Область техники, к которой относится изобретение.
Изобретение относится к области логистики.
В частности, изобретение относится к системе транспортировки грузов без упорядочения их последовательности между множеством накопительных секций и множеством подготовительных постов.
Накопительные секции соответствуют, например, различным выходам рабочих проходов автоматизированного склада хранения/отгрузки.
Под «упорядочиванием последовательности» (или «упорядоченной поставкой грузов») следует понимать поставку в соответствии с требованиями доставки по меньшей мере одной последовательности, включающей в себя грузы в требуемом порядке.
В контексте настоящего изобретения предполагается, что в прямом направлении грузы перемещаются от накопительных секций к подготовительным постам без упорядочения их последовательности и что упорядочение последовательности (если таковое предусмотрено) осуществляют на каждом из подготовительных постов. Иначе говоря, предполагается, что каждый подготовительный пост имеет для этого буферную систему накопления и упорядоченного распределения грузов, например, типа одной из систем, описанных в патентных заявках FR1563151 от 22 декабря 2015 года и FR1654863 от 30 мая 2016 года.
Предполагается также, что система транспортировки должна быть такой, чтобы:
- в прямом направлении груз, поступающий из любой накопительной секции, мог быть доставлен на любой из подготовительных постов или в любую из других накопительных секций; и
- в обратном направлении груз, поступающий из любого подготовительного поста, мог быть доставлен в любую из накопительных секций или на любой из других подготовительных постов.
Настоящее изобретение можно применять для любого типа подготовительного поста, в частности, но не исключительно:
- для постов подготовки заказов (называемых также «сборными постами» посредством отбора товаров в складских контейнерах (называемых также «исходными грузами»): оператор (или робот) получает список отбираемых товаров (на бумаге, на экране терминала, в голосовом виде, в виде компьютерной задачи (в случае робота), в котором для каждой отправляемой посылки (называемой также «доставочным контейнером» или «целевым грузом») указано количество товаров, которые он должен отобрать в складских контейнерах и объединить в отправляемой посылке; и
- для постов укладки на поддоны складских контейнеров (называемых также «исходными грузами»), содержащих товары: оператор (или робот) получает список отбираемых товаров (на бумаге, на экране терминала, в голосовом виде, в виде компьютерной задачи (в случае робота), в котором для каждого отправляемого поддона (называемого также «доставочным контейнером» или «целевым грузом») указано количество каждого типа складских контейнеров (например, картонных коробок), которые он должен собрать и загрузить на отправляемый поддон.
Уровень техники
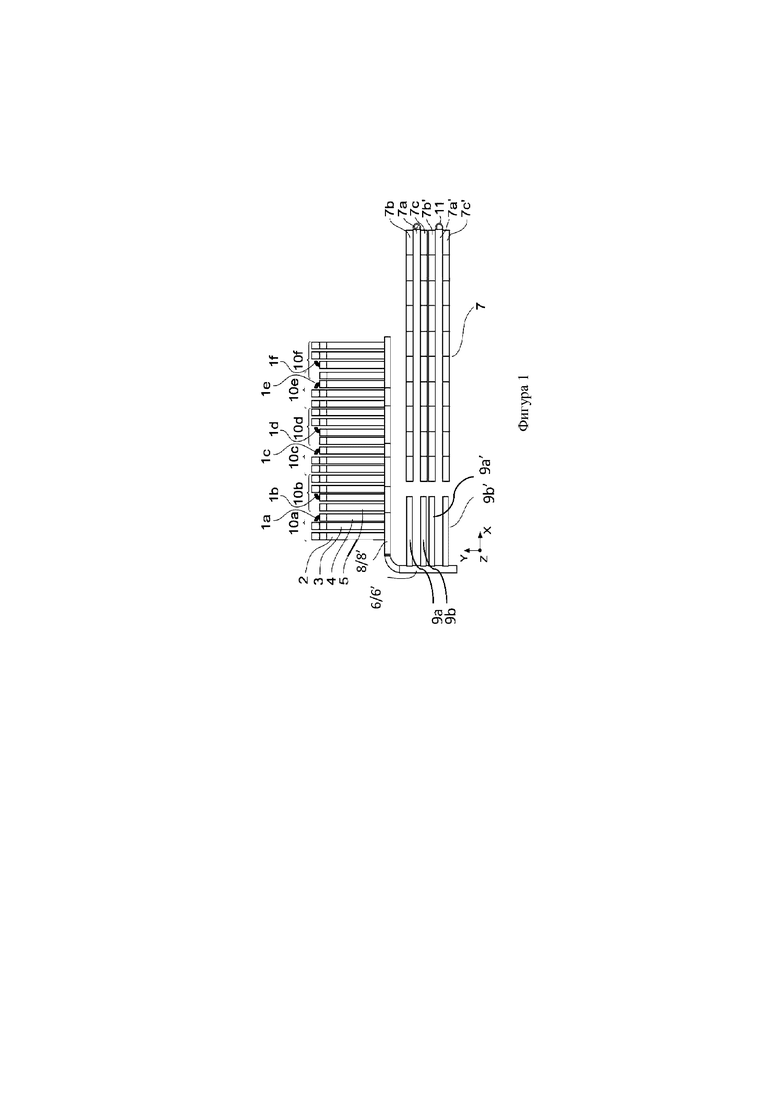
На фиг. 1 представлен вид сверху примера известной конфигурации для автоматизированной системы подготовки заказов, содержащей:
- автоматизированный склад 7 хранения/отгрузки, содержащий несколько (в этом примере два) комплексов, каждый из которых включает в себя рабочий проход 7а, 7а’, обслуживающий с двух сторон складской стеллаж 7b, 7c, 7b’, 7c’ с несколькими расположенными друг над другом уровнями хранения;
- комплекс конвейеров, доставляющих исходные грузы из автоматизированного склада 7 до подготовительных постов и наоборот. В примере, представленном на фиг. 1, показаны:
- для прямого направления (то есть от автоматизированного склада 7 до подготовительных постов) - конвейеры, обозначенные 9а и 9а’ (по одному на каждый проход), а также 6 и 8; и
- для обратного направления (то есть от подготовительных постов до автоматизированного склада 7) - конвейеры, обозначенные 8’, 6’, а также 9b и 9b’ (по одному на каждый проход); в этом примере конвейеры 6’ и 8’ расположены над конвейерами 6 и 8;
- несколько постов 10а-10f подготовки заказов, на каждом из которых находится один оператор 1а-1f и каждый из которых расположен перпендикулярно к конвейерам, обозначенным 8 и 8’; и
- систему управления (называемую также «блоком управления»), которая является центральной компьютерной системой управления, отвечающей за управление всей системой (автоматизированный склад 7 хранения/отгрузки, комплекс конвейеров 6, 6’, 8, 8’, 9a, 9a’, 9b и 9b’ и подготовительные посты 10а-10f).
Система управления управляет также списком заказов, соответствующим каждому доставочному контейнеру (целевой груз), и, следовательно, порядком строк заказа, образующих этот список, в зависимости от места нахождения складских контейнеров (исходных грузов) на автоматизированном складе 7, от наличия тележек и подъемников автоматизированного склада 7, а также от потребностей в товарах для различных подготавливаемых доставочных контейнеров, которые следуют друг за другом на подготовительном посту. Это позволяет оптимизировать все перемещения и время подготовки доставочных контейнеров и обеспечить синхронизацию между поступлением на подготовительный пост доставочного контейнера и соответствующих складских контейнеров (то есть контейнеров, содержащих товары, указанные в списке заказа, соответствующем этому складскому контейнеру).
В примере, представленном на фиг. 1, каждый подготовительный пост содержит две конвейерные линии: первую конвейерную линию для складских контейнеров, образованную двумя горизонтальными колоннами конвейеров: одна (прямая колонна 3) предназначена для перемещения складских контейнеров от третьего подкомплекса конвейеров 8 к оператору 1а, и другая (обратная колонна 2) предназначена для перемещения в противоположном направлении; и вторую конвейерную линию для доставочных контейнеров, образованную двумя горизонтальными колоннами конвейеров: одна (прямая колонна 4) предназначена для перемещения доставочных контейнеров от третьего подкомплекса конвейеров 8 к оператору 1а, и другая (обратная колонна 5) для перемещения в противоположном направлении.
Функция буферного складирования (называемая также «функцией накопления») определенного количества контейнеров до поступления к оператору (или к автомату) обеспечивается в каждой из первой и второй линий прямой колонной 3 и 4 (состоящей из классических горизонтальных конвейеров). Таким образом, складской контейнер проходит следующий путь: его отбирают при помощи тележки на автоматизированном складе 7, затем последовательно транспортируют на одном из конвейеров 9а и 9а’ (в зависимости от его поступления из прохода 7а или 7а’), затем на конвейерах 6 и 8 и, наконец, на конвейерах прямой колонны 3 для доставки к оператору. В другом направлении (после доставки к оператору) складской контейнер проходит противоположный путь: его транспортируют на конвейерах обратной колонны 2, затем на конвейерах 8’ и 6’ и, наконец, на одном из конвейеров 9b и 9b’ (в зависимости от его возвращения в проход 7а или 7a’), после чего опять направляют в автоматизированный склад 7 на тележке.
Как было указано выше, контейнеры (исходные грузы и целевые грузы) должны поступать к оператору в требуемом порядке, образующем по меньшей мере одну определенную последовательность. Классически, система управления определяет этот порядок поступления заранее (то есть для каждого контейнера до того, как этот контейнер попадает на подготовительный пост) и, если это необходимо, корректирует его во время транспортировки контейнеров от выхода автоматизированного склада 7 к подготовительному посту (например, чтобы учитывать неисправность какого-либо элемента системы).
В первом известном варианте осуществления упорядочения последовательности (то есть функции упорядоченного распределения) первый уровень упорядоченного распределения реализуют, укладывая на каждый из конвейеров 9а и 9a’ предварительно упорядоченные грузы. Следовательно, это накладывает определенные требования к автоматизированному складу 7. Иначе говоря, грузы, укладываемые на конвейер 9а, находятся в порядке, совпадающем с требуемым конечным порядком, и грузы, укладываемые на конвейер 9а’, тоже находятся в порядке, совпадающем с требуемым конечным порядком. Затем реализуют второй уровень упорядоченного распределения, укладывая в требуемом конечном порядке на конвейер 6 грузы, поступающие с конвейеров 9а и 9а’. Например, для последовательности из семи грузов, если грузы под номерами 1, 2, 4 и 5 хранятся в проходе 7а, их укладывают в этом порядке на конвейер 9а, и если грузы под номерами 3 и 6 хранятся в проходе 7а’, их укладывают в этом порядке на конвейер 9а’; затем все семь грузов укладывают на конвейер 6 в порядке возрастания (от 1 до 7) их номеров.
Во втором известном варианте осуществления упорядочения последовательности, чтобы ослабить требования к автоматизированному складу 7, контейнеры могут выходить из автоматизированного склада 7 не в требуемом порядке (то есть в порядке, в котором они должны поступать к оператору). Следовательно, необходимо реализовать две функции, -одну функцию транспортировки и другую функцию упорядоченного распределения контейнеров, - между автоматизированным складом 7 и подготовительным постом, где находится оператор. Исключение требований упорядоченного распределения, которые обычно относятся к автоматизированному складу, обеспечивает значительное повышение эффективности его работы (и, в целом, различного входного оборудования) и, следовательно, позволяет уменьшить его размер и его сложность и, как следствие, его стоимость. В примере, представленном на фиг. 1, эти функции транспортировки и упорядоченного распределения реализуются для данного подготовительного поста следующим образом: складские контейнеры проходят по замкнутому контуру (называемому также «каруселью»), образованному конвейерами 6, 8, 8’ и 6’, и, когда ближайший складской контейнер из последовательности, ожидаемой на данном подготовительном посту, оказывается перед прямой колонной 3 этого данного подготовительного поста, этот складской контейнер перемещается на конвейерах прямой колонны 3. Складской контейнер должен пройти по кругу в замкнутом контуре, если он оказывается перед прямой колонной 3 данного подготовительного поста, тогда как по меньшей мере один из складских контейнеров, которые предшествуют ему в последовательности, еще не переместился на прямую колонну 3 данного подготовительного поста. Этот способ осуществляют для каждого из складских контейнеров последовательности, ожидаемой на данном подготовительном посту.
