Изобретение относится к гидрометаллургии благородных металлов и в частности может быть использовано для извлечения золота и серебра из фазы активных углей, насыщенных в цианистых растворах и пульпах.
Известны промышленно освоенные способы-аналоги переработки серебро- и золотосодержащих углей, включающие операцию элюирования в замкнутом цикле с электроосаждением (электроэлюирование). В известном способе] [1-2] проводят электроэлюирование растворами NaOH до истощения циркулирующих растворов по золоту и серебру. Недостатком способа является автоклавное условия его реализации при температуре растворов 140-150°С и давлений 5 МПа, что обусловливает сложность и дороговизну аппаратурного оформления, повышает требования к охране труда.
В известном способе [3-4], реализуемом при температуру 90-100°С и атмосферном давлении, проводят электроэлюирование благородных металлов растворами NaOH и NaCN до истощения циркулирующих растворов по золоту. Недостатком способа является низкая эффективность элюированця (десорбции) золота при высокой продолжительности процесса 36-72 ч.
Наиболее близким к заявляемому способу является способ-прототип [5-6], испытанный в промышленном масштабе. Способ состоит в электроэлюировании золота из угля тиокарбамидно-щелочно-цианистыми растворами при температуре 90-100°С и атмосферном давлении, при этом тиокарбамид (CS(NH2)2) и гидроксид натрия подают разово в начале процесса до концентрации каждого из них 20-30 г/л, цианид натрия подается в один или два приема в концентрации 6-30 г/л. Использование тиокарбамида по сравнению со способом [3-4] позволяет существенно повысить эффективность десорбции золота и сократить продолжительность в 2-3 раза до 16-32 ч.
Недостатком способа-прототипа является существенное снижение показателей процесса десорбции при наличии значимых содержаний серебра в активном угле (массовое отношение Ag:Au более 2). Это связано с деструкцией тиокарбамида до водорастворимых сульфидов (S2-) при высокой концентрации которых, начинается образование нерастворимого осадка Ag2S в циркулирующих растворах и непосредственно в фазе угле, в результате чего поры угля закупориваются и извлечение золота и серебра на катоды кратно снижается [5-6].
Другим недостатком способа-прототипа является нецелевой расход реагентов (тиокарбамид, гидроксид и цианид натрия) при) повышенных концентрациях более 10 г/л, т.к. тиокарбамид разлагается с образованием углекислого газа, сероводорода и аммиака:

Сероводород и углекислый газ при этом связываются гидроксидом натрия, вызывая его расход, а образовавший сульфид реагируют с цианидом натрия так, что суммарная реакция выглядит следующим образом:

Параллельно протекает щелочной гидролиз тиокарбамида и реакции, обусловленные электрическим током в электролизерах.
При промышленных испытаниях способа-прототипа расход реагентов на 1 т угля составил, кг: NaCN - 44; CS(NH2)2 - 95; NaOH - 91.
Задачей предлагаемого изобретения являлась адаптация метода для сереброзолотосодержащих углей за счет проведения двухстадиального электроэлюирования, причем на первой стадии процесс осуществляют без добавок тиокарбамида.
Технический результат достигается тем, что на первой стадии серебро достаточно эффективно извлекают на катод из фазы угля с помощью щелочно-цианистых растворов, в которые не был добавлен тиокарбамид как источник серы, что исключает образование сульфидов, в частности осадка Ag2S. После извлечения на катод большей части серебра, не прерывая процесса, в циркулирующие растворы добавляют тиокарбамид, который повышает эффективность десорбции золота и проводят электроэлюирование золота. В итоге оба металла оказываются количественно извлечены на катод, а уголь обезметаллен в требуемой степени более 90-95%.
Другой задачей изобретения являлось снижение расхода реагентов за счет изменения режима подачи реагентов.
Технический результат в данном случае обусловлен тем, что при концентрации тиокарбамида, гидроксида и цианида натрия выше 10 г/л их деструкция (в частности по реакциям 1 и 2) заметно ускоряется, и нецелевой расход реагентов возрастает. Результат достигается путем поддержания оптимальной (пониженной в сравнении с прототипом) рабочей концентрации реагентов в циркулирующих растворах, которая находится в пределах 0,5-10 г/л, в зависимости от типа угля. Благодаря этому происходит снижение расхода реагентов без снижения показателей извлечения золота и серебра.
