Предлагаемое изобретение относится к гидрометаллургии благородных металлов и в частности может быть использовано для извлечения золота с поверхности катодов с их регенерацией и повторным использованием.
Большая часть золота в мире (около 80%) производится с применением цианистой технологии, при которой золото переходит в цианистый раствор, а затем извлекается из раствора в компактный осадок. Для обезметалливания бедных по золоту (Au - менее 50 мг/л) растворов и пульп на современных предприятиях чаще всего используют сорбционные процессы с применением ионообменных смол и активных углей. Насыщенные сорбенты направляют на десорбцию золота с получением относительно богатых растворов (Au - более 50 мг/л), которые, как правило, обеззолачивают электролитическими методами. Кроме того, на множестве предприятий при цианировании золотосодержащих концентратов (например, гравитационных) образуются богатые золотосодержащие растворы, которые напрямую обеззолачивают электролитическими методами. Таким образом, существенная доля производимого золота проходит стадию электролитического осаждения из растворов.
Известно несколько разновидностей аппаратов для электролитического осаждения золота (электролизеров), разработанных для различных сред и условий процесса. В качестве материала катодов, на которых происходит осаждение золота, могут использоваться черновое железо, нержавеющая сталь и титан в виде листов, сетки или ваты. На большинстве предприятий катоды подлежат дальнейшей переработке с получением в конечном итоге товарных золотосодержащих слитков (сплава Доре), что позволяет повысить качество продукции (повысить долю золота), облегчает ее опробование и транспортировку, а также снижает стоимость последующего аффинажа.
Известен способ-аналог [1], по которому при предшествующем электролизе выдерживают режим самоосыпания золотосодержащего катодного осадка, что облегчает его сбор и дальнейшую пирометаллургическую переработку на слиток. Однако, даже при удовлетворительном самоосыпании, часть золота остается на катоде в виде наслоений (0,2-1 кг Au на 1 м2 катодной поверхности), что является первым недостатком способа, т.к. определяет повышенный показатель НЗП (незавершенного производства). На ряде предприятий с целью снижения НЗП периодически проводят механическую зачистку катодов (вручную с помощью слесарных инструментов, гидравлическим способом и др.). Однако, в ходе чистки происходит неизбежное механическое повреждение катодов со снижением их сроков эксплуатации, что является вторым недостатком способа. Кроме этого, для зачистки требуется большое количество времени и затрат труда обслуживающего персонала, что повышает себестоимость процесса.
Известен способ-аналог [2], представляющий прямую пирометаллургическую переработку катодов с окислительной плавкой на слиток. В ходе плавки металлическое железо ошлаковывается (окисляется), а золото образует сплав Доре, являющийся конечной продукцией. Недостатком способа является полная деструкция катодов, поэтому он применяется, в основном, для катодов из более дешевого чернового железа.
Наиболее близким к заявляемому способу является способ-прототип [3] используемый для серебра и подразумевающий периодическую смену полюсов на электродах. При этом катод становится анодом, а содержащиеся на них катодные осадки частично подвергаются анодному растворению, и возникают условия для дополнительного самоосыпания осадка. Недостатком способа является повышенный расход катодов, которые подвержены растворению в анодном режиме, что повышает себестоимость процесса.
Задачей предлагаемого изобретения являелось увеличение полноты и ускорения процесса обеззолачивания катодов, что влечет снижение НЗП предприятия и является положительным эффектом, ведущим к снижению затрат на обработку. Технический результат достигается тем, что катоды подвергают обработке (выщелачиванию) крепкими цианистыми растворами при температуре 30-60°С, концентрации NaCN 3-30 г/л, добавке пероксида водорода - Н2О2 0,3-20 г/л и рН не менее 11, что обеспечивает высокую динамику (менее 1 ч) и полноту (более 95%) растворения золотосодержащих катодных осадков с поверхности катодов, превышающую аналогичные показатели для способов-аналогов.
Другой задачей изобретения являлось снижение расхода материала катодов. Технический результат достигается тем, что используемые щелочные цианистые растворы являются коррозионно-инертными для материала катодов (черновое железо, нержавеющая сталь, титан). За счет исключения агрессивных механических и химических воздействий срок службы катода существенно увеличивается.
Также положительным техническим результатом является возможность упрощенного обеззолачивания катодов непосредственно в электролизере, что не требует эвакуации катодов и сокращает продолжительность операции при одновременном ее упрощении.
