Область техники, к которой относится настоящее изобретение
[0001] Настоящее изобретение относится к полировальной подушке и способу ее получения, а также к способу получения полированного изделия.
Предшествующий уровень техники настоящего изобретения
[0002] В последнее время в качестве материалов для изготовления силовых полупроводниковых элементов следующего поколения стали привлекать внимание такие материалы, как карбид кремния (SiC), нитрид галлия (GaN), алмаз (С), сапфир (Аl2О3) и нитрид алюминия (AlN), которые представляют собой полупроводники с широкой запрещенной зоной. К примеру, карбид кремния (SiC) обладает отличными физическими свойствами, например, шириной запрещенной зоны, которая в три раза превышает аналогичный показатель кремниевых (Si) полупроводников, и напряженностью поля при пробое, которая примерно в семь раз выше аналогичного показателя кремниевых (Si) полупроводников; а также великолепно проявляет себя при работе в условиях высоких температур, имеет небольшие размеры и характеризуется высокой энергоэффективностью в сравнении с используемыми в настоящее время полупроводниками на основе кремния. Кроме того, в электронном оборудовании, где используются оптические элементы, такие как компоненты высокопроизводительных излучателей, все чаще стали применяться сапфировые пластины, что обусловлено их химической устойчивостью, оптическими характеристиками (прозрачностью), механической прочностью, тепловыми свойствами (удельной теплопроводностью) и пр. Для того чтобы такие силовые приборы действительно получили широкое распространение, прилагаются усилия по увеличению диаметра подложки и наращиванию их серийного производства; при этом также приобретает повышенное значение технология обработки подложек.
[0003] При использовании такой технологии обработки цилиндрический монокристалл (выращенный кристалл), предназначенный для использования в полупроводниковых пластинах, разрезается на части, в результате чего получается тонкий диск, например, кремния (Si). Затем поверхность дискообразного монокристалла, полученного в результате нарезки, сглаживается до плоского состояния, во-первых, путем выполнения первичной шлифовки (грубой шлифовки) и вторичной шлифовки (чистовой шлифовки) с использованием шлифовальной плиты с целью предварительного устранения шероховатости поверхности. После этого выполняется первичная полировка (грубая полировка) и вторичная полировка (чистовая полировка) для улучшения плоскостности поверхности дискообразного монокристалла, полученного при нарезке, и устранения мелких царапин на поверхности с целью ее отделки до зеркального блеска.
[0004] При обработке кремниевой полупроводниковой пластины стандартного типа или иной пластины подобного рода традиционно используется ткань для полировки полупроводниковых пластин, в которой лист войлокообразного волокнистого материала пропитан термопластичной полиуретановой смолой, полировальная подушка из экспандированного полиуретана и тому подобное (см., например, Патентную литературу 1). Кроме того, известна технология шлифовальной обработки твердых материалов, таких как SiC, твердость которых намного превышает твердость Si, в частности, шлифовальная обработка, при которой используется металлическое выравнивающее устройство, выполненное из меди, олова и прочих материалов подобного рода; при этом выравнивающее устройство используется в сочетании с алмазными абразивными зернами (что также называется «алмазной доводкой».) (см., например, Патентную литературу 2).
[0005] В качестве конкретного способа первичной полировки (грубой полировки) и вторичной полировки (чистовой полировки) обычно используется химико-механическое полирование (СМР). В качестве полировальных подушек для СМР используется, например, пропитанный смолой нетканый материал и экспандированный полиуретан (см., например, Патентную литературу 3); при этом полировальная подушка выполнена таким образом, что один конец каждого из множества тканевых элементов, скрепленных смолой, выходит на полировальную поверхность, где полируется объект, подлежащий обработке (см., например, Патентную литературу 4).
Список патентной литературы
[0006] Патентная литература 1: Патент Японии №Н05-8178, выложенный для всеобщего ознакомления;
Патентная литература 2: Патент Японии №2007-61961, выложенный для всеобщего ознакомления;
Патентная литература 3: Патент Японии №2001-205555, выложенный для всеобщего ознакомления;
Патентная литература 4: Патент Японии №2015-221462, выложенный для всеобщего ознакомления.
Краткое раскрытие настоящего изобретения
Техническая задача
[0007] Однако металлическое выравнивающее устройство много весит, и поэтому им сложно управлять. Более того, ему присущ следующий недостаток: на его техническое обслуживание после использования, например, на уход за поверхностью выравнивающего устройства, в которую вделаны алмазные абразивные зерна, затрачивается много усилий. Кроме того, когда для обработки SiC или иного материала подобного рода используется полировочная ткань стандартного типа, которая применяется для полирования Si, эта ткань создает проблему, связанную с низкой скоростью шлифовки и непригодностью для практического использования. Более того, сапфир, наряду с SiC, характеризуется модифицированной твердостью по Моосу, следующей за твердостью алмаза и SiC; при этом он обладает высокой стойкостью к химическим веществам и сложно поддается обработке. Следовательно, существует потребность в шлифовальном материале с высоким показателем пригодности к манипулированию, а также обеспечивающим высокую скорость шлифовки при шлифовальной обработке материала, такого как предполагаемый материал силовых полупроводниковых элементов следующего поколения, в частности, высокотвердый материал, сложно поддающийся обработке, помимо кремниевой полупроводниковой пластины стандартного типа или иного материала подобного рода.
[0008] Пропитанный смолой нетканый материал и экспандированный полиуретан, описанные в патентной литературе 3, характеризуются недостатком, который проявляется в низкой скорости полирования при полировальной обработке материала, такого как предполагаемый материал силовых полупроводниковых элементов следующего поколения, в частности, высокотвердый материал, сложно поддающийся обработке. Более того, пропитанный смолой нетканый материал обладает недостатком, который заключается в низком качестве его поверхности, поскольку основой этого материала является нетканое полотно, состоящее из коротких волокон, и поэтому в ткани образуется меньше сплетений, вследствие чего в процессе полирования ткань распускается, образуя царапины на заготовке (полируемой заготовке).
[0009] Полировальная подушка для химико-механического полирования, раскрытая в патентной литературе 4, также обладает недостатком, состоящим в низком качестве ее поверхности, поскольку в ней отсутствуют сплетения ткани, что способствует ее более быстрому распусканию в сравнении с нетканым полотном, вследствие чего поверхность полируется неравномерно, а также образуются царапины на заготовке.
[0010] Настоящее изобретения было разработано с учетом указанных обстоятельств, и его цель состоит в том, чтобы предложить полировальную подушку, обеспечивающую высокую скорость полирования и высокое качество поверхности полируемой заготовки, а также способ получения полировальной подушки и способ получения полированного изделия с использованием полировальной подушки согласно настоящему изобретению. В контексте настоящего документа полировальная подушка согласно заявленному изобретению может быть использована для первичной шлифовки (грубой шлифовки), вторичной шлифовки (чистовой шлифовки), первичной полировки (грубой полировки), вторичной полировки (чистовой полировки) и любой иной обработки (что все вместе также называется просто «полировкой»), удваивая тем самым множество таких процессов шлифовки и полировки. Кроме того, в тех случаях, когда термин «скорость полирования» используется без каких-либо ограничений в плане проведения различий между первичной шлифовкой, вторичной шлифовкой, первичной полировкой и вторичной полировкой, указанный термин также включает в себя «скорость шлифовки».
Решение задачи
[0011] Для решения указанных задач авторы настоящего изобретения провели тщательные исследования. В результате авторы изобретения пришли к выводу, что указанные задачи могут быть решены за счет полировальной подушки, содержащей основу, трикотажное полотно которой разрезается (отрезается) вдоль своей поверхности, благодаря чему обеспечивается доработка настоящего изобретения.
[0012] Иначе говоря, настоящее изобретение может быть описано следующим образом:
1. Полировальная подушка, содержащая: трикотажное полотно, полученное методом основовязания или уточного вязания; и смолу, которой пропитано указанное трикотажное полотно; при этом:
полировальная подушка характеризуется поперечным разрезом вдоль поверхности трикотажного полотна, выступающей в качестве полировальной поверхности.
2. Полировальная подушка по п. 1, в которой ткань, составляющая трикотажное полотно, по меньшей мере, частично является пряжей ложного кручения.
3. Полировальная подушка по п. 1 или 2, в которой:
смола состоит из первой смолы и второй смолы, отличной от первой смолы; а вторая смола является продуктом реакции уретанового преполимера, содержащего эквивалент NCO-группы (изоцианатной группы), равный 450 или меньше, и отвердителя.
4. Полировальная подушка по любому из предшествующих пунктов 1-3, в которой:
смола состоит из первой смолы и второй смолы, отличной от первой смолы; а содержание трикотажного полотна составляет 30-60% по массе от общего объема трикотажного полотна, первой смолы и второй смолы.
5. Полировальная подушка по любому из предшествующих пунктов 1-4, в которой среднечисловой диаметр одиночной пряжи трикотажного полотна составляет 3-30 мкм.
6. Полировальная подушка по любому из предшествующих пунктов 1-5, в которой тонина одиночной пряжи трикотажного полотна составляет 0,1-10 дтекс.
7. Полировальная подушка по любому из предшествующих пунктов 1-6, характеризующаяся модулем сжатия 0,5-20%.
8. Полировальная подушка по любому из предшествующих пунктов 1-7, характеризующаяся модулем упругости при сжатии 50-98%.
9. Полировальная подушка по любому из предшествующих пунктов 1-8, характеризующаяся твердостью 50-98% по шкале А.
10. Полировальная подушка по любому из предшествующих пунктов 1-9, характеризующаяся толщиной 0,5-5,0 мм.
11. Полировальная подушка по любому из предшествующих пунктов 1-10, в которой трикотажное полотно выполнено из трикотажной пряжи, состоящей из двух или более параллельно расположенных волокон, которые характеризуются разной температурой плавления и ориентированы параллельно друг другу.