Способ подтверждается следующими примерами.
ПРИМЕР №1
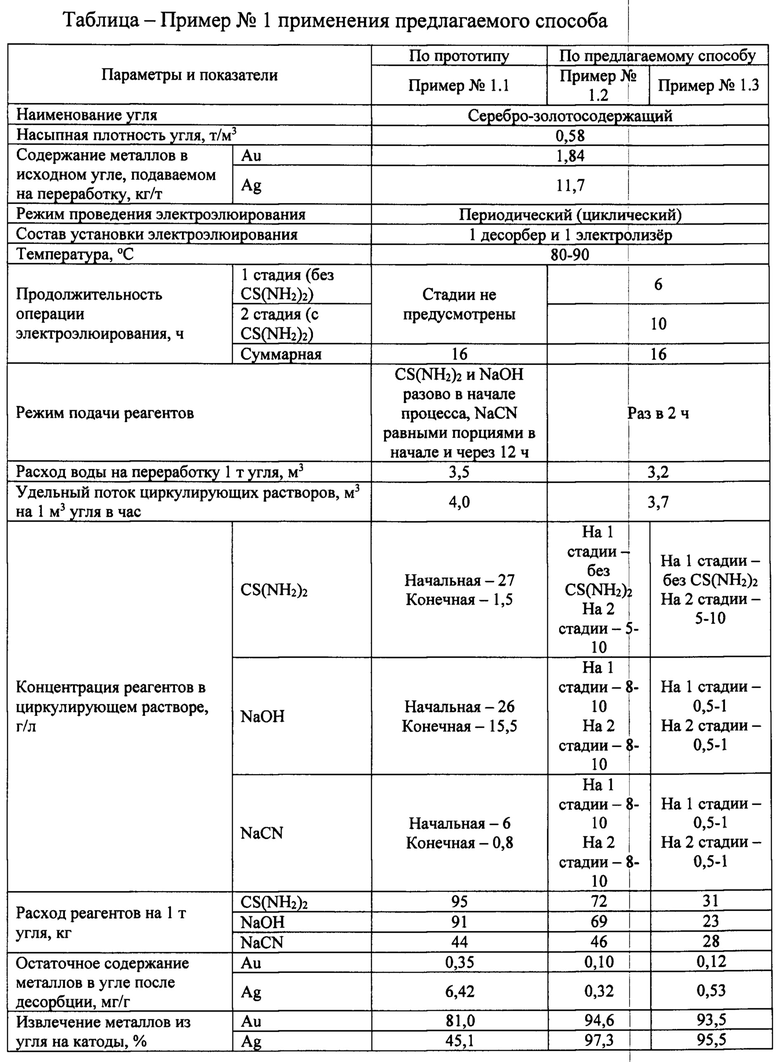
По способу-прототипу (пример №1.1) проводили переработку сереброзолотосодержащего активного угля, получаемого на одной из ЗИФ при насыщении цианистых растворов. Насыпная плотность угля составляла 0,58 т/м3, массовая доля Ag - 11,7 кг/т, Au - 1,84 кг/т. Электроэлюирование проводили при температуре 80-90°С в установке, состоящей из одной десорбционной колонки с объемом угля 100 мл и одного электролизера объемом 40 мл, оснащенного листовыми нержавстальными анодами и катодами из нержавстальной сетки 0,6×0,6 мм.
Реагенты вносили в виде исходного раствора с концентрацией CS(NH2)2 - 27 г/л, NaOH - 26 г/л, NaCN - 6 г/л в количестве 0,35 л и начинали циркуляцию растворов с помощью перистальтического насоса при их потоке 0,40 л/ч. Через 12 ч повторно подавали NaCN в количестве 6 г/л. Опыт продолжали до снижения концентрации Au и Ag в циркулирующих растворах до уровня 1-5 мг/л, что заняло 16 ч.
