Настоящее изобретение относится к способу для печати эмали на составляющем стеклянном листе ламинированного остекления, содержащего штабель тонких функциональных слоев, чувствительных к царапинам, которое может использоваться в частности в автомобилях.
Автомобильное остекление, в частности используемое в качестве ветрового стекла, является ламинированным остеклением, состоящим из двух стеклянных листов, объединенных с листом промежуточного слоя, сделанным из термопластического полимера, размещенного между этими двумя стеклянными листами. Каждый стеклянный лист таким образом имеет поверхность, обращенную к упомянутому листу промежуточного слоя. Обычно для остекления автомобиля поверхности ламинированного остекления обозначаются цифрами 1-4, используя следующие соглашения. Стеклянный лист, находящийся снаружи от корпуса транспортного средства, также иногда называемый первым стеклянным листом, имеет поверхность 1 и поверхность 2. Поверхность 1 располагается снаружи, в то время как поверхность 2 обращена к листу промежуточного слоя. Другой стеклянный лист, называемый также вторым стеклянным листом, находится в контакте с внутренностью транспортного средства и имеет поверхность 3 и поверхность 4. Поверхность 3 обращена к листу промежуточного слоя, в то время как поверхность 4 обращена к внутренности транспортного средства.
Автомобильное остекление очень часто имеет непрозрачные эмалевые полосы, которые имеют двойное назначение: они позволяют сохранить целостность клейкого вещества, располагаемого под остеклением, когда оно приклеивается к кузову, под воздействием солнечной радиации и особенно ультрафиолетовых лучей, а также скрыть соединительные детали, например электрического типа, которые расположены вдоль краев поверхностей остекления. Эти полосы могут быть периферийными или более центральными, если они, например, предназначены для того, чтобы скрыть соединительные элементы зеркал заднего обзора. Эти эмалевые полосы обычно осаждаются на стеклянных листах с помощью процессов трафаретной печати.
Кроме того, многие автомобильные стекла являются функционализированными в том смысле, что они позволяют осуществлять управление солнечным светом и/или терморегулирование, или также, например, экранирование электромагнитных полей. Для того, чтобы получить эти функциональности в остеклении, один из составляющих стеклянных листов остекления покрывается штабелем из нескольких тонких слоев, некоторые из которых являются функциональными металлическими слоями, в частности на основе серебра, а другие являются слоями, сделанными из диэлектрического материала, имеющего очень высокое удельное сопротивление, порядка 108-1016 Ом⋅м. Эти штабели слоев очень часто являются чувствительными в том смысле, что они могут быть легко поцарапаны и повреждены. Когда покрытие царапается, существует риск обнажения металлических слоев и тем самым образования точек входа коррозии. Следовательно, эти штабели слоев должны осаждаться на поверхностях, которые являются внутренними и таким образом наименее подверженными внешнему воздействию, то есть на поверхности 2 первого стеклянного листа или на поверхности 3 второго стеклянного листа. Во время процессов изготовления таких ламинированных стекол, когда эти штабели слоев являются чувствительными к царапинам, эмалевая полоса осаждается на том стеклянном листе, который не покрывается этим штабелем слоев. Таким образом, если штабель функциональных слоев располагается на первом стеклянном листе, то эмалевая полоса будет нанесена на второй лист, или наоборот. Как правило, штабель слоев располагается на поверхности 3, а эмалевая полоса располагается на поверхности 1 или 2. Таким образом, периферийная эмалевая полоса может быть нанесена с помощью обычных методик трафаретной печати, не заботясь ни о каком покрытии, поскольку она осаждается на непокрытый лист. В большинстве современных функционализированных автомобильных стекол штабель слоев таким образом располагается на поверхности 3, а эмалевая полоса находится на поверхности 2, что позволяет скрыть выводы штабеля слоев. Фактически в этой конфигурации пластмассовые элементы, такие как зеркала заднего обзора или основания для детекторов дождя, приклеиваются к поверхности 4, и таким образом непосредственно к стеклу, то есть к относительно гладкой поверхности, что может создать трудности во время приклеивания. Некоторые изготовители пытаются избежать приклеивания этих элементов непосредственно на стекло, и хотели бы иметь возможность приклеивать их на полосу, сделанную из эмали, что облегчило бы приклеивание, сохраняя функциональность предохранения клейкого вещества от ультрафиолетового облучения и маскировки соединительных элементов. Настоящее изобретение находится внутри этого контекста и предлагает способ для изготовления ламинированного стекла, в котором эмалевая полоса располагается на том стеклянном листе, на который был нанесен штабель функциональных слоев. Способ в соответствии с настоящим изобретением позволяет получить ламинированное остекление, в котором штабель функциональных слоев располагается на поверхности 3, а эмалевая полоса находится на поверхности 4.