В результате обеззолачивания катодов (первичных) образуются богатые товарные растворы с концентрацией золота 0,5-8 г/л. По предлагаемому способу они подлежат стандартной переработке известным электролитическим методом [1] в отдельном (вторичном) электролизере в режиме самоосыпания осадка с теми же условными потерями (НЗП) 0,2-1 кг/м2. Однако, благодаря малому объему товарных растворов используется электролизер с рабочей поверхностью катодов (вторичных) в 10-30 раз меньше, чем площадь исходных (первичных) катодов. Со снижением катодной площади с задолженным золотом происходит соразмерное снижение величины НЗП данного технологического узла, что повышает экономическую эффективность переработки.
Способ подтверждается следующими примерами.
Для опытов использованы 8 катодов из нержавстальной сетки с размером ячейки 0,63×0,63 мм, площадью по 52-57 см2 и массой по 5,72-6,27 г. Катоды предварительно использованы для обезметалливания богатого золотосодержащего раствора, полученного при интенсивном цианировании гравиоконцентрата. Электролиз вели в оптимальном режиме самоосыпания осадка. После завершения электролиза среднее остаточное содержание золота на катодах составило 616 г/м2. Полученные золотосодержащие катоды являлись сырьем для сравнительных испытаний предлагаемого способа и способов-аналогов (таблица 1 и 2).
По способу-аналогу [1] (пример №1.1) переработку катода не проводили, подразумевая его непрерывное использование в электролизере в пределах срока службы (принят 36 месяцев по опыту промышленных предприятий). Другими словами, данный вариант не предусматривает операции обезметалливания и регенерации катода, поэтому характеризуется максимальной величиной НЗП (незавершенного производства), которая принята за 100%.
По способу-аналогу [1] (пример №1.2) катод подвергали ручной механической зачистке с помощью стальной щетки. По пробирному анализу остаточное содержание на катоде после чистки - 285 г/м2. С катода извлечено 53,7% золота, таким образом условная величина НЗП составляет 46,3% от варианта без зачистки. Убыль массы катода в результате механических повреждений составила 0,23 г или 4%, расчетный срок службы катода составляет 15 месяцев (при периодичности зачистки 1 раз в месяц).
По способу-аналогу [2] (пример №2.1) катод подвергали прямой пирометаллургической обработке. Предварительно в течение 0,5 ч проводили обжиг катода при температуре 650-700°С и свободном доступе воздуха. Плавку обожженного катода проводили в лабораторной камерной печи сопротивления в карбидкремниевых глазурованных тиглях при температуре 1150-1200°С. Состав флюса, % от массы катода: Na2B4O7 - 30; Na2CO3 - 15; SiO2 - 10; CaO - 10. Для интенсификации ошлакования (окисления) катода в расплав в ходе процесса подавали NaNO3 (10% от массы катода). Продолжительность выдержки расплава после ошлакования катода составляла 30 минут.
Полученные золотосодержащие слитки анализировали пробирным методом. Извлечение золота с катода в слиток составило 99,4%, условная величина НЗП составляет 0,6% (шлак) от варианта без переработки катода (пример №1.1). Убыль массы катода в результате ошлакования составила 100%. Расчетный срок службы катода составляет 1 месяц при периодичности зачистки 1 раз в месяц.
По способу-прототипу [3] (пример №3.1) катод использовали в качестве анода электролитической ячейки. В качестве электролита использован раствор с концентрацией NaCN - 1 г/л и NaOH - 10 г/л. Анодную плотность тока выдерживали на уровне 25 А/м2, продолжительность электролиза - 2 ч. В ходе опыта зафиксировано снижение остаточного содержания золота на электроде с 616 до 396 г/м2. Таким образом, извлечение золота с катода составило 35,7%, условная величина НЗП составляет 64,3%.
Убыль массы электрода в результате анодного растворения механических повреждений составила 0,13 г или 2%, расчетный срок службы катода составляет 25 месяцев (при периодичности зачистки 1 раз в месяц).
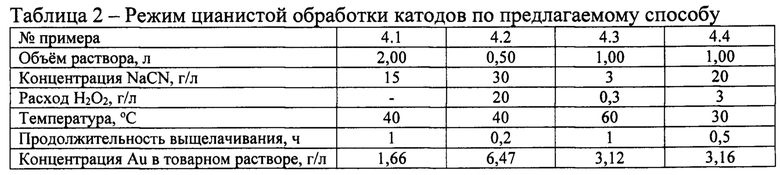
По предлагаемому способу (пример №4.1) катод обрабатывали раствором NaCN - 5 г/л и NaOH - 5 г/л, температуре - 40°С и продолжительности - 1 ч. Остаточное содержание золота на катоде составило 14 г/м2 (2,3%), в ходе переработки катода не зафиксировано убыли его массы, поэтому ожидаемый срок службы катода составляет 36 месяцев, как и в базовом варианте, не предусматривающем операции периодического обезметалливания (пример 1.1).