12. Полировальная подушка по п. 11, в которой трикотажная пряжа, образующая лицевую и заднюю поверхности трикотажного полотна, представляет собой трикотажную пряжу с параллельно расположенными волокнами.
13. Полировальная подушка по п. 11 или 12, в которой температура плавления волокна с самой низкой температурой плавления из числа двух или более волокон, характеризующихся разной температурой плавления, составляет 50-180°С.
14. Полировальная подушка по любому из предшествующих пунктов 11-13, в которой температура плавления волокна с самой высокой температурой плавления из числа двух или более волокон, характеризующихся разной температурой плавления, составляет 200-400°С.
15. Способ получения полировальной подушки, включающий в себя:
стадию первичной пропитки, предусматривающую пропитку трикотажного полотна, полученного методом основовязания или уточного вязания, раствором смолы, содержащим первую смолу, и выполнение жидкостной коагуляции для получения в результате пропитанного смолой трикотажного полотна;
стадию погружения, предусматривающую погружение пропитанного смолой трикотажного полотна в иммерсионную жидкость, содержащую растворитель, в котором растворима первая смола;
стадию резки, предусматривающую по завершении стадии погружения резку пропитанного смолой трикотажного полотна вдоль поверхности трикотажного полотна; и
стадию вторичной пропитки, предусматривающую по завершении стадии резки пропитку пропитанного смолой трикотажного полотна раствором, содержащим уретановый преполимер с эквивалентом NCO-группы, равным 450 или меньше, и отвердитель.
16. Способ получения полировальной подушки по п. 15, в котором:
в качестве трикотажного полотна используется трикотажное полотно, полученное методом основовязания или уточного вязания и содержащее трикотажную пряжу с двумя или более параллельно расположенными волокнами, которые характеризуются разной температурой плавления и ориентированы параллельно друг другу; и
указанный способ дополнительно включает в себя стадию отверждения при нагревании, предусматривающую нагрев при температуре, которая равна температуре размягчения или превышает ее, и которая меньше температуры плавления волокна с самой низкой температурой плавления из числа двух или более волокон, характеризующихся разной температурой плавления; причем эта стадия выполняется перед стадией первичной пропитки.
17. Способ получения полировальной подушки по п. 15 или 16, в котором первая смола растворима в одном или более веществе из группы, включающей в себя N,N-диметилформальдегид, диметилацетамид, метилэтилкетон и диметилсульфоксид.
18. Способ получения полировальной подушки по любому из предшествующих пунктов 15-17, в котором растворитель представляет собой один или более растворитель, выбранный из группы, включающей в себя N,N-диметилформальдегид, диметилацетамид, метилэтилкетон и диметилсульфоксид.
19. Способ получения полированного изделия, включающий в себя:
стадию полировки, предусматривающую полирование полируемой заготовки с использованием полировальной подушки по любому из предшествующих пунктов 1-14.
Полезный эффект настоящего изобретения
[0013] Настоящим изобретением предложена полировальная подушка, обеспечивающая высокую скорость полирования и высокое качество поверхности получаемой в итоге полируемой заготовки, а также способ получения полировальной подушки и способ получения полированного изделия с использованием полировальной подушки.
Краткое описание фигур
[0014] [Фиг.1]
На фиг. 1 представлены схематические изображения, иллюстрирующие стадию резки в рамках способа получения полировальной подушки согласно настоящему изобретению.
Подробное раскрытие вариантов осуществления настоящего изобретения
[0015] Ниже будет подробно описан один из вариантов осуществления настоящего изобретения (также называемый в настоящем документе просто «вариант»), при необходимости, в привязке к прилагаемым чертежам. Кроме того, взаимное расположение элементов по вертикали, горизонтали и в иных направлениях основано на взаимном расположении элементов, проиллюстрированном на чертежах, если специально не указано иное. Более того, соотношение размеров на чертежах не ограничено показанным соотношением. В этом варианте осуществления настоящего изобретения термин «волокно» обозначает нить (комплексную нить), состоящую из множества собранных воедино одиночных нитей (мононитей). Кроме того, термин «трикотажная пряжа» обозначает волокно, подаваемое в нитеводитель при производстве трикотажного полотна; а примеры трикотажной пряжи включают в себя трикотажную пряжу с параллельно расположенными двумя или более волокнами, которые характеризуются разной температурой плавления и ориентированы параллельно друг другу, а также трикотажную пряжу, выполненную из одного волокна в отличие от указанной трикотажной пряжи, состоящей из параллельно расположенных волокон.
[0016] [Полировальная подушка]
Полировальная подушка согласно настоящему изобретению содержит трикотажное полотно, полученное методом основовязания или уточного вязания; и смолу, которой пропитано указанное трикотажное полотно; при этом полировальная подушка характеризуется поперечным разрезом вдоль поверхности трикотажного полотна, выступающей в качестве полировальной поверхности. Полировальная подушка согласно настоящему изобретению включает в себя трикотажное полотно, полученное методом основовязания или уточного вязания и разрезанное вдоль своей поверхности, благодаря чему обеспечивается равномерное распределение концов волокон и сдерживается распускание волокон на полировальной поверхности. Следовательно, полировальная подушка обеспечивает более высокую скорость полирования и гарантирует высокое качество полировки. Кроме того, равномерное распределение концов волокон обеспечивает эффективное действие абразивных зерен и способствует увеличению скорости полирования. Более того, равномерное распределение концов волокон позволяет добиться более равномерной полировки, и может способствовать получению полированной поверхности высокого качества. В контексте настоящего документа поперечный разрез трикотажного полотна вдоль его поверхности может представлять собой полировальную поверхность, полностью покрытую смолой; или представлять собой полировальную поверхность, по меньшей мере, частично покрытую смолой и состоящую из поперечного разреза, не покрытого смолой, и поверхности смолы, которой покрыт поперечный разрез; или же представлять собой полировальную поверхность, полностью не покрытую смолой.
[0017] Кроме того, полировальная подушка согласно настоящему изобретению состоит из трикотажного полотна и смолы, и поэтому она характеризуется небольшим весом, а также отличной управляемостью и ремонтопригодностью в сравнении с металлическим выравнивающим устройством. Кроме того, полировальная подушка содержит трикотажное полотно, полученное методом основовязания или уточного вязания, а это обеспечивает более высокую скорость полирования в сравнении с полировальной подушкой, в которой используется нетканое полотно, пропитанное смолой. Причина этого состоит в том, что используется трикотажное полотно, полученное методом основовязания или уточного вязания, которое характеризуется равномерной структурой, что делает внутреннюю структуру полировальной подушки более равномерной, причем на поверхности (полировальной поверхности) полировальной подушки образуется регулярный рисунок, состоящий из выступов и углублений, но причина указанного явления этим не ограничивается.
[0018] Полировальная подушка согласно настоящему изобретению может быть надлежащим образом использована для химико-механического полирования (СМР), такого как первичная шлифовка (грубая шлифовка), вторичная шлифовка (чистовая шлифовка), первичная полировка (грубая полировка) или вторичная полировка (чистовая полировка), без каких-либо особых ограничений. В частности, изменение системы вязания трикотажного полотна позволяет без труда сформировать любую полировальную подушку в зависимости от потребной скорости полирования и требуемого качества поверхности.
[0019] Модуль сжатия полировальной подушки предпочтительно составляет 0,5-20%; в более предпочтительном варианте в пределах 1-10%; а в наиболее предпочтительном варианте - в пределах 1-7%. Когда модуль сжатия равен 0,5% или больше, качество поверхности полируемой заготовки проявляет тенденцию к улучшению за счет лучшей сцепляемости между полировальной подушкой и полируемой заготовкой. Кроме того, когда модуль сжатия составляет 20% или меньше, проявляется тенденция к увеличению скорости полирования, что препятствует деформированию полировальной подушки. В контексте настоящего документа модуль сжатия может быть измерен способом, описанным в подразделе «Примеры». Модуль сжатия может быть повышен, например, за счет выбора более низкого значения плотности получаемой в итоге полировальной подушки в предпочтительном способе ее получения, который описан ниже.
[0020] Модуль упругости при сжатии полировальной подушки предпочтительно составляет 50-98%; в более предпочтительном варианте - в пределах 50-95%; а в наиболее предпочтительном варианте в пределах 50-90%. Когда модуль упругости при сжатии равен 50% или больше, проявляется тенденция к увеличению скорости полирования, что препятствует деформированию полировальной подушки. Кроме того, когда модуль упругости при сжатии равен 98% или меньше, проявляется тенденция к улучшению сцепляемости с полируемой заготовкой. В контексте настоящего документа модуль упругости при сжатии может быть измерен способом, описанным в подразделе «Примеры». Модуль упругости при сжатии может быть повышен, например, за счет увеличения содержания второй смолы в предпочтительном способе получения полировальной подушки, который описан ниже.
[0021] Твердость полировальной подушки по шкале А предпочтительно составляет 50-98%; в более предпочтительном варианте в пределах 60-95%; а в наиболее предпочтительном варианте - в пределах 70-95%. Когда твердость по шкале А равна 50% или больше, проявляется тенденция к уменьшению деформации полировальной подушки. Кроме того, когда твердость по шкале А равна 98% или меньше, проявляется тенденция к улучшению сцепляемости с полируемой заготовкой. В контексте настоящего документа твердость по шкале А может быть измерена способом, описанным в подразделе «Примеры». Твердость по шкале А может быть увеличена, например, за счет увеличения содержания второй смолы в предпочтительном способе получения полировальной подушки, который описан ниже.
