Настоящее изобретение относится к непрерывному способу получения пропиленоксида, который содержит пусковую стадию и, после пусковой стадии, нормальную эксплуатационную стадию, где поток поступающего материала, который пропускают на эпоксидирование, содержит формиатную соль и пероксид водорода, и где в ходе нормальной эксплуатационной стадии, средняя скорость превращения молярного количество формиатной соли относительно молярного количества пероксида водорода в указанном потоке поступающего материала составляет менее 0 в час.
Пропиленоксид является важным промежуточным соединением в химической промышленности. Подходящий способ получения пропиленоксида начинается с пропена и использует применение пероксида водорода в качестве окисляющего агента, ацетонитрил в качестве растворителя и гетерогенный цеолитный катализатор эпоксидирования, имеющий каркасную структуру типа MWW и содержащий титан. Из-за его важности для промышленных процессов желательно как можно эффективнее выполнять эту реакцию эпоксидирования.
В WO 2015/010990 А раскрывается непрерывный способ получения пропиленоксида, где этот способ включает обеспечение жидкого потока поступающего материала, содержащего пропен, пероксид водорода, ацетонитрил, воду, необязательно пропан и по меньшей мере одну растворенную калиевую соль. Согласно WO 2015/010990 А было обнаружено, что присутствие по мере меньшей одной растворенной калиевой соли в жидком потоке поступающего материала, обеспеченном на стадии (i), обеспечивает отличную эффективность эпоксидирования используемого в способе
катализатора эпоксидирования, где катализатор содержит цеолит, содержащий титан, имеющий тип каркасной структуры MWW. Кроме того, что отличные характеристики эпоксидирования с точки зрения превращения пероксида водорода и селективности пропиленоксида достигаются, если применяются органические калиевые соли. В отношении конкретных количеств растворенной калиевой соли в WO 2015/010990 А раскрывается, что концентрация калиевой соли в жидком потоке поступающего материала не ограничена каким-либо специальным образом, и что предпочтительно концентрация растворенной калиевой соли в жидком потоке поступающего материала, обеспеченном на стадии (i), составляет по меньшей мере 10%, предпочтительно в интервале от 10 до 100%, предпочтительно от 20 до 100%, более предпочтительно от 30 до 100%, более предпочтительно от 40 до 100% от предела растворимости калиевой соли в обеспеченном жидком потоке поступающего материала. Согласно примерам WO 2015/010990 А, концентрация калиевой соли сохраняется постоянной при конкретном значении в ходе непрерывной реакции эпоксидирования.
Задача настоящего изобретения состоит в обеспечение непрерывного способа получения пропиленоксида, который еще более эффективен, чем способ, описанный в WO 2015/010990 А, в частности, если способ осуществляют в промышленном масштабе.
Неожиданно было обнаружено, что если в ходе нормальной эксплуатационной стадии непрерывного способа получения пропиленоксида, количество формиатной соли относительно количества пероксида водорода в жидком потоке поступающего материала, подвергнутом условиям эпоксидирования, специфически варьируется так, что в конце нормальной эксплуатационной стадии непрерывного способа молярное количество формиатной соли относительно молярного количества пероксида водорода ниже молярного количество формиатной соли относительно молярного количества пероксида водорода в начале нормальной эксплуатационной стадии, на селективность способа в отношении ценного продукта пропиленоксида можно положительно повлиять. Более неожиданно было обнаружено, что эти выгодные
результаты по селективности были получены даже в тех случаях, когда в ходе нормальной эксплуатационной стадии температура эпоксидирования была слегка увеличена для достижения постоянного превращения пероксида водорода, хотя, согласно ожиданиям специалистов в данной области техники, увеличение температуры должно приводить к отрицательному влиянию на селективность в отношении ценного продукта. Таким образом, было обнаружено, что хотя концентрация формиатной соли в жидком потоке поступающего материала уменьшался в ходе нормальной эксплуатационной стадии, селективность в отношении ценного продукта увеличивалась, а селективности в отношении нежелательных побочных продуктов, таких как кислород и метоксипропиленгликоль (MPG), снижались. Кроме того, было обнаружено, что с использованием установки согласно настоящему изобретению может быть достигнута чрезвычайно длительная нормальная эксплуатационная стадия и, таким образом, чрезвычайно длительные сроки действия используемого катализатора эпоксидирования.
Поэтому, настоящее изобретение относится к непрерывному способу получения пропиленоксида, включающему нормальную эксплуатационную стадию и пусковую стадию, где нормальная эксплуатационная стадия содержит
(i) непрерывно обеспечение жидкого потока поступающего материала, содержащего пропен, пероксид водорода, ацетонитрил, формиатную соль, воду и необязательно пропан, где в жидком потоке поступающего материала, молярное количество формиатной соли относительно молярного количества пероксида водорода в данный момент времени в ходе нормальной эксплуатационной стадии составляет aN(Fo/H2O2);
(ii) непрерывно пропускание жидкого потока поступающего материала, обеспеченного на стадии (i), в зону эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW, и подвергание жидкого потока поступающего материала условиям реакции эпоксидирования в зоне эпоксидирования, получая реакционную
смесь, содержащую пропиленоксид, ацетонитрил, воду, формиатную соль, необязательно пропен, и необязательно пропан;
(iii) непрерывно удаление отходящего потока из зоны эпоксидирования, причем отходящий поток содержит пропиленоксид, ацетонитрил, воду, по меньшей мере часть формиатной соли, необязательно пропен, и необязательно пропан;
где нормальная эксплуатационная стадия характеризуется средней скоростью превращения aN(Fo/H2O2) менее 0 ч-1.
Термин «необязательно пропан» описывает, что пропен в качестве исходного вещества либо используется как чистый пропен, либо как смесь пропена и пропана. Если смесь пропена и пропана используется на стадии (i), реакционная смесь на стадии (ii) и отходящий поток на стадии (iii) содержат пропан.
Термин "нормальная эксплуатационная стадия" согласно настоящему изобретению описывает период времени между пусковой стадией непрерывного способа и концом непрерывного способа. Пусковая стадия способа в общем характеризуется тем, что отдельные потоки, содержащие пропен и необязательно пропан, содержащие пероксид водорода, содержащие ацетонитрил, и содержащие формиатную соль, подходящим образом и последовательно смешивают до получения заданной концентрации полученного потока, который представляет собой жидкий поток поступающего материала согласно (i) в начале нормальной эксплуатационной стадии; в ходе процесса запуска концентрация пероксида водорода в потоке, полученном в результате смешивания вышеуказанных отдельных потоков, предпочтительно подходящим образом увеличивается, где, Коган достигается заданная максимальная концентрация, пусковая стадия завершается, и нормальная эксплуатационная стадия начинается. Завершение непрерывного способа определяется, когда, посредством любых подходящих средств, реакция эпоксидирования в зоне реакции эпоксидирования прерывается, например
посредством прекращения добавления пероксида водорода при обеспечении жидкий поток поступающего материала на стадии (i) или тому подобным.
Нормальная эксплуатационная стадия
Стадия (i)
Термин "средняя скорость превращения aN(Fo/H2O2)", как применяется в контексте настоящего изобретения определяется как [aN(Fo/H2O2)(tmax)-aN(Fo/H2O2)(t0)]/[tmax-t0], где [tmax-t0] представляет собой продолжительной нормальной эксплуатационной стадии, определенную разностью между конечной точкой нормальной эксплуатационной стадии в момент времени tmax и начальной точкой нормальной эксплуатационной стадии в момент времени t0, где aN(Fo/H2O2)(tmax) представляет собой значение aN(Fo/H2O2) в момент времени tmax, и где aN(Fo/H2O2)(t0) представляет собой значение aN(Fo/H2O2) в момент времени t0.
Поэтому, настоящее изобретение также относится к непрерывному способу получения пропиленоксида, включающему нормальную эксплуатационную стадию и пусковую стадию, где нормальная эксплуатационная стадия содержит
(i) непрерывно обеспечение жидкого потока поступающего материала, содержащего пропен, пероксид водорода, ацетонитрил, формиатную соль, воду и необязательно пропан, где в жидком потоке поступающего материала, молярное количество формиатной соли относительно молярного количества пероксида водорода в данный момент времени в ходе нормальной эксплуатационной стадии составляет aN(Fo/H2O2);
(ii) непрерывно пропускание жидкого потока поступающего материала, обеспеченного на стадии (i), в зону эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры
MWW, и подвергание жидкого потока поступающего материала условиям реакции эпоксидирования в зоне эпоксидирования, получая реакционную смесь, содержащую пропиленоксид, ацетонитрил, воду, формиатную соль, необязательно пропен, и необязательно пропан;
(iii) непрерывно удаление отходящего потока из зоны эпоксидирования, причем отходящий поток содержит пропиленоксид, ацетонитрил, воду, по меньшей мере часть формиатной соли, необязательно пропен, и необязательно пропан;
где нормальная эксплуатационная стадия характеризуется средней скоростью превращения aN(Fo/H2O2) менее 0 ч-1, где средняя скорость превращения aN(Fo/H2O2) определяется как [aN(Fo/H2O2)(tmax)-aN(Fo/H2O2)(t0)]/[tmax-t0], где [tmax-t0] представляет собой продолжительной нормальной эксплуатационной стадии, определенную разностью между конечной точкой нормальной эксплуатационной стадии в момент времени tmax и начальной точкой нормальной эксплуатационной стадии в момент времени t0, где aN(Fo/H2O2)(tmax) представляет собой значение aN(Fo/H2O2) в момент времени tmax, и где aN(Fo/H2O2)(t0) представляет собой значение aN(Fo/H2O2) в момент времени t0.
Предпочтительно, в ходе нормальной эксплуатационной стадии, значение aN(Fo/H2O2) в данный момент времени (t2-t0), aN(Fo/H2O2)(t2-t0), меньше или равно значению aN(Fo/H2O2) в данный момент времени t1-t0, aN(Fo/H2O2)(t1-t0), где (t2-t0) больше (t1-t0), при условии, что в конце нормальной эксплуатационной стадии, в момент времени tmax, средняя скорость превращения aN(Fo/H2O2) менее 0 ч-1. Поэтому, предпочтительно в ходе нормальной эксплуатационной стадии, значение aN(Fo/H2O2) либо сохраняется постоянным в течение определенного периода времени, либо уменьшается в течение определенного периода времени при условии, что в конце нормальной эксплуатационной стадии, aN(Fo/H2O2)(tmax) меньше aN(Fo/H2O2)(t0).
Поэтому, настоящее изобретение также относится к непрерывному способу получения пропиленоксида, включающему нормальную эксплуатационную стадию и пусковую стадию, где нормальная эксплуатационная стадия содержит
(i) непрерывно обеспечение жидкого потока поступающего материала, содержащего пропен, пероксид водорода, ацетонитрил, формиатную соль, воду и необязательно пропан, где в жидком потоке поступающего материала, молярное количество формиатной соли относительно молярного количества пероксида водорода в данный момент времени в ходе нормальной эксплуатационной стадии составляет aN(Fo/H2O2);
(ii) непрерывно пропускание жидкого потока поступающего материала, обеспеченного на стадии (i), в зону эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW, и подвергание жидкого потока поступающего материала условиям реакции эпоксидирования в зоне эпоксидирования, получая реакционную смесь, содержащую пропиленоксид, ацетонитрил, воду, формиатную соль, необязательно пропен, и необязательно пропан;
(iii) непрерывно удаление отходящего потока из зоны эпоксидирования, причем отходящий поток содержит пропиленоксид, ацетонитрил, воду, по меньшей мере часть формиатной соли, необязательно пропен, и необязательно пропан;
где нормальная эксплуатационная стадия характеризуется средней скоростью превращения aN(Fo/H2O2) менее 0 ч-1 где средняя скорость превращения aN(Fo/H2O2) определяется как [aN(Fo/H2O2)(tmax)-aN(Fo/H2O2)(t0)]/[tmax-t0], где [tmax-t0] представляет собой продолжительной нормальной эксплуатационной стадии, определенную разностью между конечной точкой нормальной эксплуатационной стадии в момент времени tmax и начальной точкой нормальной эксплуатационной стадии в момент времени t0, где aN(Fo/H2O2)(tmax) представляет собой значение aN(Fo/H2O2) в момент времени tmax, и где aN(Fo/H2O2)(t0) представляет собой значение
aN(Fo/H2O2) в момент времени t0, и где aN(Fo/H2O2)(t2-t0) меньше или равно aN(Fo/H2O2)(t1-t0), где (t2-t0) больше (t1-t0), где t0<t1<tmax и t0<t2<tmax.
Предпочтительно, средняя скорость превращения aN(Fo/H2O2) находится в интервале от -10-10 до -10-6 ч-1, более предпочтительно в интервале от -10-9 до -10-7 ч-1, как например в интервале от -10-9 до -10-8 ч-1 или в интервале от -10-8 до -10-7 ч-1. Предпочтительно, в начале нормальной эксплуатационной стадии, в момент времени t0, aN(Fo/H2O2) находится в интервале от 1.0*10-4 до 1.0*10-2, более предпочтительно в интервале от 5.0*10-4 до 1.0*10-3, как например в интервале от 6.0*10-4 до 9.0*10-4 или в интервале от 7.0*10-4 до 8.0*10-4. Поэтому, предпочтительно средняя скорость превращения aN(Fo/H2O2) находится в интервале от -10-10 до -10-6 ч-1 и aN(Fo/H2O2)(t0) находится в интервале от 1.0*10-4 до 1.0*10-2. Более предпочтительно, средняя скорость превращения aN(Fo/H2O2) находится в интервале от -10-9 до -10-7 ч-1 и aN(Fo/H2O2)(t0) находится в интервале от 5.0*10-4 до 1.0*10-3.
Предпочтительно, формиатная соль согласно (i) представляет собой одну или более формиатных солей щелочного металла, одну или более формиатных солей щелочноземельного металла, или смесь одной или более формиатных солей щелочного металла и одной или более формиатных солей щелочноземельного металла. Более предпочтительно, формиатная соль согласно (i) содержит одну или более формиатных солей щелочного металла, более предпочтительно содержит формиатную соль калия. Более предпочтительно, формиатная соль согласно (i) содержит K+СОО-. Более предпочтительно, формиатная соль согласно (i) представляет собой K+СОО-.
В общем, композиция жидкого потока поступающего материала, обеспеченного на стадии (i), не ограничена каким-либо специальным образом. Предпочтительно, в ходе нормальной эксплуатационной стадии, жидкий поток поступающего материала, обеспеченный на стадии (i), содержит
ацетонитрил в количестве в интервале от 60 до 75 мас. %, предпочтительно в интервале от 60 до 65 мас. %, на основе общей массы жидкого потока поступающего материала;
пероксид водорода в количестве в интервале от 6 до 10 мас. %, предпочтительно в интервале от 7 до 9 мас. %, на основе общей массы жидкого потока поступающего материала;
воду при молярном соотношении воды и ацетонитрила самое большее 1:4, предпочтительно в интервале от 1:50 до 1:4, более предпочтительно в интервале от 1:15 до 1:4.1, более предпочтительно в интервале от 1:10 до 1:4.2;
пропен при молярном соотношении пропена и пероксида водорода, содержащихся в потоке поступающего материала, в интервале от 1:1 до 1.6:1, предпочтительно в интервале от 1.1:1 до 1.5:1; и
необязательно пропан при молярном соотношении пропана и суммы пропена и пропана в интервале от 0.0001:1 до 0.15:1, предпочтительно в интервале от 0.001:1 до 0.05:1.
Предпочтительно по меньшей мере 95 мас. %, более предпочтительно от 95 до 100 мас. %, более предпочтительно от 98 до 100 мас. % жидкого потока поступающего материала, обеспеченного на стадии (i), состоит из пропена, пероксида водорода, ацетонитрила, формиатной соли, воды и необязательно пропана.
Предпочтительно, жидкий поток поступающего материала, обеспеченный на стадии (i), который предпочтительно подают в качестве единственного питающего потока в реактор эпоксидирования, не содержит дигидрофосфата аммония. Более предпочтительно, жидкий поток поступающего материала, обеспеченный на стадии (i), который предпочтительно подают в качестве единственного питающего потока в
реактор эпоксидирования, не содержит фосфата аммония, гидрофосфата аммония и дигидрофосфата аммония. Более предпочтительно, жидкий поток поступающего материала, обеспеченный на стадии (i), который предпочтительно подают в качестве единственного питающего потока в реактор эпоксидирования, не содержит карбоната аммония, гидрокарбоната аммония, дигидрофосфата аммония, гидрофосфата аммония, фосфата аммония, гидропирофосфата аммония, пирофосфата аммония, хлорида аммония, нитрата аммония и ацетата аммония. Более предпочтительно, жидкий поток поступающего материала, обеспеченный на стадии (i), который предпочтительно подают в качестве единственного питающего потока в реактор эпоксидирования, не содержит аммониевой соли. Термин "не содержит", как используется в данном контексте настоящего изобретения, относится к концентрации соответствующего соединения не более 2 мас. частей на миллион, предпочтительно не более 1 мас. часть на миллион, в расчете на общий вес жидкого потока поступающего материала. Таким образом, настоящее изобретение также относится к способу, как описано выше, который отличается тем, что жидкий поток поступающего материала, обеспеченный на стадии (i), который предпочтительно подают в качестве единственного питающего потока в реактор эпоксидирования, содержит аммоний NH4+ в количестве в количестве в интервале от 0 до 2 мас. частей на миллион, предпочтительно в интервале от 0 до 1 мас. частей на миллион, на основе общей массы жидкого потока поступающего материала.
Предпочтительно, жидкий поток поступающего материала, обеспеченный на стадии (i), который предпочтительно подают в качестве единственного питающего потока в реактор эпоксидирования, содержит натрий в молярном соотношении натрия по отношению к перекиси водорода в интервале от 1*10-6:1 до 250*10-6:1, предпочтительно в интервале от 5*10-6:1 до 50*10-6:1.
Предпочтительно, жидкий поток поступающего материала, обеспеченный на стадии (i), предпочтительно пропускаемый в качестве единственного потока поступающего материала в реактор эпоксидирования, не содержит растворенный дигидрофосфат натрия (NaH2PO4), более предпочтительно не содержит ни растворенный
дигидрофосфат натрия, ни растворенный динатрия гидрофосфат (Na2HPO4), более предпочтительно не содержит ни растворенный дигидрофосфат натрия, ни растворенный динатрия гидрофосфат, ни растворенный фосфат натрия (Na3PO4).
Предпочтительно, жидкий поток поступающего материала, обеспеченный на стадии (i), предпочтительно пропускаемый в качестве единственного потока поступающего материала в реактор эпоксидирования, не содержит растворенный дигидрофосфат калия (KH2PO4), более предпочтительно не содержит ни растворенный дигидрофосфат калия, ни растворенный дикалия гидрофосфат (K2HPO4), более предпочтительно не содержит ни растворенный дигидрофосфат калия, ни растворенный дикалия гидрофосфат, ни растворенный фосфат калия (K3PO4).
Как правило, жидкий поток поступающего материала может быть обеспечен на стадии (i) в соответствии с любым возможным способом. Предпочтительно, жидкий поток поступающего материала обеспечивают на стадии (i) посредством объединения, по меньшей мере, четырех отдельных потоков, где первый поток содержит перекись водорода, второй поток содержит пропен и необязательно пропан, третий поток содержит ацетонитрил и необязательно воду, и четвертый поток содержит формиатную соль в количестве таком, что формиатная соль растворяется в жидком потоке поступающего материала, обеспеченном на стадии (i).
Эти, по меньшей мере, четыре отдельных потока могут быть объединены в любом подходящем порядке. Предпочтительно, поток, содержащий формиатную соль, объединяют с потоком, содержащим перекись водорода, и полученный объединенный поток объединяют с потоком, который получают в результате объединения потока, содержащего ацетонитрил, и потока, содержащего пропен и необязательно пропан. Таким образом полученный поток представляет собой жидкий поток, обеспеченный на стадии (i).
Таким образом, настоящее изобретение также относится к способу, как описано выше, который отличается тем, что на стадии (i), жидкий поток поступающего
материала обеспечивают посредством объединения потока, содержащего перекись водорода, потока, содержащего ацетонитрил и необязательно воду, и потока, содержащего пропен и необязательно пропан, и который отличается тем, что водный поток, содержащий формиатную соль, объединяют с потоком, содержащим перекись водорода, или с потоком, содержащим ацетонитрил и необязательно воду, или с потоком, содержащим пропен и необязательно пропан, или со смешанным потоком двух или трех из этих потоков, предпочтительно с потоком, содержащим перекись водорода.
Предпочтительно, поток, содержащий пропен, дополнительно содержит пропан и отличается тем, что предпочтительно, по меньшей мере, 98 мас. %, более предпочтительно, по меньшей мере, 99 мас. %, более предпочтительно, по меньшей мере, 99,5 мас. %, более предпочтительно, по меньшей мере, 99,9 мас. % потока состоит из пропена и пропана. Предпочтительно, весовое соотношение пропена и пропана в потоке составляет, по меньшей мере, 7:3. Например, может использоваться коммерчески доступный пропен, который может представлять собой либо пропен полимерного сорта, либо пропен химического сорта. Как правило, пропен полимерного сорта имеет содержание пропена в диапазоне от 99 до 99,8 мас. % и содержание пропана в диапазоне от 0,2 до 1 мас. %. Пропен химического сорта, как правило, имеет содержание пропена в диапазоне от 92 до 98 мас. % и содержание пропана в диапазоне от 2 до 8 мас. %. Предпочтительно, используется поток, имеющий содержание пропена в диапазоне от 99 до 99,8 мас. %, и содержание пропана в диапазоне от 0,2 до 1 мас. %. Предпочтительно, поток, содержащий пропен и необязательно пропан не содержит катионов калия (K+) и фосфора (Р) в виде анионов, по меньшей мере, одной фосфорной оксикислоты. Термин "не содержит катионов калия (K+)", как используется в данном контексте настоящего изобретения, относится к потоку, содержащему пропен и необязательно пропан, содержащий катионы калия (K+) в количестве менее 1 мас. частей на миллион, предпочтительно менее 0,1 мас. частей на миллион, в расчете на общий вес потока. Термин "не содержит фосфора (Р) в виде анионов, по меньшей мере, одной фосфорной оксикислоты", как используемый в данном контексте настоящего изобретения,
относится к потоку, содержащему пропен и необязательно пропан, который содержит фосфор (Р) в виде анионов, по меньшей мере, одной фосфорной оксикислоты в количестве менее 1 мас. частей на миллион, предпочтительно менее 0,1 мас. частей на миллион, в расчете на общий вес потока. Возможно, в дополнение к потоку, содержащему пропен и необязательно пропан, который используют для обеспечения жидкого потока поступающего материала на стадии (i), использовать дополнительный поток, содержащий пропен и необязательно пропан. Данный дополнительный поток предпочтительно образуется на стадии (iv) настоящего изобретения, описанной ниже, которая отличается тем, что смесь для эпоксидирования, удаленную согласно стадии (iii), подвергают перегонке. На стадии (iv), в дополнение к кубовому потоку, содержащему пропиленоксид, ацетонитрил и воду, и являющемуся обедненным пропеном и необязательно пропаном, посредством перегонки получают головной поток, являющийся обогащенным пропеном и необязательно пропаном. Данный головной поток, необязательно после обработки, может рециркулироваться в реакцию эпоксидирования как часть жидкого потока поступающего материала, обеспеченного на стадии (i). Объемное соотношение свежего потока, содержащего пропен и необязательно пропан, по отношению к рециркулированному потоку, содержащему пропен и необязательно пропан, находится в диапазоне от 0,1:1 до 20:1, предпочтительно от 1:1 до 10:1, более предпочтительно от 2:1 до 5:1.