Полученный раствор объемом 2,00 л с концентрацией золота 1,66 г/л направлен на вторичное электролитическое обезметалливание в проточном электролизере в оптимальном режиме самоосыпания осадка. Площадь катода составляла 3 см2 при катодной плотности тока 25 А/м2. С учетом задолженности золота 5% на вторичном катоде и обезметалленном растворе, условная суммарная величина НЗП составляет 7,3%.
По предлагаемому способу (пример №4.2) катод обрабатывали раствором NaCN - 30 г/л, NaOH - 5 г/л, температуре - 40°С и продолжительности - 0,2 ч. В ходе процесса в раствор периодически добавляли пероксид водорода (Н2О2), суммарный расход которого составил 20 г/л. Остаточное содержание золота на катоде составило 6 г/м2 (1,0%), в ходе переработки катода не зафиксировано убыли его массы, ожидаемый срок службы катода - 36 месяцев.
Полученный раствор объемом 0,50 л с концентрацией золота 6,47 г/л направлен на вторичное электролитическое обезметалливание в аналогичных условиях (см. пример 4.1). С учетом средней задолженности золота 5,0% (от исходного количества золота в опыте) на вторичном катоде и обезметалленном растворе, условная суммарная величина НЗП составляет 6,0%.
По предлагаемому способу (пример №4.3) катод обрабатывали раствором NaCN - 3 г/л, NaOH - 5 г/л, температуре - 60°С и продолжительности - 1 ч. В начале процесса в раствор также добавили пероксид водорода (Н2О2), расход которого составил 0,3 г/л. Остаточное содержание золота на катоде составило 39 г/м2 (6,3%). В ходе переработки катода не зафиксировано убыли его массы, ожидаемый срок службы катода - 36 месяцев.
Полученный раствор объемом 1,00 л с концентрацией золота 3,12 г/л направлен на вторичное электролитическое обезметалливание в аналогичных условиях (см. пример 4.1). С учетом средней задолженности золота 5,0% (от исходного количества золота в опыте) на вторичном катоде и в обезметалленном растворе, условная суммарная величина НЗП составляет 11,3%.
По предлагаемому способу (пример №4.4) катод обрабатывали раствором NaCN - 20 г/л, NaOH - 5 г/л при перемешивании, температуре - 30°С и продолжительности - 0,5 ч. В ходе процесса в раствор периодически добавляли пероксид водорода (Н2О2), суммарный расход которого составил 3 г/л. Остаточное содержание золота на катоде составило 8 г/м2 (1,3%). В ходе переработки катода не зафиксировано убыли его массы, ожидаемый срок службы катода - 36 месяцев.
Полученный раствор объемом 1,00 л с концентрацией золота 3,16 г/л направлен на вторичное электролитическое обезметалливание в аналогичных условиях (см. пример 4.1). С учетом средней задолженности золота 5,0% (от исходного количества золота в опыте) на вторичном катоде и в обезметалленном растворе, условная суммарная величина НЗП составляет 6,3%.