Следует отметить, что, как известно, вышеупомянутый принцип замкнутого контура (карусели) применяют также для реализации только функции транспортировки грузов (на фиг. 1 между, с одной стороны, входными 9b, 9b’/выходными 9a, 9a’ конвейерами проходов 7а, 7а’ автоматизированного склада 7 и, с другой стороны, входными 3, 4/выходными 2, 5 конвейерами подготовительных постов 10а-10f). Иначе говоря, если упорядочение последовательности отсутствует или если упорядочение последовательности осуществляют на каждом из подготовительных постов, замкнутый контур (карусель) используют только для транспортировки грузов. В этом случае, если вернуться к примеру на фиг. 1, складские контейнеры перемещаются по замкнутому контуру (карусели), образованному конвейерами 6, 8, 8’ и 6’, и, как только складской контейнер, предназначенный для данного подготовительного поста, оказывается перед прямой колонной 3 этого подготовительного поста, он перемещается на эту прямую колонну 3.
Использование замкнутого контура (карусели) для реализации функции транспортировки грузов, но не функции упорядоченного распределения (упорядочения последовательности) не является оптимальным решением с точки зрения расстояния, проходимого грузами, и тем более с точки зрения количества грузов, которые можно транспортировать одновременно.
Так, в примере на фиг. 1, чтобы осуществить прямой/обратный путь между одним из проходов 7а, 7а’ автоматизированного склада и одним из подготовительных постов 10а-10f, груз должен пройти по всему замкнутом контуру.
Кроме того, некоторые участки замкнутого контура оказываются занятыми всеми грузами: на прямом пути участок, находящийся между точкой соединения (на конвейере 6 замкнутого контура) выходного конвейера 9а прохода 7а и точкой соединения (на конвейере 8 замкнутого контура) входного конвейера 3 или 4 подготовительного поста 10а; на обратном пути участок, находящийся между точкой соединения (на конвейере 8’ замкнутого контура) выходного конвейера 2 или 5 подготовительного поста 10а и точкой соединения (на контейнере 6’ замкнутого контура) входного конвейера 9b прохода 7а.
В наименее благоприятном случае, то есть для прохождения наиболее длинного (прямого или обратного) пути между одним из проходов 7а, 7а’ автоматизированного склада 7 и одним из подготовительных постов 10а-10f груз должен пройти перед другим или другими проходами автоматизированного склада 7 и перед другим или другими подготовительными постами. В примере, представленном на фиг. 1, чтобы пройти наиболее длинный прямой путь между проходом 7а’ и подготовительным постом 10f, груз должен пройти перед другим проходом 7а и другими подготовительными постами 10а-10е. Точно так же, чтобы пройти наиболее длинный обратный путь между подготовительным постом 10f и проходом 7а, груз должен пройти перед другими подготовительными постами 10а-10е и перед другим проходом 7а.
Задачи изобретения
Задачей изобретения, по меньшей мере в одном варианте осуществления, является устранение этих различных недостатков известных решений.
В частности, по меньшей мере в одном варианте осуществления, изобретение призвано предложить систему транспортировки грузов без упорядочения последовательности между множеством накопительных секций и множеством подготовительных постов, причем эта система не имеет недостатков, связанных с применением замкнутого контура (карусели).
По меньшей мере в одном варианте осуществления, изобретение призвано также предложить систему, позволяющую свести к минимуму расстояния, проходимые грузами, и увеличить количество грузов, которые можно транспортировать одновременно.
По меньшей мере в одном варианте осуществления, изобретение призвано предложить также такую систему, которая позволяет сократить использование образующих ее устройств (в частности, коллекторов и конвейеров).
Согласно еще одной дополнительной задаче изобретения, система должна быть простой в применении и недорогой.
Раскрытие сущности изобретения
В частном варианте осуществления изобретения предложена система транспортировки грузов без упорядочения последовательности между множеством накопительных секций и множеством подготовительных постов. Эта система содержит:
- первый и второй грузосборные конвейеры, расположенные в одной горизонтальной плоскости, параллельные, однонаправленные и имеющие противоположные направления перемещения;
- для соединения каждой накопительной секции с первым грузосборным конвейером - входной конвейер накопительной секции и выходной конвейер накопительной секции;
- для соединения каждого подготовительного поста с вторым грузосборным конвейером - входной конвейер подготовительного поста и выходной конвейер подготовительного поста:
- по меньшей мере для первой пары, включающей в себя одну накопительную секцию и один подготовительный пост, расположенные друг против друга с двух сторон от первого и второго грузосборных конвейеров, - пару соединительных конвейеров, соединяющую между собой первый и второй грузосборные конвейеры и включающую в себя:
- прямой соединительный конвейер, имеющий направление перемещения от первого к второму грузосборному конвейеру; и
- обратный соединительный конвейер, имеющий направление перемещения от второго к первому грузосборному конвейеру.
Таким образом, общий принцип изобретения состоит в том, чтобы реализовать между накопительными секциями и подготовительными постами горизонтальную сеть перемещения грузов, имеющую структуру, включающую в себя следующие элементы: первый и второй грузосборные конвейеры, входные конвейеры накопительной секции, выходные конвейеры накопительной секции, входные конвейеры подготовительного поста, выходные конвейеры подготовительного поста, прямые соединительные конвейеры и обратные соединительные конвейеры. Прямые соединительные конвейеры и обратные соединительные конвейеры обеспечивают прямые соединения между первым и вторым грузосборными конвейерами.
Эта горизонтальная сеть перемещения грузов является простой в применении, поскольку все элементы расположены в одной горизонтальной плоскости.
Кроме того, она позволяет отказаться от использования бесконечного замкнутого контура (карусели) для реализации функции транспортировки грузов. Это позволяет минимизировать расстояние, проходимое каждым грузом, и увеличить количество грузов, которые можно транспортировать («перемещать») одновременно.
Согласно частному отличительному признаку, прямой соединительный конвейер линейно совмещен с выходным конвейером накопительной секции и с входным конвейером подготовительного поста, связанными соответственно с накопительной секцией и с подготовительным постом указанной по меньшей мере одной пары. Кроме того, обратный соединительный конвейер линейно совмещен с входным конвейером накопительной секции и с выходным конвейером подготовительного поста, связанными соответственно с накопительной секцией и с подготовительным постом указанной по меньшей мере одной пары.
Это тоже позволяет уменьшить проходимое расстояние для каждого груза.
Согласно частному отличительному признаку, входные конвейеры накопительной секции, выходные конвейеры накопительной секции, входные конвейеры подготовительного поста, выходные конвейеры подготовительного поста, прямые соединительные конвейеры и обратные соединительные конвейеры являются перпендикулярными к первому и второму грузосборным конвейерам.
Таким образом, горизонтальная сеть перемещения состоит из двух параллельных между собой грузосборных конвейеров и из конвейеров, перпендикулярных к этим двум грузосборным конвейерам. Эта простая и эффективная структура горизонтальной сети перемещения облегчает транспортировку («перемещение») грузов между накопительными секциями и подготовительными постами.
Согласно частному отличительному признаку, для транспортировки грузов между N накопительными секциями и М подготовительными постами система содержит К пар, каждая из которых включает в себя расположенные друг против друга одну накопительную секцию и один подготовительный пост с двух сторон от первого и второго грузосборных конвейеров, где К = min (N, M), и отличается тем, что содержит пару соединительных конвейеров для каждой из К пар.
Таким образом, за счет максимизации числа пар, каждая из которых включает в себя расположенные друг против друга одну накопительную секцию и один подготовительный пост, оптимизируют (минимизируют) число пар необходимых соединительных конвейеров внутри горизонтальной сети перемещения для транспортировки грузов от/в направлении накопительных секций и подготовительных постов этих пар.
Согласно частному отличительному признаку, рассмотрим случай, когда данный груз должен быть доставлен от данной накопительной секции, соответствующий выходной конвейер которой соединен с первым грузосборным конвейером в первой точке соединения, на данный подготовительный пост, соответствующий входной конвейер которого соединен с вторым грузосборным конвейером во второй точке соединения. В этом случае система содержит блок управления грузосборными конвейерами и соединительными конвейерами указанной системы, при этом указанный блок управления выполнен таким образом, чтобы между первой и второй точками соединения данный груз проходил минимальное расстояние:
- через прямой соединительный конвейер, расположенный между данной накопительной секцией и данным подготовительным постом, если данная накопительная секция и данный подготовительный пост расположены друг против друга;
- через участок первого грузосборного конвейера и прямой соединительный конвейер, расположенный напротив данного подготовительного поста, если данная накопительная секция находится выше по потоку данного подготовительного поста по направлению перемещения первого грузосборного конвейера;
- через прямой соединительный конвейер, расположенный напротив данной накопительной секции, и участок второго грузосборного конвейера, если данная накопительная секция находится ниже по потоку данного подготовительного поста по направлению перемещения первого грузосборного конвейера.
Таким образом, в случае транспортировки груза от накопительной секции на подготовительный пост структура горизонтальной сети перемещения гарантирует, что груз будет проходить минимальное расстояние.
Согласно частному отличительному признаку, рассмотрим случай, когда данный груз должен быть доставлен от данной первой накопительной секции, соответствующий выходной конвейер которой соединен с первым грузосборным конвейером в первой точке соединения, в данную вторую накопительную секцию, соответствующий входной конвейер которой соединен с первым грузосборным конвейером в третьей точке соединения. В этом случае система содержит блок управления грузосборными конвейерами и соединительными конвейерами указанной системы, при этом указанный блок управления выполнен таким образом, чтобы между первой и третьей точками соединения данный груз проходил минимальное расстояние:
- через участок первого грузосборного конвейера, если данная первая накопительная секция находится выше по потоку данной второй накопительной секции по направлению перемещения первого грузосборного конвейера;
- через прямой соединительный конвейер, расположенный напротив данной первой накопительной секции, участок второго грузосборного конвейера и обратный соединительный конвейер, расположенный напротив данной второй накопительной секции, если данная первая накопительная секция находится ниже по потоку данной второй накопительной секции по направлению перемещения первого грузосборного конвейера.
Таким образом, в случае транспортировки груза от первой накопительной секции во вторую накопительную секцию структура горизонтальной сети перемещения гарантирует, что груз будет проходить минимальное расстояние.
Согласно частному отличительному признаку, рассмотрим случай, когда данный груз должен быть доставлен от данного подготовительного поста, соответствующий выходной конвейер которого соединен с вторым грузосборным конвейером в четвертой точке соединения, в данную накопительную секцию, соответствующий входной конвейер которой соединен с первым грузосборным конвейером в пятой точке соединения. В этом случае система содержит блок управления грузосборными конвейерами и соединительными конвейерами указанной системы, при этом указанный блок управления выполнен таким образом, чтобы между четвертой и пятой точками соединения данный груз проходил минимальное расстояние:
- через обратный соединительный конвейер, расположенный между данным подготовительным постом и данной накопительной секцией, если данная накопительная секция и данный подготовительный пост расположены друг против друга;
- через участок второго грузосборного конвейера и обратный соединительный конвейер, расположенный напротив данной накопительной секции, если данная накопительная секция находится выше по потоку данного подготовительного поста по направлению перемещения первого грузосборного конвейера;
- через обратный соединительный конвейер, расположенный напротив данного подготовительного поста, и участок первого грузосборного конвейера, если данная накопительная секция находится ниже по потоку данного подготовительного поста по направлению перемещения первого грузосборного конвейера.
Таким образом, в случае транспортировки груза от подготовительного поста в накопительную секцию структура горизонтальной сети перемещения гарантирует, что груз будет проходить минимальное расстояние.
Согласно частному отличительному признаку, рассмотрим случай, когда данный груз должен быть доставлен от данного первого подготовительного поста, соответствующий выходной конвейер которого соединен с вторым грузосборным конвейером в четвертой точке соединения, на данный второй подготовительный пост, соответствующий входной конвейер которой соединен с вторым грузосборным конвейером в шестой точке соединения. В этом случае система содержит блок управления грузосборными конвейерами и соединительными конвейерами указанной системы, при этом указанный блок управления выполнен таким образом, чтобы между четвертой и шестой точками соединения данный груз проходил минимальное расстояние:
- через участок второго грузосборного конвейера, если данный первый подготовительный пост находится ниже по потоку второго данного подготовительного поста по направлению перемещения первого грузосборного конвейера;
- через обратный соединительный конвейер, расположенный напротив данного первого подготовительного поста, участок первого грузосборного конвейера и прямой соединительный конвейер, расположенный напротив данного второго подготовительного поста, если данный первый подготовительный пост находится выше по потоку данного второго подготовительного поста по направлению перемещения первого грузосборного конвейера.