В ходе опыта получен уголь с остаточным содержанием Au - 0,35 кг/т, Ag - 6,42 кг/т, что обеспечивает извлечение Au из угля на катод - 81,0%, Ag - 45,1%. Расход реагентов на 1 т угля составил, кг: CS(NH2)2 - 95; NaOH - 91; NaCN - 44.
По предлагаемому способу (пример №1.2) тот же уголь перерабатывали в аналогичных условиях, но в 2 стадии.
В установку заливали раствор с концентрацией NaOH - 10 г/л, NaCN - 10 г/л в количестве 0,32 л и начинали 1-ю стадию циркуляции растворов с помощью перистальтического насоса при их потоке 0,37 л/ч. Концентрацию реагентов раз в 2 ч измеряли и проводили добавки до исходной концентрации 10 г/л. Через 6 ч от начала опыта, не меняя режима процесса, начинали 2-ю стадию - в циркулирующие растворы вносили CS(NH2)2 до его рабочей концентрации 10 г/л и поддерживали ее до конца опыта, как и концентрацию NaOH и NaCN. Опыт продолжали до снижения концентрации Au и Ag в циркулирующих растворах до уровня 1-5 мг/л. Суммарная продолжительность опыта составила 16 ч.
Получен уголь с остаточным содержанием Au - 0,10 кг/т, Ag - 0,32 кг/т, что обеспечивает извлечение Au из угля на катод - 94,6%, Ag - 97,3%. Расход реагентов на 1 т угля составил, кг: CS(NH2)2 - 72; NaOH - 69 (что в 1,3 раза меньше, чем по прототипу), расход NaCN - 46 (на том же уровне).
По предлагаемому способу (пример №1.3) тот же уголь перерабатывали в аналогичных условиях. При электролизе использованы оксидные рутениево-титановые аноды (ОРТА).
В установку заливали раствор с концентрацией NaOH - 1 г/л, NaCN - 1 г/л в количестве 0,32 л и начинали 1-ю стадию циркуляции растворов с помощью перистальтического насоса при их потоке 0,37 л/ч. Концентрацию реагентов раз в 2 ч измеряли и проводили добавки до исходной концентрации 1 г/л. Через 6 ч от начала опыта, не меняя режима процесса, начинали 2-ю стадию - в циркулирующие растворы вносили CS(NH2)2 до его рабочей концентрации 10 г/л и поддерживали ее до конца опыта, как и концентрацию NaOH и NaCN. Опыт продолжали до снижения концентрации Au и Ag в циркулирующих растворах до уровня 1-5 мг/л. Суммарная продолжительность опыта составила 16 ч.
Получен уголь с остаточным содержанием Au - 0,12 кг/т, Ag - 0,53 кг/т, что обеспечивает извлечение Au из угля на катод - 93,5%, Ag - 95,5%. Расход реагентов на 1 т угля составил, кг: CS(NH2)2 - 31; NaOH - 23; NaCN - 28 (что в 1,6-4,0 раза меньше, чем по прототипу).
ПРИМЕР №2
По способу-прототипу (пример №2.1) проводили переработку золотосодержащего активного угля, получаемого на одной из ЗИФ при сорбционном цианировании промпродукта гравитационного обогащения руды. Насыпная плотность угля составляла 0,66 т/м3, массовая доля Au - 4,74 кг/т, Ag - 0,92 кг/т.Электроэлюирование проводили при температуре 90-100°С в установке, состоящей из одной десорбционной колонки с объемом угля 100 мл и одного электролизера объемом 40 мл, оснащенного листовыми нержавстальными анодами и катодами из нержавстальной сетки 0,6×0,6 мм.
Реагенты вносили в виде исходного раствора с концентрацией CS(NH2)2 - 27 г/л, NaOH - 26 г/л, NaCN - 6 г/л в количестве 0,35 л и начинали циркуляцию растворов с помощью перистальтического насоса при их потоке 0,40 л/ч. Через 12 ч повторно подавали NaCN в количестве 6 г/л. Опыт продолжали до снижения концентрации Au в циркулирующих растворах до уровня менее 5 мг/л, что заняло 24 ч.