Способ в соответствии с настоящим изобретением представляет собой способ производства ламинированного стекла для автомобиля, содержащего по меньшей мере первый стеклянный лист, находящийся снаружи транспортного средства, второй стеклянный лист, находящийся внутри транспортного средства, и термопластический промежуточный слой, помещенный между этими двумя стеклянными листами, причем по меньшей мере один из упомянутых стеклянных листов снабжен штабелем тонких слоев, содержащих множество функциональных слоев, чувствительных к царапинам, где упомянутый способ содержит следующие стадии:
а) нанесения штабеля тонких слоев на одну из поверхностей первого или второго стеклянного листа,
b) расположения поверхности, покрытой штабелем тонких слоев, на основании,
с) нанесения жидкой эмали, которая имеет вязкость меньше чем 10 Па⋅с, на некоторую зону непокрытой поверхности стеклянного листа, используемого на стадии a),
d) нагревания этих стеклянных листов для изгиба или формования до температур 500-650°C,
е) установки термопластического промежуточного слоя между первым и вторым стеклянными листами,
f) дегазации этого узла под вакуумом, а затем
g) герметизации и обработки этого узла в автоклаве.
В значении настоящего изобретения первый стеклянный лист является тем листом, у которого поверхность 1 находится в контакте с внешней средой, а второй стеклянный лист находится в контакте с внутренностью транспортного средства (пассажирским салоном).
Предпочтительно штабель тонких функциональных слоев осаждается на ту поверхность второго стеклянного листа, которая после изготовления будет контактировать с термопластическим промежуточным слоем. Штабель слоев таким образом находится на поверхности 3. Стадия a) способа выполняется с использованием обычных методик нанесения тонких функциональных слоев. В этом плане можно упомянуть обычно используемое катодное распыление магнетроном. Предпочтительно по меньшей мере один из тонких слоев этого штабеля является серебряным слоем.
Стадия b) заключается в расположении покрытого штабелем тонких слоев стеклянного листа на основании так, чтобы контактирующая с основанием поверхность была поверхностью, на которую нанесение штабеля тонких функциональных слоев было выполнено во время стадии a). Предпочтительно это основание является пневматическим присосом, который позволяет поддерживать стеклянный лист, не повреждая штабель тонких чувствительных к царапинам слоев. В соответствии с другим вариантом осуществления обслуживание на этом основании может выполняться автоматизированным роботом, имеющим средства основания типа пневматического присоса.
Стадия c) способа соответствует стадии нанесения эмали на тот же самый стеклянный лист, на который был нанесен штабель тонких функциональных слоев, но на поверхность, противоположную поверхности, покрытой штабелем тонких слоев. Если этот штабель предпочтительно находится на поверхности 3, стадия b) заключается в нанесении эмали на поверхность 4 второго стеклянного листа. Нанесение эмали выполняется путем распыления, путем полива или путем нанесения покрытия с помощью валика. Предпочтительно нанесение эмали выполняется кистью, непрерывно питаемой эмалевым составом. Форма, размер и количество эмалевых слоев, которые желательно нанести, зависят от предполагаемого использования остекления. Обычно нанесение выполнено на окружности остекления в форме полосы с шириной, которая является переменной, но достаточной для того, чтобы скрыть элементы, расположенные внутри остекления, такие как, например, электрические соединения и/или соединения средств нагрева. Вязкость эмалевого состава, который наносится на остекление, должна быть меньше чем 10 Па⋅с, чтобы его можно было наносить кистью. Причина этого заключается в том, что если вязкость является слишком высокой, используемая методика нанесения не позволяет получить однородное покрытие. Более предпочтительно вязкость эмалевого состава, наносимого во время стадии c), составляет 2-5 Па⋅с. Если вязкость эмалевого состава является слишком низкой, например меньше чем 1 Па⋅с, он становится слишком жидким и может потечь во время транспортировки остекления между различными стадиями способа.