Таким образом, в случае транспортировки груза от первого подготовительного поста на второй подготовительный пост структура горизонтальной сети перемещения гарантирует, что груз будет проходить минимальное расстояние.
Согласно частному отличительному признаку, по меньшей мере для одной накопительной секции, не расположенной напротив подготовительного поста и находящейся по направлению перемещения первого грузосборного конвейера выше по потоку первой другой накопительной секции, расположенной напротив подготовительного поста, система содержит только один соединительный конвейер, который является обратным соединительным конвейером, соединяющим между собой первый и второй грузосборные конвейеры в направлении от второго к первому грузосборному конвейеру, и который предпочтительно линейно совмещен с входным конвейером накопительной секции, связанным с указанной по меньшей мере одной накопительной секцией.
Таким образом, для такой накопительной секции (не связанной с подготовительным постом и находящейся выше по потоку - по направлению движения грузов на первом грузосборном конвейере - первой другой накопительной секции, расположенной напротив подготовительного поста) достаточно обратного соединительного конвейера (нет необходимости в прямом соединительном конвейере).
Согласно частному отличительному признаку, по меньшей мере для одной накопительной секции, не расположенной напротив подготовительного поста и находящейся по направлению перемещения первого грузосборного конвейера ниже по потоку последней другой накопительной секции, расположенной напротив подготовительного поста, система содержит только один соединительный конвейер, который является прямым соединительным конвейером, соединяющим между собой первый и второй грузосборные конвейеры в направлении от первого к второму грузосборному конвейеру, и который предпочтительно линейно совмещен с выходным конвейером накопительной секции, связанным с указанной по меньшей мере одной накопительной секцией.
Таким образом, для такой накопительной секции (не связанной с подготовительным постом и находящейся ниже по потоку - по направлению движения грузов на первом грузосборном конвейере - последней другой накопительной секции, расположенной напротив подготовительного поста) достаточно прямого соединительного конвейера (нет необходимости в обратном соединительном конвейере).
Согласно частному отличительному признаку, по меньшей мере для одной накопительной секции, не расположенной напротив подготовительного поста и находящейся по направлению перемещения первого грузосборного конвейера между двумя другими накопительными секциями, каждая из которых расположена напротив подготовительного поста, система содержит пару соединительных конвейеров, соединяющую между собой первый и второй грузосборные конвейеры в противоположных направлениях перемещения и содержащую прямой соединительный конвейер, имеющий направление перемещения от первого к второму грузосборному конвейеру и предпочтительно линейно совмещенный с выходным конвейером накопительной секции, связанным с указанной по меньшей мере одной накопительной секцией, и обратный соединительный конвейер, имеющий направление перемещения от второго к первому грузосборному конвейеру и предпочтительно линейно совмещенный с входным конвейером накопительной секции, связанным с указанной по меньшей мере одной накопительной секцией.
Таким образом, для такой накопительной секции (не связанной с подготовительным постом и находящейся между двумя другими накопительными секциями, каждая из которых расположена напротив подготовительного поста) необходимо наличие обратного соединительного конвейера и прямого соединительного конвейера.
Согласно частному отличительному признаку, по меньшей мере для одного подготовительного поста, не расположенного напротив накопительной секции и находящегося по направлению перемещения второго грузосборного конвейера выше по потоку первого другого подготовительного поста, расположенного напротив накопительной секции, система содержит только один соединительный конвейер, который является прямым соединительным конвейером, соединяющим между собой первый и второй грузосборные конвейеры в направлении от первого к второму грузосборному конвейеру, и который предпочтительно линейно совмещен с входным конвейером подготовительного поста, связанным с указанным по меньшей мере одним подготовительным постом.
Таким образом, для такого подготовительного поста (не связанного с накопительной секцией и находящегося выше по потоку - по направлению движения грузов на втором грузосборном конвейере - первого другого подготовительного поста, расположенного напротив накопительной секции) достаточно прямого соединительного конвейера (нет необходимости в обратном соединительном конвейере).