В ходе опыта получен уголь с остаточным содержанием Au - 0,28 кг/т, Ag -0,19 кг/т, что обеспечивает извлечение Au из угля на катод - 94,1%, Ag - 79,3%. Расход реагентов на 1 т угля составил, кг: CS(NH2)2 - 95; NaOH - 91; NaCN - 44.
По предлагаемому способу (пример №2.2) тот же уголь перерабатывали в аналогичных условиях. При электролизе использованы оксидные рутениево-титановые аноды (ОРТА).
В установку заливали раствор с концентрацией CS(NH2)2 - 5 г/л, NaOH - 5 г/л, NaCN - 5 г/л в количестве 0,35 л и начинали циркуляцию растворов с помощью перистальтического насоса при их потоке 0,44 л/ч. Концентрацию реагентов раз в 2 ч измеряли и проводили добавки до исходной концентрации 5 г/л. Опыт продолжали до снижения концентрации Au в циркулирующих растворах до уровня менее 5 мг/л, что заняло 24 ч.
В ходе опыта получен уголь с остаточным содержанием Au - 0,26 кг/т, Ag - 0,21 кг/т, что обеспечивает извлечение Au из угля на катод - 94,5%, Ag - 77,2%. Расход реагентов на 1 т угля составил, кг: CS(NH2)2 - 61; NaOH - 46 (что в 1,4-1,6 раза меньше, чем по прототипу); NaCN - 48 (на том же уровне).
По предлагаемому способу (пример №2.3) тот же уголь перерабатывали в аналогичных условиях. При электролизе использованы оксидные иридиево-рутениево-титановые аноды (ОИРТА).
В установку заливали раствор с концентрацией CS(NH2)2 - 2 г/л, NaOH - 2 г/л, NaCN - 2 г/л в количестве 0,35 л и начинали циркуляцию растворов с помощью перистальтического насоса при их потоке 0,44 л/ч. Концентрацию реагентов раз в 2 ч измеряли и проводили добавки до исходной концентрации 2 г/л. Опыт продолжали до снижения концентрации Au в циркулирующих растворах до уровня менее 5 мг/л, что заняло 24 ч.
Получен уголь с остаточным содержанием Au - 0,29 кг/т, Ag - 0,17 кг/т, что обеспечивает извлечение Au из угля на катод - 93,9%, Ag - 81,5%. Расход реагентов на 1 т угля составил, кг: CS(NH2)2 - 59; NaOH - 43 (что в 1,6-2,1 раза меньше, чем по прототипу); NaCN - 42 (на том же уровне).
По предлагаемому способу (пример №2.4) тот же уголь перерабатывали в аналогичных условиях. Переработку вели в 2 стадии.
В установку заливали раствор с концентрацией NaOH - 2 г/л, NaCN - 2 г/л в количестве 0,35 л и начинали 1-ю стадию циркуляции растворов с помощью перистальтического насоса при их потоке 0,42 л/ч. Концентрацию реагентов раз в 2 ч измеряли и проводили добавки до исходной концентрации 1 г/л. Через 6 ч от начала опыта, не меняя режима процесса, начинали 2-ю стадию - в циркулирующие растворы добавляли CS(NH2)2 до его рабочей концентрации 10 г/л к: поддерживали ее до конца опыта, как и концентрацию NaOH и NaCN. Опыт продолжали до снижения концентрации Au и Ag в циркулирующих растворах до уровня 1-5 мг/л. Суммарная продолжительность опыта составила 24 ч.
В ходе опыта получен уголь с остаточным содержанием Au -г 0,37 кг/т, Ag - 0,18 кг/т, что обеспечивает извлечение Au из угля на катод - 92,2%, Ag - 80,4%. Расход реагентов на 1 т угля составил, кг: CS(NH2)2 - 50; NaOH - 41 (что в 1,5-2,3 раза меньше, чем по прототипу); NaCN - 44 (на том же уровне). Данный пример показывает, что для углей, содержащих относительно малые количества серебра - двухстадийный процесс менее эффективен, т.к. при близком расходе реагентов и продолжительности процесса (по примеру 2.3) остаточное содержание Au в угле повысилось с 0,29 до 0,37 мг/г, а извлечение металла снизилось на 1,7%.