Тогда как можно предположить, что в ходе нормальной эксплуатационной стадии, поток, содержащий ацетонитрил, который применяют для обеспечения жидкого потока поступающего материала на стадии (i), представляет собой поток свежего ацетонитрила, предпочтительно поток, содержащий ацетонитрил, который используют для обеспечения жидкого потока поступающего материала на стадии (i), по меньшей мере, частично, предпочтительно по существу состоит из рециркулированного потока ацетонитрила, полученного в результате обработки отходящего потока, который удаляют на стадии (iii) из реактора эпоксидирования, и который содержит пропиленоксид, ацетонитрил, воду, по меньшей мере часть формиатной соли, необязательно пропен и необязательно пропан. Во время
обработки отходящего потока, предпочтительно удалить, по существу, все соединения, отличные от ацетонитрила и воды, из потока и рециркулировать очищенный таким образом поток обратно в реакцию эпоксидирования. В соответствии с предпочтительным вариантом обработки согласно настоящему изобретению, поток, содержащий пропен и необязательно пропан, как описано выше, объединяют с рециркулированным потоком ацетонитрила, либо после стадии окончательной очистки рециркулирующего потока ацетонитрила, либо перед стадией окончательной очистки или стадиями окончательной очистки рециркулирующего потока ацетонитрила. Предпочтительно, поток, содержащий пропен и необязательно пропан, как описано выше, объединяют с рециркулированным потоком ацетонитрила перед стадиями окончательной очистки, более предпочтительно перед стадией обработки, в ходе которой поток, содержащий ацетонитрил и воду, подвергают фазовому разделению, предпочтительно фазовому разделению типа жидкость-жидкость, и в ходе которой данное фазовое разделение осуществляют с использованием потока, содержащего пропен и необязательно пропан, в качестве соединения, способствующего разделению. Необязательно, после данной стадии разделения, полученный рециркулированный поток ацетонитрила, теперь дополнительно содержащий пропен и необязательно пропан, может быть подвергнут дальнейшей очистке. Особенно предпочтительная обработка отходящего потока, удаленного в соответствии со стадией (iii), подробно описана ниже. Предпочтительно, рециркулированный поток ацетонитрила, к которому добавили поток, содержащий пропен и необязательно пропан, и который был предпочтительно подвергнут фазовому разделению и необязательной дополнительной очистке, имеет состав, в котором предпочтительно, по меньшей мере, 98 мас. %, более предпочтительно, по меньшей мере, 99 мас. %, более предпочтительно, по меньшей мере, 99,5 мас. % состоят из ацетонитрила, воды и пропена. Более предпочтительно, по меньшей мере, 75 мас. %, более предпочтительно в диапазоне от 75 до 90 мас. %, более предпочтительно от 80 до 85 мас. % рециркулированного потока состоят из ацетонитрила и воды. В рециркулированном потоке, молярное соотношение ацетонитрила по отношению к воде предпочтительно составляет не более 1:9, более предпочтительно находится в диапазоне от 1:50 до 1:9, предпочтительно от 1:25 до
1:9, более предпочтительно от 1:25 до 1:10. Предпочтительный способ обработки отходящего потока и рециркуляции ацетонитрила описан ниже.
Для запуска непрерывного способа согласно настоящему изобретению и для компенсации любых потерь ацетонитрила в ходе обработки отходящего потока, полученного на стадии (iii), часть потока, содержащего ацетонитрил, используемого для обеспечения жидкого потока поступающего материала на стадии (i), может использоваться как подпиточный поток ацетонитрила. Предпочтительно, подпиточный поток ацетонитрила представляет собой поток ацетонитрила химического сорта, имеющий содержание ацетонитрила предпочтительно, по меньшей мере, 99,5 мас. %, более предпочтительно, по меньшей мере, 99,7 мас. %, более предпочтительно, по меньшей мере, 99,8 мас. %. Предпочтительно, во время осуществления непрерывного способа настоящего изобретения, весовое соотношение рециркулированного потока ацетонитрила по отношению к подпиточному потоку ацетонитрила находится в диапазоне от 1000:1 до 100:1, предпочтительно от 950:1 до 300:1, более предпочтительно от 900:1 до 500:1.
Поток, содержащий перекись водорода, может быть получен в соответствии любым возможным способом. Можно получить поток, содержащий перекись водорода, посредством преобразования серной кислоты в пероксопиросерную кислоту посредством анодного окисления с одновременным выделением водорода на катоде. Гидролиз пероксопиросерной кислоты затем приводит к получению с помощью пероксомоносерной кислоты перекиси водорода и серной кислоты, которую, таким образом, получают обратно. Получение перекиси водорода из элементов также возможно. В зависимости от конкретного способа получения, поток, содержащий перекись водорода, может представлять собой, например, водный или водный/метанольный поток перекиси водорода, предпочтительно водный поток перекиси водорода. В случае использования водного питающего потока перекиси водорода, содержимое потока по отношению к перекиси водорода, как правило, находится в диапазоне от 3 до 85 мас. %, предпочтительно от 25 до 75 мас. %, более предпочтительно от 30 до 50 мас. %, например, от 30 до 40 мас. % или от 35 до 45
мас. %, или от 40 до 50 мас. %. Предпочтительно, по меньшей мере, 25 мас. %, более предпочтительно, по меньшей мере, 30 мас. %, более предпочтительно, по меньшей мере, 35 мас. % потока, содержащего перекись водорода, состоят из воды и перекиси водорода. Предпочтительные диапазоны составляют от 30 до 80 мас. % или от 35 до 75 мас. %, или от 40 до 70 мас. %.
Согласно настоящему изобретению, предпочтительно использовать поток, содержащий перекись водорода, который был получен в виде неочищенного (сырого) раствора перекиси водорода посредством экстракции смеси, полученной согласно способу, известному как способ с использованием антрахинона, с помощью которого производится практически вся продукция перекиси водорода в мире (см, например, Ullmann's Encyclopedia of Industrial Chemistry, 5th edition, volume A 13 (1989) pages 443-466), который отличается тем, что используется раствор антрахинона, содержащий алкильную группу, предпочтительно, имеющую от 2 до 10 атомов углерода, более предпочтительно, по меньшей мере, 5 атомов углерода, например, 5 атомов углерода или 6 атомов углерода, и в котором используемый растворитель обычно состоит из смеси двух различных растворителей. Данный раствор антрахинона обычно называют рабочим раствором. В данном способе, перекись водорода, которая образуется с помощью способа с использованием антрахинона, обычно отделяют посредством экстракции из соответствующего рабочего раствора после цикла гидрогенизации/повторного окисления. Указанная экстракции может быть выполнена предпочтительно, по существу, с чистой водой, при этом получают неочищенный водный раствор перекиси водорода. Хотя, как правило, можно дополнительно очистить полученный таким образом неочищенный водный раствор перекиси водорода посредством перегонки, предпочтительно, согласно настоящему изобретению, использовать такой неочищенный водный раствор перекиси водорода, который не был подвергнут очистке с помощью перегонки. Кроме того, как правило, можно подвергнуть неочищенный водный раствор перекиси водорода дальнейшей стадии экстракции, которая отличается тем, что используется подходящий экстракционный агент, предпочтительно органический растворитель. Более предпочтительно, органический растворитель, используемый для данной
дополнительной стадии экстракции, является тем же самым растворителем, который используют в способе на основе антрахинона. Предпочтительно, экстракцию проводили с использованием только одного из растворителей в рабочем растворе и наиболее предпочтительно с использованием только наиболее неполярного растворителя рабочего раствора. В случае, если неочищенный водный раствор перекиси водорода подвергают такой дополнительной стадии экстракции, получают так называемый неочищенный промытый раствор перекиси водорода. В соответствии с предпочтительным вариантом осуществления настоящего изобретения, неочищенный промытый раствор перекиси водорода используется в качестве питающего потока перекиси водорода. Получение неочищенного раствора описывается, например, в европейской патентной заявке ЕР 1.122.249 А1. Что касается термина "по существу чистой воды", сделана ссылка на параграф 10, стр. 3 заявки ЕР 1.122.249 А1, которая включена в виде ссылки.
Для того, чтобы обеспечить достаточную стабильность перекиси водорода во время экстракции водой, предпочтительно, по существу, чистой водой, подходящие стабилизирующие агенты обычно добавляют в воду, предпочтительно используемую, по существу, чистую воду. В частности, следует упомянуть сильные неорганические кислоты и/или хелатообразующие агенты. В соответствии с предпочтительными способами экстракции, небольшие количества нитратов и/или фосфатов и пирофосфатов, соответственно, добавляют в качестве стабилизирующих агентов, либо в виде кислот или натриевых солей. Данные стабилизирующие агенты обычно добавляют в таких количествах, чтобы неочищенный водный раствор перекиси водорода содержал от 50 до 400 мас. частей на миллион катионов натрия, от 100 до 700 мас. частей на миллион фосфора в пересчете на фосфат (РО43-), и от 50 до 400 мас. частей на миллион нитратных анионов, в каждом случае в пересчете по отношению к перекиси водорода, содержащейся в неочищенном водном растворе перекиси водорода. Предпочтительные диапазоны составляют, например, от 50 до 200 мас. частей на миллион или от 50 до 100 мас. частей на миллион катионов натрия, от 100 до 500 мас. частей на миллион или от 100 до 300 мас. частей на миллион фосфора, и от 50 до 200 мас. частей на миллион или от 50 до 100 мас.
частей на миллион нитрата. Кроме того, можно использовать другие стабилизирующие агенты, такие как станниты, например, станнит натрия (Na2SnO2), и/или органические фосфоновые кислоты, в частности органические дифосфоновые кислоты, такие как этидроновая кислота. Предпочтительно, водный поток перекиси водорода содержит натрий с молярным соотношением натрия по отношению к перекиси водорода в диапазоне от 1×10-6:1 до 250×10-6:1, более предпочтительно от 5×10-6:1 до 50×10-6:1.
Поэтому, настоящее изобретение относится к способу, как определено выше, в котором поток, содержащий пероксид водорода, представляет собой поток водного пероксида водорода, имеющего концентрацию пероксида водорода в интервале от 25 до 75 мас. %, предпочтительно от 30 до 50 мас. %, на основе общей массы потока водного пероксида водорода, где поток водного пероксида водорода дополнительно содержит натрий при молярном соотношении натрия и пероксида водорода в интервале от 1*10-6:1 до 250*10-6:1, предпочтительно от 5*10-6:1 до 50*10-6:1.
Предпочтительно, в ходе нормальной эксплуатационной стадии, температура жидкого потока поступающего материала, обеспеченного на стадии (i), находится в интервале от 0 до 60°С, более предпочтительно в интервале от 10 до 55°С, более предпочтительно в интервале от 25 до 50°С. Предпочтительно, жидкий поток поступающего материала, обеспеченный на стадии (i), и пропускаемый в зону эпоксидирования на стадии (ii), находится при давлении в интервале от 14 до 100 бар(абсолютное), более предпочтительно от 14.5 до 50 бар(абсолютное), более предпочтительно от 15 до 25 бар(абсолютное). Поэтому, настоящее изобретение относится к способу, как описано выше, где в ходе нормальной эксплуатационной стадии, жидкий поток поступающего материала, обеспеченный на стадии (i), и пропускаемый в зону эпоксидирования на стадии (ii), имеет температуру в интервале от 0 до 60°С, предпочтительно в интервале от 25 до 50°С, и находится при давлении в интервале от 14 до 100 бар, предпочтительно в интервале от 15 до 25 бар.
Стадия (ii)
Согласно (ii), жидкий поток поступающего материала, обеспеченный на стадии (i), пропускают в зону эпоксидирования. В общем, нет никаких конкретных ограничений в отношении конструкции зоны эпоксидирования при условии, что она подходит для осуществления непрерывной реакции эпоксидирования. Предпочтительно, зона эпоксидирования согласно (ii) содержит одну или более подзон эпоксидирования, где данная подзона эпоксидирования предпочтительно состоит из одного или более реакторов эпоксидирования, где в отношении конструкции одного или более реакторов эпоксидирования, не существующих конкретных ограничений, при условии, что реакторы являются подходящими для осуществления непрерывной реакции эпоксидирования.
Предпочтительно, зона эпоксидирования согласно (ii) содержит первую подзону эпоксидирования, состоящую из одного или более реакторов эпоксидирования А. Термин "первая подзона эпоксидирования", как применяется в контексте настоящего изобретения, относится к подзоне эпоксидирования, в которую жидкий поток поступающего материала, обеспеченный на стадии (i), пропускают, где зона эпоксидирования согласно (ii) может содержать дополнительные подзоны эпоксидирования, которые расположены ниже по ходу потока от первой подзоны эпоксидирования. Если первая подзона эпоксидирования состоит из двух или более реакторов эпоксидирования А, предпочтительно два или более реакторов эпоксидирования А размещают параллельно. В этом случае предпочтительно на стадии (ii), жидкий поток поступающего материала, обеспеченный на стадии (i), пропускают в по меньшей мере один из реакторов эпоксидирования А. Возможно, например, что, когда жидкий поток поступающего материала, обеспеченный на стадии (i), пропускают в по меньшей мере один из реакторов эпоксидирования А, по меньшей мере один из реакторов А выведен из эксплуатации, например в целях обслуживания и/или для регенерации катализатора, содержащегося в по меньшей мере одном из реакторов А. Если первая подзона эпоксидирования содержит два или более реакторов эпоксидирования А, реакторы в процессе эксплуатации управляются
по существу идентично, так что в каждом реакторе эпоксидирования А в процессе эксплуатации, данное условие эксплуатации находится в одном и том же диапазоне в каждом реакторе.
В ходе нормальной эксплуатационной стадии, предпочтительно условия эпоксидирования согласно (ii) включают температуру эпоксидирования TN, где средняя скорость изменения TN находится в интервале от 0 до 50 K*ч-1. TN представляет собой температуру теплопередающей среды, применяемой для установления температуры реакционной смеси в первой подзоне реакции эпоксидирования согласно (ii), где предпочтительно указанная температура устанавливается посредством пропускания теплопередающей среды через рубашку одного или более реакторов эпоксидирования А, где TN предпочтительно представляет собой температуру теплопередающей среды перед установлением температуры реакционной смеси, предпочтительно температуру теплопередающей среды на входе в рубашку одного или более реакторов эпоксидирования А. Если первая подзона эпоксидирования содержит два или более реакторов эпоксидирования А, температура эпоксидирования TN относится к температуре эпоксидирования TN данного реактора А в процессе эксплуатации первой подзоны эпоксидирования.
Предпочтительно, в ходе нормальной эксплуатационной стадии, средняя скорость изменения TN находится в интервале от 0 до 40 K*ч-1, предпочтительно в интервале от 0 до 30 K*ч-1, более предпочтительно в интервале от 0 до 30 K*ч-1. Термин "средняя скорость изменения TN" определяется как [TN(tmax)-TN(t0)]/[tmax-t0], где [tmax-t0] представляет собой продолжительной нормальной эксплуатационной стадии, определенную разностью между конечной точкой нормальной эксплуатационной стадии в момент времени tmax и начальной точкой нормальной эксплуатационной стадии в момент времени t0, где TN(tmax) представляет собой значение TN в момент времени tmax, и где TN(t0) представляет собой значение TN в момент времени t0.
Предпочтительно, в ходе начальной стадии нормальной эксплуатационной стадии, средняя скорость изменения TN находится в интервале от 0 до 0.5 K*ч-1, более предпочтительно в интервале от 0 до 0.2 K*ч-1, более предпочтительно в интервале от 0 до 0.1 K*ч-1, и где, после указанной начальной стадии, TN увеличивается на по меньшей мере 0.1°С, предпочтительно на по меньшей мере 0.5°С, предпочтительно на по меньшей мере 1°С. Термин «начальная стадия нормальной эксплуатационной стадии" определяется как период времени, начинающийся в момент времени t=t0, когда в данный момент времени t этого периода времени, aN(Fo/H2O2)(t) находится в интервале от 40 до 60%, предпочтительно 45 до 55% от aN(Fo/H2O2)(t0).
Предпочтительно, в ходе нормальной эксплуатационной стадии, TN находится в интервале от 20 до 70°С, более предпочтительно в интервале от 25 до 65°С, более предпочтительно в интервале от 30 до 60°С.
В ходе нормальной эксплуатационной стадии, предпочтительно условия эпоксидирования согласно (ii) содержат первое давление в ходе реакции эпоксидирования в интервале от 14 до 100 бар, более предпочтительно в интервале от 15 до 32 бар, более предпочтительно в интервале от 15 до 25 бар. Первое давление в ходе реакции эпоксидирования определяется как абсолютное давление на выходе из первой подзоны эпоксидирования. Если первая подзона эпоксидирования содержит два или более реакторов эпоксидирования А, первое давление в ходе реакции эпоксидирования относится к абсолютным давлениям на выходе из данного реактора А в процессе эксплуатации первой подзоны эпоксидирования.
В ходе нормальной эксплуатационной стадии, предпочтительно условия эпоксидирования согласно (ii) содержат загрузку катализатора в первой подзоне эпоксидирования в интервале от 0.05 до 1.25 ч-1, более предпочтительно в интервале от 0.1 до 1 ч-1, более предпочтительно в интервале от 0.2 до 0.7 ч-1, где загрузка катализатора определяется как соотношение массовой скорости потока в кг/ч пероксида водорода, содержащегося в жидком потоке поступающего материала, обеспеченном на стадии (i), и пропускаемом на стадию (ii), и количества в кг
катализатора, содержащего цеолит, содержащий титан, имеющий тип каркасной структуры MWW, содержащегося в первой подзоне эпоксидирования согласно (ii). Если первая подзона эпоксидирования содержит два или более реакторов эпоксидирования А, загрузка катализатора в первой подзоне эпоксидирования относится к загрузке катализатора в данном реакторе А в процессе эксплуатации первой подзоны эпоксидирования.
Согласно первому предпочтительному варианту выполнения настоящего изобретения, зона эпоксидирования согласно (ii) содержит первую подзону эпоксидирования.
Согласно второму предпочтительному варианту выполнения настоящего изобретения, зона эпоксидирования согласно (ii) дополнительно содержит вторую подзону эпоксидирования, состоящую из одного или более реакторов эпоксидирования В, где, если вторая подзона эпоксидирования содержит два или более реакторов эпоксидирования В, два или более реакторов эпоксидирования В размещают параллельно, где вторая подзона эпоксидирования расположена ниже по ходу потока от первой подзоны эпоксидирования. В этом случае предпочтительно на стадии (ii), отходящий поток, полученный из первой подзоны эпоксидирования, необязательно после подходящей промежуточной обработки, пропускают в по меньшей мере один из реакторов эпоксидирования В. Возможно, например, что, когда отходящий поток, полученный из первой подзоны эпоксидирования, необязательно после подходящей промежуточной обработки, пропускают в по меньшей мере один из реакторов эпоксидирования В, по меньшей мере один из реакторов В выведен из эксплуатации, например в целях обслуживания и/или для регенерации катализатора, содержащегося в по меньшей мере одном из реакторов В. Если вторая подзона эпоксидирования содержит два или более реакторов эпоксидирования В, реакторы в процессе эксплуатации управляются по существу идентично так что в каждом реакторе эпоксидирования В в процессе эксплуатации, данное условие эксплуатации находится в одном и том же диапазоне в каждом реакторе. В общем, можно предположить, что в дополнение к первой подзоне
эпоксидирования и второй подзоне эпоксидирования, зона эпоксидирования согласно (ii) содержит по меньшей мере одну дополнительную подзону эпоксидирования, расположенную ниже по ходу потока от второй подзоны эпоксидирования.
Предпочтительно, согласно второму предпочтительному варианту выполнения настоящего изобретения, зона эпоксидирования согласно (ii) состоит из первой подзоны эпоксидирования и второй подзоны эпоксидирования.
В ходе нормальной эксплуатационной стадии, предпочтительно условия эпоксидирования согласно (ii) содержат второе давление в ходе реакции эпоксидирования в интервале от 14 до 100 бар, предпочтительно в интервале от 14.5 до 32 бар, более предпочтительно в интервале от 15 до 25 бар. Второе давление в ходе реакции эпоксидирования определяется как абсолютное давление на выходе из второй подзоны эпоксидирования. Если вторая подзона эпоксидирования содержит два или более реакторов эпоксидирования В, второе давление в ходе реакции эпоксидирования относится к абсолютным давлениям на выходе из данного реактора В в процессе эксплуатации второй подзоны эпоксидирования.
В ходе нормальной эксплуатационной стадии, предпочтительно условия эпоксидирования согласно (ii) содержат загрузку катализатора во второй подзоне эпоксидирования в интервале от 0.001 до 0.5 ч-1, более предпочтительно в интервале от 0.005 до 0.3 ч-1, более предпочтительно в интервале от 0.01 до 0.2 ч-1, где загрузка катализатора определяется как соотношение массовой скорости потока в кг/ч пероксида водорода, содержащегося в потоке поступающего материала, пропускаемом во вторую подзону эпоксидирования, и количества в кг катализатора, содержащего цеолит, содержащий титан, имеющий тип каркасной структуры MWW, содержащегося во второй подзоне эпоксидирования согласно (ii).
Предпочтительно, температура реакционной смеси во второй подзоне реакции эпоксидирования не устанавливается посредством пропускания теплопередающей среды через рубашку одного или более реакторов эпоксидирования В. Более
предпочтительно, вторая подзона эпоксидирования представляет собой по существу адиабатическую подзону эпоксидирования. Более предпочтительно, вторая подзона эпоксидирования представляет собой адиабатическую подзону эпоксидирования.
Отходящий поток, полученный из первой подзоны эпоксидирования, до того, как быть пропущенным во вторую подзону эпоксидирования, может быть подвергнут подходящей промежуточной обработке. Предпочтительно во время такой промежуточной обработки химический состав потока не изменяется. Более предпочтительно промежуточная обработка содержит теплообмен, согласно которому, более предпочтительно, температура отходящего потока, полученного из первой подзоны эпоксидирования, уменьшается до того, как поток пропускают во вторую подзону эпоксидирования. Энергия, выведенная из потока, может быть использована на одной или более подходящих стадиях общего процесса эпоксидирования, например, для повышения температуры подходящего технологического потока.
В ходе нормальной эксплуатационной стадии, предпочтительно условия эпоксидирования согласно (ii) содержат превращение пероксида водорода cN(H2O2), где средняя скорость превращения cN(Н2О2) находится в интервале от -1.0*10-3 до 1.0*10-3 %-единицы*ч-1, где cN(Н2О2) определяется как молярное количество пероксида водорода, содержащееся в отходящем поток е, удаленном на стадии (iii), относительно молярного количества пероксида водорода, содержащееся в потоке поступающего материала, обеспеченном на стадии (i), в данный момент времени, в ходе нормальной эксплуатационной стадии, где в ходе нормальной эксплуатационной стадии, cN(Н2О2) предпочтительно находится в интервале от 80 до 100%, более предпочтительно от 90 до 100%, более предпочтительно от 95 до 100%, более предпочтительно от 99 до 100%, более предпочтительно от 99.5 до 100%. Если зона эпоксидирования согласно (ii) состоит из первой подзоны эпоксидирования, превращение пероксида водорода cN(H2O2) определяется как малярное количество пероксида водорода, содержащееся в отходящем потоке, удаленном на стадии (iii) из одного или более реакторов эпоксидирования А,
относительно молярного количества пероксида водорода, содержащегося в жидком потоке поступающего материала, обеспеченном на стадии (i), в данный момент времени, в ходе нормальной эксплуатационной стадии. Если зона эпоксидирования согласно (ii) состоит из первой подзоны эпоксидирования и второй подзоны эпоксидирования, расположенной ниже по ходу потока от первой подзоны эпоксидирования, превращение пероксида водорода cN(H2O2) определяется как молярное количество пероксида водорода, содержащееся в отходящем потоке, удаленном на стадии (iii) из одного или более реакторов эпоксидирования В, относительно молярного количества пероксида водорода, содержащегося в жидком потоке поступающего материала, обеспеченном на стадии (i), в данный момент времени в ходе нормальной эксплуатационной стадии.
Предпочтительно, в зоне эпоксидирования согласно (ii), реакционная смесь является жидкой в условиях эпоксидирования. Более предпочтительно, в зоне эпоксидирования согласно (ii), реакционная смесь состоит из одной единственной жидкой фазы в условиях эпоксидирования.
Катализатор
Катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW, может использоваться во всех возможных формах, включая порошок, микропорошок, предпочтительно распылительный порошок, или в виде формованного изделия, содержащего порошок, или в виде формованного изделия, содержащего микропорошок, предпочтительно распылительный порошок. Предпочтительно, катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW, используется в виде формованного изделия, содержащего порошок или микропорошок, предпочтительно распылительный порошок, более предпочтительно в виде формованного изделия, содержащего микропорошок, предпочтительно распылительный порошок. Что касается предпочтительного микропорошка, то делается ссылка на микропорошок, характеризующийся соответствующими вариантами выполнения настоящего
изобретения 1-14, приведенными ниже в отношении микропорошка. Что касается предпочтительного формованного изделия, делается ссылка на формованное изделие, характеризующееся соответствующими вариантами выполнения настоящего изобретения 1-8, приведенными ниже в отношении формованного изделия. Более предпочтительно катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW, присутствует в зоне эпоксидирования в виде формованного изделия, предпочтительно в виде катализатора с псевдоожиженным слоем или катализатора с неподвижным слоем, более предпочтительно в виде катализатора с неподвижным слоем.