Согласно частному отличительному признаку, по меньшей мере для одного подготовительного поста, не расположенного напротив накопительной секции и находящегося по направлению перемещения второго грузосборного конвейера ниже по потоку последнего другого подготовительного поста, расположенного напротив накопительной секции, система содержит только один соединительный конвейер, который является обратным соединительным конвейером, соединяющим между собой первый и второй грузосборные конвейеры в направлении от второго к первому грузосборному конвейеру, и который предпочтительно линейно совмещен с выходным конвейером подготовительного поста, связанным с указанным по меньшей мере одним подготовительным постом.
Таким образом, для такого подготовительного поста (не связанного с накопительной секцией и находящегося ниже по потоку - по направлению движения грузов на втором грузосборном конвейере - последнего другого подготовительного поста, расположенного напротив накопительной секции) достаточно обратного соединительного конвейера (нет необходимости в прямом соединительном конвейере).
Согласно частному отличительному признаку, по меньшей мере для одного подготовительного поста, не расположенного напротив накопительной секции и находящегося по направлению перемещения второго грузосборного конвейера между двумя другими подготовительными постами, каждый из которых расположен напротив накопительной секции, система содержит пару соединительных конвейеров, соединяющую между собой первый и второй грузосборные конвейеры в противоположных направлениях перемещения и содержащую прямой соединительный конвейер, имеющий направление перемещения от первого к второму грузосборному конвейеру и предпочтительно линейно совмещенный с входным конвейером подготовительного поста, связанным с указанным по меньшей мере одним подготовительным постом, и обратный соединительный конвейер, имеющий направление перемещения от второго к первому грузосборному конвейеру и предпочтительно линейно совмещенный с выходным конвейером подготовительного поста, связанным с указанным по меньшей мере одним подготовительным постом.
Таким образом, для такого подготовительного поста (не связанного с накопительной секцией и находящегося между двумя другими подготовительными постами, каждый из которых расположен напротив накопительной секции) необходимо наличие обратного соединительного конвейера и прямого соединительного конвейера.
Краткое описание чертежей
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания, представленного в качестве не ограничительного примера, со ссылками на прилагаемые чертежи, на которых:
на фиг. 1 (уже описана для известного решения) показана автоматизированная система подготовки заказов, вид сверху;
на фиг. 2 показана система транспортировки грузов согласно первому варианту осуществления изобретения (с четырьмя накопительными секциями и четырьмя подготовительными постами);
на фиг. 3 показана система транспортировки грузов согласно второму варианту осуществления изобретения (с пятью накопительными секциями и четырьмя подготовительными постами);
на фиг. 4 показана система транспортировки грузов согласно третьему варианту осуществления изобретения (с семью накопительными секциями и четырьмя подготовительными постами);
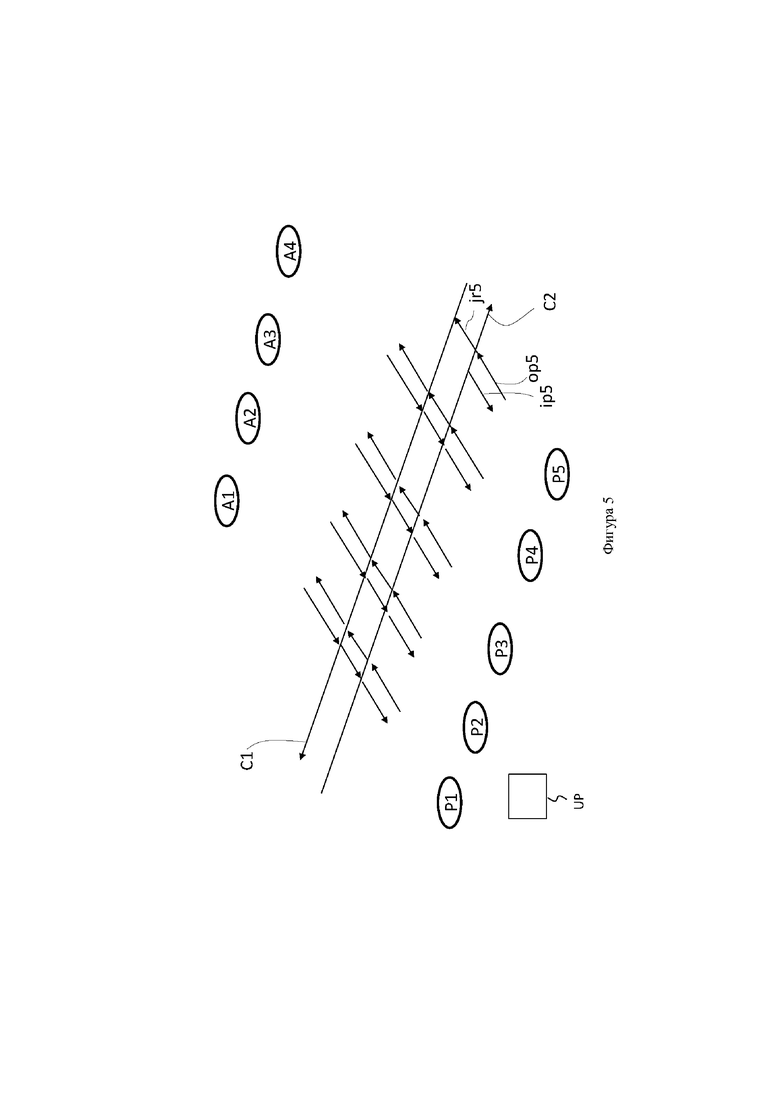
на фиг. 5 показан система транспортировки грузов согласно четвертому варианту осуществления изобретения (с четырьмя накопительными секциями и пятью подготовительными постами);
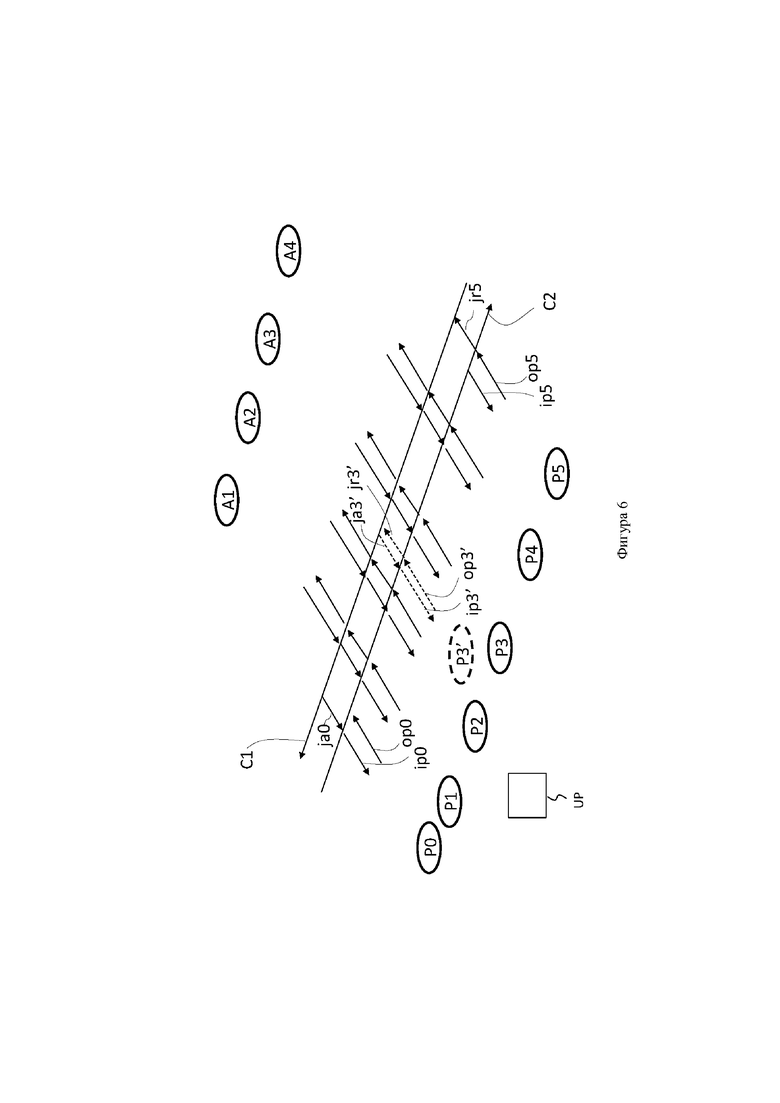
на фиг. 6 показана система транспортировки грузов согласно пятому варианту осуществления изобретения (с четырьмя накопительными секциями и семью подготовительными постами);
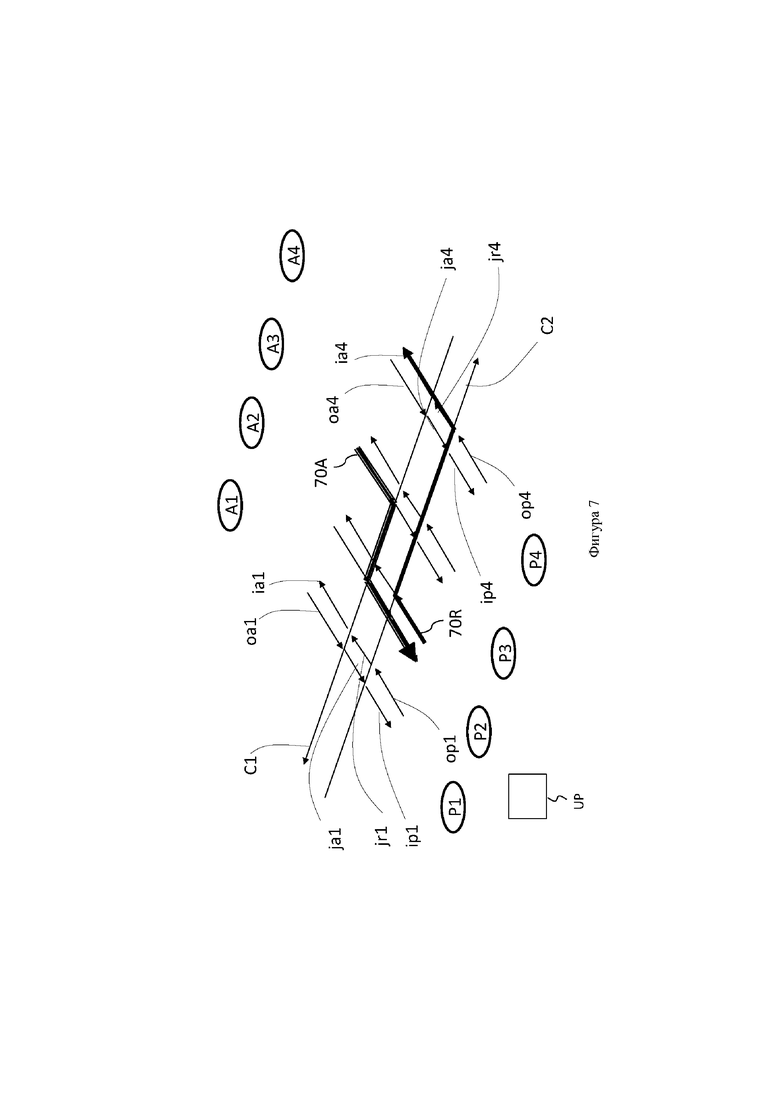
на фиг. 7 показан первый пример прямого и обратного путей для груза в контексте системы, показанной на фиг. 2;
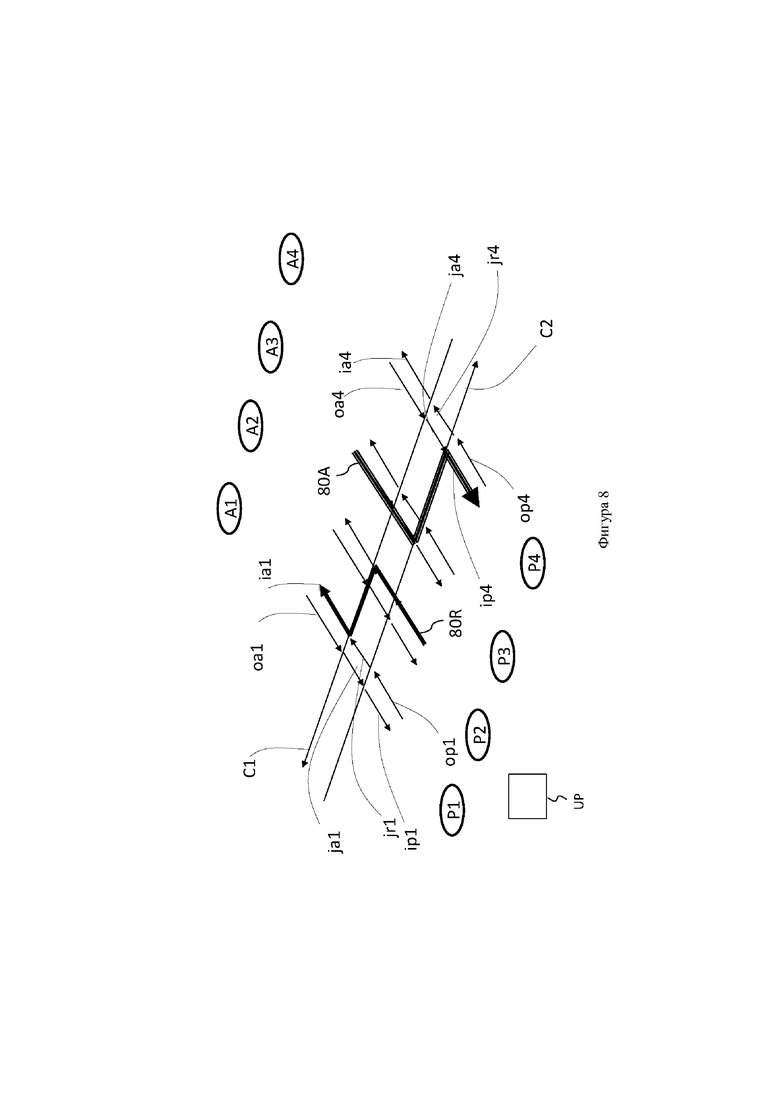
на фиг. 8 показан второй пример прямого и обратного путей для груза в контексте системы, показанной на фиг. 2;
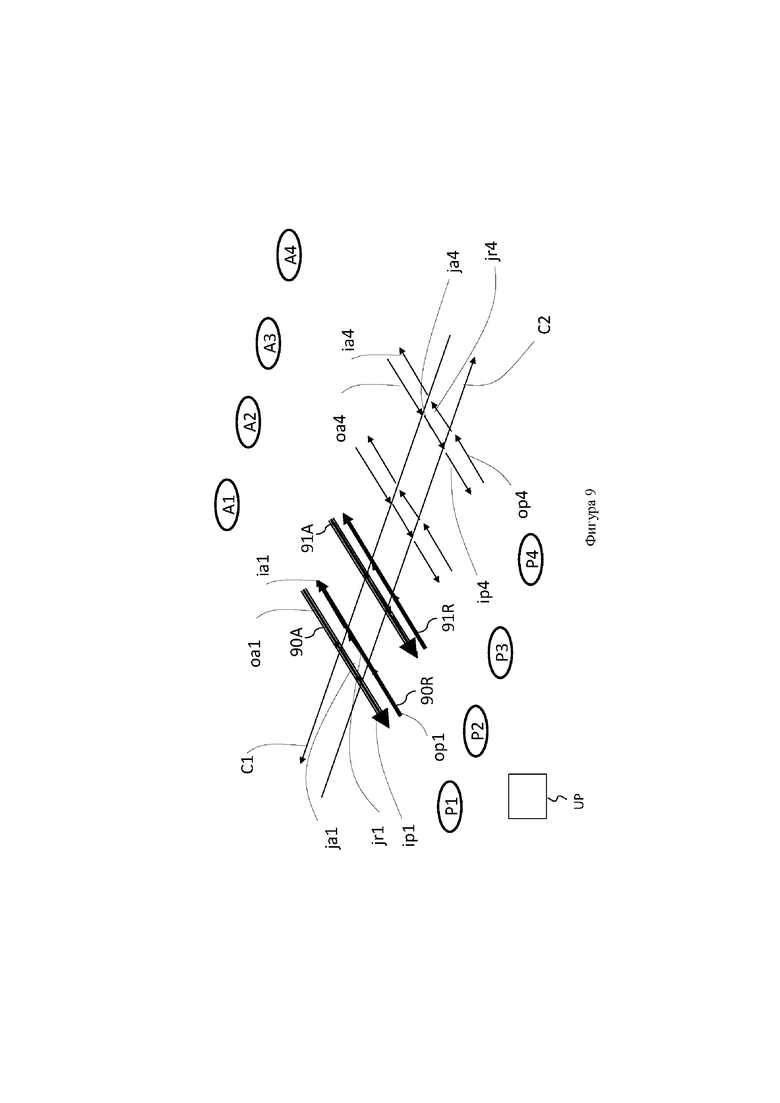
на фиг. 9 показан третий пример прямого и обратного путей для груза в контексте системы, показанной на фиг. 2;
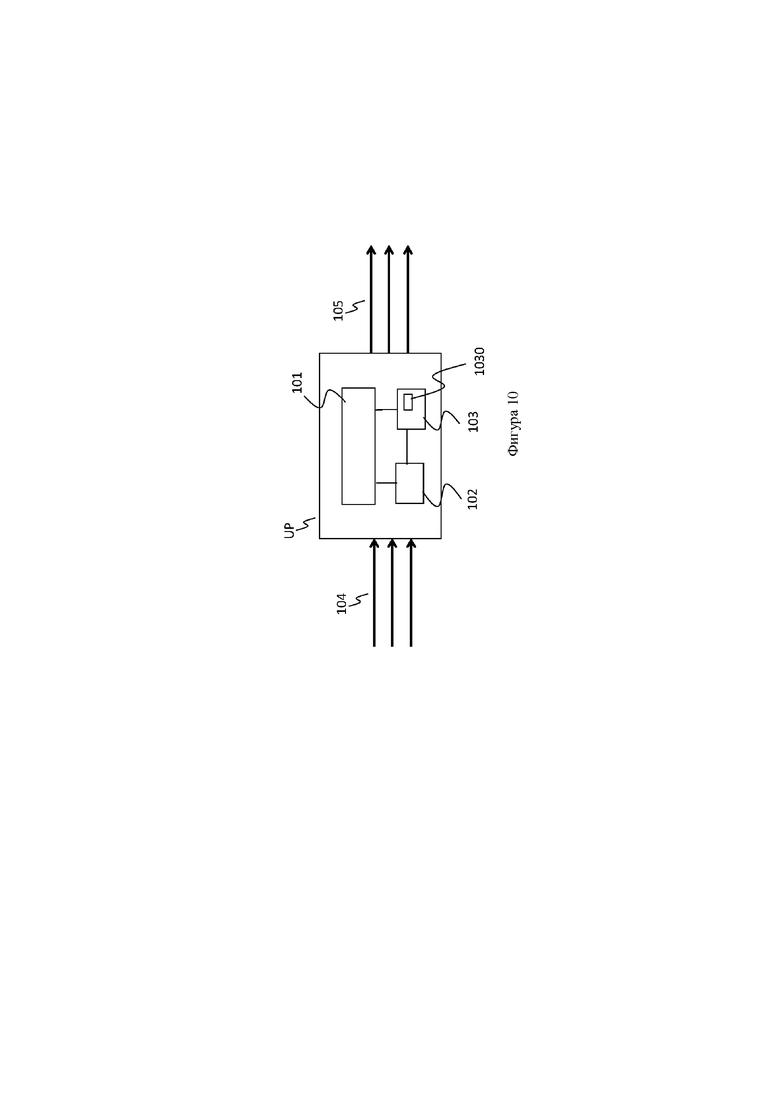
на фиг. 10 показан пример структуры блока управления согласно частному варианту осуществления изобретения.
Осуществление изобретения
На всех фигурах данного документа идентичные элементы или этапы имеют одинаковое цифровое обозначение.