Любой тип эмалевого состава, применяемого в автомобильных приложениях, обычно черного цвета, может использоваться в способе в соответствии с настоящим изобретением при условии, что его вязкость совместима с используемым способом нанесения.
Эта стадия c) нанесения эмали предпочтительно выполняется с помощью по меньшей мере одного автоматизированного робота для нанесения, снабженного по меньшей мере одной головкой типа кисти, непрерывно питаемой эмалевым составом. Вместо кисти возможно также оборудовать головку войлоком или пеной, которые также позволяют выполнить нанесение эмали. Робот для нанесения также предпочтительно снабжается средствами, позволяющими удерживать покрытую поверхность на основании. Таким образом он может быть тем же самым автоматизированным роботом, который используется на стадии b), имеющим по меньшей мере две различные руки, одну для основания, а другую для нанесения эмали. Стадия c) нанесения эмали также может выполняться одним или более роботами, снабженными по меньшей мере двумя головками для одновременной печати эмали по всему остеклению, причем каждая из головок выполняет нанесение на свою часть остекления. Эта конфигурация позволяет в частности использовать роботов, руки которых имеют меньшие размеры.
После завершения стадии c) один из стеклянных листов таким образом имеет на одной поверхности штабель тонких функциональных слоев, а на другой поверхности эмалевую полосу.
Два составляющих листа остекления подвергаются затем стадии нагрева до температуры 500°C - 650°C для того, чтобы согнуть или сформовать их. Эта температура соответствует температуре размягчения стеклянного листа, при которой он может быть искривлен.
Стеклянные листы, будучи согнутыми, могут таким образом быть непосредственно собраны без необходимости в специальной стадии сушки и предварительного отверждения эмали, нанесенной на стеклянный лист, имеющий штабель тонких функциональных слоев. Сушка и отверждение таким образом выполняются непосредственно во время стадии изгиба ламинированного остекления.
Стадии e) - g) способа в соответствии с настоящим изобретением соответствуют обычным стадиям сборки ламинированного стекла. Два стеклянных листа располагаются так, чтобы термопластический промежуточный слой был помещен между этими двумя стеклянными листами. Поверхность стеклянного листа или листов, который содержит штабель тонких слоев, поворачивается к термопластическому промежуточному слою (поверхность 2 и/или поверхность 3). Собранный узел дегазируется под вакуумом перед герметизацией и обработкой в автоклаве. Дегазация осуществляется, например, путем помещения узла ламинированного остекления в оболочку из силикона, из которой воздух откачивается вакуумным насосом. Во время стадии g) узел, размещенный в вакуумном мешке, нагревается до температуре приблизительно 80°C, а затем окончательная адгезия узла происходит во время обработки в автоклаве. Остекление, извлеченное из вакуумного мешка, подвергается, например, циклу гидростатического давления 12 бар и температуры 135°C приблизительно на 90 мин для того, чтобы удалить весь оставшийся воздух.