Предпочтительно, цеолит, содержащий титан, имеющий тип каркасной структуры MWW, содержащийся в катализаторе согласно (ii), содержит титан, вычисленный как элементарный титан, в количестве в интервале от 0.1 до 5 мас. %, предпочтительно в интервале от 1 до 2 мас. %, на основе общей массы цеолита, содержащего титан, имеющего тип каркасной структуры MWW. Более предпочтительно, цеолит, содержащий титан, имеющий тип каркасной структуры MWW, содержащийся в катализаторе согласно (ii), дополнительно содержит цинк, вычисленный как элементарный цинк, в количестве в интервале от 0.1 до 5 мас. %, предпочтительно в интервале от 1 до 2 мас. %, на основе общей массы цеолита, содержащего титан, имеющего тип каркасной структуры MWW. Предпочтительно, катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW, находится в форме формованного изделия, содержащего цеолит, содержащий титан, имеющий тип каркасной структуры MWW, и связующее вещество, предпочтительно связующее на основе диоксида кремния, где катализатор содержит цеолит, содержащий титан, имеющий тип каркасной структуры MWW, предпочтительно в количестве в интервале от 70 до 80 мас. %, на основе общей массы катализатора, и связующее на основе диоксида кремния предпочтительно в количестве от 30 до 20 мас. %, на основе общей массы катализатора, где предпочтительно по меньшей мере 99 мас. % катализатора состоит из цеолита, содержащего титан, имеющего тип каркасной структуры MWW, вместе со связующим.
Указанный катализатор согласно стадии (ii) настоящего изобретения в виде микропорошка, содержащего ZnTiMWW, предпочтительно отличается следующими особенностями и вариантами, включая комбинации вариантов в соответствии с указанными зависимостями:
1. Микропорошок, частицы которого имеют значение Dv10, по меньшей мере, 2 мкм, причем указанный микропорошок содержит мезопоры, имеющие средний диаметр пор (4V/A) в диапазоне от 2 до 50 нм, как определено методом ртутной порометрии в соответствии с DIN 66133, и содержит, в расчете на вес микропорошка, по меньшей мере, 95 мас. % микропористого цеолитного материала без содержания алюминия структурного типа MWW, содержащего титан и цинк (ZnTiMWW). Значение Dv10 следует понимать согласно определению в соответствии со Ссылочным примером 4.1 настоящего изобретения.
2. Микропорошок согласно варианту 1, имеющий значение Dv10 в диапазоне от 2 до 5,5 мкм, предпочтительно от 3 до 5,5 мкм.
3. Микропорошок согласно варианту 1 или 2, имеющий значение Dv50 в диапазоне от 7 до 25 мкм и значение Dv90 в диапазоне от 26 до 85 мкм. Значения Dv50 и Dv90 следует понимать согласно определению в соответствии со Ссылочным примером 4.1 настоящего изобретения.
4. Микропорошок согласно любому из вариантов 1-3, в котором мезопоры имеют средний диаметр пор (4V/A) в диапазоне от 10 до 50 нм, предпочтительно от 15 до 40 нм, более предпочтительно от 20 до 30 нм, как определено методом ртутной порометрии в соответствии с DIN 66133.
5. Микропорошок согласно любому из вариантов 1-4, который дополнительно содержит макропоры, имеющие средний диаметр пор (4V/A) в диапазоне от более чем 50 нм, причем указанные макропоры предпочтительно имеют средний диаметр
пор в диапазоне от 0,05 до 3 мкм, как определено методом ртутной порометрии в соответствии с DIN 66133.
6. Микропорошок согласно любому из вариантов 1-5, в котором микропоры ZnTiMWW имеют средний диаметр пор в диапазоне от 1,0 до 1,2 нм, как определено методом адсорбции азота в соответствии с DIN 66135.
7. Микропорошок согласно любому из вариантов 1-6, содержащий, в расчете на вес микропорошка, по меньшей мере, 99 мас. %, предпочтительно, по меньшей мере, 99,7 мас. % ZnTiMWW.
8. Микропорошок согласно любому из вариантов 1-7, в котором ZnTiMWW содержит цинк в количестве от 1,0 до 2,0 мас. %, предпочтительно от 1,2 до 1,9 мас. %, в пересчете на Zn и в расчете на вес ZnTiMWW.
9. Микропорошок согласно любому из вариантов 1-8, в котором ZnTiMWW содержит титан в количестве от 1,0 до 2,0 мас. %, предпочтительно от 1,2 до 1,8 мас. %, в пересчете на Ti и в расчете на вес ZnTiMWW.
10. Микропорошок согласно любому из вариантов 1-9, имеющий степень кристалличности, как определено рентгенодифракционным (XRD) анализом, по меньшей мере, (80 +/- 10) %, предпочтительно, по меньшей мере, (85 +/- 10) %. Степень кристалличности следует понимать согласно определению в соответствии со Ссылочным примером 4.7 настоящего изобретения.
11. Микропорошок согласно любому из вариантов 1-10, содержащий, в расчете на общий вес микропорошка и в пересчете на элемент, менее 0,001 мас. %, предпочтительно менее 0,0001 мас. % благородного металла, предпочтительно выбранного из группы, состоящей из золота, серебра, платины, палладия, иридия,
рутения, осмия и смеси двух или более из них, более предпочтительно выбранного из группы, состоящей из золота, платины, золота и смеси двух или более из них.
12. Микропорошок согласно любому из вариантов 1-11, содержащий, в расчете на общий вес микропорошка и в пересчете на элемент, менее 0,1 мас. %, предпочтительно менее 0,01 мас. % бора.
13. Микропорошок согласно любому из вариантов 1-12, имеющий объемную плотность в диапазоне от 80 до 100 г/мл.
14. Микропорошок согласно любому из вариантов 1-13, который представляет собой распылительный порошок, предпочтительно получаемый или полученный посредством распылительной сушки.
Кроме того, указанный катализатор согласно стадии (ii) настоящего изобретения, присутствующий в виде формованного изделия, содержащего ZnTiMWW, предпочтительно отличается следующими особенностями и вариантами, включая комбинации вариантов в соответствии с указанными зависимостями:
1. Формованное изделие, содержащее микропористый цеолитный материал без содержания алюминия структурного типа MWW, содержащее титан и цинк (ZnTiMWW), причем указанное формованное изделие предпочтительно содержит микропорошок, содержащий, в расчете на вес микропорошка, по меньшей мере, 95 мас. % микропористого цеолитного материала без содержания алюминия структурного типа MWW, содержащего титан и цинк (ZnTiMWW), причем указанное формованное изделие более предпочтительно содержит микропорошок согласно любому из вариантов микропорошка 1-14, как описано выше, формованное изделие предпочтительно дополнительно содержит, по меньшей мере, одно связующее вещество, предпочтительно связующее вещество на основе диоксида кремния.
2. Формованное изделие согласно варианту 1, содержащее мезопоры, имеющие средний диаметр пор в диапазоне от 4 до 40 нм, предпочтительно от 20 до 30 нм, как определено методом ртутной порометрии в соответствии с DIN 66133.
3. Формованное изделие согласно варианту 1 или 2, имеющее степень кристалличности, как определено рентгенодифракционным (XRD) анализом, по меньшей мере, (55+/- 10) %, предпочтительно в диапазоне от ((55 до 75)+/- 10) %. Степень кристалличности следует понимать согласно определению в соответствии со Ссылочным примером 4.7 настоящего изобретения.
4. Формованное изделие согласно любому из вариантов 1-3, содержащее микропорошок в количестве в диапазоне от 70 до 80 мас. % и связующее вещество на основе диоксида кремния в количестве от 30 до 20 мас. %, причем микропорошок вместе со связующим веществом на основе диоксида кремния составляют, по меньшей мере, 99 мас. % формованного изделия, и которое отличается тем, что формованное изделие имеет концентрацию силанольных групп по отношению к общему числу атомов Si не более 6%, предпочтительно не более 3%, как определено методом ядерного магнитного резонанса при вращении образца под магическим углом 29Si MAS ЯМР. Концентрацию силанольных групп следует понимать согласно определению в соответствии со Ссылочным примером 4.2 настоящего изобретения.
5. Формованное изделие согласно любому из вариантов 1-4, представляющее собой заготовку, имеющую круглое поперечное сечение и диаметр в диапазоне от 1,5 до 1,7 мм, и имеющую прочность на раздавливание, по меньшей мере, 5 Н, предпочтительно в диапазоне от 5 до 20 Н, более предпочтительно в диапазоне от 12 до 20 Н, причем прочность на раздавливание определяется с помощью испытательной установки для определения прочности на раздавливание Z2.5/TS1S в соответствии с методом, как описано в Ссылочном примере 4.3 настоящего изобретения.
6. Формованное изделие согласно любому из вариантов 1-5, причем 29Si-ЯМР-спектр указанного формованного изделия содержит шесть пиков в следующих положениях
пик 1 при -98+/- х частей на миллион (частей на миллион),
пик 2 при -104+/- х частей на миллион,
пик 3 при -110+/- х частей на миллион,
пик 4 при -113+/- х частей на миллион,
пик 5 при -115+/- х частей на миллион,
пик 6 при -118+/- х частей на миллион,
где х в любом из пиков составляет 1,5, предпочтительно 1,0, более предпочтительно 0,5,
где Q, которое определено как
Q=100*{[а1+а2]/[а4+а5+а6]}/а3
составляет не более 2,5, предпочтительно не более 1,6, предпочтительно не более 1,4, где [a1+а2] представляет собой сумму площадей пиков 1 и 2, и [а4+a5+a6] представляет собой сумму площадей пиков 4, 5 и 6, и а3 представляет собой площадь пика 3. Данные характеристики 29Si-ЯМР следует понимать согласно определению в соответствии со Ссылочным примером 4.4 настоящего изобретения.
7. Формованное изделие согласно любому из вариантов 1-6, имеющее водопоглощение в диапазоне от 3 до 8 мас. %, предпочтительно от 4 до 7 мас. %. Водопоглощение следует понимать согласно определению в соответствии со Ссылочным примером 4.5 настоящего изобретения.
8. Формованное изделие согласно любому из вариантов 1-7, причем инфракрасный спектр указанного формованного изделия содержит полосу в области (3700-3750) см-1 +/- 20 см-1 и полосу в области (3670-3690) см-1 +/- 20 см-1, где соотношение интенсивности полосы в области (3700-3750) см-1 +/- 20 см-1 по отношению к полосе в области (3670-3690) см-1 +/- 20 см-1, составляет не более 1,5, предпочтительно не более 1,4. Данные ИК характеристики следует понимать согласно определению в соответствии со Ссылочным примером 4.6 настоящего изобретения.
Предпочтительно, в ходе нормальной эксплуатационной стадии, селективность в отношении пропиленоксида реакции эпоксидирования в зоне реакции эпоксидирования согласно (ii) составляет по меньшей мере 95%, предпочтительно по меньшей мере 96%, более предпочтительно по меньшей мере 97%, где селективность в отношении пропиленоксида определяется как молярное количество пропиленоксида, содержащееся в отходящем потоке, удаленном на стадии (iii), относительно молярного количества пероксида водорода, содержащегося в жидком потоке поступающего материала, обеспеченном на стадии (i), в данный момент времени в ходе нормальной эксплуатационной стадии. Если зона эпоксидирования согласно (ii) состоит из первой подзоны эпоксидирования, селективность в отношении пропиленоксида определяется как молярное количество пропиленоксида, содержащееся в отходящем потоке, удаленном из одного или более реакторов эпоксидирования А на стадии (iii), относительно молярного количества пероксида водорода, содержащегося в жидком потоке поступающего материала, обеспеченном на стадии (i), в данный момент времени в ходе нормальной эксплуатационной стадии. Если зона эпоксидирования согласно (ii) состоит из первой подзоны эпоксидирования и второй подзоны эпоксидирования, расположенной ниже по ходу потока от первой подзоны эпоксидирования, селективность в отношении
пропиленоксида определяется как молярное количество пропиленоксида, содержащееся в отходящем потоке, удаленном из одного или более реакторов эпоксидирования В на стадии (iii), относительно молярного количества пероксида водорода, содержащегося в жидком потоке поступающего материала, обеспеченном на стадии (i), в данный момент времени в ходе нормальной эксплуатационной стадии.
Пусковая стадия
В общем, установка пусковой стадии способа согласно настоящему изобретению не ограничена каким-либо специальным образом. Предпочтительно, пусковая стадия содержит
(a) непрерывно обеспечение жидкого потока поступающего материала, содержащего пропен, ацетонитрил, и необязательно пропан и непрерывно пропускание указанного жидкого потока поступающего материала при пусковых условиях в течение периода времени t1 в зону эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW;
где после периода времени t1, пусковая стадия дополнительно содержит
(b) непрерывно обеспечение жидкого потока поступающего материала, содержащего пероксид водорода, подмешивание указанного жидкого потока поступающего материала в жидкий поток поступающего материала, обеспеченный на стадии (а), получая жидкий поток поступающего материала, содержащий пероксид водорода, пропен, ацетонитрил, и необязательно пропан, и непрерывно пропускание указанного жидкого потока поступающего материала при пусковых условиях в течение периода времени t2 в зону
эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющим тип каркасной структуры MWW,
где жидкий поток поступающего материала согласно (b) содержит формиатную соль, где молярное количество формиатной соли относительно молярного количества пероксида водорода в данный момент времени в ходе стадии (b) пусковой стадии представляет собой aS(Fo/H2O2),
где после периода времени t2, нормальная эксплуатационная стадия начинается, и aS(Fo/H2O2) представляет собой aN(Fo/H2O2) в начале нормальной эксплуатационной стадии, причем предпочтительно находится в интервале от 1.0*10-4 до 1.0*10-2, более предпочтительно в интервале от 5*10-4 до 1.0*10-3.
Предпочтительно по меньшей мере 98 мас. %, более предпочтительно по меньшей мере 99 мас. %, более предпочтительно от 99 до 100 мас. % жидкого потока поступающего материала, обеспеченного на стадии (а), состоит из пропена, ацетонитрила и необязательно пропана. Предпочтительно в ходе пусковой стадии, композиция этого потока сохраняется по существу постоянной, более предпочтительно сохраняется постоянной, и более предпочтительно композиция этого потока не изменяется, когда пусковая стадия завершается, и нормальная эксплуатационная стадия начинается.
Предпочтительно, жидкий поток поступающего материала согласно (а) содержит пероксид водорода в количестве в интервале от 0 до 0.01 мас. %, предпочтительно в интервале от 0 до 0.001 мас. %, более предпочтительно в интервале от 0 до 0.0001 мас. %, на основе общей массы жидкого потока поступающего материала. Поэтому, предпочтительно жидкий поток поступающего материала согласно (а) по существу свободен от пероксида водорода, более предпочтительно свободен от пероксида водорода.
Предпочтительно, жидкий поток поступающего материала согласно (а) содержит формиатную соль в количестве в интервале от 0 до 0.01 мас. %, предпочтительно в интервале от 0 до 0.001 мас. %, более предпочтительно в интервале от 0 до 0.0001 мас. %, на основе общей массы жидкого потока поступающего материала. Поэтому, предпочтительно жидкий поток поступающего материала согласно (а) по существу свободен от формиатной соли, более предпочтительно свободен от формиатной соли.
В ходе пусковой стадии, пусковые условия содержат пусковую температуру TS, где TS представляет собой температуру теплопередающей среды, применяемой для установления температуры смеси в зоне реакции эпоксидирования, предпочтительно посредством пропускания теплопередающей среды через рубашку зоны эпоксидирования, где TS предпочтительно представляет собой температуру теплопередающей среды перед установлением температуры смеси, предпочтительно температуру теплопередающей среды на входе в рубашку зоны эпоксидирования.
В начале пусковой стадии, TS предпочтительно находится в интервале от 10 до 60°С, более предпочтительно в интервале от 20 до 50°С, более предпочтительно в интервале от 30 до 40°С.
В ходе пусковой стадии, средняя скорость изменения TS предпочтительно находится в интервале от -1 до 1 K*ч-1, более предпочтительно в интервале от -0.5 до 0.5 K*ч-1, более предпочтительно в интервале от -0.1 до 0.1 K*ч-1. Термин "средняя скорость изменения TS" определяется как [TS(tmax)-TS(t0)]/[tmax-t0], где [tmax-t0] представляет собой продолжительность пусковой стадии, определенную разностью между конечной точкой пусковой стадии в момент времени tmax и начальной точкой пусковой стадии в момент времени t0, где TS(tmax) представляет собой значение TS в момент времени tmax, и где TS(t0) представляет собой значение TS в момент времени t0.
Когда зона эпоксидирования содержит первую подзону эпоксидирования, состоящую из одного или более реакторов эпоксидирования А, где, если первая подзона эпоксидирования содержит два или более реакторов эпоксидирования А, два или
более реакторов эпоксидирования А предпочтительно расположены параллельно, и где обеспеченный жидкий поток поступающего материала предпочтительно пропускают в по меньшей мере один из реакторов эпоксидирования А, предпочтительно TS представляет собой температуру теплопередающей среды, применяемой для установления температуры смеси в первой подзоне эпоксидирования, предпочтительно посредством пропускания теплопередающей среды через рубашку первой подзоны эпоксидирования, где TS предпочтительно представляет собой температуру теплопередающей среды перед установлением температуры смеси, предпочтительно температуру теплопередающей среды на входе в рубашку первой подзоны эпоксидирования.
Предпочтительно, жидкий поток согласно (b), содержащий пероксид водорода и подмешиваемый к жидкому потоку поступающего материала, обеспеченному на стадии (а), представляет собой поток водного пероксида водорода. Предпочтительно, указанный поток водного пероксида водорода имеет концентрацию пероксида водорода в интервале от 25 до 75 мас. %, более предпочтительно в интервале от 30 до 50 мас. %, на основе общей массы потока водного пероксида водорода.
Предпочтительно, указанный поток водного пероксида водорода содержит натрий Na+ при молярном соотношении натрия и пероксида водорода в интервале от 1*10-6:1 до 250*10-6, более предпочтительно от 5*10-6:1 до 50*10-6:1.
Предпочтительно, в ходе пусковой стадии, жидкий поток поступающего материала, пропускаемый в зону эпоксидирования содержит аммоний NH4+ в количестве в интервале от 0 до 2 мас. частей на миллион, предпочтительно в интервале от 0 до 1 мас. частей на миллион, на основе общей массы жидкого потока поступающего материала.
В общем, можно предположить, что пусковая стадия содержит, в дополнение к стадиям (а) и (b), одну или более дополнительные стадии. Предпочтительно, пусковая стадия состоит из стадий (а) и (b).
Предпочтительно, в ходе пусковой стадии, средняя скорость превращения aS(Fo/H2O2) составляет более 0. Термин "средняя скорость превращения aS(Fo/H2O2)", как применяется в контексте настоящего изобретения определяется как [aS(Fo/H2O2)(tmax)-aS(Fo/H2O2)(t0)] / [tmax-t0], где [tmax-t0] представляет собой продолжительность пусковой стадии, определенную как разность между конечной точкой пусковой стадии в момент времени tmax и начальной точкой пусковой стадии в момент времени t0, где aS(Fo/H2O2)(tmax) представляет собой значение aS(Fo/H2O2) в момент времени tmax и где aS(Fo/H2O2)(t0) представляет собой значение aS(Fo/H2O2) в момент времени t0.
Согласно первому предпочтительному варианту выполнения настоящего изобретения, средняя скорость превращения aS(Fo/H2O2) в ходе стадии (b) пусковой стадии находится в интервале от 1*10-5 до 1*10-3 ч-1, предпочтительно в интервале от 5*10-5 до 1*10-4 ч-1. Согласно этому варианту выполнения настоящего изобретения, предпочтительно начальная концентрация формиатной соли на стадии (b) представляет собой заданную концентрацию формиатной соли, которая должна присутствовать в начале нормальной эксплуатационной стадии. В этом случае, более предпочтительно начальная концентрация пероксида водорода на стадии (b) находится в интервале от 0.1 до 50%, более предпочтительно в интервале от 0.5 до 20%, более предпочтительно в интервале от 1 до 10% от заданной концентрации пероксида водорода, которая должна присутствовать в начале нормальной эксплуатационной стадии.
Согласно второму предпочтительному варианту выполнения настоящего изобретения, средняя скорость превращения aS(Fo/H2O2) в ходе стадии (b) пусковой стадии находится в интервале от 1*10-6 до 5*10-5 ч-1, предпочтительно в интервале от 5*10-6 до 1*10-5 ч-1. Согласно этому варианту выполнения настоящего изобретения, предпочтительно в начале стадии (b), концентрация формиатной соли находится в интервале от 2 до 50%, более предпочтительно в интервале от 5 до 40%, более предпочтительно в интервале от 10 до 34% от заданной концентрации формиатной соли, которая должна присутствовать в начале нормальной эксплуатационной
стадии. Более предпочтительно согласно этому варианту выполнения настоящего изобретения и в ходе стадии (b), концентрация пероксида водорода увеличивается, предпочтительно увеличивается поэтапно, до тех пор, пока заданная концентрация пероксида водорода, которая должна присутствовать в начале нормальной эксплуатационной стадии, не буде достигнута. Более предпочтительно согласно этому варианту выполнения настоящего изобретения, концентрация формиатной соли затем увеличивается, например поэтапно увеличивается, до тех пор, пока заданная концентрация формиатной соли, которая должна присутствовать в начале нормальной эксплуатационной стадии, не буде достигнута.
В общем, предпочтительно в ходе пусковой стадии, предпочтительно в ходе стадии (b) пусковой стадии, aS(Fo/H2O2) изменяется поэтапно.
Предпочтительно, в ходе пусковой стадии, максимальная температура жидкой смеси в зоне эпоксидирования находится в интервале от 70 до 100°С, как например в интервале от 70 до 90°С или в интервале от 70 до 80°С.
Как указано выше, способ согласно настоящему изобретению характеризуется особенно длительным сроком службы применяемого катализатора эпоксидирования и, таким образом, особенно длительными нормальными эксплуатационными стадиями. Предпочтительно, нормальная эксплуатационная стадия продолжается в течение по меньшей мере 5,000 ч, предпочтительно по меньшей мере 10,000 ч, более предпочтительно по меньшей мере 15,000 ч.
Как также указано выше, способ согласно настоящему изобретению обеспечивает превосходные селективности в отношении ценного продукта пропиленоксида, в частности до завершения нормальной эксплуатационной стадии, даже в случае, когда в ходе нормальной эксплуатационной стадии, температура эпоксидирования слегка увеличивается или в общем увеличивается для достижения постоянного и очень высокого превращения пероксида водорода. Поэтому, настоящее изобретение также относится к способу повышения селективности в отношении пропиленоксида
катализатора, содержащего цеолит, содержащий титан, имеющий тип каркасной структуры MWW, в непрерывном способе получения пропиленоксида, причем указанный непрерывный способ получения пропиленоксида содержит
(i) непрерывно обеспечение жидкого потока поступающего материала, содержащего пропен, пероксид водорода, ацетонитрил, формиатную соль, воду и необязательно пропан, где в жидком потоке поступающего материала, молярное количество формиатной соли относительно молярного количества пероксида водорода в данный момент времени представляет собой aN(Fo/H2O2);
(ii) непрерывно пропускание жидкого потока поступающего материала, обеспеченного на стадии (i), в зону эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW, и подвергание жидкого потока поступающего материала условиям реакции эпоксидирования в зоне эпоксидирования, получая реакционную смесь, содержащую пропиленоксид, ацетонитрил, воду, формиатную соль, необязательно пропен, и необязательно пропан;
причем указанный способ повышения селективности в отношении пропиленоксида содержит уменьшение aN(Fo/H2O2) в ходе указанного непрерывного способа при других постоянных условиях эпоксидирования. Предпочтительно, формиатная соль представляет собой формиатную соль калия, и цеолит, содержащий титан, имеющий тип каркасной структуры MWW, содержащийся в катализаторе согласно (ii), содержит титан, вычисленный как элементарный титан, в количестве в интервале от 0.1 до 5 мас. %, предпочтительно в интервале от 1 до 2 мас. %, на основе общей массы цеолита, содержащего титан, имеющего тип каркасной структуры MWW, и содержит цинк, вычисленный как элементарный цинк, в количестве в интервале от 0.1 до 5 мас. %, предпочтительно в интервале от 1 до 2 мас. %, на основе общей массы цеолита, содержащего титан, имеющего тип каркасной структуры MWW.