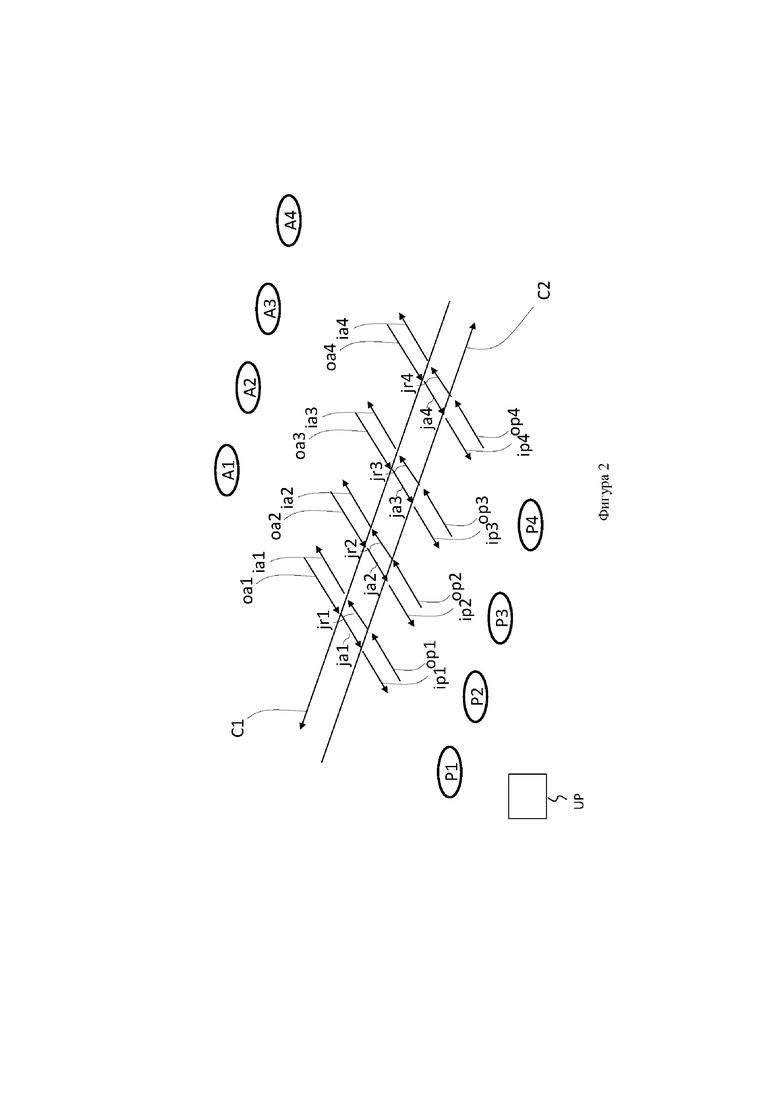
На фиг. 2 представлена система транспортировки грузов согласно первому варианту осуществления изобретения. Она выполнена с возможностью транспортировки грузов без упорядочения последовательности между N накопительными секциями А1-А4 (которые соответствуют, например, различным выходам рабочих проходов автоматизированного склада хранения/отгрузки) и М подготовительными постами Р1-Р4, где N=M=4. В версиях этого первого варианта осуществления N тоже равно М, но со значением N, отличным от четырех.
Как уже было указано выше, если необходимо осуществить упорядочение последовательности, предполагается, что каждый подготовительный пост оснащен для этого буферной системой накопления и упорядоченного распределения грузов (например, системой одного из типов, описанных в патентных заявках FR1563151 от 22 декабря 2015 года и FR1654863 от 30 мая 2016 года.
Система содержит два коллектора (то есть грузосборные конвейеры), множество конвейеров и блок управления. Все эти элементы будут подробно описаны ниже.
В целом, направление перемещения каждого коллектора или конвейера (то есть направление перемещения на нем грузов) показано на фигурах направлением стрелки, схематично отображающей этот коллектор или конвейер.
Один из коллекторов, называемый «первым коллектором», обозначен С1. Другой коллектор, называемый «вторым коллектором», обозначен C2. Они расположены в одной плоскости. Они являются прямолинейными и параллельными. Они имеют противоположные направления перемещения. На фиг. 2 направление перемещения первого коллектора C1 ориентировано справа налево, и направление перемещения второго коллектора C2 ориентировано слева направо. В дальнейшем тексте описания они будут называться «направлением SC1» и «направлением SC2».
Каждая накопительная секция А1-А4 соединена с первым коллектором С1 при помощи пары конвейеров, включающей в себя входной конвейер ia1-ia4 накопительной секции и выходной конвейер оа1-оа4 накопительной секции.
Каждый подготовительный пост Р1-Р4 соединен со вторым коллектором С2 при помощи пары конвейеров, включающей в себя входной конвейер iр1-iр4 подготовительного поста и выходной конвейер ор1-ор4 подготовительного поста.
Четыре накопительные секции А1-А4 и четыре подготовительных поста Р1-Р4 образуют четыре пары (А1, Р1), (А2, Р2), (А3, Р3), (А4, Р4), каждая из которых включает в себя одну накопительную секцию и один подготовительный пост, расположенные друг против друга с двух сторон от первого и второго коллекторов C1, C2. Для каждой из этих пар система содержит пару соединительных конвейеров, соединяющую между собой первый и второй коллекторы С1, С2 и включающую в себя:
- прямой соединительный конвейер ja1-ja4, имеющий направление перемещения от первого ко второму коллектору и линейно совмещенный с выходным конвейером оа1-оа4 накопительной секции и с входным конвейером ip1-ip4 подготовительного поста, связанными соответственно с накопительной секцией А1-А4 и с подготовительным постом Р1-Р4 соответствующей пары; и
- обратный соединительный конвейер jr1-jr4, имеющий направление перемещения от второго к первому коллектору и линейно совмещенный с входным конвейером iа1-iа4 накопительной секции и с выходным конвейером оp1-оp4 подготовительного поста, связанными соответственно с накопительной секцией А1-А4 и с подготовительным постом Р1-Р4 соответствующей пары.
Например, для пары (А1, Р1) система содержит следующую пару соединительных конвейеров:
- прямой соединительный конвейер ja1, линейно совмещенный с выходным конвейером оа1 накопительной секции и с входным конвейером ip1 подготовительного поста; и
- обратный соединительный конвейер jr1, линейно совмещенный с входным конвейером iа1 накопительной секции и с выходным конвейером оp1 подготовительного поста.
В варианте, для пары, включающей в себя одну накопительную секцию и один подготовительный пост, расположенные друг против друга с двух сторон от первого и второго коллекторов, прямой соединительный конвейер ja1-ja4 не совмещен линейно ни с выходным конвейером оа1-оа4 накопительной секции, ни с входным конвейером ip1-ip4 подготовительного поста, и обратный соединительный конвейер jr1-jr4 не совмещен линейно ни с входным конвейером iа1-iа4 накопительной секции, ни с выходным конвейером оp1-оp4 подготовительного поста.
В частном варианте осуществления, представленном на фиг. 2, входные конвейеры ia1-ia4 накопительной секции, выходные конвейеры оа1-оа4 накопительной секции, входные конвейеры ip1-ip4 подготовительного поста, выходные конвейеры ор1-ор4 подготовительного поста, прямые соединительные конвейеры ja1-ja4 и обратные соединительные конвейеры jr1-jr4 являются перпендикулярными к первому и второму коллекторам С1, С2.
Блок UP управления управляет описанными выше коллекторами и конвейерами для обеспечения подробно описанных ниже различных типов перемещений грузов:
- от накопительной секции к подготовительному посту;
- между двумя накопительными секциями;
- от подготовительного поста к накопительной секции;
- между двумя подготовительными постами.
Перемещение груза от накопительной секции к подготовительному посту
Рассмотрим случай груза, который должен быть доставлен:
- от накопительной секции Ai (при Ai ∈ {A1,A2,A3,A4}), соответствующий выходной конвейер oai которой (при oai ∈ {oa1,oa2,oa3,oa4}) соединен с первым коллектором С1 в первой точке соединения (обозначенной oai/C1, поскольку она находится на пересечении между oai и С1),
- на подготовительный пост Pj (при Pj ∈ {P1,P2,P3,P4}), соответствующий входной конвейер ipj которого (при ipj ∈ {ip1,ip2,ip3,ip4}) соединен со вторым коллектором С2 во второй точке соединения (обозначенной C2/ipj, поскольку она находится на пересечении между C2 и ipj).
В этом случае блок UP управления выполнен с возможностью управления первым и вторым коллекторами С1, С2, прямыми соединительными конвейерами ja1-ja4 и обратными соединительными конвейерами jr1-jr4 таким образом, чтобы между первой и второй точками соединения (oai/C1 и C2/ipi) направляемый груз проходил минимальное расстояние. Различают три следующие ситуации:
- случай 1: если накопительная секция Ai и подготовительный пост Pj расположены друг против друга с двух сторон от первого и второго коллекторов С1, С2, то наиболее короткий путь между первой и второй точками соединения (oai/C1 и C2/ipi) образован прямым соединительным конвейером jai (напротив накопительной секции Ai и подготовительного поста Pj). Это относится к каждому из двух прямых путей 90А и 91А, показанным двойной жирной линией на фиг. 9;
- случай 2: если накопительная секция Ai находится выше по потоку подготовительного поста Pj по направлению SC1, то наиболее короткий путь между первой и второй точками соединения (oai/C1 и C2/ipi) образован участком первого коллектора С1, за которым следует прямой соединительный конвейер jaj (напротив подготовительного поста Pj). Это относится к прямому пути 70А, показанному двойной жирной линией на фиг. 7;
- случай 3: если накопительная секция Ai находится ниже по потоку подготовительного поста Pj по направлению SC1, то наиболее короткий путь между первой и второй точками соединения (oai/C1 и C2/ipi) образован прямым соединительным конвейером jai (тем, который напротив накопительной секции Ai), за которым следует участок второго коллектора С2. Это относится к прямому пути 80А, показанному двойной жирной линией на фиг. 8.
Перемещение груза между двумя накопительными секциями
Рассмотрим случай груза, который должен быть доставлен:
- от первой накопительной секции Ai (при Ai ∈ {A1,A2,A3,A4}), соответствующий выходной конвейер oai которой (при oai ∈ {oa1,oa2,oa3,oa4}) соединен с первым коллектором С1 в первой точке соединения (обозначенной oai/C1, поскольку она находится на пересечении между oai и С1),
- во вторую накопительную секцию Aj, отличную от первой (при Аj∈ {А1,А2,А3,А4}), чей соответствующий входной конвейер iаj накопительной секции (при iаj ∈ {iа1,iа2,iа3,iа4}) соединен с первым коллектором С1 в третьей точке соединения (обозначенной C1/iаj, поскольку она находится на пересечении между C2 и iаj).
В этом случае блок UP управления выполнен с возможностью управления первым и вторым коллекторами С1, С2, прямыми соединительными конвейерами ja1-ja4 и обратными соединительными конвейерами jr1-jr4 таким образом, чтобы между первой и третьей точками соединения (oai/C1 и C1/iaj) направляемый груз проходил минимальное расстояние. Различают две следующие ситуации:
- случай 1: если первая накопительная секция Ai находится выше по потоку второй накопительной секции Aj по направлению SC1, то наиболее короткий путь между первой и третьей точками соединения (oai/C1 и C1/iaj) образован участком первого коллектора С1;
- случай 2: если первая накопительная секция Ai находится ниже по потоку второй накопительной секции Aj по направлению SC1, то наиболее короткий путь между первой и третьей точками соединения (oai/C1 и C1/iaj) образован прямым соединительным конвейером jai (напротив первой накопительной секции Ai), за которым следуют участок второго коллектора С2 и обратный соединительный конвейер jrj (напротив второй накопительной секции Аj).
Перемещение груза от подготовительного поста к накопительной секции
Рассмотрим случай груза, который должен быть доставлен:
- от подготовительного поста Pi’ (при Pi’ ∈ {P1,P2,P3,P4}), соответствующий выходной конвейер opi’ которого (при opi’ ∈ {op1,op2,op3,op4}) соединен со вторым коллектором С2 в четвертой точке соединения (обозначенной opi’/C2, поскольку она находится на пересечении между opi’ и C2),
- в накопительную секцию Aj’ (при Aj’ ∈ {A1,A2,A3,A4}), соответствующий входной конвейер iaj’ которой (при iaj’ ∈ {ia1,ia2,ia3,ia4}) соединен с первым коллектором С1 в пятой точке соединения (обозначенной C1/iaj’, поскольку она находится на пересечении между C1 и iaj’).