По предлагаемому способу (пример №2.5) тот же уголь перерабатывали в установке, моделирующей непрерывный режим работы с противоточным движением угля и циркулирующего раствора. Установка состояла из 4-х последовательно соединенных десорберов с загрузкой угля по 250 мл и 4-х последовательно соединенных электролизеров объемом по 40 мл, оснащенных оксидными иридиево-рутениево-титановыми анодами (ОИРТА) и катодами из нержавстальной сетки.
В установку заливали раствор с концентрацией CS(NH2)2 - 2 г/л, NaOH - 2 г/л, NaCN - 2 г/л в количестве 1 л и начинали циркуляцию растворов с помощью перистальтического насоса при их потоке 4,0 л/ч. Концентрацию золота в разгрузке электролиза поддерживали на уровне 1-5 мг/л Реагенты подавали непрерывно с помощью перистальтических насосов в питание десорберов. С целью соблюдения водного баланса, а также обновления циркулирующих растворов, из разгрузки электролизеров с помощью перистальтического насоса откачивался отработанный раствор в объеме 0,13 л/ч. Рабочая концентрация каждого из реагентов в циркулирующих растворах составляла 1-2 г/л. Условно непрерывный противоточный режим процесса обеспечивался передвижкой угля, которую осуществляли раз в 6 ч передвигая уголь целиком из каждого десорбера. Освободившийся десорбер заполняли свежей порцией насыщенного угля. Таким образом время пребывания угля в процессе составляло 24 ч. В промышленных условиях передвижка угля между десорберами должна осуществляться насосами (периодически или непрерывно) без простоев установки, что обеспечивает непрерывность процесса электроэлюирования.
Опыт продолжали в течение 98 ч, в установившемся режиме получен уголь со средним остаточным содержанием Au - 0,30 кг/т, Ag - 0,18 кг/т, что обеспечивает извлечение Au из угля на катод - 93,7%, Ag - 80,4%. Расход реагентов на 1 т угля составил, кг: CS(NH2)2 - 62; NaOH - 40 (что в 1,5-2,3 раза меньше, чем по прототипу); NaCN - 40 (на том же уровне).


Рассмотренные примеры показывают, что в сравнении со способом-прототипом [5-6] предлагаемое изобретение позволило:
• Осуществить эффективную переработку сереброзолотосодержащего угля. Извлечение серебра повышено с 45,1 до 95,5-97,3%, золота - с 81,0 до 93,5-94,6%. Следует отметить, что серебро сопутствует золоту в рудах в большинстве случаев, поэтому переработка углей, содержащих золото и серебро, является рядовой.
• Снизить расход CS(NH2)2 и NaOH в 1,3-4,0 раза при сохранении эффективности процесса электроэлюирования благородных металлов. Расход NaCN в одном случае был снижен в 1,6 раза, в остальных случаях составил близкую с прототипом величину.
По сравнению со способом-аналогом [1-2], предусматривающими переработку угля в автоклавных условиях, предлагаемое изобретение позволяет существенно упростить и удешевить аппаратурное оформление и эксплуатационные затраты в части охраны труда за счет снижен* [я температуры процесса до 80-100°С, т.е. отказа от проведения процесса в автоклаве - источнике повышенной опасности для персонала.
Дешевое аппаратурное оформление позволяет организовать процесс электроэлюирования в установках непрерывного действия, которые дополнительно удешевляют производство при относительно больших потоках активного угля (более 3-5 т в сутки) за счет упрощения обслуживания технологии.
По сравнению со способом-аналогом [3-4] предлагаемое изобретение позволяет существенно повысить эффективность электроэлюирования и сократить продолжительность с 36-72 до 16-24 ч.