Следующие стадии ниже по ходу потока
Отходящий поток, который удаляют согласно стадии (iii), содержит, по меньшей мере, один компонент В, и отличается тем, что нормальная точка кипения, по меньшей мере, одного компонента В выше, чем нормальная точка кипения ацетонитрила, и отличается тем, что десятичный логарифм коэффициента разделения октанола-воды (log KOW), по меньшей мере, одного компонента В составляет больше нуля. Что касается определения коэффициента разделения октанола-воды, сделана ссылка на Ссылочный пример 5 ниже. Как правило, по меньшей мере, один компонент В, содержащийся в выходящем потоке, который удаляют согласно стадии (iii), либо представляет собой вторичный продукт и/или побочный продукт, полученный во время реакции эпоксидирования на стадии (ii), и/или соединение, которое образуется во время, по меньшей мере, одной из стадий обработки, которую предпочтительно проводят после стадии (ii), и которое накапливается, если определенные технологические потоки предпочтительного интегрированного способа рециркулируются в стадию (i), и/или содержатся в качестве примесей в, по меньшей мере, одном из исходных материалов, используемых на стадии (i), такие, как примеси в ацетонитриле или примеси в перекиси водорода. Предпочтительно, по меньшей мере, один компонент В представляет собой пропионитрил, 1-нитропропан, 2-нитропропан, 3-метилбутаннитрил, н-пентаннитрил, 1-пентанол, 2-пентанол, 2-бутанон, 2-пентанон, 2-гексанон, 4-метил-2-гептанон, 2,6-диметил-4-гептанол, 4,6-диметил-2-гептанол, 2,6-диметил-4-гептанон, 4,6-диметил-2-гептанон, 2,6-диметил-4,6-гептандиол, 2,4-диметилоксазолин, 2,5-диметилоксазолин, цис-2,4-диметил-1,3-диоксолан, транс-2,4-диметил-1,3-диоксолан, по меньшей мере, одну примесь, содержащуюся в потоке перекиси водорода, используемом на стадии (i), или комбинацию двух или более из этих соединений. Предпочтительно, по меньшей мере, одна примесь, содержащаяся в потоке перекиси водорода, используемом на стадии (i), представляет собой алкилфосфат, такой как трис-(2-этилгексил) фосфат, нониловый спирт, такой как диизобутилкарбинол, алкилциклогексиловый эфир, такой как 2-метил-циклогексилацетат, N,N-диалкилкарбонамиды, такие как N,N-дибутилпропионамид, N-алкил-N-арилкарбонамиды, такие как N-этил-N-
фенилбензамид, N,N-диалкилкарбамат, такой как 2-этилгексил-N-бутилкарбамат, тетраалкилмочевину, такую как тетра-н-бутилмочевину, циклическую производную мочевины, такую как 1,3-дигексилтетрагидро-2(1Н)-пиримидон, фенилалкилмочевину, такую как N,N-дибутил-N'-метил-N'-фенилмочевину, N-алкил-2-пирролидон, такой как октил пирролидон, N-алкил капролактам, такой как н-октил капролактам, или комбинацию двух или более из этих соединений.
От отходящего потока, который удаляют согласно стадии (iii), пропиленоксид может быть отделен в соответствии с любым возможным способом. Предпочтительно, отходящий поток, который удаляют на стадии (iii), содержит пропен и необязательно пропан, и способ согласно настоящему изобретению, в дополнение к стадиям (i), (ii) и (III), дополнительно включает в себя:
(iv) отделение пропена, необязательно вместе с пропаном и кислородом, который необязательно дополнительно содержится в отходящем потоке, от отходящего потока, с получением потока S01, обогащенного пропиленоксидом, ацетонитрилом и водой, который отличается тем, что предпочтительно, по меньшей мере, 99 мас. % потока S01 состоят из ацетонитрила, воды и пропиленоксида; и который отличается тем, что для отделения, предпочтительно используют установку фракционирования, который отличается тем, что предпочтительно, в головную часть установки фракционирования добавляют жидкий ацетонитрил, необязательно смешанный с жидкой водой, в качестве захватывающего агента, и который отличается тем, что поток S01 предпочтительно получают в виде кубового потока;
(v) отделение пропиленоксида от потока S01, с получением головного потока, содержащего пропиленоксид, и обедненного ацетонитрилом и водой.
Предпочтительно, перед стадией (iv), отходящий поток подвергают подходящей стадии сброса давления и подают на стадию отделения согласно стадии (iv). Необязательно, возможно образовавшиеся газообразную и жидкую фазы надлежащим образом разделяют и направляют на различные тарелки перегонной
колонны, используемой согласно стадии (iv), если отделение согласно стадии (iv) осуществляется с помощью перегонки. Альтернативно, отходящий поток может быть подвергнут указанному сбросу давления непосредственно в перегонной колонне, используемой согласно стадии (iv); в этом случае, не будет необходимости в наличии устройства сброса давления после стадии эпоксидирования и перед стадией отделения согласно стадии (iv). Необязательно, температура отходящего потока может соответствующим образом регулироваться перед стадией (iv), предпочтительно после стадии сброса давления.
Предпочтительно, на стадии (v), получают дополнительный поток S02, предпочтительно, как кубовый поток, который является обогащенным ацетонитрилом и водой. Предпочтительно, по меньшей мере, 95 мас. % потока S02 состоят из ацетонитрила и воды, причем более предпочтительно, весовое соотношение ацетонитрила по отношению к воде в потоке S02 составляет более 1:1. Таким образом, настоящее изобретение относится к способу, как описано выше, который включает в себя:
(v) отделение пропиленоксида от потока S01, с получением головного потока, содержащего пропиленоксид, и обедненного ацетонитрилом и водой, и с получением потока S02, предпочтительно в виде кубового потока, обогащенного ацетонитрилом и водой, который отличается тем, что, по меньшей мере, 95 мас. % потока S02 состоят из ацетонитрила и воды, и который отличается тем, что весовое соотношение ацетонитрила по отношению к воде составляет более 1:1.
Кроме того, настоящее изобретение относится к способу, который включает в себя:
(iv) отделение пропена, необязательно вместе с пропаном и кислородом, который необязательно дополнительно содержится в отходящем потоке, от отходящего потока, с получением потока S01, обогащенного пропиленоксидом, ацетонитрилом, водой и необязательно, по меньшей мере, одним компонентом В, который отличается тем, что предпочтительно, по меньшей мере, 99 мас. % потока
S01 состоят из ацетонитрила, воды, предпочтительно, по меньшей мере, одного компонента В и пропиленоксида; и который отличается тем, что для отделения, предпочтительно используют установку фракционирования, который отличается тем, что предпочтительно, в головную часть установки фракционирования добавляют жидкий ацетонитрил, необязательно смешанный с жидкой водой, в качестве захватывающего агента, и который отличается тем, что поток S01 предпочтительно получают в виде кубового потока;
(v) отделение пропиленоксида от потока S01, с получением головного потока, содержащего пропиленоксид, и обедненного ацетонитрилом и водой, и с получением потока S02, предпочтительно в виде кубового потока, обогащенного ацетонитрилом, водой и необязательно, по меньшей мере, одним компонентом В, который отличается тем, что предпочтительно, по меньшей мере, 95 мас. % потока S02 состоят из ацетонитрила, воды и предпочтительно, по меньшей мере, одного компонента В, и который отличается тем, что весовое соотношение ацетонитрила по отношению к воде составляет более 1:1.
Что касается стадии (iv), не существует никаких особых ограничений. Предпочтительно, отделение проводят таким образом, чтобы, по меньшей мере, 90 мас. %, более предпочтительно, по меньшей мере, 95 мас. %, более предпочтительно, по меньшей мере, 98 мас. %, более предпочтительно, по меньшей мере, 99 мас. % потока S01 состояло из ацетонитрила, воды, предпочтительно, по меньшей мере, одного компонента В и пропиленоксида. Предпочтительно, для отделения на стадии (iv) используют установку фракционирования. Кроме того, предпочтительно, отделение на стадии (iv) осуществляется, по меньшей мере, в одной перегонной колонне, более предпочтительно в одной перегонной колонне. В данной перегонной колонне, S01 предпочтительно получают в виде кубового потока. Предпочтительно, данная перегонная колонна имеет от 10 до 30, более предпочтительно от 15 до 25 теоретических тарелок. Перегонная колонна предпочтительно работает при верхнем давлении от 0,5 до 1,2 бар, более предпочтительно от 0,7 до 1,1 бар. Чтобы облегчить указанную задачу отделения, было обнаружено, что полезно добавлять либо жидкий
ацетонитрил, либо жидкую смесь ацетонитрила с водой в верхнюю часть колонны. Считается, что данное наружное орошение служит захватывающим агентом, который, среди прочего, предотвращает отделение пропиленоксида через верхнюю часть перегонной колонны. В соответствии с предпочтительным вариантом осуществления настоящего изобретения, используют часть кубового потока перегонной колонны, предпочтительно используемого на стадии (v). Возможно также, чтобы поток TL2, описанный ниже или его часть, использовались в качестве захватывающего агента. Количество TL2 будет недостаточным, и другой поток должен быть добавлен. Предпочтительно, весовое соотношение количества ацетонитрила, подаваемого в качестве наружного орошения в верхнюю часть перегонной колонны, по отношению к массе отходящего потока, удаляемого на стадии (iii), подаваемого в перегонную колонну, и подвергаемого отделению в перегонной колонне, находится в диапазоне от 1:1 до 4:1, предпочтительно от 1,5:1 до 3:1. Температура наружного орошения, как правило, находится в диапазоне от 2 до 20°С, предпочтительно в диапазоне от 5 до 15°С. Согласно настоящему изобретению, предпочтительно, по меньшей мере, 85 об. %, более предпочтительно, по меньшей мере, 90 об. %, более предпочтительно, по меньшей мере, 93 об. % головного потока перегонной колонны согласно стадии (iv) состоит из пропена, кислорода и необязательно пропана. В зависимости от содержания кислорода, данный головной поток может подвергаться дальнейшей подходящей стадии обработки, которая отличается тем, что содержание кислорода соответственно уменьшается с тем, чтобы обеспечить, например, возможность рециркуляции потока, обедненного кислородом, в одну или более стадий настоящего изобретения, например, в качестве исходного материала для стадии (ii) способа согласно изобретению, например, стадии (ii-1) или стадии (ii-3), или в качестве части потока Р, описанного ниже. Если содержание кислорода в указанном головном потоке уменьшается, предпочтительно снижать кислород посредством реакции с водородом в присутствии подходящего катализатора. Например, возможно также использовать катализаторы, содержащие медь в элементарной и/или оксидной форме на носителе, которые отличаются тем, что медь присутствует на носителе в количестве от 30 до 80 мас. %, в расчете на весь катализатор и в пересчете на CuO. Такие катализаторы
могут быть получены, например, согласно примеру в патенте ЕР 0.427.062 А2, катализатор 2, стр. 4, строки с 41 по 50 (соответствующий патенту US 5.194.675). Для уменьшения содержания кислорода также возможными являются другие подходящие способы. Необязательно, указанный головной поток, перед тем, как подвергается гидрогенизации, может сжиматься и частично конденсироваться, в результате чего получают жидкий поток, который, по существу, состоит из пропена и, необязательно, пропана и ацетонитрила и, который содержит незначительные количества воды. Неконденсированная часть состоит в основном из пропена и, необязательно, пропана и кислорода, и содержит незначительное количество воды, и отличается тем, что, по сравнению с основным потоком, содержание кислорода увеличивается, при этом все же оставаясь в таком диапазоне, чтобы смесь была невоспламеняемой. Такой поток, обогащенный кислородом, затем подвергают гидрогенизации.
Что касается отделения на стадии (v), не существует никаких особых ограничений. Предпочтительно, отделение проводят таким образом, чтобы, по меньшей мере, 90 мас. %, более предпочтительно, по меньшей мере, 95 мас. %, более предпочтительно, по меньшей мере, 99 мас. % потока S02 состоит из ацетонитрила, воды и, необязательно, по меньшей мере, одного компонента В. Более предпочтительно, весовое соотношение ацетонитрила и воды в S02 составляет больше 1:1, предпочтительно находится в диапазоне от 2:1 до 10:1, более предпочтительно от 2,5:1 до 5:1. Предпочтительно, для отделения на стадии (v) используют установку фракционирования. Кроме того, предпочтительно, отделение на стадии (v) осуществляется, по меньшей мере, в одной перегонной колонне, более предпочтительно в одной перегонной колонне. Предпочтительно, данная перегонная колонна имеет от 50 до 80, более предпочтительно от 60 до 70 теоретических тарелок. Перегонная колонна предпочтительно работает при верхнем давлении от 0,2 до 2 бар, более предпочтительно от 0,4 до 1 бара. Необязательно, по меньшей мере, один подходящий полярный растворитель или смесь двух или более полярных растворителей, предпочтительно воды, могут добавляться в верхнюю часть колонны в качестве экстракционного агента.
В соответствии с вариантом осуществления способа согласно настоящему изобретению, отделение согласно стадии (v) может осуществляться посредством:
- введения S01 в экстрактивную перегонную колонну;
- дополнительного введения полярного экстракционного растворителя или смеси двух или более из них, предпочтительно воды, в указанную экстрактивную перегонную колонну;
- отгонки пропиленоксида из верхней части указанной экстрактивной перегонной колонны в виде головного потока, которая отличается тем, что головной поток содержит только незначительные количества ацетонитрила, например, 500 частей на миллион или менее;
- сжатия указанного головного потока, полученного в верхней части колонны на предыдущей стадии, посредством, по меньшей мере, одного компрессора с получением сжатого пара;
- конденсации сжатого пара, полученного на предыдущей стадии, и возврата, по меньшей мере, части теплоты конденсации, по меньшей мере, в один ребойлер, используемый в экстрактивной перегонной колонне.
Из данной перегонной колонны согласно стадии (v), получают головной поток, который содержит предпочтительно, по меньшей мере, 90 мас. %, предпочтительно, по меньшей мере, 95 мас. %, более предпочтительно, по меньшей мере, 99 мас. % пропиленоксида. Кроме того, из данной перегонной колонны, предпочтительно получают поток S02 в виде кубового потока, который предпочтительно содержит не более 500 мас. частей на миллион, предпочтительно не более 100 мас. частей на миллион, более предпочтительно не более 60 мас. частей на миллион пропиленоксида, в расчете на массу потока S02. В зависимости от требований к
качеству пропиленоксида, возможно использовать данную фракцию пропиленоксида без дополнительной очистки. Тем не менее, также возможна дальнейшая очистка указанной фракции пропиленоксида, например, посредством, по меньшей мере, одной дополнительной стадии перегонки.
Из перегонной колонны в соответствии со стадией (v) или необязательно после дополнительной стадии перегонки получают поток пропиленоксида, который отличается тем, что, предпочтительно, по меньшей мере, 99,990 мас. %, более предпочтительно, по меньшей мере, 99,995 мас. %, более предпочтительно, по меньшей мере, 99,999 мас. % указанного потока состоит из пропиленоксида.
Таким образом, настоящее изобретение также относится к композиции, содержащей, по меньшей мере, 99,990 мас. %, более предпочтительно, по меньшей мере, 99,995 мас. %, более предпочтительно, по меньшей мере, 99,999 мас. % пропиленоксида, предпочтительно получаемой или полученной согласно способу, включающему в себя стадии (iv) и (v), как описано выше.
Как правило, поток S02, как описано выше, может использоваться в качестве рециркулирующего потока ацетонитрила, который может быть использован для обеспечения жидкого потока поступающего материала на стадии (i). Кроме того, возможно, чтобы поток S02 подвергался стадиям дополнительной обработки перед его использованием в качестве рециркулирующего потока ацетонитрила, который используют для обеспечения жидкого потока поступающего материала на стадии (i). Предпочтительно, чтобы поток S02 подвергался стадиям дополнительной обработки, описанным ниже в вариантах 1-13.
Перед стадией (vi), как описано ниже, возможно
(v-01) подвергать поток S02, полученный на стадии (v), гидрогенизации; и/или
(v-02) подвергать поток, полученный на стадии (v) или (v-01), перегонке с получением кубового потока,
причем гидрогенизированный поток, полученный на стадии (v-01), или кубовый поток, полученный на стадии (v-02), подвергают дополнительной обработке в виде потока S1. Если выполняют стадии (v-01) и/или (v-02), предпочтительно:
(v-01) подвергать поток S02, полученный на стадии (v), стадии каталитической гидрогенизации, причем катализатор предпочтительно представляет собой гетерогенные катализаторы, содержащие Ru, Ni, Pd, Pt, либо по отдельности, либо в виде смеси двух или более из них, в качестве активного металла на подходящем носителе, в частности Pd на активированном угле; причем указанную гидрогенизацию предпочтительно проводят при давлении во время гидрогенизации в диапазоне от 1 до 100 бар(абс), предпочтительно от 1 до 10 бар(абс), и при температуре во время гидрогенизации в диапазоне от 0 до 180°С, предпочтительно от 25 до 120°С, более предпочтительно от 65 до 85°С; и/или
(v-02) подвергать поток, полученный на стадии (v) или стадии (v-01), стадии перегонки, предпочтительно осуществляемой в перегонной колонне, работающей при верхнем давлении от 0,7 до 2 бар, более предпочтительно от 1,1 до 2 бар.
Предпочтительно, способ согласно настоящему изобретению не включает в себя ни стадии (v-01), ни стадии (v-02).
Дополнительные стадии обработки
Предпочтительно, в частности, если жидкий поток поступающего материала, обеспеченный на стадии (i), содержит, по меньшей мере, один компонент В, проводить стадии дополнительной обработки с помощью способа, предпочтительные
стадии и условия которого определены в следующих вариантах 1-13 и соответствующих комбинациях вариантов, вытекающих из указанных зависимостей:
1. (vi) разделение потока S1 на два потока S2 и S3, которое отличается тем, что общий вес S3 по отношению к общему весу S1 находится в диапазоне от 0,01 до 25%;
(vii) воздействие на поток S3 посредством фракционирования паровой и жидкой фаз в установке фракционирования, с получением потока паровой фракции S4, обедненного, по меньшей мере, одним компонентом В, и с получением жидкого кубового потока S4b, обедненного ацетонитрилом;
(viii) рециркуляция, по меньшей мере, части потока S4, необязательно после обработки, в стадию (i).
2. Способ согласно варианту 1, который отличается тем, что на стадии (vi), общий вес потока S3 по отношению к общему весу потока S1 находится в диапазоне от 0,05 до 20%, предпочтительно от 0,1 до 15%, более предпочтительно от 0,2 до 10%, более предпочтительно от 0,5 до 5%.
3. Способ согласно варианту 1 или 2, который отличается тем, что от 90 до 99,9 мас. %, предпочтительно от 95 до 99,8 мас. %, более предпочтительно от 99 до 99,7 мас. % потока S1 состоят из ацетонитрила и воды, и который отличается тем, что предпочтительно от 0,01 до 5 мас. %, более предпочтительно от 0,015 до 3 мас. %, более предпочтительно от 0,02 до 2 мас. % потока S1 состоят из, по меньшей мере, одного компонента В.
4. Способ согласно любому из вариантов 1-3, который отличается тем, что на стадии (vii), фракционирование паровой и жидкой фаз осуществляют в установке фракционирования таким образом, чтобы от 10 до 30 мас. %, предпочтительно от 10 до 25 мас. % жидкого кубового потока S4b состояло из ацетонитрила и от 0,1 до 10
мас. %, предпочтительно от 0,25 до 5 мас. % жидкого кубового потока S4b состояло из, по меньшей мере, одного дополнительного компонента В.
5. Способ согласно любому из вариантов 1-4, который отличается тем, что на стадии (vii), фракционирование паровой и жидкой фаз осуществляют в установке фракционирования при абсолютном давлении в диапазоне от 0,1 до 10 бар, предпочтительно от 0,5 до 5 бар, более предпочтительно от 1 до 2 бар.
6. Способ согласно любому из вариантов 1-5, который отличается тем, что на стадии (vii), количество теоретических тарелок в установке фракционирования находится в диапазоне от 1 до 100, предпочтительно от 2 до 25, более предпочтительно от 3 до 10.
7. Способ согласно любому из вариантов 1-6, который отличается тем, что фракцию потока S4 используют после конденсации в качестве флегмы, причем флегмовое число предпочтительно находится в диапазоне от 0,01:1 до 10:1, более предпочтительно от 0,1:1 до 5:1, более предпочтительно от 0,5:1 до 2:1.
8. Способ согласно любому из вариантов 1-6, который отличается тем, что установка фракционирования работает без орошения (флегмы) и поток S3 подают в головную часть установки фракционирования.
9. Способ согласно любому из вариантов 1-8, который отличается тем, что от 95 до 99,99 мас. %, предпочтительно от 97 до 99,9 мас. %, более предпочтительно от 98 до 99,9 мас. % потока S4 состоят из ацетонитрила и воды и, который отличается тем, что предпочтительно от 0,0001 до 0,2 мас. %, более предпочтительно от 0,001 до 0,15 мас. %, более предпочтительно от 0,005 до 0,1 мас. % потока S4 состоят из, по меньшей мере, одного компонента В.
10. Способ согласно любому из вариантов 1-9, который отличается тем, что стадия (viii) включает в себя рециркуляцию, по меньшей мере, части потока S4,
необязательно после обработки, в стадию (i), и рециркуляцию, по меньшей мере, части потока S2, необязательно после обработки, в стадию (i).
В соответствии с настоящим изобретением, отходящий поток, который удаляют согласно стадии (iii), содержит, по меньшей мере, часть формиатной соли, содержащегося в потоке питающей смеси, обеспеченном на стадии (i). Предпочтительно, пропиленоксид отделяют от отходящего потока на одной или более подходящих стадиях, описанных выше. Далее предпочтительно, полученный таким образом поток, обедненный пропиленоксидом, подвергают одной или более дополнительным стадиям, в ходе которых предпочтительно получают рециркулированный поток ацетонитрила, который подается обратно в реакцию эпоксидирования. Предпочтительный способ рециркуляции, который включает в себя стадию (viii), описан здесь выше. Предпочтительно, по меньшей мере, часть по меньшей мере одной формиатной соли, содержащегося в отходящем потоке согласно стадии (iii), и предпочтительно содержащегося в потоке S4, более предпочтительно в потоках S4 и S2, соответствующим образом отделяют от рециркулированного потока (потоков) во время обработки потока S2 и/или потока S4. Более предпочтительно, по меньшей мере, 99%, предпочтительно, по меньшей мере, 99,9%, более предпочтительно, по меньшей мере, 99,99% по меньшей мере одной формиатной соли, содержащегося в потоке S4, предпочтительно содержащегося в потоках S4 и S2, отделяют от рециркулированного потока (потоков) во время обработки потока S2 и/или потока S4. Таким образом, особенно предпочтительно, чтобы накопление по меньшей мере одной формиатной соли, вызванное повторным использованием рециркулированного потока (потоков) на стадии (i), по существу полностью было предотвращено.
Настоящее изобретение дополнительно иллюстрируется следующими вариантами выполнения настоящего изобретения и комбинациями вариантов выполнения настоящего изобретения, как указано посредством соответствующих зависимостей и ссылок.
1. Непрерывный способ получения пропиленоксида, содержащий пусковую стадию и нормальную эксплуатационную стадию, где нормальная эксплуатационная стадия содержит
(i) непрерывно обеспечение жидкого потока поступающего материала, содержащего пропен, пероксид водорода, ацетонитрил, формиатную соль, воду и необязательно пропан, где в жидком потоке поступающего материала, молярное количество формиатной соли относительно молярного количества пероксида водорода в данный момент времени в ходе нормальной эксплуатационной стадии представляет собой aN(Fo/H2O2);
(ii) непрерывно пропускание жидкого потока поступающего материала, обеспеченного на стадии (i), в зону эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW, и подвергание жидкого потока поступающего материала условиям реакции эпоксидирования в зоне эпоксидирования, получая реакционную смесь, содержащую пропиленоксид, ацетонитрил, воду, формиатную соль, необязательно пропен, и необязательно пропан;
(iii) непрерывно удаление отходящего потока из зоны эпоксидирования, причем отходящий поток содержит пропиленоксид, ацетонитрил, воду, по меньшей мере часть формиатной соли, необязательно пропен, и необязательно пропан;
где нормальная эксплуатационная стадия характеризуется средней скоростью превращения aN(Fo/H2O2) менее 0 ч-1.
2. Непрерывный способ согласно варианту выполнения настоящего изобретения 1, где средняя скорость превращения aN(Fo/H2O2) находится в интервале от -10-10 до -10-6 ч-1.
3. Непрерывный способ согласно варианту выполнения настоящего изобретения 1 или 2, где средняя скорость превращения aN(Fo/H2O2) находится в интервале от -10-9 до-10-7 ч-1
4. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-3, где в начале нормальной эксплуатационной стадии, aN(Fo/H2O2) находится в интервале от 1.0*10-4 до 1.0*10-2.
5. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-4, где в начале нормальной эксплуатационной стадии, aN(Fo/H2O2) находится в интервале от 5*10-4 до 1.0*10-3.
6. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-5, где зона эпоксидирования согласно (ii) содержит первую подзону эпоксидирования, состоящую из одного или более реакторов эпоксидирования А, где, если первая подзона эпоксидирования содержит два или более реакторов эпоксидирования А, два или более реакторов эпоксидирования А размещают параллельно, и где на стадии (ii), жидкий поток поступающего материала, обеспеченный на стадии (i), пропускают в по меньшей мере один из реакторов эпоксидирования А.
7. Непрерывный способ согласно варианту выполнения настоящего изобретения 6, где зона эпоксидирования согласно (ii) содержит первую подзону эпоксидирования.
8. Непрерывный способ согласно варианту выполнения настоящего изобретения 6 или 7, где в ходе нормальной эксплуатационной стадии, условия эпоксидирования согласно (ii) включают температуру эпоксидирования TN, и где в ходе нормальной эксплуатационной стадии, средняя скорость изменения TN находится в интервале от 0 до 50 K*ч-1, где TN представляет собой температуру теплопередающей среды, применяемой для установления температуры реакционной смеси в первой подзоне реакции эпоксидирования согласно (ii), предпочтительно посредством пропускания теплопередающей среды через рубашку одного или более реакторов эпоксидирования А, где TN предпочтительно представляет собой температуру теплопередающей среды перед установлением температуры реакционной смеси, предпочтительно температуру теплопередающей среды на входе в рубашку одного или более реакторов эпоксидирования А.
9. Непрерывный способ согласно варианту выполнения настоящего изобретения 8, где средняя скорость изменения TN находится в интервале от 0 до 40 K*ч-1, предпочтительно в интервале от 0 до 30 K*ч-1, более предпочтительно в интервале от 0 до 30 K*ч-1.
10. Непрерывный способ согласно варианту выполнения настоящего изобретения 8 или 9, где в ходе начальной стадии нормальной эксплуатационной стадии, средняя скорость изменения TN находится в интервале от 0 до 0.5 K*ч-1, предпочтительно в интервале от 0 до 0.2 K*ч-1 более предпочтительно в интервале от 0 до 0.1 K*ч-1, и где, после указанной начальной стадии, когда aN(Fo/H2O2) находится в интервале от 40 до 60%, предпочтительно от 45 до 55% от aN(Fo/H2O2) в начале нормальной стадии, TN увеличивается на по меньшей мере 0.1°С, предпочтительно на по меньшей мере 0.5°С, предпочтительно на по меньшей мере 1°С.
11. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 8-10, где в ходе нормальной эксплуатационной стадии, TN
находится в интервале от 20 до 70°С, предпочтительно в интервале от 25 до 65°С, более предпочтительно в интервале от 30 до 60°С.
12. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 6-11, где в ходе нормальной эксплуатационной стадии, условия эпоксидирования согласно (ii) содержат первое давление в ходе реакции эпоксидирования в интервале от 14 до 100 бар, предпочтительно в интервале от 15 до 32 бар, более предпочтительно в интервале от 15 до 25 бар, где первое давление в ходе реакции эпоксидирования определяется как абсолютное давление на выходе из первой подзоны эпоксидирования.
13. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 6-12, где в ходе нормальной эксплуатационной стадии, условия эпоксидирования согласно (ii) содержат загрузку катализатора в первой подзоне эпоксидирования в интервале от 0.05 до 1.25 ч-1, предпочтительно в интервале от 0.1 до 1 ч-1, более предпочтительно в интервале от 0.2 до 0.7 ч-1, где загрузка катализатора определяется как соотношение массовой скорости потока в кг/ч пероксида водорода, содержащегося в жидком потоке поступающего материала, обеспеченном на стадии (i), относительно количества в кг катализатора, содержащего цеолит, содержащий титан, имеющий тип каркасной структуры MWW, содержащегося в первой подзоне эпоксидирования согласно (ii).
14. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 6-13, где зона эпоксидирования дополнительно содержит вторую подзону эпоксидирования, состоящую из одного или более реакторов эпоксидирования В, где, если вторая подзона эпоксидирования содержит два или более реакторов эпоксидирования В, два или более реакторов эпоксидирования В размещают параллельно, где вторая подзона эпоксидирования расположена ниже по ходу потока от первой подзоны эпоксидирования.
15. Непрерывный способ согласно варианту выполнения настоящего изобретения 14, где зона эпоксидирования согласно (ii) состоит из первой подзоны эпоксидирования и второй подзоны эпоксидирования.
16. Непрерывный способ согласно варианту выполнения настоящего изобретения 14 или 15, где в ходе нормальной эксплуатационной стадии, условия эпоксидирования согласно (ii) содержат второе давление в ходе реакции эпоксидирования в интервале от 14 до 100 бар, предпочтительно в интервале от 14.5 до 32 бар, более предпочтительно в интервале от 15 до 25 бар, где второе давление в ходе реакции эпоксидирования определяется как абсолютное давление на выходе из второй подзоны эпоксидирования.
17. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 14-16, где в ходе нормальной эксплуатационной стадии, условия эпоксидирования согласно (ii) содержат загрузку катализатора во второй подзоне эпоксидирования в интервале от 0.001 до 0.5 ч-1, предпочтительно в интервале от 0.005 до 0.3 ч-1, более предпочтительно в интервале от 0.01 до 0.2 ч-1, где загрузка катализатора определяется как соотношение массовой скорости потока в кг/ч пероксида водорода, содержащегося в потоке поступающего материала, пропускаемого во вторую подзону эпоксидирования, относительно количества в кг катализатора, содержащего цеолит, содержащий титан, имеющий тип каркасной структуры MWW, содержащегося во второй подзоне эпоксидирования согласно (ii).
18. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 14-17, где температура реакционной смеси во второй подзоне реакции эпоксидирования не устанавливается посредством пропускания теплопередающей среды через рубашку одного или более реакторов эпоксидирования В, где предпочтительно, вторая подзона эпоксидирования представляет собой по существу адиабатическую подзону эпоксидирования, более предпочтительно адиабатическую подзону эпоксидирования.
19. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-18, где в ходе нормальной эксплуатационной стадии, условия эпоксидирования согласно (ii) содержат превращение пероксида водорода cN(Н2О2), где средняя скорость превращения cN(H2O2) находится в интервале от -1.0*10-3 до 1.0*10-3 %-единицы*ч-1, где cN(H2O2) определяется как молярное количество пероксида водорода, содержащееся в отходящем потоке, удаленном на стадии (iii), относительно молярного количества пероксида водорода, содержащегося в жидком потоке поступающего материала, обеспеченном на стадии (i), в данный момент времени в ходе нормальной эксплуатационной стадии, где в ходе нормальной эксплуатационной стадии, cN(H2O2) предпочтительно находится в интервале от 80 до 100%, более предпочтительно от 90 до 100%, более предпочтительно от 95 до 100%, более предпочтительно от 99 до 100%, более предпочтительно от 99.5 до 100%.
20. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-19, где формиатная соль согласно (i) содержит, предпочтительно состоит из, формиатную соль калия, предпочтительно K+СОО-.
21. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-20, где в зоне эпоксидирования согласно (ii), реакционная смесь является жидкой в условиях эпоксидирования.
22. Непрерывный способ согласно варианту выполнения настоящего изобретения 21, где в зоне эпоксидирования согласно (ii), реакционная смесь состоит из одной единственной жидкой фазы в условиях эпоксидирования.
23. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-22, где согласно стадии (ii) катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW, присутствует в зоне эпоксидирования в виде катализатора с неподвижным слоем.
24. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1 to 23, где цеолит, содержащий титан, имеющий тип каркасной структуры MWW, содержащийся в катализаторе согласно (ii), содержит титан, вычисленный как элементарный титан, в количестве в интервале от 0.1 до 5 мас. %, предпочтительно в интервале от 1 до 2 мас. %, на основе общей массы цеолита, содержащего титан, имеющего тип каркасной структуры MWW.
25. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-24, где цеолит, содержащий титан, имеющий тип каркасной структуры MWW, содержащийся в катализаторе согласно (ii), содержит цинк, вычисленный как элементарный цинк, в количестве в интервале от 0.1 до 5 мас. %, предпочтительно в интервале от 1 до 2 мас. %, на основе общей массы цеолита, содержащего титан, имеющего тип каркасной структуры MWW.
26. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-25, где катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW, находится в форме формованного изделия, содержащего цеолит, содержащий титан, имеющий тип каркасной структуры MWW, и связующее, предпочтительно связующее на основе диоксида кремния, где катализатор содержит цеолит, содержащий титан, имеющий тип каркасной структуры MWW, предпочтительно в количестве в интервале от 70 до 80 мас. %, на основе общей массы катализатора, и связующее на основе диоксида кремния предпочтительно в количестве от 30 до 20 мас. %, на основе общей массы катализатора, где предпочтительно по меньшей мере 99 мас. % катализатора состоит из цеолита, содержащего титан, имеющий тип каркасной структуры MWW, и связующего.
27. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1 to 26, где в ходе нормальной эксплуатационной стадии, селективность в отношении пропиленоксида реакции эпоксидирования в зоне реакции эпоксидирования согласно (ii) составляет по меньшей мере 95%,
предпочтительно по меньшей мере 96%, более предпочтительно по меньшей мере 97%, где селективность в отношении пропиленоксида определяется как молярное количество пропиленоксида, содержащееся в отходящем потоке, удаленном на стадии (iii), относительно молярного количества пероксида водорода, содержащегося в жидком потоке поступающего материала, обеспеченном на стадии (i), в данный момент времени в ходе нормальной эксплуатационной стадии.
28. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-27, где в ходе нормальной эксплуатационной стадии, жидкий поток поступающего материала, обеспеченный на стадии (i), содержит
ацетонитрил в количестве в интервале от 60 до 75 мас. %, предпочтительно в интервале от 60 до 65 мас. %, на основе общей массы жидкого потока поступающего материала;
пероксид водорода в количестве в интервале от 6 до 10 мас. %, предпочтительно в интервале от 7 до 9 мас. %, на основе общей массы жидкого потока поступающего материала;
воду при молярном соотношении воды и ацетонитрила самое большее 1:4, предпочтительно в интервале от 1:50 до 1:4, более предпочтительно в интервале от 1:15 до 1:4.1, более предпочтительно в интервале от 1:10 до 1:4.2;
пропен при молярном соотношении пропена и пероксида водорода, содержащихся в потоке поступающего материала, в интервале от 1:1 до 1.6:1, предпочтительно в интервале от 1.1:1 до 1.5:1; и
необязательно пропан при молярном соотношении пропана и суммы пропена и пропана в интервале от 0.0001:1 до 0.15:1, предпочтительно в интервале от 0.001:1 до 0.05:1;
где по меньшей мере 95 мас. %, предпочтительно от 95 до 100 мас. %, более предпочтительно от 98 до 100 мас. % жидкого потока поступающего материала, обеспеченного на стадии (i), состоит из пропена, пероксида водорода, ацетонитрила, формиатной соли, воды и необязательно пропана.
29. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-28, где в ходе нормальной эксплуатационной стадии, жидкий поток поступающего материала, обеспеченный на стадии (i), содержит аммоний NH4+ в количестве в интервале от 0 до 2 мас. частей на миллион, предпочтительно в интервале от 0 до 1 мас. частей на миллион, на основе общей массы жидкого потока поступающего материала.
30. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-29, где в ходе нормальной эксплуатационной стадии, жидкий поток поступающего материала, обеспеченный на стадии (i), содержит натрий Na+ при молярном соотношении натрия и пероксида водорода в интервале от 1*10-6:1 до 250*10-6:1, предпочтительно в интервале от 5*10-6:1 до 50*10-6:1.
31. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-30, где в ходе нормальной эксплуатационной стадии, жидкий поток поступающего материала обеспечивают на стадии (i), посредством объединения потока, содержащего пероксид водорода, потока, содержащего ацетонитрил и необязательно воду, и потока, содержащего пропен и необязательно пропан, где водный поток, содержащий формиатную соль, объединяют с поотком, содержащим пероксид водорода, или с потоком, содержащим ацетонитрил и необязательно воду, или с потоком, содержащим пропен, и необязательно пропан, или со смешанным потоком из двух или трех
из этих потоков, предпочтительно с потоком, содержащим пероксид водорода, или с потоком, содержащим ацетонитрил и необязательно воду, или с их смешанным потоком.
32. Непрерывный способ согласно варианту выполнения настоящего изобретения 31, где поток, содержащий пероксид водорода, представляет собой поток водного пероксида водорода, имеющий концентрацию пероксида водорода в интервале от 25 до 75 мас. %, предпочтительно от 30 до 50 мас. %, на основе общей массы потока водного пероксида водорода.
33. Непрерывный способ согласно варианту выполнения настоящего изобретения 32, где поток водного пероксида водорода содержит натрий при молярном соотношении натрия и пероксида водорода в интервале от 1*10-6:1 до 250*10-6, предпочтительно от 5*10-6:1 до 50*10-6:1.
34. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-33, содержащий пусковую стадию перед, предпочтительно непосредственно перед нормальной эксплуатационной стадией, где пусковая стадия содержит
(а) непрерывно обеспечение жидкого потока поступающего материала, содержащего пропен, ацетонитрил и необязательно пропан, и непрерывно пропускание указанного жидкого потока поступающего материала при пусковых условиях в течение периода времени t1 в зону эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW;
где после периода времени t1, пусковая стадия дополнительно содержит
(b) непрерывно обеспечение жидкого потока поступающего материала, содержащего пероксид водорода, подмешивание указанного жидкого потока поступающего материала в жидкий поток поступающего материала, обеспеченный на стадии (а), получая жидкий поток поступающего материала, содержащий пероксид водорода, пропен, ацетонитрил и необязательно пропан, и непрерывно пропускание указанного жидкого потока поступающего материала при пусковых условиях в течение периода времени t2 в зону эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющим тип каркасной структуры MWW,
где жидкий поток поступающего материала согласно (b) содержит формиатную соль, где молярное количество формиатной соли относительно молярного количества пероксида водорода в данный момент времени в ходе стадии (b) пусковой стадии представляет собой aS(Fo/H2O2),
где после периода времени t2, нормальная эксплуатационная стадия начинается, и aS(Fo/H2O2) представляет собой aN(Fo/H2O2) в начале нормальной эксплуатационной стадии, предпочтительно как определено в варианте выполнения настоящего изобретения 4 или 5.
35. Непрерывный способ согласно варианту выполнения настоящего изобретения 34, где по меньшей мере 98 мас. %, предпочтительно по меньшей мере 99 мас. %, более предпочтительно от 99 до 100 мас. % жидкого потока поступающего материала, обеспеченного на стадии (а), состоит из пропена, ацетонитрила и необязательно пропана.
36. Непрерывный способ согласно варианту выполнения настоящего изобретения 34 или 35, где жидкий поток поступающего материала согласно (а) содержит пероксид водорода в количестве в интервале от 0 до 0.01 мас. %, предпочтительно в интервале от 0 до 0.001 мас. %, более предпочтительно в
интервале от 0 до 0.0001 мас. %, на основе общей массы жидкого потока поступающего материала.
37. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 34-36, где жидкий поток поступающего материала согласно (а) содержит формиатную соль в количестве в интервале от 0 до 0.01 мас. %, предпочтительно в интервале от 0 до 0.001 мас. %, более предпочтительно в интервале от 0 до 0.0001 мас. %, на основе общей массы жидкого потока поступающего материала.
38. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 34-37, где в ходе пусковой стадии, пусковые условия содержат пусковую температуру TS, где TS представляет собой температуру теплопередающей среды, применяемой для установления температуры смеси в зоне реакции эпоксидирования, предпочтительно посредством пропускания теплопередающей среды через рубашку зоны эпоксидирования, где TS предпочтительно представляет собой температуру теплопередающей среды перед установлением температуры смеси, предпочтительно температуру теплопередающей среды на входе в рубашку зоны эпоксидирования.
39. Непрерывный способ согласно варианту выполнения настоящего изобретения 38, где в начале пусковой стадии, TS находится в интервале от 30 до 40°С.
40. Непрерывный способ согласно варианту выполнения настоящего изобретения 38 или 39, где в ходе пусковой стадии, средняя скорость изменения TS находится в интервале от -1 до 1 K*ч-1, предпочтительно в интервале от -0.5 до 0.5 K*ч-1, более предпочтительно в интервале от -0.1 до 0.1 K*ч-1.
41. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 38-40, где зона эпоксидирования согласно (ii) содержит первую
подзону эпоксидирования, состоящую из одного или более реакторов эпоксидирования А, где, если первая подзона эпоксидирования содержит два или более реакторов эпоксидирования А, два или более реакторов эпоксидирования А размещают параллельно, и где на стадии (ii), жидкий поток поступающего материала, обеспеченный на стадии (i), пропускают в по меньшей мере один из реакторов эпоксидирования А, где TS представляет собой температуру теплопередающей среды, применяемой для установления температуры смеси в первой подзоне эпоксидирования, предпочтительно посредством пропускания теплопередающей среды через рубашку первой подзоны эпоксидирования, где TS предпочтительно представляет собой температуру теплопередающей среды перед установлением температуры смеси, предпочтительно температуру теплопередающей среды на входе в рубашку первой подзоны эпоксидирования.
42. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 34-41, где жидкий поток согласно (b), содержащий пероксид водорода и смешиваемый с жидким потоком поступающего материала, обеспеченным на стадии (а), представляет собой поток водного пероксида водорода, имеющий концентрацию пероксида водорода в интервале от 25 до 75 мас. %, предпочтительно в интервале от 30 до 50 мас. %, на основе общей массы потока водного пероксида водорода.
43. Непрерывный способ согласно варианту выполнения настоящего изобретения 42, где поток водного пероксида водорода содержит натрий Na+ при молярном соотношении натрия и пероксида водорода в интервале от 1×10-6:1 до 250×10-6, предпочтительно от 5×10-6:1 до 50×10-6:1.
44. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 34-43, где в ходе пусковой стадии, жидкий поток поступающего материала, пропускаемый в зону эпоксидирования, содержит аммний NH4+ в количестве в интервале от 0 до 2 мас. частей на миллион, предпочтительно в
интервале от 0 до 1 мас. частей на миллион, на основе общей массы жидкого потока поступающего материала.
45. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 34-44, где пусковая стадия состоит из стадий (а) и (b).
46. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 34-45, где в ходе пусковой стадии, средняя скорость превращения aS(Fo/H2O2) составляет более 0 ч-1.
47. Непрерывный способ согласно варианту выполнения настоящего изобретения 46, где средняя скорость превращения aS(Fo/H2O2) в ходе стадии (b) пусковой стадии находится в интервале от 1*10-5 до 1*10-3 ч-1, предпочтительно в интервале от 5*10-5 до 1*10-4 ч-1.
48. Непрерывный способ согласно варианту выполнения настоящего изобретения 46, где средняя скорость превращения aS(Fo/H2O2) в ходе стадии (b) пусковой стадии находится в интервале от 1*10-6 до 5*10-5 ч-1, предпочтительно в интервале от 5*10-6 до 1*10-5 ч-1.
49. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 34-48, предпочтительно 46-48, где в ходе пусковой стадии, aS(Fo/H2O2) изменяется поэтапно.
50. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 34-49, где в ходе пусковой стадии, максимальная температура жидкой смеси в зоне эпоксидирования находится в интервале от 70 до 100°С.
51. Непрерывный способ согласно любому из вариантов выполнения настоящего изобретения 1-50, где нормальная эксплуатационная стадия продолжается в
течение по меньшей мере 5,000 ч, предпочтительно по меньшей мере 10,000 ч, более предпочтительно по меньшей мере 15,000 ч.
52. Способ повышения селективности в отношении пропиленоксида катализатора, содержащего цеолит, содержащий титан, имеющий тип каркасной структуры MWW, в непрерывном способе получения пропиленоксида, причем указанный непрерывный способ получения пропиленоксида содержит
(i) непрерывно обеспечение жидкого потока поступающего материала, содержащего пропен, пероксид водорода, ацетонитрил, формиатную соль, воду и необязательно пропан, где в жидком потоке поступающего материала, молярное количество формиатной соли относительно молярного количества пероксида водорода в данный момент времени составляет aN(Fo/H2O2);
(ii) непрерывно пропускание жидкого потока поступающего материала, обеспеченного на стадии (i), в зону эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW, и подвергание жидкого потока поступающего материала условиям реакции эпоксидирования в зоне эпоксидирования, получая реакционную смесь, содержащую пропиленоксид, ацетонитрил, воду, формиатную соль, необязательно пропен, и необязательно пропан;
причем указанный способ повышения селективности в отношении пропиленоксида содержит уменьшение aN(Fo/H2O2) в ходе указанного непрерывного способа при других постоянных условиях эпоксидирования.
53. Способ согласно варианту выполнения настоящего изобретения 52, где формиатная соль представляет собой формиатную соль калия, и цеолит,
содержащий титан, имеющий тип каркасной структуры MWW, содержащийся в катализаторе согласно (ii) содержит титан, вычисленный как элементарный титан, в количестве в интервале от 0.1 до 5 мас. %, предпочтительно в интервале от 1 до 2 мас. %, на основе общей массы цеолита, содержащего титан, имеющего тип каркасной структуры MWW, и содержит цинк, вычисленный как элементарный цинк, в количестве в интервале от 0.1 до 5 мас. %, предпочтительно в интервале от 1 до 2 мас. %, на основе общей массы цеолита, содержащего титан, имеющего тип каркасной структуры MWW.
Настоящее изобретение дополнительно иллюстрируется следующими ссылочными примерами, сравнительными примерами и примерами.
Примеры

1.1 Получение борсодержащего цеолита со структурой MWW (BMWW)
В 2 м3 реактор с мешалкой сначала загрузили 470,4 кг деионизированной воды. После запуска мешалки при 70 оборотах в минуту, добавили борную кислоту (162,5 кг) и суспензию перемешивали в течение 3 часов. Затем добавили пиперидин (272,5 кг) за один раз, что вызвало повышение температуры от 28°С до 46°С. В данный раствор добавили коллоидный диоксид кремния (Ludox AS40, 392,0 кг). Затем реактор медленно нагревали до 170°С в течение 5 часов и затем выдерживали при этой температуре при перемешивании в течение 120 часов. Максимальное давление в ходе реакции составляло 9,3 бар. Затем реактор охладили до 50°С. Полученный гель имел значение рН 11,3 и вязкость 15 мПа⋅с при 20°С. Затем гель фильтровали и фильтровальный осадок промывали деионизированной водой до тех пор, пока
электрическая проводимость фильтрата не составляла менее 500 мкСм/см. Фильтровальный осадок затем суспендировали в деионизированной воде и суспензию высушили распылением при температуре 235°C с использованием азота в качестве газа-носителя. Полученный белый порошок (174,3 кг) содержал 3,5 мас. % воды. Затем данный белый порошок подвергли обжигу при 650°С во вращающейся печи с выходом 138,2 кг борсодержащего цеолита структурного типа MWW (BMWW) в виде белого порошка.
1.2 Деборирование BMWW водой
В 5 м3 реактор с мешалкой загрузили 125 кг BMWW, полученного в соответствии с предыдущей стадией 1.1, и 3750 кг деионизированной воды. Реактор затем медленно нагревали до 100°С в течение 1 часа при перемешивании при 70 оборотах в минуту, а затем выдерживали при этой температуре в течение 20 часов и, наконец, охладили до температуры ниже 50°С перед тем, как подвергнуть его фильтрации. Фильтровальный осадок затем промывали деионизированной водой до тех пор, пока электрическая проводимость фильтрата не составляла менее 15 мкСм/см. Фильтровальный осадок затем сушили в течение 6 часов в потоке азота. Затем фильтровальный осадок удалили и суспендировали в 850 кг деионизированной воды. Данную суспензию затем высушили распылением при температуре 235°C с использованием азота в качестве газа-носителя. Высушенный распылением материал весил 118,5 кг и содержал 42,5 мас. % Si, 0,06 мас. % В и 0,23 мас. % С (общего органического углерода, (ТОС)).
