Предполагаемое изобретение относится к литейному производству, в частности изготовлению отливок по выплавляемым моделям и может быть использовано в процессе выплавления модельного состава горячим воздухом.
Аналогом изобретения является способ выплавления моделей горячим газом, нагретым выше температуры плавления материала модели. [1, Литьё по выплавляемым моделям. В.И. Иванов и др., М, Машиностроение, 1984].
Недостатком этого метода является большая вероятность образования трещин в песчаной оболочке, вызванная температурным расширением твёрдой модели, прогретой на всю толщину вследствие относительно медленного нагрева горячим воздухом. При быстром нагреве модели за счет увеличения коэффициента теплоотдачи теплоносителя в ней возникает крутой градиент температур и слой модельного состава, прилегающий к оболочке, расплавляется быстрее, чем модель успеет существенно расшириться. На практике это условие обеспечивают выплавкой моделей в паровых автоклавах и ваннах с горячей водой. Однако эти устройства неприемлемы для крупносерийного и массового производства отливок и крупногабаритных оболочек. Кроме того, стоимость такого оборудования больше, чем печей с горячим воздухом. Выше и затраты на реализацию в них технологических процессов.
Наиболее близким к предполагаемому изобретению является способ выплавления моделей из оболочковых форм [2, Патент РФ №2116157 B22D 29/00]. Сущность способа заключается в том, что в ходе непрерывной вытопки применяются два различных технологических приёма - механический и тепловой. Это, естественно, позволяет существенно повысить производительность процесса при гарантии отсутствия трещин в оболочках. Однако вышеупомянутый способ включает использование герметичной камеры с теплоизолирующей перегородкой под давлением 4-6Мпа. В результате осуществляется механическое воздействие на оболочку. Второй прием – тепловой, когда после удаления перегородки осуществляют тепловое воздействие на оболочку. Такой способ выплавления технологически сложен и удорожает стоимость оборудования для вытопки и создаёт сложности с обеспечением герметичности при эксплуатации такого оборудования в крупносерийном и массовом производстве отливок.
Предполагаемое изобретение ликвидирует проблему образования трещин в оболочках при вытопке модельного состава горячим воздухом. Решение проблемы достигается делением процесса вытопки горячим воздухом на два этапа кратковременный (2-3 мин.), начальный и основной (10-12 мин), необходимый для полной вытопки.
Начальный этап вытопки осуществляется, например, горячим влажным воздухом, с температурой 80-90оС и влажностью равной 75-90%, а основной – сухим горячим воздухом с температурой 150-300оС. Вода из горячего воздуха конденсируется на холодной поверхности, поступающих в устройство для вытопки оболочек, и коэффициент теплоотдачи от него увеличивается на порядок и более. Тем самым, на границе с оболочкой образуется расплавленный слой прежде, чем модель прогреется до опасного расширения. Кратковременность периода нагрева влажным воздухом подтверждается экспериментом.
