения виртуальной модели сканированием реального объекта с помощью 3d сканера. Кроме того, виртуальная модель может быть взята из интернет-ресурсов, а именно, из баз данных 3d моделей.
С помощью компьютерного редактора 3d моделей производят рассечение виртуальной модели макета на составляющие элементы 1, размер которых не должен превышать размеры рабочей области 3D принтера (фиг 1, а).
В виртуальные модели составляющих сегментов 1 дополнительно вводят ребра жесткости 2 (фиг.1, б) исходя из соображений обеспечения конструкционной прочности для правильного формовоспроизведения составляющего сегмента 1, но главное, для противодействия искажению формы макета, которое может возникнуть при последующем после сборки макета запенивании его внутреннего объема монтажной пеной 4.
По линии стыковки смежных составляющих сегментов 1 в плоскости сечения формируют фиксирующие элементы 3, которые выполняют функцию быстрого, неразъемного и без клеевого соединения составляющих сегментов 1. Фиксирующие элементы 3 могут быть выполнены в виде клиновидных защелок, входящих в взаимное зацепление, сформированных на стыковочных кромках соответствующих составляющихся сегментов 1 (фиг. 2, а). Для обеспечения легкого сочленения стыкуемых составляющихся сегментов 1 в клиновидных защелках фиксирующих элементов 3 одного из них или в обоих выполняются прорези, расположенные с определенным шагом. Фиксирующие элементы 3 могут быть выполнены также в виде пары «отверстие - защелка» (фиг. 2, б), когда на ребре жесткости 2, расположенном на стыковочной кромке одного составляющего сегмента 1, формируются сквозные отверстия, а на ребре жесткости 2, расположенном на стыковочной кромке другого стыкуемого составляющего сегмента 1, на соответствующих позициях формируются клиновидные защелки. Фиксирующие элементы 3 могут быть также выполнены сочлененных сдвигаемых пар «выступ - направляющий канал» (фиг. 2, в), расположенных на стыкуемых кромках соответствующих составляющих сегментов 1.
Виртуальные модели составляющих сегментов 1, дополненные выше указанным образом, распечатывают на 3D принтере. Распечатанные составляющие сегменты 1 стыкуют между собой и образуют требуемый крупногабаритный макет. Причем, благодаря фиксирующим элементам 3, они удерживаются между собой и состыкуются правильным образом, в точности воспроизводя форму макета. На фиг. 3, а представлен макет, состоящий из двух составляющих сегментов 1 соединенных с помощью фиксирующих элементов 3 типа «выступ - направляющий канал» (для наглядности составляющие сегменты 1 не до конца совмещены).
Внутренний объем собранного макета заполняют монтажной пеной 4. При этом, фиксирующие элементы 3, помимо указанных выше их функций, совместно с ребрами жесткости 2 обеспечивают противодействие разрывному воздействию на соединенные составляющие сегменты 1 макета, возникающему за счет эффекта расширения монтажной пены 4 при отвердении. На фиг. 3, б показан макет с запененным монтажной пеной 4 внутренним объемом, причем с левой стороны макета монтажная пена 4 удалена с основания макета, а с правой стороны макета монтажная пена 4 не удалена.
После отвердевания монтажной пены 4 макет обретает конструкционные прочность и жесткость, позволяющие заделать стыковочные швы между составляющими сегментами 1 макета, а также провести процедуры финишной обработки, такие как, шпаклевка, шлифовка, покраска и другие отделочные операции.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого способа следующей совокупности условий:
- заявленный способ при его осуществлении, предназначен для использования как в промышленном дизайне для изготовления демонстрационных макетов, так и в сфере рекламно-оформительского и производственного бизнеса, и, в особенности, в учебно-образовательном процессе;
- для заявленного способа в том виде, как оно охарактеризовано в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- заявленный способ при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата, состоящего в простой и быстрой сборке макета, обладающего повышенными прочностными характеристиками при минимальном расходовании материала 3D принтера.
Предложенный способ по сравнению с прототипом позволяет ускорить и упростить процесс сборки макета. В известном способе составляющие сегменты склеиваются между собой, причем поэтапно, то есть последующая склейка производится после высыхания предыдущей склейки и обретения ее конструкционной прочности. В предложенном способе сборка макета производится практически одномоментным закреплением составляющих сегментов между собой путем защелкивания соответствующих фиксирующих элементов. При этом, соединение получается конструкционно прочным, способным выдерживать разрывное воздействие отвердевающей монтажной пены, которая при отвердевании может расширяться в объеме до 300%.
Предложенный способ позволяет минимизировать расход материала 3D принтера, так как запенивание внутреннего объема макета монтажной пеной придает ему требуемую конструкционную жесткость и прочность при минимальной толщине стенок распечатываемых на 3D принтере составляющих сегментов.
Макет, выполненный предложенным способом, будет обладать гораздо меньшим весом при равных прочностных характеристиках по сравнению с макетом, выполненным традиционными способами печати на 3D принтере, когда прочность распечатываемого макета достигается либо сплошным заполнением внутренних объемов макета, либо более толстостенным исполнением макета с заполнением его внутренних объемов системой распорок и поддержек.
Дополнительными преимуществами и достоинствами предложенного способа макетирования в случае его использования в учебно-образовательном процессе являются: овладение учащимися не сложной методикой макетирования, позволяющей освоить весь проектировочный процесс от разработки виртуальной компьютерной модели до ее материального воплощения в виде макета хорошего качества; ознакомление с практикой прототипирования и печати на 3D принтере; развитие у них образного пространственного мышления и практическое закрепление основ стереометрии.