[0022] Плотность полировальной подушки предпочтительно составляет 0,35-0,70; в более предпочтительном варианте - в пределах 0,35-0,65; а в наиболее предпочтительном варианте в пределах 0,35-0,60. Когда плотность равна 0,35 или больше, проявляется тенденция к ограничению падения давления в точке зацепления благодаря остаточной деформации полировальной подушки и увеличению площади контактной поверхности с полируемой заготовкой. Кроме того, когда плотность составляет 0,70 или меньше, проявляется тенденция к улучшению способности удержания абразивной пасты. В контексте настоящего документа плотность может быть измерена способом, описанным в подразделе «Примеры». Плотность может быть повышена, например, за счет увеличения содержания первой смолы и второй смолы в трикотажном полотне при использовании предпочтительного способа получения полировальной подушки, который описан ниже.
[0023] Толщина полировальной подушки предпочтительно составляет 0,5-5,0 мм; в более предпочтительном варианте в пределах 1,0-2,0 мм; а в наиболее предпочтительном варианте в пределах 1,0-1,5 мм. Когда толщина равна 0,5 мм или больше, проявляется тенденция к улучшению прирабатываемости подушки к полируемой заготовке. Кроме того, когда толщина составляет 5,0 мм или меньше, проявляется тенденция к уменьшению деформации (волнистости или иной неровности поверхности) полируемой заготовки. В контексте настоящего документа толщина может быть измерена способом, описанным в подразделе «Примеры». Толщина может быть изменена, например, путем выбора иной системы вязания трикотажного полотна.
[0024] [Трикотажное полотно]
Трикотажное полотно может быть получено методом основовязания или уточного вязания. Трикотажное полотно, полученное методом основовязания или уточного вязания, характеризуется правильной структурой переплетения в сравнении с нетканым полотном, благодаря чему обеспечивается более равномерное распределение концов волокон на полировальной поверхности и более равномерная внутренняя структура самой полировальной подушки. Следовательно, также обеспечивается и равномерное распределение пропиточной смолы, и может быть увеличена скорость полирования. Кроме того, равномерное распределение концов волокон обеспечивает эффективное действие абразивных зерен, что также способствует увеличению скорости полирования. Более того, равномерное распределение концов волокон позволяет добиться более гладкой полировки, а также способствует повышению качества полируемой поверхности.
[0025] Полировальная подушка согласно настоящему изобретению может быть использована для любой шлифовальной или полировальной обработки, но в предпочтительном варианте она используется в сфере первичной полировки и/или вторичной полировки. В частности, изменение системы вязания трикотажного полотна позволяет без труда сформировать любую полировальную подушку в зависимости от потребной скорости полирования и требуемого качества поверхности.
[0026] Основовязание в данном случае не ограничено какими-либо конкретными его разновидностями; и к примерам полотен, получаемым методом основовязания, относятся: однофонтурное и двухфонтурное трикотажное полотно; рашелевое трикотажное полотно, полученное на однофонтурной рашель-машине и на двухфонтурной рашель-машине; и трикотажное полотно, полученное на основовязальной машине «миланез». Предпочтительной разновидностью основовязального трикотажного полотна является рашелевое волокно с той точки зрения, что оно обеспечивает наибольший эффект от использования настоящего изобретения.
[0027] Уточное вязание также не ограничено какими-либо конкретными его разновидностями; и к примерам полотен, получаемым методом уточного вязания, относятся: кругловязаное трикотажное полотно, как однофонтурное, так и двухфонтурное; и плосковязаное трикотажное полотно, такое как ластичное полотно, интерлочное (двуластичное) полотно и плосковязаное двухизнаночное полотно. Однофонтурное трикотажное полотно не ограничено какими-либо конкретными своими разновидностями; и к его примерам относятся полотна, полученные с использованием вязальной машины с заключающими платанами, кругловязальной мальезной машины и кругловязальной машины с вертикально расположенными крючковыми иглами. Двухфонтурное трикотажное полотно также не ограничено какими-либо конкретными своими разновидностями; и к его примерам относятся: кругловязаное ластичное полотно, кругловязаное полотно интерлочного переплетения и гофрированное полотно. Предпочтительной разновидностью полотна, полученного методом уточного вязания, является кругловязаное полотно, а в более предпочтительном варианте - гофрированное полотно с той точки зрения, что оно обеспечивает наибольший эффект от использования настоящего изобретения.
[0028] Волокна, составляющие трикотажное полотно, не ограничены какими-либо конкретными типами, и к примерам таких волокон относятся волокна из полиэфира, такого как полиэтилентерефталат, полибутилентерефталат и полилактат; волокна из полиамида, такого как нейлон 6, нейлон 66, нейлон 11, нейлон 12 и нейлон 610; и волокна из полиолефина, такого как полиэтилен и полипропилен. Среди этих волокон предпочтение отдается полиэфирным волокнам.
[0029] Волокна, составляющие трикотажное полотно, в предпочтительном варианте, по меньшей мере, частично являются пряжей ложного кручения. При использовании пряжи ложного кручения внутренняя структура трикотажного полотна, хотя она и имеет правильный рисунок переплетения, характеризуется небольшим межволоконным пространством в сравнении с полотном, в котором используется пряжа не ложного кручения. Таким образом, межволоконное пространство уменьшается, и крученое волокно легче пропитывается смолой. Следовательно, волокна и смола, составляющие трикотажное полотно, распределяются более равномерно, как в плане распределения концов волокон в поперечном сечении, получаемом при разрезе трикотажного полотна вдоль его поверхности, так и в плане распределения во внутренней структуре полировальной подушки. В результате обеспечивается более равномерное распределение выступов и углублений на полировальной поверхности и во внутренней структуре полировальной подушки, на которую прямо или косвенно влияет распределение концов волокон в поперечном разрезе, а скорость полирования проявляет тенденцию к увеличению. Кроме того, при использовании пряжи ложного кручения также возрастает способность трикотажной ткани к пропитыванию смолой.
[0030] Типы волокон, преимущественно составляющих лицевую и заднюю поверхности трикотажного полотна, и волокно, преимущественно образующее промежуточную структуру (структуру, расположенную между лицевой и задней поверхностями) трикотажного полотна, могут быть одними и теми же или отличаться друг от друга. Типы волокон, преимущественно составляющих лицевую и заднюю поверхности трикотажного полотна, и волокон, преимущественно образующих промежуточную структуру трикотажного полотна могут быть соответствующим образом выбраны в зависимости от применяемой системы вязания и используемых в ней волокон. Например, при использовании пряжи ложного кручения в качестве волокна, преимущественно образующего промежуточную структуру трикотажного полотна, обеспечивается более равномерное распределение концов волокон на полировальной поверхности и во внутренней структуре полировальной подушки, а скорость полирования проявляет тенденцию к увеличению, как было указано выше.
[0031] Среднечисловой диаметр одиночной пряжи, составляющей трикотажное полотно, в предпочтительном варианте составляет 3-30 мкм; в более предпочтительном варианте в пределах 5-25 мкм; а в наиболее предпочтительном варианте в пределах 10-20 мкм. Если среднечисловой диаметр одиночной пряжи, составляющей трикотажное полотно, не выходит за пределы указанного диапазона, то это облегчает производство пряжи и трикотажного полотна.
[0032] Тонина одиночной пряжи, составляющей трикотажное полотно, в предпочтительном варианте составляет 0,1-10 дтекс; в более предпочтительном варианте - в пределах 0,3-6 дтекс; а в наиболее предпочтительном варианте - в пределах 0,9-4 дтекс. Если тонина одиночной пряжи, составляющей трикотажное полотно, не выходит за пределы указанного диапазона, то это облегчает производство пряжи и трикотажного полотна.
[0033] Тонина волокна, составляющего трикотажное полотно, в предпочтительном варианте составляет 30-300 дтекс; в более предпочтительном варианте - в пределах 40-250 дтекс; а в наиболее предпочтительном варианте в пределах 50-200 дтекс. Если тонина волокна, составляющего трикотажное полотно, не выходит за пределы указанного диапазона, то это облегчает производство пряжи и трикотажного полотна. В контексте настоящего документа термин «волокно» обозначает комплексную нить, состоящую из множества сведенных воедино одиночных нитей (мононитей).
[0034] Количество нитей в каждом из волокон, составляющих трикотажное полотно, в предпочтительном варианте варьируется в пределах 10-100; в более предпочтительном варианте - в пределах 15-75; а в наиболее предпочтительном варианте - в пределах 20-50. Если количество нитей в каждом из волокон, составляющих трикотажное полотно, не выходит за пределы указанного диапазона, то это облегчает производство пряжи и трикотажного полотна.
[0035] В полировальной подушке согласно настоящему изобретению трикотажное полотно может быть выполнено из трикотажной пряжи, состоящей из двух или более параллельно расположенных волокон, которые характеризуются разной температурой плавления и ориентированы параллельно друг другу (в настоящем документе указанная пряжа именуется также просто «параллельной трикотажной пряжей»). Стандартное трикотажное полотно может легко растягиваться и деформироваться при приложении растягивающего усилия вдоль ее поверхности. Следовательно, полировальная подушка, в которой используется такое трикотажное полотно, сталкивается с проблемой беспрепятственной деформации вследствие сжатия/расширения при приложении напряжения на стадии производства или во время отверждения пропиточной смолы. Такая деформация может нарушить равномерность внутренней структуры получаемой в итоге полировальной подушки и регулярность структуры выступов и углублений на полировальной поверхности, что, соответственно, также негативно отразится на скорости полирования и качестве поверхности получаемой в результате полировальной подушки. С другой стороны, в полировальной подушке согласно настоящему изобретению может быть использована трикотажная пряжа, состоящая из двух или более параллельно расположенных волокон, которые характеризуются разной температурой плавления и ориентированы параллельно друг другу, что обеспечивает возможность отверждения при нагреве (термической фиксации) волокон с низкой температурой плавления и создает большое число точек сплавления, где волокна с низкой температурой плавления сплавляются друг с другом в местах пересечения, образуя трикотажное полотно. Такие точки сплавления впоследствии препятствуют деформированию трикотажного полотна, в результате чего дополнительно увеличивается скорость полирования и улучшается качество поверхности получаемой в итоге полируемой заготовки.