1.3 Получение титансодержащего цеолита структурного типа MWW (TiMWW)
В 2 м3 реактор с мешалкой сначала загрузили 111,2 кг высушенного распылением материала, полученного в соответствии с предыдущей стадией 1.2. В отдельный 2 м3 реактор с мешалкой поместили 400 кг деионизированной воды. После запуска мешалки при 80 оборотах в минуту, добавили пиперидин (244,0 кг). После того, как добавление пиперидина было завершено, смесь перемешивали в течение 5 минут
перед тем, как был добавлен тетрабутилортотитанат (22,4 кг). Трубку, через которую добавляли титанат, затем промыли 40 кг деионизированной воды. Затем смесь перемешивали в течение 1 часа перед добавлением в первый реактор с мешалкой, содержащий высушенный распылением порошок, при перемешивании (50 оборотов в минуту). Затем реактор нагревали до 170°С и выдерживали при этой температуре в течение 120 часов, затем охлаждали до 50°С. Максимальное давление в ходе реакции составляло 10,6 бар. Охлажденную суспензию затем фильтровали и фильтровальный осадок промывали деионизированной водой до тех пор, пока электрическая проводимость фильтрата не составляла менее 1300 мкСм/см и было достигнуто приблизительно нейтральное значение рН. Фильтровальный осадок затем сушили в потоке азота в течение 6 часов. Фильтровальный осадок, содержащий около 80 мас. % воды, непосредственно использовали для следующей стадия. Фильтровальный осадок, полученный на предыдущей стадии, и 1000 кг деионизированной воды загрузили в 2 м3 реактор с мешалкой. Затем добавили 1900 кг азотной кислоты (53 мас. % в воде) при перемешивании при 70 оборотах в минуту. Затем реактор нагревали до 100°С и выдерживали при этой температуре в течение 20 часов перед охлаждением до 50°С. Полученную суспензию затем фильтровали и фильтровальный осадок промывали деионизированной водой до тех пор, пока электрическая проводимость не составляла менее 10 мкСм/см и фильтрат не был приблизительно нейтральным. Затем фильтровальный осадок сушили в потоке азота в течение 6 часов. Данный фильтровальный осадок затем суспендировали в воде и высушили распылением при температуре 235°С с использованием азота в качестве газа-носителя. Получили 96 кг высушенного распылением порошка. Этот материал затем подвергли обжигу во вращающейся печи при температуре 650°С. Получили 84 кг титанового цеолита структурного типа MWW (TiMWW) в виде порошка, содержащего 43 мас. % Si, 2,0 мас. % Ti и 0,2 мас. % С (ТОС). Объем пор, определяемый методом ртутной порометрии в соответствии с DIN 66133, составил 7,3 мл/г, а удельная площадь поверхности по методу Брюнера-Эммета-Теллера (BET), определяемая в соответствии с DIN 66131, составила 467 м2/г.
1.4 Получение содержащего цинк TiMWW (ZnTiMWW) посредством импрегнирования
a) В сосуде, оборудованном обратным холодильником, в течение 30 минут готовили раствор 981 кг деионизированной воды и 6,0 кг дигидрата ацетата цинка. При перемешивании (40 оборотов в минуту) суспендировали 32,7 кг кальцинированного Ti-MWW материала, полученного согласно пункту 1.3 выше. Затем сосуд закрывали и включали обратный холодильник. Скорость перемешивания увеличивали до 70 оборотов в минуту.
b) В сосуде, оснащенном обратным холодильником, в течение 30 мин готовят раствор 585 кг деионизированной воды и 3,58 кг дигидрата ацетата цинка. При перемешивании (40 оборотов в минуту) суспендировали 19,5 кг кальцинированного материала Ti-MWW, полученного согласно пункту 1.3 выше. Затем сосуд закрывали и включали обратный холодильник. Скорость перемешивания увеличили до 70 оборотов в минуту.
Во всех партиях а) и b) смесь в сосуде нагревали до 100°С в течение 1 ч и выдерживали при кипячении с обратным холодильником в течение 2-х часов при перемешивании 70 оборотов в минуту. Затем смесь охлаждали в течение 2 ч до температуры ниже 50°С. Для каждой партии а) и b) охлажденную суспензию подвергали фильтрованию, а маточный раствор переносили с удалением отработавшей воды. Остаток на фильтре промывали пять раз деионизированной водой под давлением азота 2,5 бар. После последней стадии промывки остаток на фильтре высушили в потоке азота в течение 10 часов. Всего было получено 297 кг высушенного на воздухе остатка на фильтре. Полученный таким образом Zn-импрегнированный TiMWW материал (ZnTiMWW) имел содержание Si 42 мас. %, содержание Ti 1,8 мас. %, содержание Zn 1,3 мас. %.
Из 297 кг смеси остатка на фильтре, полученной выше, была приготовлена водная суспензия с деионизированной водой, причем суспензия имела содержание твердого
вещества 15 мас. %. Эту суспензию подвергали распылительной сушке в башне с распылительным орошением со следующими условиями распылительной сушки:
сопло с диаметром 4 мм (поставщик: Niro)

*) комнатная температура
Башня с распылительным орошением состояла из вертикально расположенного цилиндра, имеющего длину 2650 мм, диаметром 1200 мм, цилиндр которой был конически сужен у дна. Длина конуса составляла 600 мм. Во главе цилиндра располагались распыляющие средства (двухкомпонентное сопло). Высушенный распылением материал отделяли от сушильного газа в фильтре ниже по ходу потока от башня с распылительным орошением, а затем сушильный газ пропускали через скруббер. Суспензию пропускали через внутреннее отверстие сопла, и сопло для газа проходило через кольцевую щель, окружающую отверстие. Полученный таким образом высушенный распылением материал имел содержание Zn 1,4 мас. %, содержание Ti 1,7 мас. %, содержание Si 41 мас. % и содержание ТОС <0,5 мас. %. Высушенный распылением продукт затем подвергали кальцинированию в течение 2 ч при 650°С на воздухе во вращающейся печи, получая 43.8 кальцинированного высушенного распылением ZnTiMWW. Полученный таким образом кальцинированный высушенный распылением материал имел содержание Zn 1,3 мас. %, содержание Ti 1,8 мас. %, содержание Si 42,5 мас. % и содержание С <0,1 мас. %. Объемная плотность кальцинированного высушенного распылением ZnTiMWW составляла 90 г/л (грамм/литр). Мезопоры микропорошка имели средний диаметр пор (4 V/A) 20,2 нм, как определено посредством ртутной порометрии согласно DIN 66133. Макропоры микропорошка имели средний диаметр пор (4 V/A) 67,6 нм, как определено посредством ртутной порометрии согласно DIN 66133. Микропоры ZnTiMWW, содержащиеся в микропорошке, имели средний диаметр пор 1,06 нм, как определено адсорбцией азота в соответствии с DIN 66134 (метод Horward-Kawazoe). Значение Dv10 частиц микропорошка составляло 4,10 мкм. Значение Dv50 частиц микропорошка составляло 8,19 мкм. Значение Dv90 частиц
микропорошка составляло 14,05 мкм. Степень кристаллизации, определяемая с помощью XRD, составляла (77±10)%, средний размер кристаллов составлял 35,0 нм +/- 10%. Было обнаружено, что кристаллическая фаза имеет чистую структуру MWW. Никаких других кристаллических фаз титана, таких как анатаз, рутил или брукит, или кристаллический цинковый силикат (Zn2SiO4), такой как виллемит, не обнаружено.
1.5 Получение формованных изделий, содержащих ZnTiMWW и связующее на основе диоксида кремния
Исходя из кальцинированного высушенного распылением материала ZnTiMWW, полученного в соответствии с пунктом 1.4 выше, формованное изделие получили, высушили и кальцинировали. Для этого готовили 12 партий, каждую из 3,5 кг кальцинированного высушенного распылением материала ZnTiMWW, полученного выше, 0,226 кг Walocel™ (Walocel MW 15000 GB, Wolff Cellulosics GmbH & Co. KG, Германия), 2,188 кг Ludox® AS- 40 и 6,6 л деионизированной воды, следующим образом:
3,5 кг ZnTiMWW и 0,226 кг Walocel подвергали замешиванию на бегуне в течение 5 минут. Затем во время дальнейшего замешивания непрерывно добавляли 2,188 кг Ludox. Через 10 минут добавили 6 л деионизированной воды. Спустя еще 30 минут добавляли еще 0,6 л деионизированной воды. После общего времени 50 минут замешанная масса стала экструдируемой. После этого замешанную массу подвергали экструзии под давлением 65-80 бар, где экструдер охлаждали водой во время процесса экструзии. На партию время экструзии составляло от 15 до 20 минут. Потребляемая мощность для каждой партии в ходе экструзии составляла 2,4 А. Использовалась головка червячного пресса, позволяющая производить цилиндрические нити диаметром 1,7 мм. На выходе из головки червячного пресса нити не подвергались разрезанию по длине. Полученные таким образом нити сушили в течение 16 ч при 120°С в сушильной камере под воздухом. Всего (сумма для 12 партий) было получено 56 кг белых нитей диаметром 1,7 мм. 56 кг высушенных
прядей подвергали прокаливанию во вращающейся печи при 550°С в течение 1 ч на воздухе, получая 52 кг прокаленных нитей. После этого нити просеивали (размер ячейки 1,5 мм), и выход после просеивания составлял 50,0 кг. Полученные таким образом формованные изделия имели объемную плотность 322 г/л (грамм на литр) и имели содержание Zn 1,1 мас. %, содержание Ti 1,4 мас. %, содержание Si 43 мас. % и содержание С <0,1 мас. %. Мезопоры микропорошка имели средний диаметр пор (4 V/A) 20,9 нм, как определено посредством ртутной порометрии согласно DIN 66133. Макропоры микропорошка имели средний диаметр пор (4 V/A) 50,0 нм, как определено посредством ртутной порометрии согласно DIN 66133. Степень кристаллизации, определяемая с помощью XRD, составляла (70±10)%, средний размер кристалла составлял 32,5 нм +/- 10%. Прочность на раздавливание формованных изделий, как определено согласно способу с использованием испытательной машины для испытаний на раздавливание Z2.5/TS1S, составляла 4,4 Н (стандартное отклонение: 0,5 Н). Минимальное значение, обнаруженное при тестировании 10 образцов, составляло 3,5 Н, максимальное значение 5,1 Н. Согласно 229Si MAS ЯМР после того, как кривая была деконволюционирована надлежащими гауссово-лоренцевыми линиями, четко наблюдалось шесть пиков. Соотношение Q3/Q4, как было обнаружено, составляло 2.2. Общее количество адсорбированной воды, как определено согласно Ссылочному примеру 6 формованного изделия, составляло 6,9 мас. %. Поверхность по Ленгмюру определяют с помощью поглощения азота при 77 К согласно DIN 66133, и она составляла 518 м2/г, удельная площадь поверхности по БЭТ, определяемая поглощением азота при 77 K согласно DIN 66133, составляет 373 м2/г. Общий объем проникновения, определенный согласно ртутной порометрии согласно DIN 66133, составлял 1,3 мл/г (миллилитр / грамм), соответствующая общая площадь пор 100,2 м2/г. Было обнаружено, что кристаллическая фаза формованных изделий имеет чистую структуру MWW. Никакие другие фазы кристаллического титана, такие как анатаз, рутил или брукит, или кристаллический цинковый силикат (Zn2SiO4), такой как виллемит, не обнаружены с помощью XRD.
Исходя из кальцинированных нитей, стадию последующей обработки выполняли следующим образом: 1000 кг деионизированной воды заполняли в сосуд. Затем
добавляли 50 кг кальцинированных формованных изделий. Судно закрывали (герметично), и полученную смесь нагревали до температуры 145°С в течение 1,5 ч и выдерживали при этой температуре при автогенном давлении (около 3 бар) в течение 8 часов. Затем смесь охлаждали в течение 2 часов. Обработанные водой нити подвергали фильтрации и промывали деионизированной водой. Полученные нити нагревали в сушильной камере под воздухом в течение 1 ч до температуры 120°С и выдерживали при этой температуре в течение 16 часов. Затем высушенный материал нагревали под воздухом до температуры 450°С в течение 5,5 ч и выдерживали при этой температуре в течение 2 часов. После этого нити просеивали (размер ячейки 1,5 мм), а выход после просеивания составлял 49,1 кг. Полученные таким образом обработанные водой формованные изделия имели объемную плотность 332 г/л (грамм на литр) и имели содержание Zn 1,1 мас. %, содержание Ti 1,4 мас. %, содержание Si 42 мас. %, и содержание С <0,10 мас. %. Мезопоры микропорошка имели средний диаметр пор (4 V/A) 22,1 нм, как определено посредством ртутной порометрии согласно DIN 66133. Макропоры микропорошка имели средний диаметр пор (4 V/A) 52,0 нм, как определено посредством ртутной порометрии согласно DIN 66133. Степень кристаллизации, определяемая с помощью XRD, составляла (69±10)%, средний размер кристалла составлял 30,5 нм +/- 10%. Прочность на раздавливание формованных изделий, как определено согласно способу с использованием испытательной машины для испытаний на раздавливание Z2.5/TS1S, составляла 13,6 Н (стандартное отклонение: 2,5 Н). Минимальное значение, обнаруженное при тестировании 10 образцов, составляло 10,2 Н, максимальное значение 17,6 Н. Согласно 229Si MAS ЯМР после того, как кривая была деконволюционирована надлежащими гауссово-лоренцевыми линиями, четко наблюдалось шесть пиков. Соотношение Q3/Q4, как было обнаружено, составляло 1.39. Общее количество адсорбированной воды формованного изделия составляло 6,9 мас. %. Соотношение интенсивности полосы инфракрасного диапазона в области (3746 +/- 20) см-1, приписываемой свободным силанольным группам, относительно полосы инфракрасного диапазона в области 3688±20 см-1, приписываемой вицинальным силанольным группам, было меньше 1,4. Поверхность по Ленгмюру определяют с помощью поглощения азота при 77 К согласно DIN 66133, и она
составляла 421 м2/г, удельная площадь поверхности по БЭТ, определяемая поглощением азота при 77 K согласно DIN 66133, составляет 303 м2/г. Общий объем проникновения, определенный согласно ртутной порометрии согласно DIN 66133, составлял 1,3 мл/г (миллилитр / грамм), соответствующая общая площадь пор 98.7 м2/г. Было обнаружено, что кристаллическая фаза формованных изделий имеет чистую структуру MWW. Никакие другие фазы кристаллического титана, такие как анатаз, рутил или брукит, или кристаллический цинковый силикат (Zn2SiO4), такой как виллемит, не обнаружены с помощью XRD.
Ссылочный пример 2: Общая установка для процесса эпоксидирования
Основным реактором А был вертикально установленный трубчатый реактор с 5 трубами (длина труб: 12 м, внутренний диаметр трубы: 38 мм), причем каждая труба была оборудована аксиально размещенной многоточечной термопарой с 10 равноотстоящими точками измерения, заключенными в подходящую защитную гильзу диаметром 18 мм. В каждую пробирку было загружено 17,5 кг формованных изделий ZnTiMWW катализатора, полученных согласно Ссылочному примеру 1 (пост-обработанные формованные изделия). Свободное пространство, в результате оставшееся, было заполненными стеатитными сферами (диаметр 3 мм). Теплота реакции удалялась путем циркуляции термостатируемой теплопередающей среды (смесь вода/гликоль) во межтрубном пространстве прямотоком по отношению к подаче. Скорость потока теплопередающей среды регулировали таким образом, чтобы разница температур между входом и выходом не превышала 1°С. Температура реакции, указанная ниже, определялась как температура теплопередающей среды, поступающей в оболочку реактора. На выходе из реактора давление контролировали регулятором давления и поддерживали постоянным при 20 бар (abs). Выходящий поток (5), покидающий узел эпоксидирования А, отбирали каждые 20 минут для определения концентрации пероксида водорода с использованием метода на основе титанилсульфата и для расчета превращения пероксида водорода. Превращение пероксида водорода определялось как 1 100 × (1-mout/min) где min представляет собой молярный скорость потока Н2О2 при подпитке
реактора, и mout представляет собой молярный скорость потока Н2О2 на выходе из реактора. На основе полученных значений превращения пероксида водорода температура на входе теплопередающей среды была отрегулирована таким образом, чтобы конверсия пероксида водорода была по существу постоянной в интервале от 90 до 92%. Температура на входе теплопередающей среды была установлена при 30°С в начале данного цикла со свежей порцией катализатора эпоксидирования и при необходимости увеличивалась для поддержания превращения пероксида водорода в указанном диапазоне. Требуемое повышение температуры обычно составляло менее 1 К/д. Выходящий поток (5), выходящий из узла эпоксидирования А, пропускался через узел теплообмена. Поток, выходящий из узла теплообмена (поток (6), S0), подавался в узел эпоксидирования В.
Эпоксидирование в конечном реакторе (узел эпоксидирования В): Конечный реактором В служил адиабатический реактор с неподвижным слоем. В этом контексте термин «адиабатический» относится к режиму работы, согласно которому никакое активное охлаждение не проводится, и согласно которому конечный реактор соответствующим образом изолирован для минимизации потерь тепла. Конечный реактор В имел длину 4 м и диаметр 100 мм. Реактор заполняли 9 кг того же катализатора эпоксидирования, который использовался в основном реакторе эпоксидирования А. Оставшееся пространство заполнялось стеатитными сферами (диаметром 3 мм). Рабочее давление конечного реактора В составляло 10 бар, которое поддерживалось постоянным подходящим регулятором давления на выходе из реактора. Выходящий поток из конечного реактора В отбирали каждые 20 мин для определения концентрации пероксида водорода с использованием метода на основе титанилсульфата. Выходящий поток конечного реактора В, поток (6), был сброшен под давлением в испарительную емкость, и как жидкость, так и газ из этой емкости подавались в разделительную колонну для легкокипящих соединений (узел дистилляции С).
Нормальная эксплуатационная стадия
Основной реактор А подпитывали снизу жидким однофазным потоком (1). Поток (1) получали путем смешивания четырех потоков (2), (3), (3a) и (4). Температура потока (1) находилась в диапазоне от 20 до 40°С. Потоки были предварительно смешивали при абсолютном давлении 23 бар. Жидкий поток поступающего материала (1) состоял из одной единственной жидкой фазы:
- Поток (2) имел скорость потока 85 кг/ч. По меньшей мере 99.5 мас. % потока (2) состояли из ацетонитрила, пропена и воды. Этот поток (2) поступал со дна узла дистилляции рецикла ацетонитрила (I).
- Поток (3), имеющий скорость потока 15 кг/ч, представлял собой водный раствор пероксида водорода, имеющий концентрацию пероксида водорода 40 мас. % («необработанная/промытая» марка от Solvay с ТОС в диапазоне от 100 до 400 мг/кг). Водный раствор пероксида водорода подавали из бака для хранения, обеспечивая непрерывную подачу, и подавали с использованием подходящего дозирующего насоса.
- Поток (3а) представлял собой водный поток, содержащий растворенный формиат калия. Затем поток подавался из бака для хранения, обеспечивая непрерывную подачу, и подавался с использованием подходящего дозирующего насоса. Концентрация формиата калия составляла 2,5 мас. %, Скорость подачи потока (S3a) составляла 370 г/ч. Поток (3а) тщательно смешивали с потоком (3) до того, как объединенный поток был смешан с потоком, полученным в результате смешивания потока (2) и (4).
- Поток (4) представлял собой подпитывающий поток чистого ацетонитрила (химическая марка, от Ineos, чистота около 99,9%, содержащий от 70 до 180 мас. частей на миллион пропионитрила, 5-20 мас. частей на миллион ацетамида и
менее 100 мас. частей на миллион в виде примесей). Достаточно свежий ацетонитрил был добавлен для компенсации потерь в этом процессе. При обычных условиях добавляли в среднем от 100 до 150 г/ч подпитывающего ацетонитрила.
Эксперименты осуществляли непрерывным образом.
Пусковая стадия
1. Сначала, поток ацетонитрила (69 кг/ч (температура: 30°С; давление: 26.5 бар (абсолютное)) и поток пропена (12.9 кг/ч; содержание пропана: 0.35 кг/ч; температура: 15°С; давление: 32 бар (абсолютное)) пропускают снизу в основной реактор А. Температура теплопередающей среды составила 30°С. Давление реактора составило 21 бар (абсолютное).
2. Во-вторых, к потоку ацетонитрила добавляли водный поток формиата калия (500 г/ч, концентрация по отношению к формиату калия: 2 мас. %, соответствует 1000 мкмоль формиата калия/моль пероксида водорода, смотрите 3. ниже).
3. Параллельно с 2.), пероксид водорода добавляли в форме потока водного пероксида водорода (концентрация в отношении пероксида водорода: 40 мас. %). Это давление начинали с применением скорости потока 3 кг/ч. Затем, в течение 2 ч, скорость потока увеличивали на 1 кг/ч каждые 15 минут до достижения желаемого значения 15 кг/ч. В ходе этого периода времени, превращение пероксида водорода всегда составляло 100%. В ходе этого периода времени, максимальная температура в реакторе составляла самое большее 80°С.
После пусковой стадии, когда начинается нормальная эксплуатационная стадия, значения aN(Fo/H2O2) и TN варьировались, как указано в сравнительных примерах и примерах, приведенных ниже.
Отходящий поток реактора ниже по ходу потока клапана регулирования давления собирали, взвешивали и анализировали. Органические компоненты, за исключением гидропероксипропанолов и кислорода, анализировали на двух отдельных газовых хроматографах. Содержание пероксид водорода определяли колориметрически с использованием метода на основе титанилсульфата. Содержание гидропероксипропанолов, смесь 1-гидропероксипропанола-2 и 2-гидропероксипропанола-1, определяли путем йодометрического измерения общего содержания пероксида и затем вычитания содержания пероксида водорода.
Селективность в отношении пропиленоксида (ПО) определили относительно пероксида водорода и вычислили как 100 кратное отношение молей пропиленоксида в отходящем потоке, поделенное на моли пероксиксида водорода в потоке поступающего материала. Селективность для монопропиленгликоля (MPG) рассчитывали как 100-кратное отношение молей монопропиленгликоля в отходящем потоке, поделенное на моли пероксида водорода в потоке поступающего материала. Селективность в отношении молекулярного кислорода была рассчитана как 100-кратное отношение количества молей молекулярного кислорода в отходящем потоке, поделенное на моли пероксиксида водорода в потоке поступающего материала.
Ссылочный пример 3: Определение характеристик катализатора
Ссылочный пример 3.1: Определение значений Dv10, Dv50 и Dv90
1,0 г микропорошка суспендировали в 100 г деионизированной воды и перемешивали в течение 1 минуты. Образец подвергли измерению в аппарате, используя следующие параметры: Mastersizer S, исполнение с удлиненной станиной 2.15, серийный №33544-325;
поставщик: Malvern Instruments GmbH, Herrenberg, Germany (Германия); фокусное расстояние - 300RF мм; длина луча - 10,00 мм; модуль - MS17; затенение - 16,9%; дисперсионная модель - 3$$D; аналитическая модель - полидисперсная, коррекция - отсутствует.
Ссылочный пример 3.2: Определение концентрации силанольных групп в формованных изделиях согласно настоящему изобретению
Для определения концентрации силанольных групп, опыты согласно методу ядерного магнитного резонанса при вращении образца под магическим углом 29Si MAS ЯМР проводили при комнатной температуре на спектрометре VARIAN Infinityplus-400 с использованием 5,0 мм ZrO2 роторов. Спектры 29Si MAS ЯМР регистрировали при 79,5 МГц с использованием 1,9 мкс π/4 (микросекунды пи/4) импульса с 10 сек. задержкой повторного цикла и 4000 сканов. Все 29Si-спектры регистрировали на образцах, с вращением при 6 кГц, а химические сдвиги были определены относительно 4,4-диметил-4-силапентан сульфоната натрия (DSS). Для определения концентрации силанольных групп, данный спектр 29Si MAS ЯМР восстанавливали из свертки соответствующих Гауссовых-Лоренцевых форм линий. Концентрацию силанольных групп по отношению к общему числу атомов Si получили посредством интегрирования восстановленных из свертки спектров 29Si MAS ЯМР.
Ссылочный пример 3.3: Определение прочности формованных изделий на раздавливание
Предел прочности на раздавливание, как указано в контексте настоящего изобретения, следует понимать как параметр, определенный с помощью испытательной установки для определения прочности на раздавливание Z2.5/TS1S, поставщик Zwick GmbH & Co., D-89079 Ulm, Germany (Германия). Что касается основных характеристик и принципов работы данной установки, ссылка делается на
соответствующие руководство по эксплуатации "Register 1: Betriebsanleitung / Sicherheitshandbuch  die
die  Z2.5/TS1S", version 1.5, December 2001 by Zwick GmbH & Co. Technische Dokumentation, August-Nagel-Strasse 11, D-89079 Ulm, Germany. С помощью указанной установки, данную заготовку подвергали воздействию возрастающего усилия с помощью плунжера, имеющего диаметр 3 мм, до тех пор, пока заготовка не была раздавлена. Усилие, при котором заготовка была раздавлена, называют прочностью заготовки на раздавливание. Установка оснащена неподвижным горизонтальным столом, на котором размещается заготовка. Плунжер, который может свободно перемещаться в вертикальном направлении, создает усилие, воздействующее на заготовку по отношению к неподвижному столу. Установка работала с предварительным усилием 0,5 Н и скоростью сдвига при предварительном усилии 10 мм/мин и последующей скоростью испытания 1,6 мм/мин. Вертикально перемещаемый плунжер был соединен с датчиком нагрузки для считывания показателей усилия и во время измерения перемещался в направлении неподвижного поворотного стола, на котором было размещено испытуемое формованное изделие (заготовка), таким образом, воздействуя на заготовку посредством ее прижимания к столу. Плунжер воздействовал на заготовки перпендикулярно их продольной оси. Управление опытом осуществлялось с помощью компьютера, который регистрировал и оценивал результаты измерений. Полученные значения представляют собой среднее значение измерений для 10 полосок в каждом случае.