СПИСОК ЛИТЕРАТУРЫ
1. Daxter К., Ladyman R., Siddall G.B. Integral Pressure Electrovjinning at update of the Status of the technology // Randol Gold Forum'96. Olimpik Valley, California, USA, 1996. p. 431-438
2. Автоклавная десорбция золота из насыщенных активированных углей, Барченков В. В. Золотодобыча, №219, Февраль, 2017. URL: https://zolotodb.ru/article/11603 (дата обращения 24.05.2019)
3. Zadra J.В. A process for the recovery of gold from activated carbon by leaching and electrolysis // U. S. Bureau of Mines Reports of Investigations, 4672 - 1950, April. - p. 4672-4677
4. Zadra J., Engel A., Heinen H. // Ibid. 1952. №4843. - 32 p.
5. P.D. Руке, C. Swaminathan, R.F. Johnston, An investigation into alternative eluants from activated carbon at atmospheric pressure / Minerals Engineering, Volume 10, Issue 8, 1997, p. 837-849.
6. P.D. Pyke, R.F. Johnston, C. Swaminathan, Pilot and full scale jjlant trials using thiourea enhanced Zadra stripping of activated carbon / Minerals Engineering, Volume 10, Issue 8, 1997, p. 851-858.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ переработки некондиционного золотосодержащего угольного сорбента | 2022 |
|
RU2789630C1 |
| СПОСОБ ОБЕЗЗОЛАЧИВАНИЯ И РЕГЕНЕРАЦИИ КАТОДОВ | 2019 |
|
RU2743195C1 |
| СПОСОБ ПЕРЕРАБОТКИ СЫРЬЯ, СОДЕРЖАЩЕГО БЛАГОРОДНЫЕ МЕТАЛЛЫ И СУЛЬФИДЫ | 2013 |
|
RU2547056C1 |
| СПОСОБ РАЗДЕЛЬНОГО ВЫДЕЛЕНИЯ ЗОЛОТА И РТУТИ ИЗ ЦИАНИСТЫХ РАСТВОРОВ | 2021 |
|
RU2759390C1 |
| СПОСОБ КОНДИЦИОНИРОВАНИЯ ЦИАНИДСОДЕРЖАЩИХ ОБОРОТНЫХ РАСТВОРОВ ПЕРЕРАБОТКИ ЗОЛОТОМЕДИСТЫХ РУД С ИЗВЛЕЧЕНИЕМ ЗОЛОТА И МЕДИ И РЕГЕНЕРАЦИЕЙ ЦИАНИДА | 2010 |
|
RU2443791C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЗОЛОТА ИЗ РУД И ПРОДУКТОВ ИХ ПЕРЕРАБОТКИ | 2012 |
|
RU2490344C1 |
| СПОСОБ ЭЛЮИРОВАНИЯ ДРАГОЦЕННЫХ МЕТАЛЛОВ, АДСОРБИРОВАННЫХ НА АКТИВНОМ УГЛЕ | 1994 |
|
RU2131938C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЗОЛОТА И СЕРЕБРА С АКТИВИРОВАННОГО УГЛЯ | 1994 |
|
RU2064513C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЗОЛОТА ИЗ ЦИАНИСТЫХ РАСТВОРОВ ИЛИ ПУЛЬП, СОДЕРЖАЩИХ МЕДЬ | 1997 |
|
RU2123060C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЦИАНИСТЫХ КОМПЛЕКСОВ МЕДИ ИЗ ФАЗЫ НАСЫЩЕННОГО МЕДЬЮ УГЛЯ | 2009 |
|
RU2427656C1 |
Изобретения относятся к металлургии благородных металлов и предназначены для извлечения золота и серебра из фазы активных углей. Переработка активного угля, насыщенного в цианистых растворах, включает электроэлюирование благородных металлов тиокарбамидно-щелочно-цианистыми растворами при температуре 80-100°С и атмосферном давлении в замкнутом цикле. Электроэлюирование проводят в две стадии: на 1-й стадии ведут электроэлюирование серебра растворами гидроксида и цианида натрия при концентрации каждого 0,5-10 г/л, на 2-й стадии в циркулирующие растворы добавляют тиокарбамид и проводят электроэлюирование золота, причем концентрацию тиокарбамида, гидроксида и цианида натрия поддерживают 0,5-10 г/л каждого. При использовании бедного по серебру угля с массовым отношением Ag:Au менее 2, электроэлюирование золота проводят при концентрации тиокарбамида, гидроксида и цианида натрия 0,5-10 г/л каждого. Изобретения позволяют повысить эффективность электроэлюирования сереброзолотосодержащего угля, сократить продолжительность процесса при снижении расхода реагентов. 2 н. и 4 з.п. ф-лы, 2 табл., 2 пр.