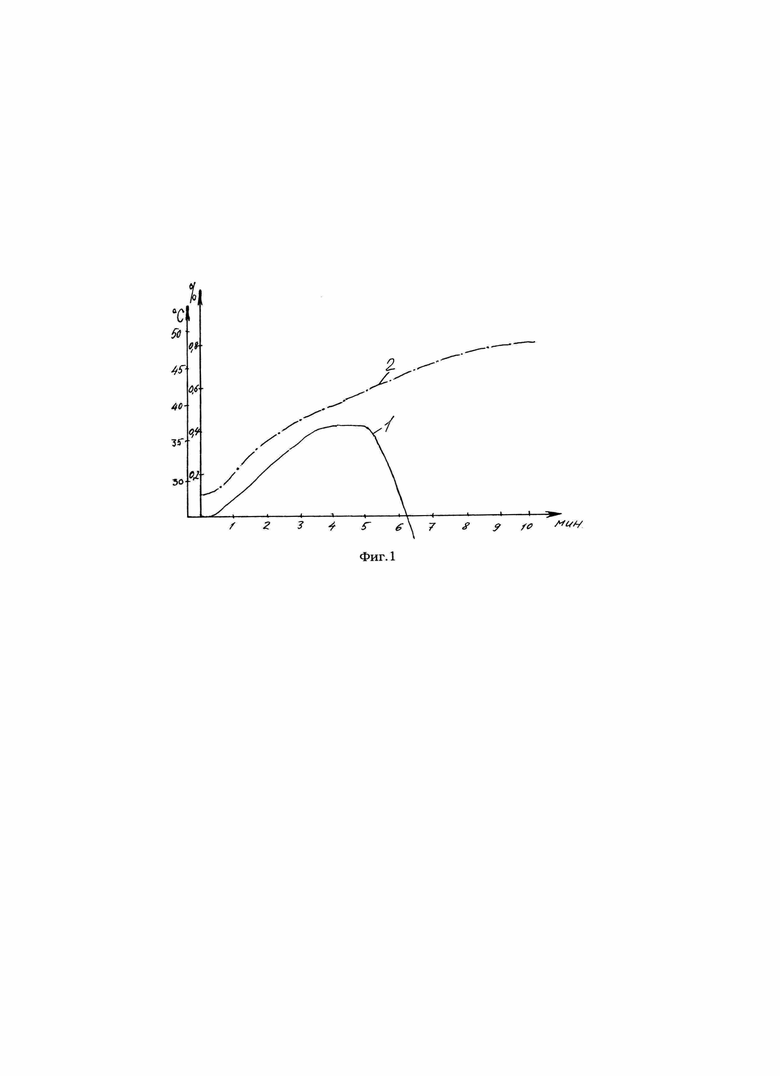
В устройстве для замера температурных деформаций [3, авт. свид. 1195233] исследовали расширение модельного состава при нагреве. Результаты представлены на фиг.1, где 1 – кривая деформации образца модельного состава, 2 – температурная кривая образца. Как видно на Фиг.1 максимальное температурное расширение модельного состава равно 0,4%.
По выплавляемым моделям получают мелкие отливки: наиболее крупногабаритные модели не превышают 300 мм. При относительном температурном расширении 0,4%, абсолютное расширение такой модели составит 1,2 мм. Очевидно, что много времени для расплавления такого слоя не понадобится. Кроме того, это время легко регулируется влажностью горячего воздуха. Таким образом, проблема трещинообразования оболочек при выплавлении моделей горячим воздухом надёжно решается и при этом без затрат на дорогостоящее оборудование или реконструкцию и с увеличением его производительности.
Предлагаемое изобретение полностью решает поставленную техническую проблему.
Использованные источники
1. Литье по выплавляемым моделям. В.И. Иванов, С.А. Казёнов, Б.С. Курчман. М., Машиностроение, 1984, с.228.
2. Патент РФ 2116157. Способ выплавления моделей из оболочковых форм. Опубликовано 27.07.1988.
3. А.с. 1195233. Устройство для замера температурной деформации формовочной смеси. Опубл. 30.11.1985г.
Изобретение относится к литейному производству. Способ выплавления модельного состава включает нагрев оболочки с моделью горячим воздухом в два этапа. На первом этапе осуществляют кратковременный нагрев увлажненным горячим воздухом с температурой 80-90°С и влажностью 75-90%. На втором этапе нагревают сухим горячим воздухом с температурой 150-300°С до полного выплавления модельного состава. Обеспечивается получение расплавленного слоя на границе модели и оболочки за короткое время, обеспечивается свободное расширение модели и гарантированное предупреждение образования трещин в оболочке. 1 ил.
Способ выплавления модельного состава, включающий нагрев оболочки с моделью горячим воздухом, осуществляемый в два этапа, отличающийся тем, что на первом этапе осуществляют кратковременный нагрев увлажненным горячим воздухом с температурой 80-90°С и влажностью 75-90%, а на втором – сухим горячим воздухом с температурой 150-300°С до полного выплавления модельного состава.
| Способ удаления выплавляемых моделей из керамической оболочки | 1977 |
|
SU664539A3 |
| СПОСОБ ВЫПЛАВЛЕНИЯ МОДЕЛЕЙ ИЗ ОБОЛОЧКОВЫХ ФОРМ | 1996 |
|
RU2116157C1 |
| Способ удаления легкоплавких моделей из керамической формы | 1970 |
|
SU458391A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБОЛОЧКОВОЙ ФОРМЫ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1983 |
|
SU1141643A1 |
| US 20050087321 A1, 28.04.2005. | |||