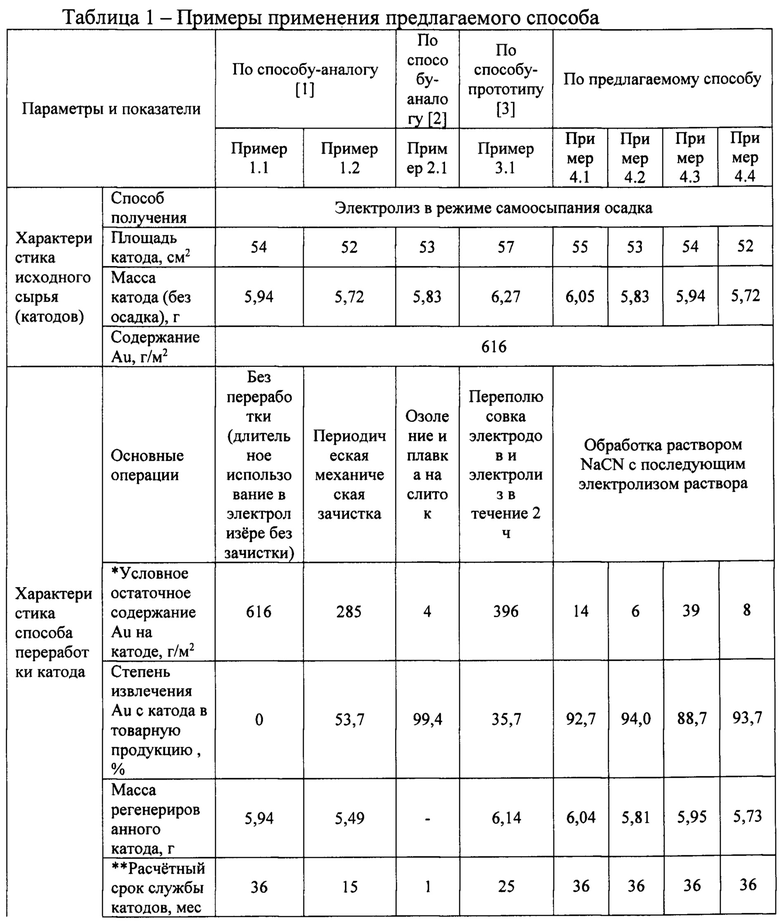
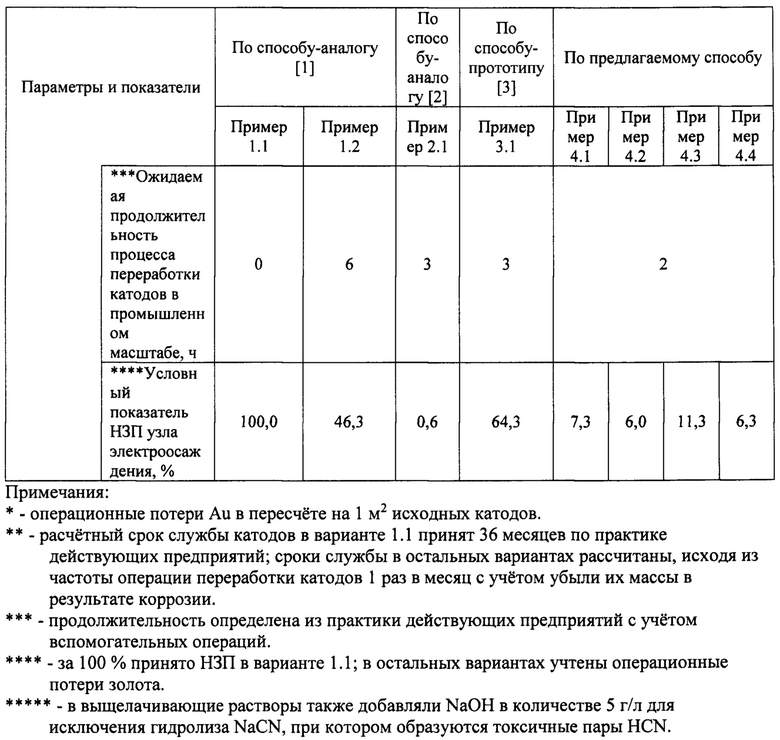
Рассмотренные примеры показывают, что в сравнении с известным способом [1] предлагаемое изобретение позволило в 4,1-16,7 раза снизить величину НЗП (незавершенного производства) узла электроосаждения и увеличить ожидаемый срок службы катодов с 15 до 36 месяцев.
По сравнению с известным способом [2] предлагаемое изобретение позволило увеличить ожидаемый срок службы катодов с 1 до 36 месяцев при сохранении низкого уровня НЗП.
По сравнению с известным способом [3] предлагаемое изобретение позволило в 5,7-10,8 раза снизить величину НЗП узла электроосаждения и увеличить ожидаемый срок службы катодов с 25 до 36 месяцев.
СПИСОК ЛИТЕРАТУРЫ
1. Новый электролизер для извлечения золота из цианистых растворов - «ЭПС» / В.М. Муллов, Зоолотодобыча, №102, Май, 2007. URL: https://zolotodb.ru/article/10285 (дата обращения 16.07.2019)
2. Металлургия благородных металлов (зарубежный опыт) / М.А. Меретуков, A.M. Орлов - М.: Металлургия, 1991, 416 с.