В этом случае блок UP управления выполнен с возможностью управления первым и вторым коллекторами С1, С2, прямыми соединительными конвейерами ja1-ja4 и обратными соединительными конвейерами jr1-jr4 таким образом, чтобы между четвертой и пятой точками соединения (opi’/C2 и C1/iaj’) направляемый груз проходил минимальное расстояние. Различают три следующие ситуации:
- случай 1: если накопительная секция Ai’ и подготовительный пост Pj’ расположены друг против друга с двух сторон от первого и второго коллекторов С1, С2, то наиболее короткий путь между четвертой и пятой точками соединения (opi’/C2 и C1/iaj’) образован обратным соединительным конвейером jri’ (напротив накопительной секции Ai’ и подготовительного поста Pj’). Это относится к каждому из двух обратных путей 90R и 91R, показанных одинарной жирной линией на фиг. 9;
- случай 2: если накопительная секция Ai’ находится выше по потоку подготовительного поста Pj’ по направлению SC1, то наиболее короткий путь между четвертой и пятой точками соединения (opi’/C2 и C1/iaj’) образован участком второго коллектора С2, за которым следует обратный соединительный конвейер jri’ (напротив накопительной секции Ai’). Это относится к обратному пути 70R, показанному одинарной жирной линией на фиг.7;
- случай 3: если накопительная секция Ai’ находится ниже по потоку подготовительного поста Pj’ по направлению SC1, то наиболее короткий путь между четвертой и пятой точками соединения (opi’/C2 и C1/iaj’) образован обратным соединительным конвейером jrj’ (напротив подготовительного поста Pj’), за которым следует участок первого коллектора С1. Это относится к обратному пути 80R, показанному одинарной жирной линией на фиг. 8.
Перемещение груза между двумя подготовительными постами
Рассмотрим случай груза, который должен быть доставлен:
- от первого подготовительного поста Pi (при Pi ∈ {P1,P2,P3,P4}), соответствующий выходной конвейер opi которого (при opi ∈ {op1,op2,op3,op4}) соединен со вторым коллектором С2 в четвертой точке соединения (обозначенной opi/C2, поскольку она находится на пересечении между opi и C2),
- на второй подготовительный пост Pj, отличный от первого (при Pj ∈ {P1,P2,P3,P4}), соответствующий входной конвейер ipj которого (при ipj ∈ {ip1,ip2,ip3,ip4}) соединен со вторым коллектором С2 в шестой точке соединения (обозначенной C2/ipj, поскольку она находится на пересечении между C2 и ipj).
В этом случае блок UP управления выполнен с возможностью управлять первым и вторым коллекторами С1, С2, прямыми соединительными конвейерами ja1-ja4 и обратными соединительными конвейерами jr1-jr4 таким образом, чтобы между четвертой и шестой точками соединения (oрi/C2 и C2/ipj) направляемый груз проходил минимальное расстояние. Различают две следующие ситуации:
- случай 1: если первый подготовительный пост Pi находится ниже по потоку второго подготовительного поста Pj по направлению SC1, то наиболее короткий путь между четвертой и пятой точками соединения (opi/C2 и C2/ipj) образован участком второго коллектора С2;
- случай 2: если первый подготовительный пост Pi находится ниже по потоку второго подготовительного поста Pj по направлению SC1, то наиболее короткий путь между четвертой и пятой точками соединения (opi/C2 и C2/ipj) образован обратным соединительным конвейером jri (напротив первого подготовительного поста Pi), за которым следуют участок первого коллектора С1 и прямой соединительный конвейер jaj (напротив второго подготовительного поста Pj).
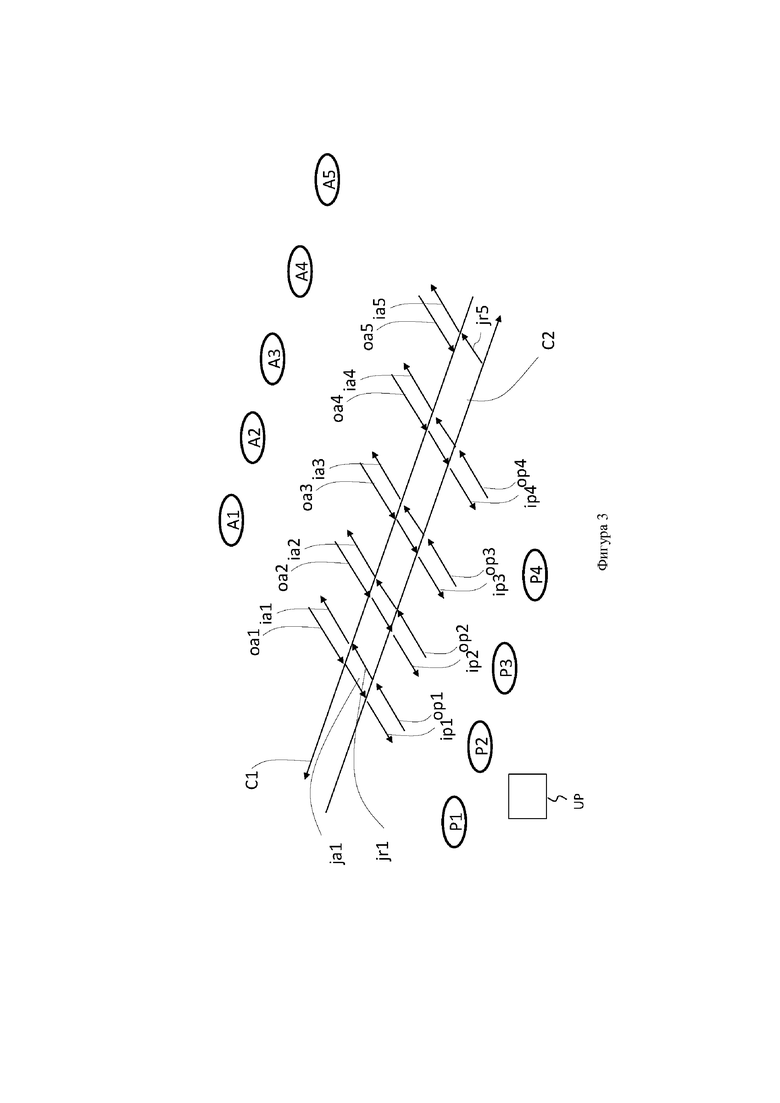
На фиг. 3 показана система транспортировки грузов согласно второму варианту осуществления изобретения, который отличается от первого (показанного на фиг. 2) тем, что содержит дополнительную накопительную секцию (не расположенную напротив подготовительного поста), обозначенную А5 и находящуюся выше по потоку накопительной секции А4 (первой другой накопительной секции, расположенной напротив подготовительного поста) по направлению SC1.
В этом случае система обеспечивает транспортировку грузов между N накопительными секциями и М подготовительными постами, где N=5 и М=4. Имеется К пар, каждая из которых включает в себя одну накопительную секцию и один подготовительный пост, расположенные друг против друга с двух сторон от первого и второго коллекторов, где К = min (N, M) = 4. Для каждой из К пар система содержит пару соединительных конвейеров (ja, jr).
Накопительная секция А5 соединена с первым коллектором С1 посредством пары конвейеров, включающую в себя входной конвейер ia5 накопительной секции и выходной конвейер оа5 накопительной секции. Для накопительной секции А5 система содержит только один соединительный конвейер, который является обратным соединительным конвейером jr5, соединяющим между собой первый и второй коллекторы С1, С2 в направлении от второго к первому коллектору. Этот обратный соединительный конвейер jr5 линейно совмещен с входным конвейером ia5 накопительной секции. Для накопления (обратный путь) обратный соединительный конвейер jr5 обеспечивает прохождение груза, поступающего от одного из подготовительных постов Р1-Р4, к накопительной секции А5. При отгрузке (прямой путь) из накопительной секции А5 работа является идентичной с работой, описанной выше со ссылками на фиг. 2, в случае накопительной секции Аi, находящейся выше по потоку подготовительного поста Pj по направлению SC1: наиболее короткий путь между точками соединения oai/C1 и C2/ipj образован участком первого коллектора С1, за которым следует прямой соединительный конвейер jaj (напротив подготовительного поста Pj).
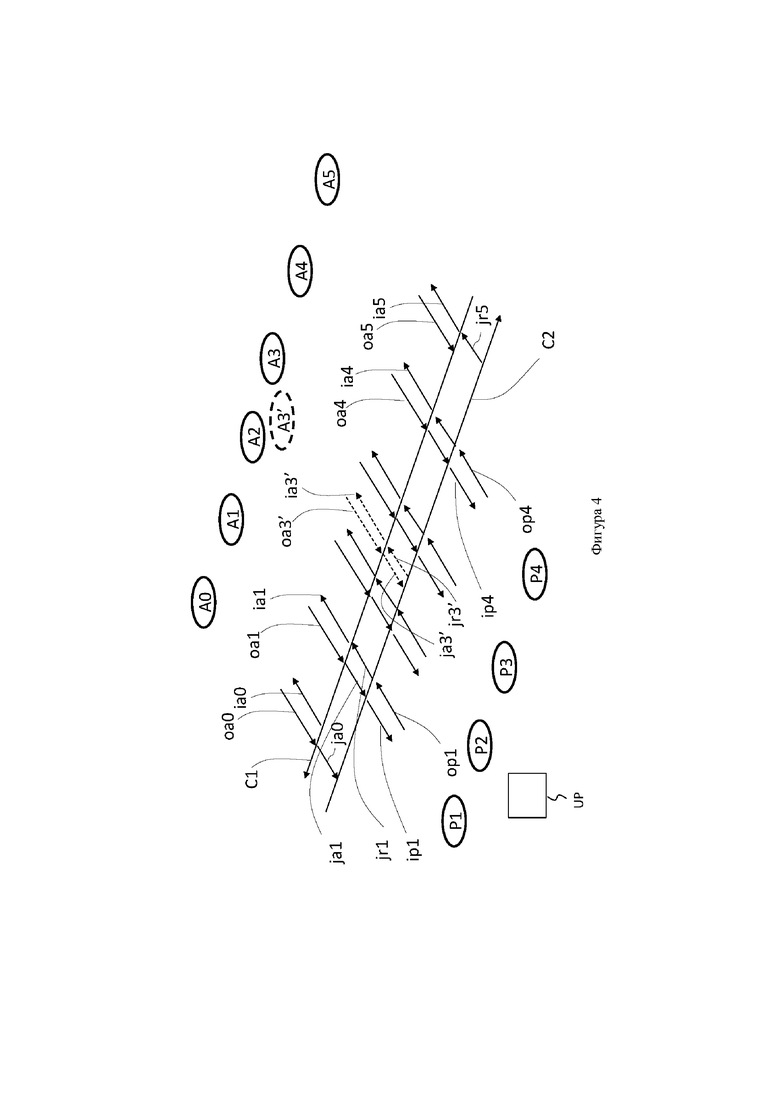
На фиг. 4 показана система транспортировки грузов согласно третьему варианту осуществления изобретения, который отличается от второго (показанного на фиг. 3) тем, что содержит две дополнительные накопительные секции (не расположенные напротив подготовительного поста):
- одна обозначена А0 и находится ниже по потоку накопительной секции А1 (последней другой накопительной секции, расположенной напротив подготовительного поста) по направлению SC1; и
- другая обозначена А3’ и находится между накопительными секциями А2 и А3 (и, в целом, между А1 и А4) по направлению SC1.
В этом случае система обеспечивает транспортировку грузов между N накопительными секциями и М подготовительными постами, где N=7 и М=4. Имеется К пар, каждая из которых включает в себя одну накопительную секцию и один подготовительный пост, расположенные друг против друга с двух сторон от первого и второго коллекторов, где К = min (N, M) = 4. Для каждой из К пар система содержит пару соединительных конвейеров (ja, jr).
Накопительная секция А0 соединена с первым коллектором С1 через пару конвейеров, включающую в себя входной конвейер ia0 накопительной секции и выходной конвейер оа0 накопительной секции. Для накопительной секции А0 система содержит только один соединительный конвейер, который является прямым соединительным конвейером jа0, соединяющим между собой первый и второй коллекторы С1, С2 в направлении от первого ко второму коллектору. Этот прямой соединительный конвейер jа0 линейно совмещен с выходным конвейером оa0 накопительной секции. При отгрузке (прямой путь) из накопительной секции А0 прямой соединительный конвейер ja0 позволяет грузу, поступающему из накопительной секции А0, проходить на один из подготовительных постов Р1-Р4. При накоплении (обратный путь) в накопительной секции А0 работа является идентичной с работой, описанной выше со ссылками на фиг. 2, в случае накопительной секции Аi’, находящейся ниже по потоку подготовительного поста Pj’ по направлению SC1: наиболее короткий путь между точками соединения opi’/C2 и C1/iaj’ образован обратным соединительным конвейером jrj’ (напротив подготовительного поста Pj’), за которым следует участок первого коллектора С1.