Пример. Возможность практической реализации предлагаемого способа макетирования была проверена путем изготовления формозадающей основы пластилинового макета автомобильного кузова масштаба 1:8, состоящей из двух составляющих сегментов (фиг. 3). Формозадающая основа была распечатана на 3D принтере «BQ Prusa i3 Hephestos 2» с рабочей областью 210 мм. × 297 мм. × 220 мм., использовался расходный материал ударопрочный термопластик PLA. Геометрические размеры формозадающей основы: длина - 460 мм., ширина - 200 мм., высота - 212 мм. Усредненные размеры ее составляющих сегментов: длина - 230 мм., ширина - 200 мм., высота - 212 мм. Для запенивания внутреннего объема формозадающей основы была использована всесезонная монтажная пена фирмы «MasterTeks». Собранная формозадающая основа показала хорошие жесткость и прочность, позволяющие произвести работы по выполнению пластилинового макета автомобильного кузова.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ макетирования на основе полигонального раскроя из толстолистового материала | 2018 |
|
RU2688300C1 |
| СПОСОБ МАКЕТИРОВАНИЯ КРУПНОГАБАРИТНЫХ ТРЕХМЕРНЫХ ОБЪЕКТОВ ИЗ ПЕНОПЛАСТА | 2016 |
|
RU2629153C1 |
| Способ поисково-демонстрационного макетирования на основе полигонального раскроя | 2017 |
|
RU2668845C1 |
| Универсальный корпус для макетирования боевой части боеприпаса объемного взрыва | 2019 |
|
RU2721926C1 |
| УЧЕБНЫЙ ТРЕНАЖЕРНО-МОДЕЛИРУЮЩИЙ КОМПЛЕКС ДЛЯ ПОДГОТОВКИ ЭКИПАЖЕЙ КОСМОНАВТОВ К ПРОВЕДЕНИЮ НАУЧНЫХ ИССЛЕДОВАНИЙ НА БОРТУ МКС | 2015 |
|
RU2617433C2 |
| ТЕХНОЛОГИЧЕСКАЯ УСТАНОВКА | 2015 |
|
RU2624423C2 |
| Способ коррекции и моделирования торсионных деформаций длинных костей конечностей при функционирующих зонах роста | 2023 |
|
RU2821551C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ МОДЕЛИ | 2020 |
|
RU2765909C1 |
| Имплантат для протезирования костей черепа и способ изготовления имплантата для протезирования костей черепа | 2016 |
|
RU2638894C2 |
| Способ замещения дефекта костей черепа с применением аддитивных технологий | 2023 |
|
RU2825748C1 |
Изобретение относится к способам макетирования трехмерных изделий, основанных на принципе прототипирования с использованием 3D принтера, и наиболее эффективно может быть использовано в сфере промышленного дизайна при изготовлении макетов и трехмерных объектов для декоративно-прикладных и учебных целей. Техническим результатом изобретения являются простая и быстрая сборка крупногабаритного трехмерного макета при использовании секционированной распечатки его составляющих элементов на 3D принтере и улучшение прочностных характеристик макета. Сущность изобретения состоит в том, что создается способ макетирования крупногабаритных объектов, превышающих размеры рабочей области 3D принтера, включающий в себя рассечение виртуальной модели макетируемого объекта на составляющие сегменты в размер рабочей области 3D принтера, которые распечатываются на 3D принтере и затем собираются в крупногабаритный макет, отличающийся тем, что в виртуальную модель составляющих сегментов вводятся ребра жесткости, причем по линии совмещения соответствующих составляющих сегментов сформированы фиксирующие элементы, позволяющие после распечатки составляющих сегментов на 3D принтере собрать из них макет, внутренняя сторона которого заполняется монтажной пеной. 3 з.п. ф-лы, 3 ил.
1. Способ макетирования крупногабаритных объектов, превышающих размеры рабочей области 3D принтера, включающий в себя рассечение виртуальной модели макетируемого объекта на составляющие сегменты в размер рабочей области 3D принтера, которые распечатывают на 3D принтере и затем собирают в крупногабаритный макет, отличающийся тем, что в виртуальную модель составляющих сегментов вводят ребра жесткости, причем по линии совмещения соответствующих составляющих сегментов сформированы фиксирующие элементы, позволяющие после распечатки составляющих сегментов на 3D принтере собрать из них макет, внутренний объем которого заполняется монтажной пеной.
2. Способ макетирования крупногабаритных объектов, превышающих размеры рабочей области 3D принтера по п. 1, отличающийся тем, что фиксирующие элементы выполняют в виде клиновидных защелок, входящих в взаимное зацепление, с прорезями в них, расположенными с определенным шагом, сформированных на стыковочных кромках соответствующих составляющих сегментов.
3. Способ макетирования крупногабаритных объектов, превышающих размеры рабочей области 3D принтера по п. 1, отличающийся тем, что фиксирующие элементы выполняют в виде пар «отверстие - защелка», расположенных на ребрах жесткости по линии совмещения соответствующих составляющих сегментов.
4. Способ макетирования крупногабаритных объектов, превышающих размеры рабочей области 3D принтера по п. 1, отличающийся тем, что фиксирующие элементы выполняют в виде сочлененных сдвигаемых пар «выступ - направляющий канал», сформированных на стыковочных кромках соответствующих составляющих сегментов.
| [Электронный ресурс], Веб-портал "3Dtoday" https://3dtoday.ru/blogs/dagov/10-lithgow-in-3d-printing | |||
| СПОСОБ МАКЕТИРОВАНИЯ КРУПНОГАБАРИТНЫХ ТРЕХМЕРНЫХ ОБЪЕКТОВ ИЗ ПЕНОПЛАСТА | 2016 |
|
RU2629153C1 |
| RU 2012115841 А, 27.10.2013 | |||
| СКЛАДЫВАЮЩИЙСЯ МАКЕТ | 2000 |
|
RU2175104C1 |