3. Cell design for electrolytic silver recovery from various dilute aqueous solution / Kammel R., Lieber H.W., Eran G., Precious metals, proc. int. symp. - Los Angeles, California, febr. 27-29, 1984
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗВЛЕЧЕНИЯ ЗОЛОТА ИЗ МЕДЬСОДЕРЖАЩЕГО СУЛЬФИДНОГО СЫРЬЯ МЕТОДОМ ЦИАНИРОВАНИЯ | 2019 |
|
RU2704946C1 |
| ЛИНИЯ ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ ИЗ ЦИАНИСТЫХ ПУЛЬП | 1993 |
|
RU2068454C1 |
| ЛИНИЯ ПЕРЕРАБОТКИ ПРОДУКТОВ ГРАВИТАЦИОННОГО ОБОГАЩЕНИЯ ЗОЛОТО-СЕРЕБРЯНЫХ РУД | 1991 |
|
RU2022040C1 |
| ЛИНИЯ ПЕРЕРАБОТКИ ФЛОТОКОНЦЕНТРАТОВ | 1995 |
|
RU2078839C1 |
| ЛИНИЯ ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ ИЗ ЦИАНИСТЫХ РАСТВОРОВ И/ИЛИ ПУЛЬП ПО УГОЛЬНО-СОРБЦИОННОЙ ТЕХНОЛОГИИ | 1993 |
|
RU2041272C1 |
| ЛИНИЯ ПЕРЕРАБОТКИ ЗОЛОТОСОДЕРЖАЩИХ ФЛОТОКОНЦЕНТРАТОВ | 1994 |
|
RU2062797C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЗОЛОТА И СЕРЕБРА ИЗ АКТИВНЫХ УГЛЕЙ | 2019 |
|
RU2733855C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ЭЛЕКТРОННОЙ И ЭЛЕКТРОТЕХНИЧЕСКОЙ ПРОМЫШЛЕННОСТИ | 2016 |
|
RU2644719C2 |
| МНОГОКАМЕРНЫЙ ПРОТОЧНЫЙ ЭЛЕКТРОЛИЗЕР | 1993 |
|
RU2039132C1 |
| ЛИНИЯ ПЕРЕРАБОТКИ ЗОЛОТО- И СЕРЕБРОСОДЕРЖАЩИХ ФЛОТАЦИОННЫХ КОНЦЕНТРАТОВ | 2002 |
|
RU2224806C1 |
Изобретение относится к гидрометаллургии благородных металлов и может быть использовано для извлечения золота с поверхности катодов с их регенерацией и повторным использованием. Катодные осадки выщелачивают раствором NaCN 3-30 г/л, при температуре 30-60°С и рН не менее 11, при необходимости используют Н2О2 0,3-20 г/л. Полученный золотосодержащий раствор подвергают вторичному электролитическому обеззолачиванию в режиме самоосыпания осадка. Способ позволяет в 4,1-16,7 раза снизить величину незавершенного производства узла электроосаждения и увеличить срок службы катодов в 1,4-36 раз. 2 з.п. ф-лы, 2 табл., 8 пр.
1. Способ обеззолачивания и регенерации катодов, включающий операцию растворения катодных осадков, отличающийся тем, что растворение ведут раствором NaCN 3-30 г/л, при температуре 30-60°С и рН не менее 11, после чего полученный богатый раствор подвергают вторичному электролитическому обеззолачиванию в режиме самоосыпания осадка.
2. Способ по п. 1, отличающийся тем, что для интенсификации процесса растворения катодных осадков в выщелачивающий раствор добавляют пероксид водорода (Н2О2) в количестве 0,3-20 г/л.
3. Способ по п. 1 или 2, отличающийся тем, что растворение катодных осадков с поверхности катодов ведут непосредственно в электролизерах.
| МЕЛЬНИКОВ П.С | |||
| Справочник по гальванопокрытиям в машиностроении | |||
| М., Машиностроение, 1991, с.225-227 | |||
| Раствор для удаления покрытий на основе золота и серебра | 1985 |
|
SU1382874A1 |
| СПОСОБ ПЕРЕРАБОТКИ ВТОРИЧНОГО ЗОЛОТОСОДЕРЖАЩЕГО СЫРЬЯ В ЧИСТОЕ ЗОЛОТО (ВАРИАНТЫ) | 2001 |
|
RU2176279C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЗОЛОТА ИЗ ЗОЛОТОГО ПОКРЫТИЯ НА ПОДЛОЖКЕ ИЗ МЕДИ ИЛИ ЕЕ СПЛАВА | 2001 |
|
RU2187580C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЗОЛОТА ИЗ ЗОЛОТОСОДЕРЖАЩИХ ОТХОДОВ | 1996 |
|
RU2094496C1 |
| US 4539087 A, 03.09.1985. | |||