Z2.5/TS1S", version 1.5, December 2001 by Zwick GmbH & Co. Technische Dokumentation, August-Nagel-Strasse 11, D-89079 Ulm, Germany. С помощью указанной установки, данную заготовку подвергали воздействию возрастающего усилия с помощью плунжера, имеющего диаметр 3 мм, до тех пор, пока заготовка не была раздавлена. Усилие, при котором заготовка была раздавлена, называют прочностью заготовки на раздавливание. Установка оснащена неподвижным горизонтальным столом, на котором размещается заготовка. Плунжер, который может свободно перемещаться в вертикальном направлении, создает усилие, воздействующее на заготовку по отношению к неподвижному столу. Установка работала с предварительным усилием 0,5 Н и скоростью сдвига при предварительном усилии 10 мм/мин и последующей скоростью испытания 1,6 мм/мин. Вертикально перемещаемый плунжер был соединен с датчиком нагрузки для считывания показателей усилия и во время измерения перемещался в направлении неподвижного поворотного стола, на котором было размещено испытуемое формованное изделие (заготовка), таким образом, воздействуя на заготовку посредством ее прижимания к столу. Плунжер воздействовал на заготовки перпендикулярно их продольной оси. Управление опытом осуществлялось с помощью компьютера, который регистрировал и оценивал результаты измерений. Полученные значения представляют собой среднее значение измерений для 10 полосок в каждом случае.
Ссылочный пример 3.4: Спектры 29Si-ЯМР в твердом состоянии в отношении структур Q3 и Q4
Эффект от обработки водой согласно изобретению формованного изделия в отношении структур Q3 и Q4 в материале определяли посредством сравнения изменений в спектрах 29Si-ЯМР в твердом состоянии в сопоставимых условиях. Все опыты 29Si ЯМР твердого тела проводили с использованием спектрометра Bruker Avance при ларморовой частоте 300 МГц 1Н (Bruker BioSpin, Germany). Образцы были упакованы в 7 мм ZrO2 роторы и измерялись при вращении под магическим
углом при 5 кГц при комнатной температуре. Прямые спектры поляризации 29Si были получены с использованием (пи/2)-импульсного возбуждения с 5 мкс длительностью импульса, 29Si несущей частотой, соответствующей -65 частей на миллион в спектре, и задержкой повторного цикла сканирования 120 сек. Сигнал получали за 25 мс при 45 кГц протонной развязки высокой мощности и накапливали в течении 10-17 часов. Спектры обрабатывали с использованием Bruker TopSpin с 30 Гц экспоненциальным уширением линии, ручным фазированием и ручной коррекцией базовой линии по всей ширине спектра. Спектры определяли относительно полимера Q8M8 в качестве внешнего вторичного стандарта, задав резонанс М группы триметилсилила как 12,5 частей на миллион. Спектры затем согласовывали с набором гауссовых форм линий, в соответствии с числом различаемых резонансов. Относительно текущих анализируемых спектров, были использованы 6 линий в общей сложности, что составляет пять различных максимумов пиков (приблизительно при -118, -115, -113, -110 и -104 частей на миллион) плюс четко видимое плечо при -98 частей на миллион Корректировку проводили с использованием DMFit (Massiot et al., Magnetic Resonance in Chemistry, 40 (2002) pp 70-76). Пики вручную установили на видимых максимумах пиков или плече. Затем положение пика и ширину линии оставили незафиксированными, т.е. откорректированные пики не были зафиксированы в определенном положении. Результат корректировки был численно устойчивым, то есть, искажения в начальной настройке корректировки, как описано выше, приводили к аналогичным результатам. Площади откорректированных пиков в дальнейшем использовали как нормализованные согласно корректировки посредством DMFit. После обработки водой согласно изобретению, наблюдалось уменьшение интенсивности сигнала "по левую руку" спектра, область, которая включает силанольные структуры Q3 (здесь особенно: около и выше -104 частей на миллион, т.е. "слева" от -104 частей на миллион). Кроме того, наблюдалось увеличение интенсивности сигнала "по правую руку" спектра (здесь ниже -110 частей на миллион, т.е. "справа" от -110 частей на миллион), область которого включает в себя исключительно структуры Q4. Для количественной оценки изменений спектра, было рассчитано соотношение, которое отражает изменения площадей пиков "по левую руку" и "по правую руку",
следующим образом. Шесть пиков, как описано выше, были маркированы как 1, 2, 3, 4, 5 и 6, а соотношение Q было рассчитан по формуле 100*{[a1+a2]/[a4+a5+a6]}/а3. В данной формуле ai, i=1…6 представляет собой площадь откорректированного пика, которому было присвоено данный номер.
Ссылочный пример 3.5: Адсорбция / десорбция воды - Водопоглощение
Измерения изотерм адсорбции/десорбции воды проводились с помощью прибора VTI SA от ТА Instruments согласно программы ступенчатых изотерм. Опыт состоял из прогона или серии прогонов, выполненных на образце материала, который поместили в чашу микровесов внутри прибора. Перед началом измерений, из образца удалили остаточную влагу посредством нагревания образца до 100°С (скорость нагрева 5°С/минута) и выдерживали образец в течение 6 часов в потоке N2. После программы сушки, температуру в камере снизили до 25°С и выдерживали изотермический в течение измерений. Микровесы были откалиброваны и вес высушенного образца измерили (максимальное отклонение веса 0,01 мас. %). Поглощение воды образцом измеряли как увеличение веса по сравнению с весом сухого образца. Во-первых, кривую адсорбции измеряли посредством увеличения относительной влажности (RH) (выраженной в мас. % воды в атмосфере внутри камеры), воздействию которой подвергали образцы, и посредством измерения поглощения воды образцом при равновесии. Относительную влажность увеличивали с шагом 10 мас. % от 5 до 85% и на каждой стадии система контролировала значение RH и осуществляла мониторинг веса образца до достижения условий равновесия, регистрируя поглощение веса. Общий объем адсорбированной образцом воды был поглощен после того, как образец подвергли воздействию 85 мас. % RH. Во время измерения десорбции, RH снижали с 85 мас. % до 5 мас. % с шагом 10% и изменение веса образца (водопоглощения) контролировали и регистрировали.
Ссылочный пример 3.6: Измерения инфракрасной спектроскопии на основе преобразования Фурье
Измерения инфракрасной спектроскопии на основе преобразования Фурье (Фурье-ИК-спектроскопия) были выполнены с помощью спектрометра Nicolet 6700. Формованное изделие было измельчено в порошок, который затем прессовали в самоподдерживающийся осадок без использования каких-либо добавок. Осадок ввели в ячейку высокого вакуума (HV), размещенную в приборе Фурье-ИК-спектроскопии. Перед измерением образец предварительно обрабатывали в условиях высокого вакуума (10-5 мбар) в течение 3 часов при 300°С. Спектры были получены после охлаждения ячейки до 50°С. Спектры регистрировали в диапазоне от 4000 до 800 см-1 с разрешением 2 см-1. Полученные спектры представлены на графике, имеющем на оси x волновые числа (см-1) и на оси y поглощающую способность (в условных единицах, у.е.). Для количественного определения высот пиков и соотношения между этими пиками проводилась коррекция базовой линии. Изменения в области от 3000 до 3900 см-1 были проанализированы и для сравнения нескольких образцов в качестве эталона была взята полоса при 1880±5 см-1.
Ссылочный пример 3.7: Определение степени кристалличности с помощью рентгенодифракционного (XRD) анализа
Степень кристалличности цеолитных материалов в соответствии с настоящим изобретением определяли с помощью рентгенодифракционного (XRD) анализа. Данные собирали с помощью стандартного дифрактометра Брэгга-Брентано (Bragg-Brentano) с рентгеновской трубкой с медным анодом в качестве источника рентгеновских лучей и энергодисперсионным точечным детектором. Угловой диапазон от 2° до 70° (2 тета) сканировали с размером шага 0,02°, при этом переменная щель расходимости была задана для постоянной длины выборки 20 мм с подсветкой. Затем данные анализировали с использованием программного обеспечения TOPAS V4, с помощью которого были смоделированы острые дифракционные пики с использованием метода Паули (Pawley), содержащие элементарную ячейку со следующими исходными параметрами: а=14,4 ангстрем (1 ангстрем = 10-10 м) и с=25,2 ангстрем в пространственной группе Р6/mmm. Они были доработаны, чтобы соответствовать данным. Независимые пики были
вставлены в следующих положениях. 8.4°, 22,4°, 28,2° и 43°. Они были использованы для описания аморфного содержания. Содержание кристаллической структуры описывает интенсивность кристаллического сигнала по отношению к общей интенсивности рассеянного излучения. Модель также включала в себя линейный фон, коррекции по фактору Лоренца (Lorentz) и поляризации, параметры кристаллической решетки, пространственную группу и размер кристаллитов.
Ссылочный пример 4: Определение и расчет коэффициента разделения октанола-воды КOW
Коэффициент разделения октанола-воды KOW данного соединения определяется как соотношение химической концентрации указанного соединения в октаноловой фазе по отношению к химической концентрации указанного соединения в водной фазе в двухфазной системе 1-октанола и воды при температуре 25°С. Коэффициент разделения октанола-воды KOW данного соединения определяют при помощи метода встряхивания колбы, который состоит из растворения соединения в объеме высокой чистоты 1-октанола и деионизированной воды (предварительно смешанного и калибруемого не менее 24 часов) и измерения концентрации соединения в каждой фазе 1-октанола и водной фазе достаточно точным методом, предпочтительно с помощью UV/VIS спектроскопии (в видимой и инфракрасной области). Данный метод описан в Руководстве по испытаниям химических веществ ОЭСР - OECD Guideline for the testing of chemicals, number 107, adopted on July 27th, 1995.
Ссылочный пример 5: Предпочтительные стадии ниже по ходу потока и стадии обработки
Предпочтительные условия параметров предпочтительных стадий реакции эпоксидирования ниже по ходу потока и стадий обработки ацетонитрила, описанные в настоящей заявке выше, являются следующими:
Отделение пропиленоксида от потока S0 с получением потока S1
a) Отделение легкокипящих соединений от потока (6) (поток S0) с получением потока (8)(поток S01)
Поток (6) был направлен в разделительную колонну легкокипящих соединений (узел дистилляции С), работающую при 1,1 бар. Дистилляционная колонна имела длину 8,5 м, диаметр 170 мм и была оборудована 40 барботажными тарелками, испарителем на дне и конденсатором наверху. Колонна работала как смешанная промывочная/дистилляционная колонна. В качестве промывочного средства отводили часть нижнего потока узла дистилляции D (поток 11, около 20-30 кг/ч), охлаждали до 10°С и вводили в верхнюю часть колонны. Жидкие и газовые входящие потоки вводили в колонну в разных точках. Точка подачи жидкой части потока (6) была выше барботажной тарелки 37; газовую часть потока (6) вводили в колонну выше барботажной тарелки 28 (считая сверху). Газовый поток (7), выходящий из охлаждающего средства в верхней части колонны, содержал в основном пропен, пропан (который содержался в качестве примеси в используемом пропене полимерной марки), кислород, образованный как побочный продукт, и небольшое количество других легкокипящих соединений (ацетонитрил (1-2 об.%), пропиональдегид (около 200 об. частей на миллион), ацетон (около 100 об. частей на миллион, H2 (около 400 об. частей на миллион), CO2 (около 400 об. частей на миллион) и ацетальдегид (около 100 об. частей на миллион)) и по существу не содержал пропиленоксид (менее 300 об. частей на миллион). Этот верхний поток был направлен на сгорание для утилизации. Нижний поток разделительной колонны легкокипящих соединений (поток (8), то есть поток S01), имеющий температуру 70°С, имел содержание пропена от 100 до 200 мас. частей на миллион.
b) Отделение пропиленоксида от потока (8) (поток S01) с получением потока S02
Поток S01, полученный согласно а) выше, вводили в дистилляционную колонну (узел дистилляции D), чтобы отделить пропиленоксид от потока S01. Колонна имела
высоту 50 м и диаметр 220 мм и была оснащена уплотнителем (Sulzer ВХ64) с общей длиной уплотнителя 27,5 м, разделенным на 8 слоев длиной 3060 мм каждый и двумя слоями с длиной 1530 мм каждый. Между каждым слоем установлены распределители промежуточного потока. Колонна работала при верхнем давлении 750 мбар. Точка подачи потока S01 располагалась ниже четвертого слоя уплотнителя, считая сверху. Верхний поток колонны конденсировали и частично возвращали в колонну в виде флегмы (коэффициент обратного потока 5:1). Остаток (поток (9)), имеющий скорость потока 10,1 кг/ч, был взят в качестве верхнего продукта и по существу состоял из пропиленоксида, имеющего чистоту более 99,9 мас. %. Нижний испаритель работал таким образом, что концентрация пропиленоксида в кубовых потоках была ниже 100 мас. частей на миллион. Конечная температура кубового потока составляла около 69°С. Поток S02 был затем разделен на две части. Основная его часть (поток (10), скорость потока около 85 кг/ч) была отправлена в следующую дистилляционную колонну (узел дистилляции Е). Остаток (поток (11), 20-30 кг/ч) охладили и рециркулировали на вершину колонны легкокипящих соединений (узел дистилляции С) в качестве промывочного средства, как описано выше в части а). Этот поток S02 имел содержание ацетонитрила около 80 мас. %, содержание пропиленоксида менее 100 мас. частей на миллион, содержание воды около 20 мас. %, содержание пропиленгликоля около 0.1 мас. % и содержание гидроксипропанола около 0.1 мас. %.
с) Отделение легкокипящих соединений от потока (10) (поток S02) с получением потока(13) (поток S1)
Поток S02, полученный согласно части b) выше, был введен в колонну для разделения легкокипящих соединений (узел дистилляции Е). Эта колонна для разделения легкокипящих соединений имела высоту 8 м и номинальный диаметр 150 мм и была оснащена 35 барботажными тарелками. Колонка работали при верхнем давлении 2 бар, и поток S02 вводили выше барботажной тарелки 7 (считая снизу). Полученный поток, отводимый сверху колонны (поток (12), скорость потока около 1 кг/ч), покидал колонну с температурой от 40 до 45°С и не конденсировался, так как
колонна работала без внутреннего потока флегмы. Помимо ацетонитрила (6500 об. частей на миллион), этот поток, отводимый сверху колонны, содержал в основном азот, который использовался для поддержания рабочего давления колонны при значении 2 бар, и небольшие количества легкокипящих соединений (ацетальдегид (900 об. частей на миллион), кислород (300 об. частей на миллион) и пропиональдегид (320 об. частей на миллион). Этот верхний поток был направлен на сгорание для утилизации. Нижний испаритель работал с постоянной подачей в него количества (5 кг/ч) насыщенного пара при давлении 16 бар. Температура нижней части колонны составляла 100°С. Нижний поток, поток S1, в основном состоял из ацетонитрила и воды, причем оставшуюся часть составляли высококипящие соединения. Этот поток S1 имел содержание ацетонитрила около 80 мас. % и содержание воды около 20 мас. %.
Разделение потока S1 на потоки S2 и S3
Поток S1, скорость потока 86 кг/ч, полученный согласно части с) выше, разделялся на два потока, потоки S2 (поток (13а согласно Фиг. 1) и S3 (поток 14 согласно Фиг. 1). Поток S2 имел скорость потока 84 кг/ч, и поток S3 имел скорость потока 2 кг/ч. Поток S3, 2.3% потока S1, подвергали узлу частичной дистилляции потока F (колонны частичной дистилляции потока).
Частичная дистилляция потока S1
Первый узел фракционирования, т.е. первая дистилляционная колонна F1, имела высоту 9,5 м и диаметр 85 мм и была оборудована 6,5 метрами металлическим структурированным уплотнением Rombopak 9М, установленным в трех одинаковых слоях. Над первым слоем структурированного уплотнения, отсчитывая сверху, вводили поток S3 ((поток 14)) в первую дистилляционную колонну. Температура подачи потока S3 составляла 60±3°С. Первая дистилляционная колонна работала при верхнем давлении около 1,4 бар и кубовой температуре 92±5°С. Возврат флегмы не применялся. Количество пара, подаваемого в нижний испаритель первого
узла фракционирования, контролировалось таким образом, чтобы концентрация ацетонитрила на дне составляла от 10 до 25 мас. %. Кубовый поток S4b (поток (15b), около 3% потока S3) был удален. Этот поток состоял в основном из воды (72-85 мас. %) и ацетонитрила (10-24 мас. %). Сумма всех анализируемых высококипящих компонентов (27 компонентов) варьировалась в диапазоне 2-10 мас. %. Верхний поток, поток S4a паровой фракции (поток 15а), имеющий температуру 85±3°С, не конденсировался и пропускался на дно второго узла фракционирования, то есть второй дистилляционной колонны F2. S4a вошел в F2 ниже последнего слоя структурированного уплотнителя, считая сверху. F2 имел высоту 9,5 м и диаметр 85 мм и был оснащен 6,5 м металлическим структурированным уплотнением Rombopak 9М, установленным в 3 одинаковых слоях. Вторая дистилляционная колонна работала при верхнем давлении около 1,25 бар и кубовой температуре 85±5°С. Верхний поток, поток S4c паровой фракции (поток (15с), не более 1% потока S4a), полностью конденсировался внешним конденсатором на верху колонны (не показан на Фиг. 2) и практически полностью применялся для использования конденсированного жидкого потока в виде флегмы во вторую дистилляционную колонну. Жидкий кубовый поток S4 (поток 15) был удален и проходил на следующую стадию (рециркуляция потока S4). Поток S4 имел содержание ацетонитрила около 80 мас. % и содержание воды около 20 мас. %.
Рециркуляция потока S4
а) Получение жидкого потока S5
Поток S4 (поток 15 согласно Фиг. 1 и Фиг. 2) смешивался с потоком S2 (поток (13а) согласно Фиг. 1 и Фиг. 2). Таким образом, поток S4 откачивался обратно в поток растворителя ацетонитрила. Смешивание происходило в точке ниже по ходу потока, где поток S3 отделялся от потока S1. Этот объединенный поток, имеющий скорость потока 86 кг/ч, смешивали с жидким потоком Р (обозначенным как поток (20) на Фиг. 1 и Фиг. 2) с получением потока S5. Поток Р представлял собой свежий поток пропена, содержащий пропан (полимерная марка, чистота >96 мас. %, сжиженный
под давлением, скорость подачи: 10.9 кг/ч). Чтобы получить поток S5, объединенный поток S2 и S4 дополнительно смешивали с двумя другими потоками: первым из этих потоков является поток (16) согласно Фиг. 1, причем указанный поток получают из верхней части узла дистилляции Н. Второй из этих потоков представляет собой поток (19) согласно Фиг. 1, причем указанный поток получают из узла выделения ацетонитрила I. Оба потока (16) и (19) подробно описаны ниже.
b) Регулирование температуры потока S5 и отделение жидких фаз L1 и L2
Поток S5, имеющий скорость потока 130 кг/ч ± 10 кг/ч, затем подавали в смеситель-отстойник, работающий при 18 бар и температуре в диапазоне 15±5°С. Отстойник имел объем 5,3 литра. Получены две жидкие фазы L1 и L2, водная фаза L2 и органическая фаза L1. Верхнюю органическую фазу L1 удаляли из резервуара отстойника в качестве потока (17), кубовая водная фаза L2 удалялась из резервуара отстойника в качестве потока (18). Поток (17) имел скорость потока 110 кг/ч ± 11 кг/ч. Поток (17) затем пропустили через узел рециркулирования ацетонитрила I, поток (18) пропустили через узел выделения ацетонитрила Н, из которого поток (16), упомянутый выше, был получен. Поток (17), полученный таким образом, имел содержание ацетонитрила около 45-51 мас. %, содержание пропена около 49-55 мас. % и содержание воды около 2-5 мас. %. Поток (18), полученный таким образом, имел содержание ацетонитрила около 19-21 мас. %, содержание воды около 79-81 мас. % и содержание пропена менее 0.5 мас. %.
c) Выделение ацетонитрила (узел выделения ацетонитрила Н)
Для того чтобы рециркулировать как можно больше растворителя и чтобы минимизировать потери ацетонитрила, поток (18) вводили в дистилляционную колонну, из которой поток (16), также называемый как поток TL2, был получен как верхний поток, который в свою очередь, рециркулировали в поток растворителя, как описано выше. Для этой цели была использована дистилляционная колонна высотой 9,5 м и диаметром 100 мм, оборудованная 50 барботажными тарелками. Колонка
работала при верхнем давлении 1,5 бар с коэффициентом обратного потока 1:4. Поток (18) подавали в колонну выше барботажной тарелки 26 (считая снизу). Температура на дне составляла около 113°С, а нижний продукт состоял в основном из воды, содержащей высококипящие побочные продукты. Типичный состав нижнего потока был следующим (мас. %, приводятся в скобках): вода (>99,0), пропенгликоль (0,5), ацетонитрил (не более 0,001), дипропиленгликоль (0,06), ацетамид (0,01), уксусная кислота (0,03), ТОС (2.4)). После необязательного количественного анализа этот поток был отброшен. Головной продукт (поток (16) = поток TL2) имел следующие типичные диапазоны состава (мас. %, приводятся в скобках): ацетонитрил (75-80), вода (15-20), низкокипящие вещества (например, пропен, 1). Как описано выше поток (16) перерабатывается в поток поступающего материала, который передается в узел смесителя-отстойника.
d) Рециркуляция ацетонитрила (узел рециркуляции ацетонитрила I)
Для рециркуляции ацетонитрила поток (17), полученный из узла смесителя-отстойника G, вводили в дистилляционную колонну высотой 10 м и номинальным диаметром 200 мм, снабженную 40 барботажными тарелками. Колонка работала при верхнем давлении 18 бар и коэффициенте обратного потока 1:4. Поток (17) подавали в колонну выше барботажной тарелки 26 (считая сверху). Верхний продукт (поток (19)), также называемый как поток TL1, содержащий в основном пропен (около 97 об.%) с небольшими количествами пропана (около 1-3 об.%) возвращался в сырье узла смесителя-отстойника G, как описано выше. Таким образом, избыток пропена удаляли из пара (17) и рециркулировали. Кубовый поток (поток (2), также называемый как поток BL1), имел температуру в интервале от 106 до 110°С. Точные рабочие параметры колонки, такие как затраты энергии в сборнике, регулируются таким образом, что количество пропена, возвращаемое в реактор с потоком (2), находится в таком диапазоне, что молярное отношение пропена к пероксиду водорода в потоке (1) составляет около 1:1,43. Для вышеупомянутой скорости подачи 15 кг/ч водного пероксида водорода это означает, что условия, которые необходимо отрегулировать, такие что скорость потока пропена в потоке (2)
составляет около 9,7 кг/ч. До подачи потока (2) в основной реактор эпоксидирования А, ацетонитрил (поток (4), химический марка, от Ineos, чистота около 99,9%, содержащий от 70 до 180 мас. частей на миллион пропионитрила, 5-20 мас. частей на миллион ацетамида и <100 мас. частей на миллион воды в качестве примесей) необязательно добавляли для компенсации возможных потерь растворителя.
Точное количество дополнительно добавленного ацетонитрила зависело от потерь в выходящих потоках и побочных продуктах, но также от количества образцов, взятых для анализа. Типичное количество дополнительно добавленного ацетонитрила для вышеописанной технологической схемы может быть в интервале от 100 до 150 г/ч.