Настоящее изобретение также относится к ламинированному остеклению, содержащему по меньшей мере два стеклянных листа и термопластический промежуточный слой, которое получается с помощью описанного выше способа. Остекление в соответствии с настоящим изобретением содержит штабель чувствительных к царапинам функциональных слоев, расположенных на обращенной к термопластическому промежуточному слою поверхности по меньшей мере одного из стеклянных листов, и по меньшей мере одну эмалевую полосу на другой поверхности того же самого стеклянного листа. Таким образом, при использовании определенной выше терминологии покрытие находится на поверхности 3, а эмаль на поверхности 4. Элементы, возможно необходимые для соединений тонких функциональных слоев, например контактные полосы, также известные как шины, также располагаются на поверхности 3 остекления. Остекление в соответствии с настоящим изобретением таково, что становится возможным приклеивать элементы, находящиеся в пассажирском салоне транспортного средства, прямо на эмаль, находящуюся на поверхности, обращенной внутрь салона (поверхности 4).
Термопластический промежуточный слой может быть, например, пленкой, сделанной из поливинилбутираля, из полиуретана, сополимера этилена/винилацетата, поливинилхлорида, силикона или смолы.
Штабель тонких функциональных слоев может придавать остеклению антиотражающие, полуотражающие, проводящие свойства и/или свойства управления солнечным светом и т.п.
Остекление в соответствии с настоящим изобретением может также содержать эмалевую полосу на той поверхности стеклянного листа, которая не содержит штабель тонких функциональных слоев, и которая обращена к термопластическому промежуточному слою. Таким образом, поверхность 2 остекления может содержать эмалевую полосу, предназначенную для маскировки краев штабеля тонких слоев. Эта эмалевая полоса может наноситься путем распыления, путем полива или путем нанесения покрытия с помощью валика.
Прилагаемые чертежи иллюстрируют настоящее изобретение, не ограничивая его область охвата.
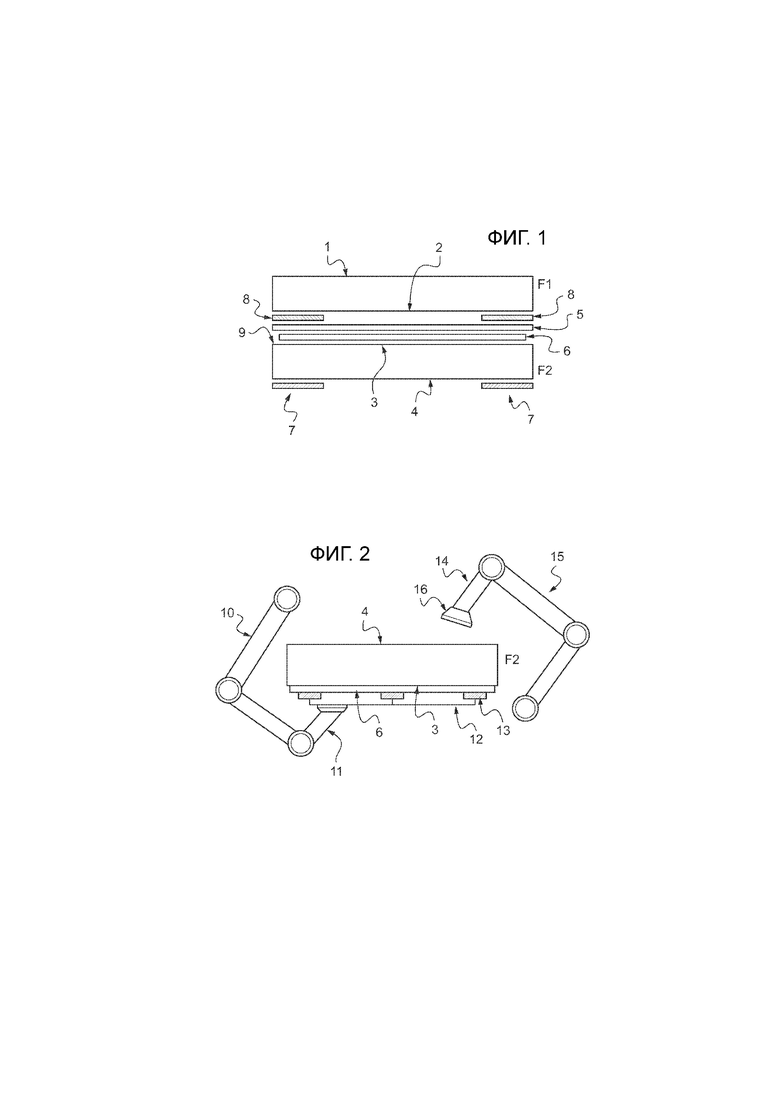
Фиг. 1 представляет собой поперечное сечение остекления в соответствии с настоящим изобретением. Это остекление содержит два стеклянных листа F1 и F2. Лист F1 имеет первую поверхность (1), обращенную наружу, и вторую поверхность (2), обращенную к термопластическому промежуточному слою (5). Второй лист F2 имеет поверхность (3), обращенную к термопластическому промежуточному слою (5), и поверхность (4), обращенную к пассажирскому салону транспортного средства. Штабель тонких функциональных слоев (6) располагается на поверхности (3) остекления. Способ в соответствии с настоящим изобретением позволяет наносить эмалевую полосу, в данном случае периферийную эмалевую полосу (7), на поверхность (4) листа F2. В остеклении, представленном на Фиг. 1, другая эмалевая полоса (8) нанесена на периферии поверхности (2) стеклянного листа (F1) для того, чтобы скрыть зоны (9), расположенные вдоль края штабеля тонких слоев.