[0036] Волокно, характеризующееся самой низкой температурой плавления из всех волокон, составляющих трикотажную пряжу из параллельно расположенных волокон (также именуемое в настоящем документе «легкоплавким волокном»), подвержено влиянию внешних факторов, таких как тепло, и может относительно легко размягчаться при нагреве и сплавляться с другими волокнами. С другой стороны, волокно, характеризующееся самой высокой температурой плавления (также именуемое в настоящем документе «тугоплавким волокном»), с трудом поддается воздействию внешних факторов, таких как тепло, и может способствовать повышению твердости полировальной подушки или улучшению иных ее свойств подобного рода. Таким образом, волокна с самой низкой температурой плавления подвержены взаимной термической фиксации, что препятствует деформации трикотажного полотна и позволяет решить проблему, которая заключается в возможности растягивания и деформации трикотажного полотна при приложении растягивающего усилия вдоль его поверхности. В контексте настоящего документа, когда трикотажная пряжа содержит три и более параллельно расположенных волокна с разной температурой плавления, волокно с самой низкой температурой плавления определяется как легкоплавкое волокно, а волокно с самой высокой температурой плавления определяется как тугоплавкое волокно.
[0037] В качестве трикотажной пряжи, составляющей трикотажное полотно, может быть использована только трикотажная пряжа с параллельно расположенными волокнами; или же трикотажная пряжа с параллельно расположенными волокнами может быть использована в сочетании с трикотажной пряжей, отличной от пряжи с параллельно расположенными волокнами (также именуемой в настоящем документе «непараллельной трикотажной пряжей»).
[0038] Волокна, составляющие трикотажное полотно, не ограничены какими-либо конкретными типами, и к примерам таких волокон относятся: волокна из полиэфира, такого как полиэтилентерефталат (температура плавления: 255-260°С), полибутилентерефталат (температура плавления: 232-267°С) и полилактат (температура плавления: 170°С); волокна из полиамида, такого как легкоплавкий нейлон (температура плавления: 110-120°С), нейлон 6 (температура плавления: 225°С), нейлон 66 (температура плавления: 265°С), нейлон 11 (температура плавления: 187°С), нейлон 12 (температура плавления: 176°С), нейлон 610 (температура плавления: 225°С) и нейлон 612 (температура плавления: 220°С); волокна из полиолефина, такого как полиэтилен низкой плотности (температура плавления: 95-130°С), полиэтилен высокой плотности (температура плавления: 120-140°С), сополимер этилена и винилацетата (температура плавления: 65-90°С) и полипропилен (температура плавления: 165°С); и акриловые волокна (температура плавления: 317°С). В контексте настоящего документа значения температуры плавления, приведенные в скобках, представляют собой номинальные значения, и температура плавления смолы, составляющей каждое волокно, ими не ограничивается; при этом соответствующим образом могут быть использованы серийно производимые продукты.
[0039] Температура плавления легкоплавкого волокна из числа двух или более волокон с разной температурой плавления, составляющих трикотажную пряжу с параллельно расположенными волокнами, в предпочтительном варианте составляет 50-180°С; в более предпочтительном варианте - в пределах 75-170°С; а в наиболее предпочтительном варианте в пределах 100-150°С. Когда температура плавления легкоплавкого волокна составляет 180°С или меньше, проявляется тенденция к уменьшению деформации трикотажного полотна, в результате чего может быть увеличена скорость полирования и улучшено качество поверхности получаемой в итоге полируемой заготовки. Когда температура плавления легкоплавкого волокна составляет 50°С или больше, проявляется тенденция к улучшению физических свойств полировальной подушки, таких как твердость. Такое волокно не ограничено каким-либо конкретным его типом, и к примерам таких волокон относятся волокна из полилактата (температура плавления: 170°С), легкоплавкого полиэтилентерефталата (температура плавления: 130-180°С), легкоплавкого нейлона (температура плавления: 100-130°С), нейлона 12 (температура плавления: 176°С), полиэтилена низкой плотности (температура плавления: 95-130°С), полиэтилена высокой плотности (температура плавления: 120-140°С), сополимера этилена и винилацетата (температура плавления: 65-90°С) и полипропилена (температура плавления: 165°С).
[0040] Температура плавления тугоплавкого волокна из числа двух или более волокон с разной температурой плавления, составляющих трикотажную пряжу с параллельно расположенными волокнами, в предпочтительном варианте составляет 200-400°С; в более предпочтительном варианте в пределах 210-380°С; а в наиболее предпочтительном варианте - в пределах 220-360°С. Когда температура плавления тугоплавкого волокна не выходит за рамки указанного диапазона, проявляется тенденция к улучшению физических свойств полировальной подушки, таких как твердость. Такое волокно не ограничено каким-либо конкретным его типом, и к примерам таких волокон относятся волокна из полиэтилентерефталата (температура плавления: 255-260°С), полибутилентерефталата (температура плавления: 232-267°С), нейлона 610 (температура плавления: 225°С) и нейлона 612 (температура плавления: 220°С), а также акриловые волокна (температура плавления: 317°С).
[0041] Тонина тугоплавких волокон, входящих в состав трикотажной пряжи с параллельно расположенными волокнами, в предпочтительном варианте составляет 30-300 дтекс; в более предпочтительном варианте - в пределах 40-250 дтекс; а в наиболее предпочтительном варианте - в пределах 50-200 дтекс. Если тонина тугоплавких волокон, входящих в состав трикотажной пряжи с параллельно расположенными волокнами, не выходит за рамки указанного диапазона, то это улучшает производство пряжи и трикотажного полотна.
[0042] Тонина легкоплавких волокон, входящих в состав трикотажной пряжи с параллельно расположенными волокнами, в предпочтительном варианте составляет 3-30 дтекс; в более предпочтительном варианте в пределах 4-25 дтекс; а в наиболее предпочтительном варианте - в пределах 5-20 дтекс. Если тонина легкоплавких волокон, входящих в состав трикотажной пряжи с параллельно расположенными волокнами, не выходит за рамки указанного диапазона, то это улучшает производство пряжи и трикотажного полотна.
[0043] Тонина легкоплавких волокон, входящих в состав трикотажной пряжи с параллельно расположенными волокнами, в предпочтительном варианте составляет 5-20%, в более предпочтительном варианте - в пределах 5-17,5%, а в наиболее предпочтительном варианте - в пределах 7,5-15% от тонины тугоплавких волокон. Если тонина легкоплавких волокон составляет 5% или больше от тонины тугоплавких волокон, то проявляется тенденция к более прочному сплавлению легкоплавких волокон и уменьшению деформации трикотажного полотна. Если тонина легкоплавких волокон составляет 20% или меньше от тонины тугоплавких волокон, то улучшается баланс между физическими свойствами полировальной подушки, объемом пропиточной смолы, пористостью и прочими характеристиками подобного рода, а также проявляется тенденция к увеличению скорости полирования.
[0044] Тонина волокон, входящих в состав трикотажной пряжи с не параллельно расположенными волокнами, в предпочтительном варианте составляет 30-300 дтекс; в более предпочтительном варианте - в пределах 40-250 дтекс; а в наиболее предпочтительном варианте в пределах 50-200 дтекс. Если тонина тугоплавких волокон, входящих в состав трикотажной пряжи с не параллельно расположенными волокнами, не выходит за рамки указанного диапазона, то это улучшает производство пряжи и трикотажного полотна.
[0045] Количество нитей в каждом из тугоплавких волокон, входящих в состав трикотажной пряжи с параллельно расположенными волокнами, в предпочтительном варианте варьируется в пределах 10-100; в более предпочтительном варианте в пределах 15-75; а в наиболее предпочтительном варианте в пределах 20-50. Если количество нитей в каждом из тугоплавких волокон, входящих в состав трикотажной пряжи с параллельно расположенными волокнами, не выходит за пределы указанного диапазона, то это улучшает производство пряжи и трикотажного полотна.
[0046] Количество нитей в каждом из легкоплавких волокон, входящих в состав трикотажной пряжи с параллельно расположенными волокнами, в предпочтительном варианте варьируется в пределах 1-10; в более предпочтительном варианте - в пределах 2-7; а в наиболее предпочтительном варианте в пределах 2-5. Если количество нитей в каждом из легкоплавких волокон, входящих в состав трикотажной пряжи с параллельно расположенными волокнами, не выходит за пределы указанного диапазона, то это улучшает производство пряжи и трикотажного полотна.
[0047] Количество нитей в каждом из волокон, составляющих трикотажную пряжу с не параллельно расположенными волокнами, в предпочтительном варианте варьируется в пределах 10-100; в более предпочтительном варианте в пределах 15-75; а в наиболее предпочтительном варианте - в пределах 20-50. Если количество нитей в каждом из волокон, составляющих трикотажную пряжу с не параллельно расположенными волокнами, не выходит за пределы указанного диапазона, то это улучшает производство пряжи и трикотажного полотна.