Сравнительный пример 1: Способ эпоксидирования со средней скоростью превращения aN(Fo/H2O2), равной 0 ч-1
Реакцию эпоксидирования проводили, как описано выше в ссылочном примере 2. После пусковой стадии, составляющей 100 ч и, таким образом, в начале нормальной эксплуатационной стадии, aN(Fo/H2O2) имела значение 1,000 микромоль/моль. Это значение не изменилось в ходе нормальной эксплуатационной стадии. Чтобы достигнуть среднего превращения пероксида водорода более 99.5%, температуру TN увеличили при постоянном линейном изменении 0.05 K/день. В конце нормальной эксплуатационной стадии, после общего рабочего времени 3000 ч, TN имела значение 35.8°С. Наблюдались следующие селективности:
Таблица 1
Результаты для сравнительного примера 1


Наблюдали, что при поддержании aN(Fo/H2O2) постоянной после пусковой стадии, в ходе нормальной эксплуатационной стадии, селективность в отношении пропиленоксида в качестве ценного продукта уменьшалась от начального значения 97.2% до конечного значения 96.3%, тогда как селективность в отношении нежелательных побочных продуктов (MPG и O2) увеличилась.
Пример 1: Способ эпоксидирования со средней скоростью превращения aN(Fo/H2O2) менее 0 ч-1
Реакцию эпоксидирования проводили, как описано выше в ссылочном примере 2. После пусковой стадии, составляющей 100 ч и, таким образом, в начале нормальной эксплуатационной стадии, aN(Fo/H2O2) имела значение 1,000 микромоль/моль. Это значение уменьшалось в ходе нормальной эксплуатационной стадии, как указано в Таблице 2. В ходе нормальной эксплуатационной стадии, среднее превращение пероксида водорода составило более 99.5%. Температура TN варьировалась, как указано в Таблице 2 ниже. Наблюдались следующие селективности:
Таблица 2
Результаты для примера 1
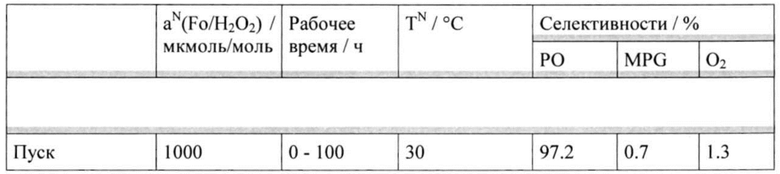

Наблюдали, что при уменьшении aN(Fo/H2O2) в ходе нормальной эксплуатационной стадии, селективность в отношении пропиленоксида в качестве ценного продукта увеличилась от начального значения 97.2% до конечного значения 97.4%, тогда как селективность в отношении нежелательных побочных продуктов (MPG и О2) уменьшилась.
Пример 2: Способ эпоксидирования со средней скоростью превращения aN(Fo/H2O2) менее 0 ч-1
Реакцию эпоксидирования проводили, как описано выше в ссылочном примере 2. После пусковой стадии, составляющей 100 ч и, таким образом, в начале нормальной эксплуатационной стадии, aN(Fo/H2O2) имела значение 1,000 микромоль/моль. Это значение уменьшалось в ходе нормальной эксплуатационной стадии, как указано в Таблице 2. В ходе нормальной эксплуатационной стадии, среднее превращение пероксида водорода составило более 99.5%. Температура TN варьировалась, как указано в Таблице 3 ниже. Наблюдались следующие селективности:
Таблица 3
Результаты для примера 2
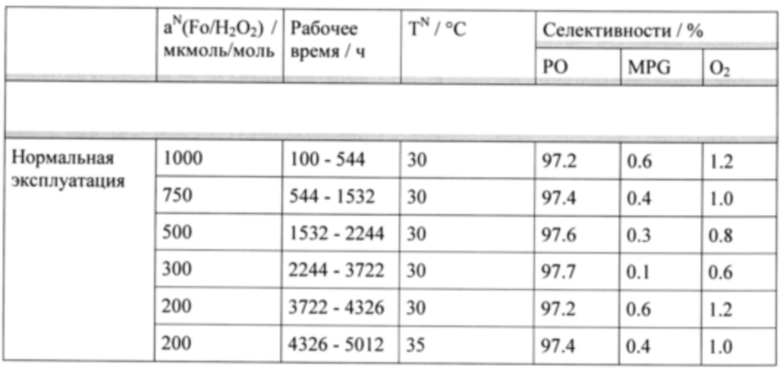
Наблюдали, что при уменьшении aN(Fo/H2O2) в ходе нормальной эксплуатационной стадии селективность в отношении пропиленоксида в качестве ценного продукта увеличивается от начального значения 97,2% до конечного значения 97,4%, тогда как селективность в отношении нежелательных побочных продуктов (MPG и O2) уменьшается.
Краткое описание чертежей
Фиг. 1 показывает блок-диаграмму способа согласно Ссылочному примеру 2. На Фиг. 1 буквы и цифры имеют следующие значения:
А - узел эпоксидирования t А
В - узел эпоксидирования t В
С - узел дистилляции
D - узел дистилляции
Е - узел дистилляции
F - узел дистилляции частичного потока
G - узел смесителя-отстойника
Н - узел извлечения ацетонитрила
I - узел рециклизации ацетонитрила
(1)-(20) потоки согласно особенно предпочтительному способу, как описано в примерах
S0, S01, S02, S1, S2, S3, S4, S4b, S5, L1, L2, TL1, TL2, TL2, BL2,
потоки согласно предпочтительному способу, как описано в общем описании и в примерах.
Фиг. 2 показывает блок-диаграмму узла дистилляции частичного потока F согласно Фиг. 1 подробно. На Фиг. 2, буквы и цифры имеют следующие значения:
F1 - первый узел фракционирования узла дистилляции частичного потока F
F2 - второй узел фракционирования узла дистилляции частичного потока F
(13), (13а), (14), (15), (15а), (15b), (15с), (16), (19), (20)
потоки согласно особенно предпочтительному способу, как описано в примерах
S1, S2, S3, S4, S4a, S4b, S4c, S5, TL2,
потоки согласно предпочтительному способу, как описано в общем описании и в примерах.
Процитированная литература
- WO 2011/006990 А
- Ullmann's Encyclopedia of Industrial Chemistry, 5th edition, volume A 13 (1989) pages 443-466
- ЕР 1122249 A1
- EP 0427062 A2
- US 5,194,675.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРОПИЛЕНОКСИДА | 2017 |
|
RU2740395C2 |
| СПОСОБ ОЧИСТКИ ПРОПИЛЕНОКСИДА | 2017 |
|
RU2741991C2 |
| ИЗВЛЕЧЕНИЕ ПРОПЕНА ПОСРЕДСТВОМ ОЧИСТКИ В СКРУББЕРЕ СО СМЕСЬЮ РАСТВОРИТЕЛЬ/ВОДА | 2018 |
|
RU2766954C2 |
| СПОСОБ ОЧИСТКИ ПРОПИЛЕНОКСИДА | 2017 |
|
RU2740188C1 |
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИЗАТОРА НА ОСНОВЕ ТИТАН-СОДЕРЖАЩЕГО ЦЕОЛИТА ДЛЯ ЭПОКСИДИРОВАНИЯ ПРОПИЛЕНА | 2016 |
|
RU2702349C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭТИЛЕНОКСИДА | 2017 |
|
RU2756603C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОПИЛЕНОКСИДА | 2014 |
|
RU2673676C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ, СОДЕРЖАЩЕГО ЦИНК И ТИТАНСОДЕРЖАЩИЙ ЦЕОЛИТ | 2018 |
|
RU2762171C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОПИЛЕНОКСИДА | 2014 |
|
RU2671638C2 |
| Способ получения пропиленоксида | 2014 |
|
RU2678844C2 |
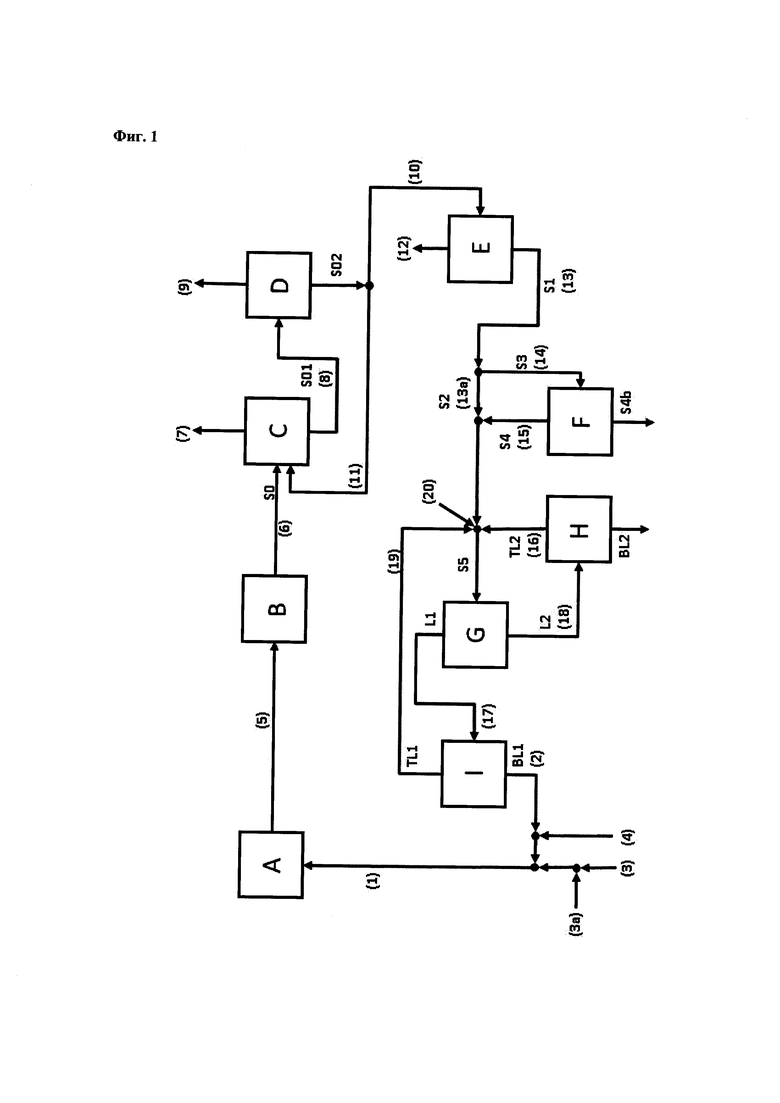
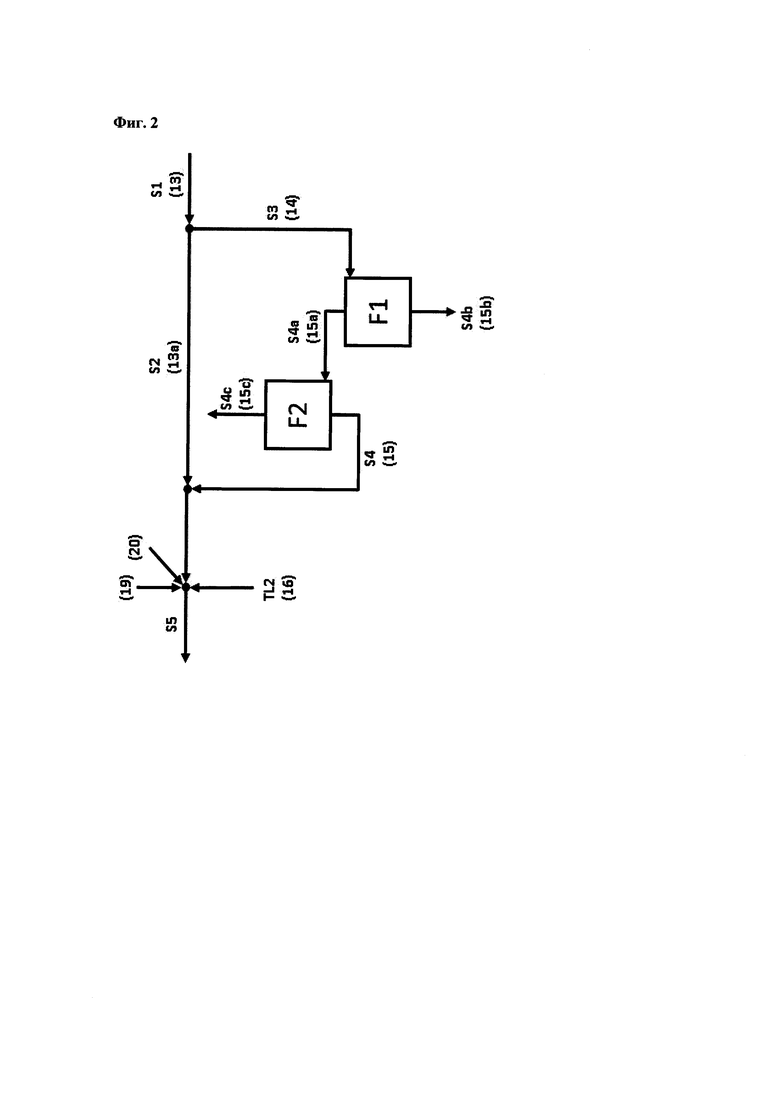
Изобретение касается непрерывного способа получения пропиленоксида, содержащего пусковую стадию и нормальную эксплуатационную стадию, где нормальная эксплуатационная стадия содержит (i) непрерывное обеспечение жидкого потока поступающего материала, содержащего пропен, пероксид водорода, ацетонитрил, формиат калия, воду и необязательно пропан, где в жидком потоке поступающего материала, молярное количество формиата калия относительно молярного количества пероксида водорода в данный момент времени в ходе нормальной эксплуатационной стадии представляет собой aN(Fo/H2O2); (ii) непрерывное пропускание жидкого потока поступающего материала, обеспеченного на стадии (i), в зону эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW, и подвергание жидкого потока поступающего материала условиям реакции эпоксидирования в зоне эпоксидирования, получая реакционную смесь, содержащую пропиленоксид, ацетонитрил, воду, формиат калия, необязательно пропен и необязательно пропан; (iii) непрерывно удаление отходящего потока из зоны эпоксидирования, причем отходящий поток содержит пропиленоксид, ацетонитрил, воду, по меньшей мере часть формиата калия, необязательно пропен и необязательно пропан; где нормальная эксплуатационная стадия характеризуется средней скоростью превращения aN(Fo/H2O2) менее 0 ч-1. Изобретение также касается способа повышения селективности к пропиленоксиду катализатора. Технический результат – увеличение селективности в отношении пропиленоксида в качестве ценного продукта и снижение селективности в отношении нежелательных побочных продуктов, таких как кислород и метоксипропиленгликоль. 2 н. и 17 з.п. ф-лы, 3 табл., 8 пр., 2 ил.
1. Непрерывный способ получения пропиленоксида, содержащий пусковую стадию и нормальную эксплуатационную стадию, где нормальная эксплуатационная стадия содержит:
(i) непрерывное обеспечение жидкого потока поступающего материала, содержащего пропен, пероксид водорода, ацетонитрил, формиат калия, воду и необязательно пропан, где в жидком потоке поступающего материала молярное количество формиата калия относительно молярного количества пероксида водорода в данный момент времени в ходе нормальной эксплуатационной стадии представляет собой aN(Fo/H2O2);
(ii) непрерывное пропускание жидкого потока поступающего материала, обеспеченного на стадии (i), в зону эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW, и подвергание жидкого потока поступающего материала условиям реакции эпоксидирования в зоне эпоксидирования, получая реакционную смесь, содержащую пропиленоксид, ацетонитрил, воду, формиат калия, необязательно пропен и необязательно пропан;
(iii) непрерывное удаление отходящего потока из зоны эпоксидирования, причем отходящий поток содержит пропиленоксид, ацетонитрил, воду, по меньшей мере часть формиата калия, необязательно пропен и необязательно пропан;
где нормальная эксплуатационная стадия характеризуется средней скоростью превращения aN(Fo/H2O2) менее 0 ч-1.
2. Непрерывный способ по п. 1, где средняя скорость превращения aN(Fo/H2O2) находится в интервале от -10-10 до -10-6 ч-1.
3. Непрерывный способ по п. 1, где в начале нормальной эксплуатационной стадии aN(Fo/H2O2)) находится в интервале от 1,0*10-4 до 1,0*10-2.
4. Непрерывный способ по п. 1, где в ходе нормальной эксплуатационной стадии условия эпоксидирования согласно (ii) включают температуру эпоксидирования TN и где в ходе нормальной эксплуатационной стадии средняя скорость изменения TN находится в интервале от 0 до 50 K*ч-1, где TN представляет собой температуру теплопередающей среды, применяемой для установления температуры реакционной смеси в зоне реакции эпоксидирования согласно (ii).
5. Непрерывный способ по п. 4, где в ходе начальной стадии нормальной эксплуатационной стадии средняя скорость изменения TN находится в интервале от 0 до 0,5 K*ч-1 и где, после указанной начальной стадии, когда aN(Fo/H2O2) находится в интервале от 40 до 60% от aN(Fo/H2O2) в начале нормальной эксплуатационной стадии, TN увеличивается на по меньшей мере 0,1°C.
6. Непрерывный способ по п. 4, где в ходе нормальной эксплуатационной стадии TN находится в интервале от 20 до 70°C.
7. Непрерывный способ по п. 1, где в ходе нормальной эксплуатационной стадии условия эпоксидирования согласно (ii) содержат превращение пероксида водорода cN(H2O2), где средняя скорость превращения cN(H2O2) находится в интервале от -1,0*10-3 до 1,0*10-3%-единицы*ч-1, где cN(H2O2) определяется как молярное количество пероксида водорода, содержащееся в отходящем потоке, удаленном на стадии (iii), относительно молярного количества пероксида водорода, содержащегося в жидком потоке поступающего материала, обеспеченном на стадии (i), в данный момент времени в ходе нормальной эксплуатационной стадии.
8. Непрерывный способ по п. 7, где в ходе нормальной эксплуатационной стадии cN(H2O2) находится в интервале от 99,5 до 100%.
9. Непрерывный способ по п. 1, где в ходе нормальной эксплуатационной стадии условия эпоксидирования согласно (ii) содержат давление в ходе реакции эпоксидирования в интервале от 14 до 100 бар, где давление в ходе реакции эпоксидирования определяется как абсолютное давление при выходе из зоны эпоксидирования.
10. Непрерывный способ по п. 1, где в ходе нормальной эксплуатационной стадии условия эпоксидирования согласно (ii) содержат загрузку катализатора в интервале от 0,05 до 1,25 ч-1, где загрузка катализатора определяется как соотношение массовой скорости потока в кг/ч пероксида водорода, содержащегося в жидком потоке поступающего материала, обеспеченном на стадии (i), относительно количества в кг катализатора, содержащего цеолит, содержащий титан, имеющий тип каркасной структуры MWW, содержащегося в зоне эпоксидирования согласно (ii).
11. Непрерывный способ по п. 1, где цеолит, содержащий титан, имеющий тип каркасной структуры MWW, содержащийся в катализаторе согласно (ii), содержит титан, вычисленный как элементарный титан, в количестве в интервале от 0,1 до 5 мас.%, на основе общей массы цеолита, содержащего титан, имеющего тип каркасной структуры MWW.
12. Непрерывный способ по п. 1, где цеолит, содержащий титан, имеющий тип каркасной структуры MWW, содержащийся в катализаторе согласно (ii), содержит титан, вычисленный как элементарный титан, в количестве в интервале от 0,1 до 5 мас.%, на основе общей массы цеолита, содержащего титан, имеющего тип каркасной структуры MWW, и содержит цинк, вычисленный как элементарный цинк, в количестве в интервале от 0,1 до 5 мас.%, на основе общей массы цеолита, содержащего титан, имеющего тип каркасной структуры MWW.
13. Непрерывный способ по п. 1, где в ходе нормальной эксплуатационной стадии жидкий поток поступающего материала, обеспеченный на стадии (i), содержит:
ацетонитрил в количестве в интервале от 60 до 75 мас.%, на основе общей массы жидкого потока поступающего материала;
пероксид водорода в количестве в интервале от 6 до 10 мас.%, на основе общей массы жидкого потока поступающего материала;
воду при молярном соотношении воды и ацетонитрила в интервале от 1:50 до 1:4;
пропен при молярном соотношении пропена и пероксида водорода, содержащихся в потоке поступающего материала, в интервале от 1:1 до 1,6:1, и
необязательно пропан при молярном соотношении пропана и суммы пропена и пропана в интервале от 0,0001:1 до 0,15:1;
где по меньшей мере 95 мас.% жидкого потока поступающего материала, обеспеченного на стадии (i), состоит из пропена, пероксида водорода, ацетонитрила, формиата калия, воды и необязательно пропана.
14. Непрерывный способ по любому из пп. 1-13, содержащий пусковую стадию перед нормальной эксплуатационной стадией, где пусковая стадия содержит
(a) непрерывное обеспечение жидкого потока поступающего материала, содержащего пропен, ацетонитрил, и необязательно пропан, и непрерывно пропускание указанного жидкого потока поступающего материала при пусковых условиях в течение периода времени t1 в зону эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW;
где после периода времени t1, пусковая стадия дополнительно содержит
(b) непрерывное обеспечение жидкого потока поступающего материала, содержащего пероксид водорода и формиат калия, подмешивание указанного жидкого потока поступающего материала в жидкий поток поступающего материала, обеспеченный на стадии (a), получая жидкий поток поступающего материала, содержащий пероксид водорода, пропен, ацетонитрил и необязательно пропан, и непрерывно пропускание указанного жидкого потока поступающего материала при пусковых условиях в течение периода времени t2 в зону эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющим тип каркасной структуры MWW,
где молярное количество формиата калия относительно молярного количества пероксида водорода в данный момент времени в ходе стадии (b) пусковой стадии представляет собой aS(Fo/H2O2),
где после периода времени t2 нормальная эксплуатационная стадия начинается, и aS(Fo/H2O2) представляет собой aN(Fo/H2O2) в начале нормальной эксплуатационной стадии.
15. Непрерывный способ по п. 14, где по меньшей мере 98 мас.% жидкого потока поступающего материала, обеспеченного на стадии (a), состоит из пропена, ацетонитрила и необязательно пропана, где жидкий поток поступающего материала согласно (a) дополнительно содержит пероксид водорода в количестве в интервале от 0 до 0,01 мас.%, на основе общей массы жидкого потока поступающего материала, и где жидкий поток поступающего материала согласно (a) дополнительно содержит формиат калия в количестве в интервале от 0 до 0,01 мас.%, на основе общей массы жидкого потока поступающего материала.
16. Непрерывный способ по п. 14, где в ходе пусковой стадии, пусковые условия содержат пусковую температуру TS, где TS представляет собой температуру теплопередающей среды, применяемой для установления температуры смеси в зоне реакции эпоксидирования, где в начале пусковой стадии TS находится в интервале от 30 до 40°C и где в ходе пусковой стадии средняя скорость изменения TS находится в интервале от -1 до 1 K*ч-1.
17. Непрерывный способ по п. 14, где в ходе пусковой стадии, средняя скорость превращения aS(Fo/H2O2) составляет более 0 ч-1.
18. Непрерывный способ по п. 14, где в ходе пусковой стадии, максимальная температура жидкой смеси в зоне эпоксидирования находится в интервале от 70 до 100°C.
19. Способ повышения селективности к пропиленоксиду катализатора, содержащего цеолит, содержащий титан, имеющий тип каркасной структуры MWW, в непрерывном способе получения пропиленоксида, причем указанный непрерывный способ получения пропиленоксида содержит:
(i) непрерывное обеспечение жидкого потока поступающего материала, содержащего пропен, пероксид водорода, ацетонитрил, формиат калия, воду и необязательно пропан, где в жидком потоке поступающего материала молярное количество формиата калия относительно молярного количества пероксида водорода в данный момент времени представляет собой aN(Fo/H2O2)
(ii) непрерывное пропускание жидкого потока поступающего материала, обеспеченного на стадии (i), в зону эпоксидирования, содержащую катализатор, содержащий цеолит, содержащий титан, имеющий тип каркасной структуры MWW, и подвергание жидкого потока поступающего материала условиям реакции эпоксидирования в зоне эпоксидирования, получая реакционную смесь, содержащую пропиленоксид, ацетонитрил, воду, формиат калия, необязательно пропен и необязательно пропан;
причем указанный способ повышения селективности к пропиленоксиду содержит уменьшение aN(Fo/H2O2) в ходе указанного непрерывного способа при других постоянных условиях эпоксидирования, где цеолит, содержащий титан, имеющий тип каркасной структуры MWW, содержащийся в катализаторе согласно (ii), содержит титан, вычисленный как элементарный титан, в количестве в интервале от 0,1 до 5 мас.%, на основе общей массы цеолита, содержащего титан, имеющего тип каркасной структуры MWW, и содержит цинк, вычисленный как элементарный цинк, в количестве в интервале от 0,1 до 5 мас.%, на основе общей массы цеолита, содержащего титан, имеющего тип каркасной структуры MWW.
| WO 2015010990 A1, 29.01.2015 | |||
| WO 2011006990 A1, 20.01.2011 | |||
| RU 23321409 C2, 27.08.2008. |