Фиг. 2 представляет один вариант осуществления способа в соответствии с настоящим изобретением. Стеклянный лист F2, содержащий штабель тонких функциональных слоев (6), нанесенный на поверхность (3), удерживается в покое рукой (11) робота (10), позволяя поддерживать стеклянный лист F2 посредством основания (12), оборудованного пневматическими присосами (13). Рука (14) робота (15) для нанесения оборудована головкой (16) для нанесения, непрерывно питаемой эмалевым составом, который должен быть нанесен на поверхность (4).
Изобретение относится к способу для печати эмали на составляющем стеклянном листе ламинированного остекления, содержащего штабель тонких функциональных слоев, чувствительных к царапинам, которое может использоваться в частности в автомобилях. Предлагается способ изготовления слоистого стекла для моторного транспортного средства, который содержит по меньшей мере первый стеклянный лист, находящийся в контакте с внешним пространством транспортного средства, второй стеклянный лист, находящийся в контакте с внутренним пространством транспортного средства, и термопластический промежуточный слой, размещенный между этими двумя стеклянными листами. По меньшей мере один из упомянутых стеклянных листов снабжен штабелем тонких слоев, содержащих множество функциональных слоев, чувствительных к царапинам, при этом способ содержит следующие стадии: а) нанесения штабеля тонких слоев на одну из поверхностей первого или второго стеклянного листа, b) расположения поверхности, покрытой штабелем слоев, на основании, с) нанесения жидкой эмали, композиция которой имеет вязкость меньше чем 10 Па⋅с, на зону непокрытой поверхности стеклянного листа, используемого на стадии a), d) нагревания этих стеклянных листов для изгиба или формования до температур 500-650°C, е) установки термопластического промежуточного слоя между первым и вторым стеклянными листами так, чтобы поверхность, покрытая штабелем тонких слоев, была обращена к промежуточному слою, f) дегазации этого комплекта под вакуумом, а затем g) герметизации и обработки этого комплекта в автоклаве. Технический результат - возможность приклеивать элементы, находящиеся в пассажирском салоне транспортного средства, прямо на эмаль, находящуюся на поверхности, обращенной внутрь салона. 2 н. и 6 з.п. ф-лы, 2 ил.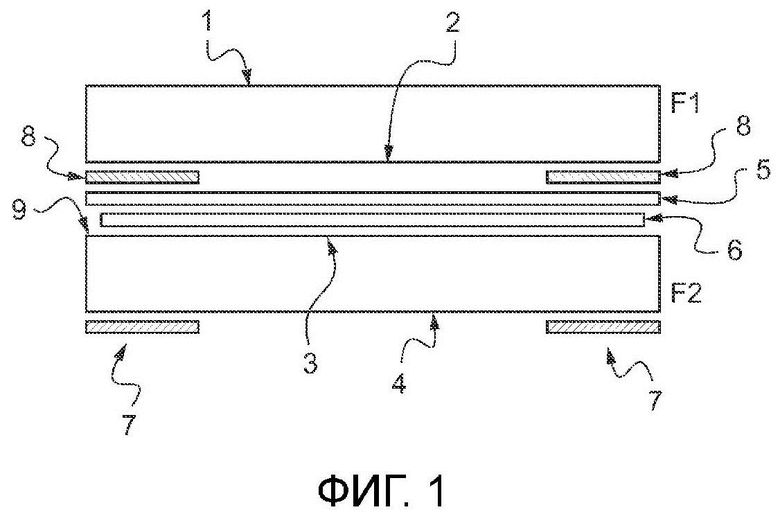
1. Способ изготовления слоистого стекла для моторного транспортного средства, содержащего по меньшей мере первый стеклянный лист, находящийся в контакте с внешним пространством транспортного средства, второй стеклянный лист, находящийся в контакте с внутренним пространством транспортного средства, и термопластический промежуточный слой, размещенный между этими двумя стеклянными листами, причем по меньшей мере один из упомянутых стеклянных листов снабжен штабелем тонких слоев, содержащих множество функциональных слоев, чувствительных к царапинам, при этом способ содержит следующие стадии:
а) нанесения штабеля тонких слоев на одну из поверхностей первого или второго стеклянного листа,
b) расположения поверхности, покрытой штабелем слоев, на основании,
с) нанесения жидкой эмали, композиция которой имеет вязкость меньше чем 10 Па⋅с, на зону непокрытой поверхности стеклянного листа, используемого на стадии a),
d) нагревания этих стеклянных листов для изгиба или формования до температур 500-650°C,
е) установки термопластического промежуточного слоя между первым и вторым стеклянными листами так, чтобы поверхность, покрытая штабелем тонких слоев, была обращена к промежуточному слою,
f) дегазации этого комплекта под вакуумом, а затем
g) герметизации и обработки этого комплекта в автоклаве.
2. Способ по п. 1, отличающийся тем, что стадия c) выполняется по меньшей мере одним автоматизированным роботом для нанесения, снабженным по меньшей мере одной головкой подачи типа кисти или щетки, на которую непрерывно подают эмалевый состав.
3. Способ по п. 2, отличающийся тем, что робот также снабжен средствами, позволяющими удерживать покрытую поверхность с опорой на основание.
4. Способ по одному из пп. 1-3, отличающийся тем, что стадия c) выполняется одним или более роботами, снабженными по меньшей мере двумя головками подачи для одновременной печати эмали по всему остеклению, причем каждая из головок выполняет нанесение на часть остекления.
5. Способ по одному из предшествующих пунктов, отличающийся тем, что эмаль, наносимая на стадии c), является жидкой композицией, вязкость которой составляет от 2 до 5 Па⋅с.
6. Способ по одному из предшествующих пунктов, отличающийся тем, что штабель тонких функциональных слоев, наносимый на стадии a), содержит по меньшей мере один серебряный слой.
7. Слоистое остекление, содержащее по меньшей мере два стеклянных листа и термопластический промежуточный слой, получаемое с помощью способа по одному из предшествующих пунктов, отличающееся тем, что оно содержит штабель чувствительных к царапинам функциональных слоев, расположенных на обращенной к термопластическому промежуточному слою поверхности по меньшей мере одного из стеклянных листов, а также по меньшей мере одну эмалевую полосу на другой поверхности того же самого стеклянного листа.
8. Остекление по п. 7, отличающееся тем, что оно имеет антиотражающие свойства, свойства управления солнечным светом, полуотражающие свойства и/или проводниковые свойства.
| WO 2007080186 A1, 19.07.2007 | |||
| WO 2013189798 A1, 27.12.2013 | |||
| WO 2014174308 A1, 30.10.2014 | |||
| Ветровое окно автомобиля | 1969 |
|
SU482036A3 |