[0048] К примерам трикотажного полотна, в котором используется трикотажная пряжа с параллельно расположенными волокнами, относятся: трикотажное полотно, где в качестве трикотажной пряжи, преимущественно образующей лицевую и заднюю поверхности трикотажного полотна, используется трикотажная пряжа с параллельно расположенными волокнами, а в качестве трикотажной пряжи, преимущественно образующей промежуточную структуру трикотажного полотна (структуру, расположенную между лицевой и задней поверхностями), используется трикотажная пряжа с не параллельно расположенными волокнами; трикотажное полотно, где и трикотажная пряжа, преимущественно образующая лицевую и заднюю поверхности трикотажного полотна, и трикотажная пряжа, преимущественно образующая промежуточную структуру трикотажного полотна (структуру, расположенную между лицевой и задней поверхностями), представляют собой трикотажную пряжу с параллельно расположенными волокнами; и трикотажное полотно, где в качестве трикотажной пряжи, преимущественно образующей лицевую и заднюю поверхности трикотажного полотна, используется трикотажная пряжа с не параллельно расположенными волокнами, а в качестве трикотажной пряжи, преимущественно образующей промежуточную структуру трикотажного полотна (структуру, расположенную между лицевой и задней поверхностями), используется трикотажная пряжа с параллельно расположенными волокнами. В частности, в предпочтительном варианте используется трикотажное полотно, где в качестве трикотажной пряжи, преимущественно образующей лицевую и заднюю поверхности трикотажного полотна, используется трикотажная пряжа с параллельно расположенными волокнами; а в более предпочтительном варианте используется трикотажное полотно, где в качестве трикотажной пряжи, преимущественно образующей лицевую и заднюю поверхности трикотажного полотна, используется трикотажная пряжа с параллельно расположенными волокнами, а в качестве трикотажной пряжи, преимущественно образующей промежуточную структуру трикотажного полотна (структуру, расположенную между лицевой и задней поверхностями) используется трикотажная пряжа с не параллельно расположенными волокнами. При использовании такого трикотажного полотна проявляется тенденция к уменьшению деформации, что улучшает равномерность структуры трикотажного полотна без ухудшения каких-либо его характеристик.
[0049] Типы волокон, преимущественно образующих лицевую и заднюю поверхности трикотажного полотна, и волокон, преимущественно образующих промежуточную структуру трикотажного полотна (структуру, расположенную между лицевой и задней поверхностями), могут отличаться друг от друга. Типы волокон, преимущественно образующих лицевую и заднюю поверхности трикотажного полотна, и волокон, преимущественно образующих промежуточную структуру трикотажного полотна, могут быть соответствующим образом выбраны в зависимости от применяемой системы вязания и используемых в ней волокон. Более того, при использовании пряжи ложного кручения в качестве волокон, преимущественно образующих промежуточную структуру трикотажного волокна, обеспечивается более равномерное распределение концов волокон на полировальной поверхности и во внутренней структуре полировальной подушки, а скорость полирования проявляет тенденцию к повышению, как это было описано выше.
[0050] [Смола]
Смола, которой пропитывается трикотажное полотно, не ограничивается каким-либо конкретным типом, и к примерам такой смолы относятся полиуретановые смолы, такие как полиуретан и полиуретановая полимочевина; акриловые смолы, такие как полиакрилат и полиакрилонитрил; виниловые смолы, такие как поливинилхлорид, поливинилацетат и поливинилиденфторид; полисульфоновые смолы, такие как полисульфон и полиэфирсульфон; смолы на основе ацилированной целлюлозы, такие как ацилированная целлюлоза и бутират целлюлозы; полиамидные смолы; и полистироловые смолы.
[0051] Из числа указанных смол для пропитки трикотажного полотна предпочтение отдается полиуретановой смоле. К примерам полиуретановых смол относятся, помимо прочего, следующие смолы: полиуретановая смола на основе сложного полиэфира, полиуретановая смола на основе простого полиэфира и полиуретановая смола на основе поликарбоната. При использовании такой смолы проявляется тенденция к увеличению скорости полирования.
[0052] Для пропитки трикотажного полотна может быть использована одна такая смола или сочетание двух или более таких смол. В частности, в одном из предпочтительных вариантов осуществления настоящего изобретения пропиточная смола предпочтительно состоит из первой смолы и второй смолы, отличной от первой смолы.
[0053] Первая смола не ограничивается каким-либо конкретным типом при условии, что она представляет собой так называемую смолу жидкостной коагуляции; при этом могут быть использованы смолы различных известных типов. К примерам таких смол относятся, помимо прочего, следующие смолы: полиуретановые смолы; акриловые смолы; виниловые смолы; полисульфоновые смолы; смолы на основе ацилированной целлюлозы; полиамидные смолы; и полистироловые смолы. К примерам полиуретановых смол относятся, помимо прочего, такие смолы, как полиуретановая смола на основе сложного полиэфира, полиуретановая смола на основе простого полиэфира и полиуретановая смола на основе поликарбоната. В контексте настоящего документа термин «жидкостная коагуляция» обозначает, что пропитка трикотажного полотна раствором, в котором растворена смола, и погружение полученного изделия в бак с коагуляционной жидкостью (слабым растворителем смолы) приводит к коагуляции и регенерации смолы в растворе пропиточной смолы. Раствор, используемый в растворе смолы, и коагуляционная жидкость могут заменяться друг другом, благодаря чему обеспечивается агрегирование и коагуляция смолы в растворе смолы. В контексте настоящего документа первая смола предпочтительно растворима в одном или более растворителе, выбранном из группы, включающей в себя N,N-диметилформальдегид, диметилацетамид, метилэтилкетон и диметилсульфоксид, если говорить об их использовании для жидкостной коагуляции.
[0054] Модуль упругости 100% при температуре 23±2°С первой смолы в предпочтительном варианте составляет 5-30 МПа; а в более предпочтительном варианте - в пределах 5-20 МПа. Модуль упругости 100% представляет собой значение, полученное делением нагрузки, приложенной при растяжении листа, состоящего на 100% из смолы, в частности, при растяжении, в два раза превышающего первоначальную длину, на единицу площади.
[0055] Вторая смола представляет собой так называемую смолу сухой коагуляции, которой может быть пропитано трикотажное полотно, и которая не ограничена каким-либо конкретным типом при условии, что она представляет собой продукт реакции уретанового преполимера, содержащего эквивалент NCO-группы, равный 450 или меньше, с отвердителем; при этом может быть использована любая смола известного типа. В контексте настоящего документа термин «сухая коагуляция» означает, что к образованию смолы приводит пропитка трикотажного полотна жидкостью, содержащей преполимер и отвердитель, и последующая реакция этого преполимера с отвердителем. В контексте настоящего изобретения жидкостью может служить растворитель.
[0056] Уретановый преполимер не ограничен каким-либо конкретным типом, и к его примерам относятся: аддукт гексаметилендиизоцианата и гексантриола; аддукт 2,4-толилен диизоцианата и бренцкатехина; аддукт толилен диизоцианата и гексантриола; аддукт толилен диизоцианата и триметилолпропана; аддукт ксилилен диизоцианата и триметилолпропана; аддукт гексаметилендиизоцианата и триметилолпропана; и аддукт изоциануровой кислоты и гексаметилендиизоцианата. Может быть использован какой-либо один уретановый преполимер или сочетание двух или более уретановых преполимеров.
[0057] Эквивалент NCO-группы уретанового преполимера в предпочтительном варианте составляет 450 или меньше; в более предпочтительном варианте - от 220 до 400; а в наиболее предпочтительном варианте от 250 до 320. Если эквивалент NCO-группы уретанового преполимера не выходит за пределы указанного диапазона, проявляется тенденция к увеличению скорости полирования. В контексте настоящего изобретения термин «эквивалент NCO-группы» обозначает средний эквивалент NCO-группы уретанового преполимера в растворе смолы. Эквивалент NCO-группы может быть измерен любым хорошо известным способом и в соответствии с требованиями, например, стандарта JIS К 7301 (1995).
[0058] Отвердитель не ограничен каким-либо конкретным типом, и к его примерам относятся аминосоединения, такие как 3,3'-дихлоро-4,4'-диаминодифенилметан, 4-метил-2,6-бис(метилтио)-1,3-бензолдиамин, 2-метил-4,6-бис(метилтио)-1,3-бензолдиамин, 2,2-бис(3-амино-4-гидроксифенил)пропан, 2,2-бис[3-(изопропиламино)-4-гидроксифенил] пропан, 2,2-бис[3-(1-метилпентиламино)-4-гидроксифенил]пропан, 2,2-бис[3-(1-метилпентиламино)-4-гидроксифенил]пропан, 2,2-бис(3,5-диамино-4-гидроксифенил)пропан, 2,6-диамино-4-метилфенол, триметилэтилен бис-4-аминобензоат и политетраметиленоксид-ди(п-аминобензоат); и соединения многоатомных спиртов, такие как этиленгликоль, пропиленгликоль, диэтиленгликоль, триметиленгликоль, тетраметиленгликоль, триэтиленгликоль, дипропиленгликоль, 1,4-бутандиол, 1,3-бутандиол, 2,3-бутандиол, 1,2-бутандиол, 3-метил-1,2-бутандиол, 1,2-пентандиол, 1,4-пентандиол, 2,4-пентандиол, 2,3-диметилтриметилен гликоль, тетраметиленгликоль, 3-метил-4,3-пентандиол, 3-метил-4,5-пентандиол, 2,2,4-триметил-1,3-пентандиол, 1,6-гександиол, 1,5-гександиол, 1,4-гександиол, 2,5-гександиол, 1,4-циклогександиметанол, неопентилгликоль, глицерин, триметилолпропан, триметилолетан и триметилолметан. Может быть использован какой-либо один отвердитель или сочетание двух и более отвердителей.
[0059] Растворитель не ограничен каким-либо конкретным типом, и к его примерам относятся: N,N-диметилформамид, N,N-диметилацетамид и метилэтилкетон.
[0060] Когда смола состоит из первой смолы и второй смолы, отличной от первой смолы, содержание трикотажного полотна в предпочтительном варианте составляет 30-60% по массе; а в более предпочтительном варианте - от 30% до 55% по массе от общего объема трикотажного полотна, первой смолы и второй смолы. Если содержание трикотажного полотна не выходит за пределы указанного диапазона, проявляется тенденция к повышению скорость полирования.