1. Способ переработки активного угля, насыщенного в цианистых растворах и пульпах, включающий электроэлюирование благородных металлов тиокарбамидно-щелочно-цианистыми растворами при температуре 80-100°С и атмосферном давлении в замкнутом цикле, отличающийся тем, что электроэлюирование проводят в две стадии: на 1-й стадии ведут электроэлюирование серебра растворами гидроксида и цианида натрия при концентрации каждого 0,5-10 г/л, на 2-й стадии в циркулирующие растворы добавляют тиокарбамид и проводят электроэлюирование золота, причем концентрацию тиокарбамида, гидроксида и цианида натрия поддерживают 0,5-10 г/л каждого.
2. Способ по п. 1, отличающийся тем, что процесс электэоэлюирования проводят в периодическом режиме до истощения циркулирующих растворов по золоту и серебру до их концентрации менее 5 мг/л, затем процесс прекращают, выгружают обезметалленный уголь, загружают новую порцию насыщенного угля и процесс электроэлюирования повторяют.
3. Способ по п. 1, отличающийся тем, что процесс электэоэлюирования проводят в непрерывном режиме в установке из последовательно установленных десорберов и последовательно установленных электролизеров, при этом организуют противоточное движение угля и элюента, а процесс постоянно ведут до остаточной концентрации золота и серебра в циркулирующих растворах менее 5 мг/л, при этом уголь могут подавать и выводить из установки непрерывно.
4. Способ переработки активного угля, насыщенного в цианистых растворах, включающий электроэлюирование благородных металлов тиокарбамидно-щелочно-цианистыми растворами при температуре 80-100°С и атмосферном давлении в замкнутом цикле, отличающийся тем, что используют бедный по серебру уголь с массовым отношением Ag:Au менее 2, при этом электроэлюирование золота проводят при концентрации тиокарбамида, гидроксида и цианида натрия 0,5-10 г/л каждого.
5. Способ по п. 4, отличающийся тем, что процесс электроэлюирования проводят в периодическом режиме до истощения циркулирующих растворов по золоту и серебру до их концентрации менее 5 мг/л, затем процесс прекращают, выгружают обезметалленный уголь, загружают новую порцию насыщенного угля и процесс электроэлюирования повторяют.
6. Способ по п. 4, отличающийся тем, что процесс электроэлюирования проводят в непрерывном режиме в установке из последовательно установленных десорберов и последовательно установленных электролизеров, при этом организуют противоточное движение угля и элюента, а электролиз постоянно ведут до остаточной концентрации золота и серебра в циркулирующих растворах менее 5 мг/л, при этом уголь могут подавать и выводить из установки непрерывно.
| PYKE P | |||
| D | |||
| et al | |||
| An investigation into alternative eluants from activated carbon at atmospheric pressure | |||
| MINERALS ENGINEERING, 1997, vol.10, No.8, pp.837-849 | |||
| СПОСОБ ДЕСОРБЦИИ ЦИАНИСТОГО КОМПЛЕКСА СЕРЕБРА ИЗ АКТИВИРОВАННЫХ УГЛЕЙ | 2000 |
|
RU2196838C2 |
| СПОСОБ ЭЛЮИРОВАНИЯ ДРАГОЦЕННЫХ МЕТАЛЛОВ, АДСОРБИРОВАННЫХ НА АКТИВНОМ УГЛЕ | 1994 |
|
RU2131938C1 |
| CN 108660482 A, 16.10.2018 | |||
| CA 2898409 A, 04.09.2014 | |||
| US 5073354 A, 17.12.1991. | |||