Накопительная секция А3’ соединена с первым коллектором С1 через пару конвейеров, включающую в себя входной конвейер ia3’ накопительной секции и выходной конвейер оа3’ накопительной секции. Для накопительной секции А3’ система содержит пару соединительных конвейеров (ja3’, jr3’), соединяющую между собой первый и второй коллекторы С1, С2 в противоположных направления перемещения и включающую в себя прямой соединительный конвейер ja3’, имеющий направление перемещения от первого ко второму коллектору и линейно совмещенный с выходным конвейером oa3’ накопительной секции, и обратный соединительный конвейер jr3’, имеющий направление перемещения от второго к первому коллектору и линейно совмещенный с входным конвейером ia3’ накопительной секции. При отгрузке (прямой путь) из накопительной секции А3’ можно применить случаи 2 и 3 для прямого пути, описанные выше со ссылками на фиг 2. Для накопления (обратный путь) в накопительной секции A3’ можно применить случаи 2 и 3 для обратного пути, описанные выше со ссылками на фиг. 2.
На фиг. 5 показана система транспортировки грузов согласно четвертому варианту осуществления изобретения, который отличается от первого (показанного на фиг. 2) тем, что имеется дополнительный подготовительный пост (не расположенный напротив накопительной секции), обозначенный Р5 и находящийся ниже по потоку подготовительного поста Р4 (последнего другого подготовительного поста, расположенного напротив накопительной секции) по направлению SC2.
В этом случае система обеспечивает транспортировку грузов между N накопительными секциями и М подготовительными постами, где N=4 и М=5. Она содержит К пар, каждая из которых включает в себя одну накопительную секцию и один подготовительный пост, расположенные друг против друга с двух сторон от первого и второго коллекторов, где К = min (N, M) = 4. Для каждой из К пар система содержит пару соединительных конвейеров (ja, jr).
Подготовительный пост А5 соединен со вторым коллектором С2 через пару конвейеров, включающую в себя входной конвейер ip5 подготовительного поста и выходной конвейер ор5 подготовительного поста. Для подготовительного поста Р5 система содержит только один соединительный конвейер, который является обратным соединительным конвейером jr5, соединяющим между собой первый и второй коллекторы С1, С2 в направлении от второго к первому коллектору. Этот обратный соединительный конвейер jr5 линейно совмещен с выходным конвейером ор5 подготовительного поста. При накоплении (обратный путь) обратный соединительный конвейер jr5 позволяет грузу, поступающему из подготовительного поста Р5, проходить в одну из накопительных секций А1-А4. При отгрузке (прямой путь) из одной из накопительных секций А1-А4 работа является идентичной с работой, описанной выше со ссылками на фиг. 2, в случае накопительной секции Аi, находящейся ниже по потоку подготовительного поста Pj по направлению SC1: наиболее короткий путь между точками соединения oаi/C1 и C2/iрj образован прямым соединительным конвейером jаj (напротив накопительной секции Ai), за которым следует участок второго коллектора С2.
На фиг. 6 показана система транспортировки грузов согласно пятому варианту осуществления изобретения, который отличается от четвертого (показанного на фиг. 5) тем, что содержит два дополнительных подготовительных поста (не расположенных напротив накопительной секции):
- один обозначен Р0 и находится выше по потоку подготовительного поста Р1 (первого другого подготовительного поста, расположенного напротив накопительной секции) по направлению SC2; и
- другой обозначен P3’ и находится между подготовительными постами Р2 и Р3 (и, в целом, между Р1 и Р4) по направлению SC2.
В этом случае система обеспечивает транспортировку грузов между N накопительными секциями и М подготовительными постами, где N=4 и М=7. Она содержит К пар, каждая из которых включает в себя одну накопительную секцию и один подготовительный пост, расположенные друг против друга с двух сторон от первого и второго коллекторов, где К = min (N, M) = 4. Для каждой из К пар система содержит пару соединительных конвейеров (ja, jr).
Подготовительный пост Р0 соединен с вторым коллектором С2 через пару конвейеров, включающую в себя входной конвейер ip0 подготовительного поста и выходной конвейер ор0 подготовительного поста. Для подготовительного поста Р0 система содержит только один соединительный конвейер, который является прямым соединительным конвейером jа0, соединяющим между собой первый и второй коллекторы С1, С2 в направлении от первого к второму коллектору. Этот прямой соединительный конвейер jа0 линейно совмещен с входным конвейером iр0 подготовительного поста. При отгрузке (прямой путь) прямой соединительный конвейер jа0 позволяет грузу, поступающему из одной из накопительных секций А1-А4, проходить на подготовительный пост Р0. При накоплении (обратный путь) от подготовительного поста Р0 к одной из накопительных секций А1-А4 работа является идентичной с работой, описанной выше со ссылками на фиг. 2, в случае накопительной секции Аi’, находящейся выше по потоку подготовительного поста Pj’ по направлению SC1: наиболее короткий путь между точками соединения opi’/C2 и C1/iaj’ сформирован участком второго коллектора С2, за которым следует обратный соединительный конвейер jri’ (напротив накопительной секции Ai’).
Подготовительный пост P3’ соединен со вторым коллектором С2 посредством пары конвейеров, включающей в себя входной конвейер ip3’ подготовительного поста и выходной конвейер ор3’ подготовительного поста. Для подготовительного поста Р3’ система содержит пару соединительных конвейеров (ja3’, jr3’), соединяющую между собой первый и второй коллекторы С1, С2 в противоположных направлениях перемещения и включающую в себя прямой соединительный конвейер ja3’, имеющий направление перемещения от первого ко второму коллектору и линейно совмещенный с входным конвейером ip3’ подготовительного поста, и обратный соединительный конвейер jr3’, имеющий направление перемещения от второго к первому коллектору и линейно совмещенный с выходным конвейером оp3’ подготовительного поста. При отгрузке (прямой путь) на подготовительный пост P3’ можно применить случаи 2 и 3 для прямого пути, описанные выше со ссылками на фиг. 2. При накоплении (обратный путь) из подготовительного поста P3’ можно применить случаи 2 и 3 для обратного пути, описанные выше со ссылками на фиг. 2.
На фиг. 10 представлен пример структуры вышеупомянутого блока UP управления согласно частному варианту осуществления изобретения. Блок UP управления содержит оперативную память 102 (например, память RAM), блок 101 обработки, содержащий, например, процессор и управляемый компьютерной программой 1030, записанной в постоянной памяти 103 (например, в памяти ROM или на жестком диске). В момент инициализации командные коды компьютерной программы загружаются, например, в оперативную память 102, после чего исполняются процессором блока 101 обработки. Блок 101 обработки получает входные сигналы 104, обрабатывает их и генерирует выходные сигналы 105.
Входные сигналы 104 содержат различные данные, связанные с работой общей системы (содержащей, в частности, накопительные секции, подготовительные посты, коллекторы, входные конвейеры накопительной секции, выходные конвейеры накопительной секции, входные конвейеры подготовительного поста, выходные конвейеры подготовительного поста, прямые соединительные конвейеры и обратные соединительные конвейеры), в частности, идентификаторы груза, считываемые (устройствами считывания, типа считывателя штрих-кода, считывателя этикетки RFID и т.д.) на грузах, когда они проходят в разных местах общей системы (например, на концах различных конвейеров).
Выходные сигналы 105 содержат различные контрольные данные для управления (контроля) устройствами общей системы, чтобы управлять движениями грузов в общей системе.
На этой фиг. 10 представлен лишь частный вариант реализации среди многих возможных вариантов. Действительно, блок UP управления может быть выполнен как на основе программируемой вычислительной машины (компьютер РС, процессор DSP или микроконтроллер), исполняющей программу, включающую в себя последовательность команд, или на основе специальной вычислительной машины (например, совокупность логических портов, такая как FPGA или ASIC, или любой другой аппаратный модуль). В случае, когда блок управления по меньшей мере частично выполнен на основе программируемой вычислительной машины, соответствующая программа (то есть последовательность команд) может храниться на съемном носителе информации (например, таком как дискета, CD-ROM или DVD-ROM) или несъемном носителе, причем этот носитель информации может частично или полностью считываться компьютером или процессором.
Понятно, что, не выходя за рамки настоящего изобретения, можно предусмотреть многие другие варианты осуществления, в частности, в зависимости от значений числа N накопительных секций и числа М подготовительных постов (как было описано выше в различных примерах, возможны три случая: N=M, N<M и N>M).
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ТРАНСПОРТИРОВКИ ГРУЗОВ МЕЖДУ МНОЖЕСТВОМ НАКОПИТЕЛЬНЫХ СЕКЦИЙ И МНОЖЕСТВОМ ПОДГОТОВИТЕЛЬНЫХ ПОСТОВ ЧЕРЕЗ СЕТЬ ПЕРЕМЕЩЕНИЯ ГРУЗОВ, РАСПРЕДЕЛЕННУЮ НА ДВУХ ГОРИЗОНТАЛЬНЫХ ПЛОСКОСТЯХ | 2018 |
|
RU2747814C1 |
| СИСТЕМА И СПОСОБ ЗАДАНИЯ ПОСЛЕДОВАТЕЛЬНОСТИ ДЛЯ ПО МЕНЬШЕЙ МЕРЕ ОДНОГО ПУНКТА ПОДГОТОВКИ | 2016 |
|
RU2689597C2 |
| Устройство для управления конвейерной системой | 1984 |
|
SU1240706A1 |
| Способ передачи штучных грузов | 1984 |
|
SU1244062A1 |
| Устройство для перегрузки штучных грузов | 1984 |
|
SU1244061A1 |
| Конвейерная система для доставки штучных грузов в пункты назначения | 1984 |
|
SU1244052A1 |
| СХЕМА ДЛЯ ПОВЫШЕНИЯ ПОСТОЯННОГО НАПРЯЖЕНИЯ | 1993 |
|
RU2037945C1 |
| СПОСОБ ЗАДАНИЯ ПОСЛЕДОВАТЕЛЬНОСТИ ДВИЖЕНИЯ ГРУЗОВ В АВТОМАТИЗИРОВАННОЙ СИСТЕМЕ РАСПРЕДЕЛЕНИЯ | 2017 |
|
RU2743124C2 |
| СПОСОБ СОРТИРОВКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2517225C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ГОРОДСКОЙ КОМПЛЕКС И АВТОМАТИЗИРОВАННАЯ ПОДЗЕМНАЯ СИСТЕМА АДРЕСНОЙ ДОСТАВКИ ГРУЗОВ | 2013 |
|
RU2526202C1 |
Система транспортировки грузов без упорядочения последовательности между накопительными секциями (А0-А5) и подготовительными постами (Р1-Р5) содержит: первый и второй коллекторы (С1, С2), расположенные в одной горизонтальной плоскости, параллельные и имеющие противоположные направления перемещения; для соединения каждой накопительной секции с первым коллектором - входной (ia) и выходной (oa) конвейеры накопительной секции; для соединения каждого подготовительного поста с вторым коллектором - входной (ip) и выходной (op) конвейеры подготовительного поста: по меньшей мере для пары, включающей в себя одну накопительную секцию и один подготовительный пост, расположенные друг против друга с двух сторон от первого и второго коллекторов, пару соединительных конвейеров, соединяющую между собой первый и второй коллекторы и включающую в себя прямой (ja) и обратный (jr) соединительные конвейеры, имеющие противоположные направления перемещения. Система позволяет свести к минимуму расстояния, проходимые грузами, и увеличить количество грузов, которые можно транспортировать одновременно. 13 з.п. ф-лы, 10 ил.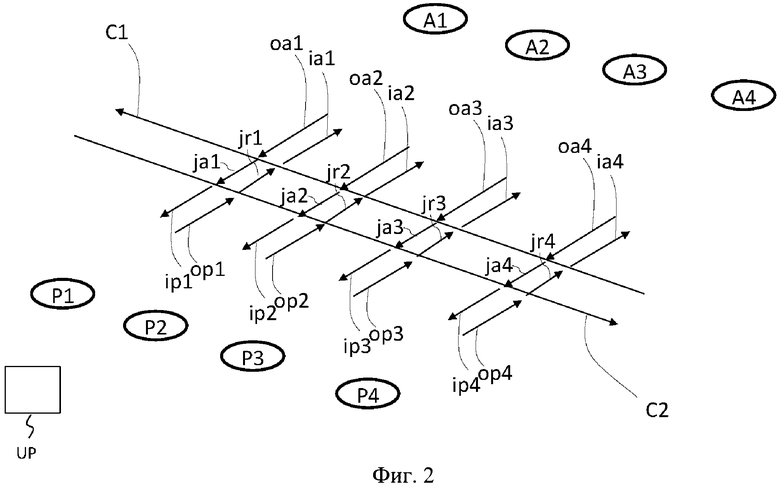
1. Система транспортировки грузов без упорядочения последовательности между множеством накопительных секций (А0-А5) и множеством подготовительных постов (Р1-Р5), отличающаяся тем, что содержит:
- первый и второй грузосборные конвейеры (С1, С2), расположенные в одной горизонтальной плоскости, параллельные, однонаправленные и имеющие противоположные направления перемещения;
- для соединения каждой накопительной секции с первым грузосборным конвейером (С1) - входной конвейер (ia) накопительной секции и выходной конвейер (oa) накопительной секции;
- для соединения каждого подготовительного поста со вторым грузосборным конвейером (С2) - входной конвейер (ip) подготовительного поста и выходной конвейер (op) подготовительного поста:
- по меньшей мере для первой пары, включающей в себя одну накопительную секцию и один подготовительный пост, расположенные друг против друга с двух сторон от первого и второго грузосборных конвейеров, - пару соединительных конвейеров, соединяющую между собой первый и второй грузосборные конвейеры и включающую в себя:
- прямой соединительный конвейер (ja), имеющий направление перемещения от первого ко второму грузосборному конвейеру; и
- обратный соединительный конвейер (jr), имеющий направление перемещения от второго к первому грузосборному конвейеру.