[0061] В контексте настоящего документа относительное содержание трикотажного полотна, первой смолы и второй смолы может быть установлено по массе извлеченного компонента или по массе остатка путем использования разницы в растворимости (полярности) полярного растворителя и разницы в разлагаемости аминов. В альтернативном варианте указанное содержание может быть рассчитано путем измерения, соответственно, плотности полировальной подушки по окончании стадии первичной пропитки, описанной ниже, плотности полировальной подушки по окончании стадии погружения, описанной ниже, и плотности полировальной подушки по окончании стадии вторичной пропитки, описанной ниже, с последующим определением разницы в плотности. В контексте настоящего документа соответствующие значения плотности могут быть измерены аналогичным образом, как это описано выше.
[0062] [Прочие компоненты]
Помимо трикотажного полотна и смолы полировальная подушка может также содержать различные добавки, которые включаются в полировальные подушки стандартного типа. К примерам таких добавок относятся, помимо прочего, следующие вещества: пигмент или фильтр, такой как углеродная сажа; гидрофильная добавка и гидрофобная добавка.
[0063] Гидрофильная добавка не ограничена каким-либо конкретным типом, и к ее примерам относятся анионогенные поверхностно-активные вещества, такие как лаурилсульфат натрия, карбоксилат, сульфонат, соль серной кислоты и соль фосфорной кислоты; и неионогенные поверхностно-активные вещества, такие как гидрофильные сложноэфирные соединения, сложноэфирные/простоэфирные соединения и амидные соединения.
[0064] Гидрофильная добавка не ограничена каким-либо конкретным типом, и к ее примерам относятся неионогенные поверхностно-активные вещества, к которым добавлена алкильная цепь с тремя или более атомами углерода, такие как полиоксиэтиленовый алкиловый эфир, полиоксипропиленовый алкиловый эфир, алкиловый эфир полиоксиэтилен-полиоксипропилена, аддукт перфторалкил этиленоксида, глицериновый сложный эфир жирной кислоты и пропиленгликолевый сложный эфир жирной кислоты.
[0065] Более того, полировальная подушка может также содержать различные остаточные материалы, такие как растворитель, используемый в процессе ее производства.
[0066] [Способ получения полировальной подушки]
Способ получения полировальной подушки согласно настоящему изобретению не ограничен каким-либо конкретным вариантом его осуществления при условии, что он представляет собой способ, включающий в себя стадию пропитки трикотажного полотна смолой и отверждения полученного изделия, а также стадию выполнения резки вдоль поверхности трикотажного полотна. Например, при использовании множества смол это множество смол может быть смешано и использовано для пропитки трикотажного полотна одновременно; или же может быть включена многоступенчатая стадия пропитки, предусматривающая пропитывание трикотажного полотна частью смолы и отверждение полученного в итоге изделия с последующим пропитыванием трикотажного полотна оставшейся смолой и отверждением полученного в итоге изделия. Кроме того, время резки также не ограничено каким-либо конкретным моментом; при этом может быть использовано трикотажное полотно, заранее разрезанное вдоль своей поверхности; трикотажное полотно может разрезаться, будучи пропитанным всем объемом смолы; или же трикотажное полотно может разрезаться, будучи пропитанным частью смолы с последующей дополнительной пропиткой оставшейся смолой.
[0067] Способ, включающий в себя многоступенчатую стадию пропитки с использованием первой смолы и второй смолы, не ограничен каким-либо конкретным вариантом осуществления; и к его примерам относится способ, включающий в себя следующие стадии: стадию первичной пропитки, предусматривающую пропитывание трикотажного полотна, полученного методом основовязания или уточного вязания, раствором смолы, содержащим первую смолу, и выполнение жидкостной коагуляции для получения трикотажного полотна, пропитанного смолой; стадию погружения, предусматривающую погружение пропитанного смолой трикотажного полотна в иммерсионную жидкость, содержащую растворитель, в которой растворима первая смола; стадию резки, предусматривающую резку пропитанного смолой трикотажного полотна вдоль его поверхности по завершении стадии погружения; и стадию вторичной пропитки по завершении стадии резки, предусматривающую пропитывание пропитанного смолой трикотажного полотна раствором, содержащим уретановый преполимер с эквивалентом NCO-группы, равным 450 или меньше, и отвердитель.
[0068] [Стадия отверждения при нагревании]
При использовании трикотажного полотна, полученного методом основовязания или уточного вязания и содержащего трикотажную пряжу, состоящую из двух или более параллельно расположенных волокон, которые характеризуются разной температурой плавления и ориентированы параллельно друг другу, способ получения полировальной подушки согласно настоящему изобретению может дополнительно включать в себя стадию отверждения при нагревании, выполняемую до стадии первичной пропитки и предусматривающую нагрев при температуре, которая равна или превышает температуру размягчения, но которая меньше температуры плавления волокна с самой низкой температурой плавления из числа двух или более волокон с разной температурой плавления. Когда трикотажное полотно, полученное методом основовязания или уточного вязания и содержащее трикотажную пряжу, состоящую из двух или более параллельно расположенных волокон, которые характеризуются разной температурой плавления и ориентированы параллельно друг другу, нагревается при температуре, которая равна или превышает температуру размягчения и меньше температуры плавления легкоплавкого волокна, образуются точки сплавления, где легкоплавкие волокна сплавляются друг с другом в местах пересечения. Таким образом, может предотвращаться растягивание и деформирование трикотажного полотна вдоль его поверхности.
[0069] [Стадия первичной пропитки]
Стадия первичной пропитки представляет собой стадию пропитывания трикотажного полотна раствором смолы, содержащим первую смолу, и выполнение жидкостной коагуляции для получения в итоге пропитанного смолой трикотажного полотна. Когда в отношении трикотажного полотна, пропитываемого раствором смолы, применяется метод жидкостной коагуляции, растворитель в растворе смолы заменяется коагуляционной жидкостью на поверхности раствора смолы, соединенного с волокнами трикотажного полотна, вследствие чего обеспечивается коагуляция и регенерация смолы на поверхности волокон.
[0070] Один из конкретных примеров реализации стадии первичной пропитки описан ниже. Сначала указанная первая смола и раствор, в котором растворима первая смола, и который способен смешиваться с коагуляционной жидкостью, описанной ниже, а также при необходимости и иная добавка смешиваются между собой и при необходимости подвергаются дополнительному пеноудалению под уменьшенным давлением, вследствие чего обеспечивается подготовка раствора смолы. Растворитель не ограничен каким-либо конкретным типом, и к его примерам относятся: N,N-диметилформамид (DMF), N,N-диметилацетамид (DMAC), метилэтилкетон (МЕК) и диметилсульфоксид (DMSO). Первая смола предпочтительно растворима в одном или более растворителе, который выбирается из группы, включающей в себя N,N-диметилформальдегид, диметилацетамид, метилэтилкетон и диметилсульфоксид, с той точки зрения, чтобы он обеспечивал хорошее растворение смолы, а также с той точки зрения, чтобы было обеспечено равномерное перемешивание в коагуляционной ванне для облегчения жидкостной коагуляции. Аналогичным образом растворитель включает в себя один или более растворитель, выбранный из группы, включающей в себя N,N-диметилформальдегид, диметилацетамид, метилэтилкетон и диметилсульфоксид.
[0071] Вязкость раствора смолы, измеренная с помощью ротационного вискозиметра типа В при температуре 20°С, в предпочтительном варианте составляет 8000 сП или меньше; в более предпочтительном варианте в пределах 100-5000 сП; а в наиболее предпочтительном варианте в пределах 400-3000 сП с той точки зрения, чтобы смолой было пропитано все трикотажное полотно, и чтобы был обеспечен достаточный объем пропиточной смолы. Для получения раствора смолы с вязкостью, лежащей в пределах указанного диапазона, например, полиуретановая смола может быть растворена в растворителе в объеме, составляющем в предпочтительном варианте 5-15% по массе от общего объема раствора смолы; а в более предпочтительном варианте - от 8% до 20%. Вязкость раствора смолы также зависит от типа и молекулярной массы используемой смолы; и, таким образом, предпочтительно провести тщательный анализ, чтобы правильно выбрать смолу, показатель концентрации и прочие характеристики подобного рода.
[0072] Затем трикотажное полотно погружается достаточным образом в раствор смолы, после чего раствор смолы выдавливается из трикотажного полотна, с которым соединен раствор смолы, с помощью роликового устройства для выжимания, где между парой роликов может создаваться избыточное давление, вследствие чего объем раствора смолы, соединенной с трикотажным полотном, доводится до требуемой величины, обеспечивая равномерную или по существу равномерную пропитку трикотажного полотна раствором смолы. Далее трикотажное полотно, пропитанное раствором смолы, погружается в коагуляционную жидкость, преимущественно состоящую из слабого растворителя смолы, такого как вода, вследствие чего обеспечивается коагуляция и регенерация смолы (в настоящем документе смола, подвергаемая жидкостной коагуляции, именуется «жидкой смолой»). В коагуляционную жидкость может быть также добавлен органический растворитель, такой как полярный растворитель, отличный от растворителя, содержащегося в растворе смолы, для регулирования скорости регенерации смолы. Температура коагуляционной жидкости не ограничена каким-либо конкретным значением при условии, что она обеспечивает коагуляцию смолы, и она может составлять, например, 15-60°С.
[0073] В описываемом варианте осуществления настоящего изобретения предпочтительно, чтобы жидкостная коагуляция выполнялась с последующей стадией промывки/сушки. Сначала трикотажное полотно с коагулированной и регенерированной жидкой смолой промывается промывочной жидкостью, такой как вода, вследствие чего из трикотажного полотна удаляются остатки растворителя, такого как DMF. После промывки трикотажное полотно вынимается из промывочной жидкости, а избыток промывочной жидкости выдавливается с помощью роликового устройства для выжимания или иного устройства подобного рода. После этого трикотажное полотно может быть высушено в сушилке при температуре от 100°С до 150°С. После сушки полученное в итоге трикотажное полотно, пропитанное смолой, предпочтительно подвергается дополнительной обработке, такой как нарезка или шлифовка для удаления поверхностного слоя с целью придания этому полотну заданной толщины с точки зрения улучшения равномерности при выполнении следующей стадии, которая представляет собой стадию погружения.
[0074] [Стадия погружения]
Стадия погружения представляет собой стадию, предусматривающую погружение пропитанного смолой трикотажного полотна в иммерсионную жидкость, содержащую растворитель, в котором растворима первая смола, вследствие чего происходит частичное повторное растворение жидкой смолы в растворителе. Считается, что стадия погружения позволяет уменьшить количество пузырьков воздуха (например, замкнутых пор и открытых пор с отверстиями небольшого размера) в пропитанном смолой трикотажном полотне, что улучшает сцепляемость трикотажного полотна с жидкой смолой. Растворитель, используемый на стадии погружения, не ограничен каким-либо конкретным типом, и к его примерам относятся: N,N-диметилформамид (DMF), N,N-диметилацетамид (DMAC), метилэтилкетон (МЕК) и диметилсульфоксид (DMSO). Температура при таком погружении предпочтительно составляет 15-25°С с той точки зрения, чтобы в первой смоле было уменьшено количество пузырьков воздуха, а также предотвращено элюирование смолы в растворитель; при этом время погружения предпочтительно составляет 5-30 секунд с учетом тех же обстоятельств. В данном случае по окончании указанной стадии погружения предпочтительно предусмотрена стадия сушки.
[0075] [Стадия резки]
Стадия резки представляет собой стадию резки пропитанного смолой трикотажного полотна вдоль его поверхности, выполняемую по завершении стадии погружения. В ходе выполнения стадии резки вдоль поверхности трикотажного полотна образуется поперечный разрез, представляющий собой полировальную поверхность. Схематические изображения стадии резки представлены на фиг. 1. На фиг. 1 показаны виды в поперечном сечении пропитанного смолой трикотажного полотна 1, разрезанного вдоль его поверхности по завершении стадии погружения. Как показано на фиг. 1, в этом варианте осуществления настоящего изобретения трикотажное полотно разрезано вдоль своей поверхности для получения полировальной поверхности 2 (до стадии вторичной пропитки). Все концы волокон на полировальной поверхности 2 равномерно распределены вдоль указанной поверхности. Кроме того, каждый конец 2' волокон на полировальной поверхности 2 не обязательно выходит наружу, а полировальная поверхность может быть покрыта смолой на последующей стадии вторичной пропитки или иным аналогичным образом.
[0076] Способ резки не ограничен использованием какого-либо конкретного инструмента, и такая резка может выполняться с помощью ленточного ножа или иного инструмента подобного рода.
[0077] [Стадия вторичной пропитки]
Стадия вторичной пропитки представляет собой стадию, выполняемую по завершении стадии резки и предусматривающую пропитку пропитанного смолой трикотажного полотна раствором, содержащим уретановый преполимер с эквивалентом NCO-группы, равным 450 или меньше, и отвердитель. Предполагается, что стадия вторичной пропитки обеспечивает образование смолы (в настоящем документе эта смола именуется также «сухой смолой») на поверхности указанной жидкой смолы.
[0078] В одном из конкретных примеров выполнения стадии вторичной пропитки сначала готовится раствор, включающий в себя уретановый преполимер с изоцианатной группой на конце и отвердитель, а также растворитель, в котором растворимы два указанных элемента. В данном случае может быть использован такой же уретановый преполимер, такой же отвердитель и такой же растворитель, что и в примере, приведенном выше.
[0079] По завершении стадии погружения пропитанное смолой трикотажное полотно далее погружается в раствор, после чего раствор выдавливается из пропитанного смолой трикотажного полотна, с которым соединен этот раствор, с помощью роликового устройства для выжимания, где между парой роликов может создаваться избыточное давление, вследствие чего объем раствора, соединенного с пропитанным смолой трикотажным полотном, доводится до требуемой величины, обеспечивая равномерную или по существу равномерную пропитку пропитанного смолой трикотажного полотна раствором. Затем пропитанное смолой трикотажное полотно, пропитанное раствором, подвергается сушке в сушильном устройстве. Таким образом, в этом варианте осуществления настоящего изобретения может быть получена полировальная подушка, в которой пропитанное смолой трикотажное полотно пропитано сухой смолой путем полимеризации с использованием уретанового преполимера и отвердителя. Температура сушки может составлять, например, от 100°С до 140°С. При этом полировальная поверхность полировальной подушки, полученная на стадии вторичной пропитки, может быть дополнительно обработана шлифовальным кругом или иным устройством подобного рода.
[0080] Стадия первичной пропитки, стадия погружения и стадия вторичной пропитки, описанные выше, выполняются для того, чтобы тем самым обеспечить получение полировальной подушки согласно настоящему изобретению, обладающей требуемой конфигурацией. Предполагается, что полировальная подушка, хотя она и не ограничена последующим описанием, имеет конфигурацию, описанную ниже. Иначе говоря, стадия первичной пропитки выполняется для того, чтобы тем самым сформировать на поверхности трикотажного полотна слой жидкой смолы. В частности, стадия первичной пропитки включает в себя жидкостную коагуляцию, благодаря которой жидкая смола равномерно соединяется с трикотажным полотном. Однако пропитанное смолой трикотажное полотно, полученное на этой стадии, характеризуется наличием в смоле множества мелких пузырьков воздуха, появление которых обусловлено применением метода жидкостной коагуляции; и поэтому считается, что оно не может обеспечивать достаточно хорошую сцепляемость с жидкой смолой и обладать достаточной прочностью. В этой связи стадия погружения выполняется для того, чтобы тем самым обеспечить наполнение мелких пузырьков воздуха в жидкой смоле иммерсионным раствором с повторным растворением жидкой смолы при нагревании во время сушки, вследствие чего уменьшается количество мелких пузырьков воздуха (например, замкнутых пор и открытых пор с отверстиями небольшого размера) в пропитанном смолой трикотажном полотне, а также повышается плотность смолы (жидкой смолы), которой пропитано трикотажное полотно вокруг волокон, что приводит к улучшению сцепляемости волокон трикотажного полотна с жидкой смолой, а также к повышению прочности самого полотна. Кроме того, уменьшается количество мелких пузырьков воздуха, вследствие чего обеспечивается равномерность пропитки полотна сухой смолой на стадии вторичной пропитки и повышение прочности. Более того, стадия вторичной пропитки выполняется для того, чтобы тем самым обеспечить образование дополнительного слоя сухой смолы на поверхности слоя жидкой смолы на волокнах трикотажного полотна. Стадия отверждения при нагревании выполняется для того, чтобы тем самым обеспечить создание точек сплавления, где размягченные легкоплавкие волокна сплавляются друг с другом в местах пересечения.
[0081] Согласно настоящему изобретению на стадии погружения уменьшается количество пузырьков воздуха, что способствует формированию пространства, которое может быть пропитано на стадии вторичной пропитки, а также повышению воздухонепроницаемости, что уменьшает пространство, в которое может проникнуть сухая смола, в результате чего увеличивается площадь распределения сухой смолы. Следовательно, может быть обеспечена равномерная пропитка сухой смолой. Кроме того, может быть уменьшен объем жидкой смолы на участке, который напрямую не соединен с трикотажным полотном, что препятствует отслаиванию смолы в полировальной подушке во время полировки, продлевая срок ее службы. Таким образом, предполагается, что трикотажное полотно в полировальной подушке согласно настоящему изобретению выполняет функцию подложки, и на поверхности этого трикотажного полотна образуется слой жидкой смолы, что способствует формированию на этом слое жидкой смолы слоя сухой смолы. Также предполагается, что наибольший положительный эффект для полировальной подушки в целом может быть достигнут, если будет обеспечена как хорошая сцепляемость трикотажного полотна со слоем жидкой смолы, так и хорошая сцепляемость слоя жидкой смолы со слоем сухой смолы. Считается, что с учетом вышеизложенного полировальная подушка может обеспечить достаточный уровень прочности.
[0082] Полировальная подушка, полученная способом, описанным выше, при необходимости может быть впоследствии разрезана для придания ей требуемой формы, такой как круглая форма, и требуемых размеров, после чего она может быть подвергнута осмотру с тем, чтобы убедиться в отсутствии загрязнений, посторонних включений и пр.
[0083] Стадия резки выполняется для того, чтобы тем самым обеспечить, по меньшей мере, частичное покрытие смолой (сухой смолой) полученной в итоге полировальной подушки на поперечном разрезе трикотажного полотна, выполненном вдоль его поверхности, таким образом, чтобы поперечный разрез, не покрытый смолой, и поверхность смолы, которой покрыт поперечный разрез, могли служить в качестве полировальной поверхности. В такой полировальной подушке концы каждого волокна равномерно распределены в поперечном разрезе, который был получен путем разрезания трикотажного полотна, связанного методом основовязания или уточного вязания, вдоль его поверхности; и, следовательно, распределение концов волокон прямо отражается на участке, где поперечный разрез непосредственно выполняет функцию полировальной поверхности, и опосредованно отражается на участке, где поперечный разрез покрыт смолой. В результате обеспечивается равномерность не только внутренней структуры полировальной подушки, описанной выше, но и распределения выступов и углублений полировальной поверхности, благодаря чему проявляется тенденция к увеличению скорости полирования. Кроме того, предотвращается распускание волокон на участке, где поперечный разрез покрыт смолой. В результате полировальная подушка согласно этому варианту осуществления настоящего изобретения может характеризоваться более высокой скоростью полирования, а также гарантировать высокое качество своей полировальной поверхности.