2. Система по п. 1, отличающаяся тем, что прямой соединительный конвейер (ja) линейно совмещен с выходным конвейером (oa) накопительной секции и с входным конвейером (ip) подготовительного поста, связанными соответственно с накопительной секцией и с подготовительным постом указанной по меньшей мере одной пары, при этом обратный соединительный конвейер (jr) линейно совмещен с входным конвейером (ia) накопительной секции и с выходным конвейером (op) подготовительного поста, связанными соответственно с накопительной секцией и с подготовительным постом указанной по меньшей мере одной пары.
3. Система по пп. 1 или 2, отличающаяся тем, что входные конвейеры (ia) накопительной секции, выходные конвейеры (oa) накопительной секции, входные конвейеры (ip) подготовительного поста, выходные конвейеры (op) подготовительного поста, прямые соединительные конвейеры (ja) и обратные соединительные конвейеры (jr) являются перпендикулярными к первому и второму грузосборным конвейерам (C1, C2).
4. Система по любому из пп. 1-3, содержащая для транспортировки грузов между N накопительных секций и М подготовительных постов К пар, каждая из которых включает в себя расположенные друг против друга одну накопительную секцию и один подготовительный пост с двух сторон от первого и второго грузосборных конвейеров, где К = min (N, M), отличающаяся тем, что содержит пару соединительных конвейеров для каждой из К пар.
5. Система по любому из пп. 1-4, в которой данный груз подлежит доставке:
- от данной накопительной секции, соответствующий выходной конвейер (оа) которой соединен с первым грузосборным конвейером (С1) в первой точке соединения,
- на данный подготовительный пост, соответствующий входной конвейер (ip) которого соединен со вторым грузосборным конвейером (С2) во второй точке соединения,
отличающаяся тем, что содержит блок управления грузосборными конвейерами (С1, С2) и соединительными конвейерами (ja, jr) указанной системы, при этом указанный блок управления выполнен так, чтобы между первой и второй точками соединения данный груз перемещался, проходя минимальное расстояние:
- через прямой соединительный конвейер, расположенный между данной накопительной секцией и данным подготовительным постом, если данная накопительная секция и данный подготовительный пост расположены друг против друга;
- через участок первого грузосборного конвейера и прямой соединительный конвейер, расположенный напротив данного подготовительного поста, если данная накопительная секция находится выше по потоку данного подготовительного поста по направлению перемещения первого грузосборного конвейера;
- через прямой соединительный конвейер, расположенный напротив данной накопительной секции, и участок второго грузосборного конвейера, если данная накопительная секция находится ниже по потоку данного подготовительного поста по направлению перемещения первого грузосборного конвейера.
6. Система по любому из пп. 1-4, в которой данный груз подлежит доставке:
- от данной первой накопительной секции, соответствующий выходной конвейер (оа) которой соединен с первым грузосборным конвейером (С1) в первой точке соединения,
- в данную вторую накопительную секцию, соответствующий входной конвейер (ia) которой соединен с первым грузосборным конвейером (С1) в третьей точке соединения,
отличающаяся тем, что содержит блок управления грузосборными конвейерами (С1, С2) и соединительными конвейерами (ja, jr) указанной системы, при этом указанный блок управления выполнен так, чтобы между первой и третьей точками соединения данный груз перемещался, проходя минимальное расстояние:
- через участок первого грузосборного конвейера, если данная первая накопительная секция находится выше по потоку данной второй накопительной секции по направлению перемещения первого грузосборного конвейера;
- через прямой соединительный конвейер, расположенный напротив данной первой накопительной секции, участок второго грузосборного конвейера и обратный соединительный конвейер, расположенный напротив данной второй накопительной секции, если данная первая накопительная секция находится ниже по потоку данной второй накопительной секции по направлению перемещения первого грузосборного конвейера.
7. Система по любому из пп. 1-4, в которой данный груз подлежит доставке:
- от данного подготовительного поста, соответствующий выходной конвейер (ор) которого соединен с вторым грузосборным конвейером (С2) в четвертой точке соединения,
- в данную накопительную секцию, соответствующий входной конвейер (ia) которой соединен с первым грузосборным конвейером (С1) в пятой точке соединения,
отличающаяся тем, что содержит блок управления грузосборными конвейерами (С1, С2) и соединительными конвейерами (ja, jr) указанной системы, при этом указанный блок управления выполнен так, чтобы между четвертой и пятой точками соединения данный груз перемещался, проходя минимальное расстояние:
- через обратный соединительный конвейер, расположенный между данным подготовительным постом и данной накопительной секцией, если данная накопительная секция и данный подготовительный пост расположены друг против друга;
- через участок второго грузосборного конвейера и обратный соединительный конвейер, расположенный напротив данной накопительной секции, если данная накопительная секция находится выше по потоку данного подготовительного поста по направлению перемещения первого грузосборного конвейера;
- через обратный соединительный конвейер, расположенный напротив данного подготовительного поста, и участок первого грузосборного конвейера, если данная накопительная секция находится ниже по потоку данного подготовительного поста по направлению перемещения первого грузосборного конвейера.
8. Система по любому из пп. 1-4, в которой данный груз подлежит доставке:
- от данного первого подготовительного поста, соответствующий выходной конвейер (ор) которого соединен с вторым грузосборным конвейером (С2) в четвертой точке соединения,
- на данный второй подготовительный пост, соответствующий входной конвейер (ip) которого соединен со вторым грузосборным конвейером (С2) в шестой точке соединения,
отличающаяся тем, что содержит блок управления грузосборными конвейерами (С1, С2) и соединительными конвейерами (ja, jr) указанной системы, при этом указанный блок управления выполнен так, чтобы между четвертой и шестой точками соединения данный груз перемещался, проходя минимальное расстояние:
- через участок второго грузосборного конвейера, если данный первый подготовительный пост находится ниже по потоку данного второго подготовительного поста по направлению перемещения первого грузосборного конвейера;
- через обратный соединительный конвейер, расположенный напротив данного первого подготовительного поста, участок первого грузосборного конвейера и прямой соединительный конвейер, расположенный напротив данного второго подготовительного поста, если данный первый подготовительный пост находится выше по потоку данного второго подготовительного поста по направлению перемещения первого грузосборного конвейера.
9. Система по любому из пп. 1-8, отличающаяся тем, что по меньшей мере для одной накопительной секции, не расположенной напротив подготовительного поста и находящейся по направлению перемещения первого грузосборного конвейера (С1) выше по потоку первой другой накопительной секции, расположенной напротив подготовительного поста, система содержит единственный соединительный конвейер, который является обратным соединительным конвейером (jr), соединяющим между собой первый и второй грузосборные конвейеры в направлении от второго к первому грузосборному конвейеру, и который предпочтительно линейно совмещен с входным конвейером (ia) накопительной секции, связанным с указанной по меньшей мере одной накопительной секцией.
10. Система по любому из пп. 1-9, отличающаяся тем, что по меньшей мере для одной накопительной секции, не расположенной напротив подготовительного поста и находящейся по направлению перемещения первого грузосборного конвейера (С1) ниже по потоку последней другой накопительной секции, расположенной напротив подготовительного поста, система содержит только один соединительный конвейер, который является прямым соединительным конвейером (jа), соединяющим между собой первый и второй грузосборные конвейеры в направлении от первого ко второму грузосборному конвейеру, и который предпочтительно линейно совмещен с выходным конвейером (оа) накопительной секции, связанным с указанной по меньшей мере одной накопительной секцией.
11. Система по любому из пп. 1-10, отличающаяся тем, что по меньшей мере для одной накопительной секции, не расположенной напротив подготовительного поста и находящейся по направлению перемещения первого грузосборного конвейера (С1) между двумя другими накопительными секциями, каждая из которых расположена напротив подготовительного поста, система содержит пару соединительных конвейеров, соединяющую между собой первый и второй грузосборные конвейеры в противоположных направлениях перемещения и содержащую прямой соединительный конвейер (jа), имеющий направление перемещения от первого ко второму грузосборному конвейеру и предпочтительно линейно совмещенный с выходным конвейером (оа) накопительной секции, связанным с указанной по меньшей мере одной накопительной секцией, и обратный соединительный конвейер (jr), имеющий направление перемещения от второго к первому грузосборному конвейеру и предпочтительно линейно совмещенный с входным конвейером (ia) накопительной секции, связанным с указанной по меньшей мере одной накопительной секцией.
12. Система по любому из пп. 1-11, отличающаяся тем, что по меньшей мере для одного подготовительного поста, не расположенного напротив накопительной секции и находящегося по направлению перемещения второго грузосборного конвейера (С2) выше по потоку первого другого подготовительного поста, расположенного напротив накопительной секции, система содержит только один соединительный конвейер, который является прямым соединительным конвейером (ja), соединяющим между собой первый и второй грузосборные конвейеры в направлении от первого ко второму грузосборному конвейеру, и который предпочтительно линейно совмещен с входным конвейером (ip) подготовительного поста, связанным с указанным по меньшей мере одним подготовительным постом.
13. Система по любому из пп. 1-12, отличающаяся тем, что по меньшей мере для одного подготовительного поста, не расположенного напротив накопительной секции и находящегося по направлению перемещения второго грузосборного конвейера (C2) ниже по потоку последнего другого подготовительного поста, расположенного напротив накопительной секции, система содержит только один соединительный конвейер, который является обратным соединительным конвейером (jr), соединяющим между собой первый и второй грузосборные конвейеры в направлении от второго к первому грузосборному конвейеру, и который предпочтительно линейно совмещен с выходным конвейером (op) подготовительного поста, связанным с указанным по меньшей мере одним подготовительным постом.
14. Система по любому из пп. 1-13, отличающаяся тем, что по меньшей мере для одного подготовительного поста, не расположенного напротив накопительной секции и находящегося по направлению перемещения второго грузосборного конвейера (C2) между двумя другими подготовительными постами, каждый из которых расположен напротив накопительной секции, система содержит пару соединительных конвейеров, соединяющую между собой первый и второй грузосборные конвейеры в противоположных направлениях перемещения и содержащую прямой соединительный конвейер (ja), имеющий направление перемещения от первого ко второму грузосборному конвейеру и предпочтительно линейно совмещенный с входным конвейером (ip) подготовительного поста, связанным с указанным по меньшей мере одним подготовительным постом, и обратный соединительный конвейер (jr), имеющий направление перемещения от второго к первому грузосборному конвейеру и предпочтительно линейно совмещенный с выходным конвейером (op) подготовительного поста, связанным с указанным по меньшей мере одним подготовительным постом.
| EP 1029811 В1, 07.05.2003 | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| DE 102005045971 A1, 05.04.2007. | |||