[0084] При использовании полировальной подушки согласно этому варианту осуществления настоящего изобретения для полирования полируемой заготовки (также именуемой в настоящем документе просто «заготовкой») также может быть использована двусторонняя текстильная лента (снабженная адгезионным слоем и антиадгезионной пленкой), обеспечивающая сцепление полировальной подушки с держателем полировальной машинки и заранее приклеенная к поверхности полировальной подушки, противоположной полировальной поверхности полировальной подушки.
[0085] Для облегчения подачи абразивной пасты и удаления ее остатков в процессе полировки на полировальной поверхности полировальной подушки могут быть выполнены канавки и/или выдавлен рельеф. Примерами двухмерной формы (плоского рисунка) на полировальной поверхности канавки служат: радиальная форма, решетчатая форма и спиральная форма. Кроме того, к примерам формы канавки в поперечном сечении относятся: прямоугольная форма, U-образная форма, V-образная форма и полукруглая форма. Более того, шаг, ширина и глубина канавки не ограничены какими-либо конкретными значениями при условии, что при этом обеспечивается перемещение абразивной пасты и удаление ее остатков.
[0086] [Способ получения полированного изделия]
Способ получения полированного изделия согласно настоящему изобретению не ограничен каким-либо конкретным вариантом его осуществления при условии, что он представляет собой способ получения полированного изделия, включающий в себя стадию полировки, предусматривающую полирование полируемой заготовки с использованием полировальной подушки. Стадия полировки включает в себя первичную шлифовку (грубую шлифовку), вторичную шлифовку (чистовую шлифовку), первичную полировку (грубую полировку), вторичную полировку (чистовую полировку) и любую иную обработку, удваивая тем самым множество процессов полировки.
[0087] Полируемая заготовка не ограничена каким-либо конкретным типом, а примером полируемой заготовки может служить полупроводниковое устройство, материал для электронных компонентов или иной элемент подобного рода, в частности, Si-подложка (кремниевая пластина), SiC-подложка (подложка из карбида кремния), GaAs-подложка (подложка из арсенида галлия) и стекло, а также сверхтонкая подложка (полируемая заготовка), такая как подложка для жесткого диска или LCD-дисплея (жидкокристаллического дисплея). В частности, способ получения полированного изделия согласно настоящему изобретению пригоден для использования в качестве способа производства материалов, применяемых в устройствах питания, светодиодах и прочих устройствах подобного рода, например, материалов, сложно поддающихся обработке, например, полировке, таких как сапфир, SiC, GaN и алмаз.
[0088] В качестве способа полировки может быть использован какой-либо широко известный способ, который не ограничен конкретным вариантом своего осуществления.
Ниже в качестве примера будет описан способ, включающий в себя полирование полируемой заготовки полировальной подушкой в присутствии абразивных зерен.
[0089] Сначала полировальная подушка устанавливается и закрепляется на держателе полировальной машинки. После этого полируемая заготовка, зафиксированная на пластинодержателе, который должен располагаться напротив держателя полировальной машинки, прижимается к полировальной поверхности полировальной подушки; при этом держатель полировальной машинки и/или пластинодержатель вращаются, а в пространство между заготовкой и полировальной подушкой подается абразивная паста, вследствие чего обеспечивается полировка поверхности заготовки, подлежащей обработке.
[0090] Абразивная паста может содержать сильнодействующий окислитель, растворитель и полирующие частицы, используемые при химико-механическом полировании. Сильнодействующий окислитель не ограничен каким-либо конкретным типом, и к его примерам относятся такие вещества, как перманганат калия и перманганат натрия. Примерами растворителя могут служить вода и органический растворитель. Органическим растворителем в предпочтительном варианте может служить углеводород, а в более предпочтительном варианте углеводород с высокой температурой кипения. Углеводород не ограничен какой-либо конкретной своей разновидностью, и к его примерам относятся: парафиновый углеводород, олефиновый углеводород, ароматический углеводород и алициклический углеводород. К примерам углеводорода с высокой температурой кипения относится нефтяной углеводород с температурой начала вскипания 220°С или больше. Может быть использован один такой растворитель или сочетание двух и более таких растворителей.
[0091] При необходимости абразивная паста может также содержать и другие добавки. Примеры таких добавок включают в себя неионогенное поверхностно-активное вещество, анионогенное поверхностно-активное вещество, карбоксилат, амид карбоновой кислоты и карбоновая кислота.
[0092] Полируемая заготовка не ограничена каким-либо конкретным типом при условии, что она представляет собой стандартную заготовку, которая может быть обработана полированием; и примеры такой заготовки включают в себя полупроводниковую пластину, магнитный диск и оптическое стекло. При этом из числа указанных элементов предпочтение отдается полупроводниковой пластине; a SiC-подложка, сапфировая подложка и GaN-подложка предпочтительны с той точки зрения, что они могут обеспечить наилучший эффект от использования полировальной подушки согласно настоящему изобретению. Следовательно, в качестве обрабатываемого материала предпочтительно используется материал, трудно поддающийся обработке, такой как монокристалл SiC и монокристалл GaN, а также монокристалл сапфира, нитрида кремния, нитрида алюминия или иной материал подобного рода.
Примеры
[0093] Настоящее изобретение будет подробнее описано ниже на примерах и сравнительных примерах его осуществления. Однако последующие примеры не претендуют на ограничение объема настоящего изобретения.
[0094] [Твердость]
К поверхности испытуемого образца толщиной 4,5 мм или больше с помощью пружины была прижата прижимная игла (измерительная головка), и спустя 30 секунд была измерена твердость полировальной подушки по шкале А, исходя из глубины вдавливания прижимной иглы. В качестве измерительного устройства был использован дюрометр типа А. Такое измерение было повторено три раза, чтобы получить среднее арифметическое и, таким образом, определить твердость по шкале А. В частности, для получения испытуемого образца полировальная подушка была обрезана до размеров 10 см на 10 см; и множество таких испытуемых образцов было сложено стопкой для получения толщины 4,4 мм или больше.
[0095] [Модуль сжатия и модуль упругости при сжатии]
Для измерения модуля сжатия и модуля упругости при сжатии полировальной подушки согласно требованиям японских промышленных стандартов (JIS L 1021) был использован толщиномер Шоппера (участок, к которому прикладывалась нагрузка: круг диаметром 1 см). В частности, после приложения первоначальной нагрузки в течение 30 секунд была измерена толщина t0, а после выдерживания образца под окончательной нагрузкой в течение пяти минут была измерена толщина t1. После снятия всех нагрузок и выдерживания одноминутной паузы была измерена толщина t0' после приложения первоначальной нагрузки в течение 30 секунд. В данном случае первоначальная нагрузка составляла 100 г/см2, а окончательная нагрузка - 1120 г/см2. Модуль сжатия был рассчитан по последующей формуле (1), а модуль упругости при сжатии был рассчитан по последующей формуле (2).


[0096] [Толщина]
Для измерения модуля сжатия и модуля упругости при сжатии полировальной подушки согласно требованиям японских промышленных стандартов (JIS К 6505) был использован толщиномер Шоппера (участок, к которому прикладывалась нагрузка: круг диаметром 1 см). В частности, было подготовлено три образца для испытаний, каждый из которых был получен путем обрезания полировальной подушки до размеров 10 см на 10 см; при этом каждый из испытуемых образцов был установлен в заданное положение относительно толщиномера, после чего на каждый из испытуемых образцов была наложена оказывающая давление поверхность, прикладывающая нагрузку в 480 г/см2, и спустя пять секунд была измерена толщина. Для расчета среднего арифметического толщина была измерена в пяти положениях относительно каждого испытуемого образца; и, более того, было установлено среднее арифметическое по всем трем испытуемым образцам.
[0097] [Плотность]
Для получения испытуемого образца полировальная подушка была обрезана до размеров 10 см на 10 см, после чего была измерена масса испытуемого образца, а плотность (объемная плотность) (г/см3) полировальной подушки была рассчитана по объему, выведенному по размерам и массе.
[0098] [Тестовое полирование 1]
Полировальная подушка была закреплена на держателе полировальной машинки (производства компании SpeedFam Company Limited, диаметром 32 дюйма), после чего полировальная поверхность полировальной подушки была подвергнута правке (нагружение: 1,3 кПа, время: 10 минут) с использованием воды, подаваемой со скоростью 900 мл/мин. В качестве алмазного инструмента для правки было использовано «алмазное правящее устройство (#100)» производства компании Asahi Diamond Industrial Co., Ltd. После этого кремниевая пластина (диаметром 3 дюйма и толщиной 420 мкм), служащая полируемой заготовкой, была отполирована полировальной подушкой в условиях полирования, указанных ниже.
(Условия полирования):
Абразивная паста: произведена компанией Sinmat Inc., название продукта: SC1AJ;
Расход абразивной пасты: 5 мл/мин;
Число оборотов: 35 об/мин;
Время полирования: 120 мин/СИ (стендовое испытание);
Давление полирования: 450 гс/см2.
[0099] [Тестовое полирование 2]
Полирование осуществлялось таким же образом, что и при выполнении тестового полирования 1, за исключением того, что полируемая заготовка была заменена сапфировой пластиной (диаметром 2 дюйма и толщиной 375 мкм), и были предусмотрены условия полирования, указанные ниже.
(Условия полирования):
Абразивная паста: произведена компанией Fujimi Incorporated.; была использована смесь, состоящая из продукта под названием «Compol 80» и воды в соотношении 2:1;
Расход абразивной пасты: 3 л/мин (циркуляция);
Число оборотов: 70 об/мин;
Время полирования: 180 мин/СИ (стендовое испытание);
Давление полирования: 400 гс/см2.
[0100] (Скорость полирования)
Скорость полирования (единица измерения: мкм/час) была рассчитана по объему полирования, установленного по уменьшению массы полируемой заготовки до и после обработки при тестовых полированиях 1 и 2, описанных выше, а также по площади полирования и удельной массе полируемой заготовки для вычисления толщины, снятой полированием, чтобы можно было установить толщину, снимаемую в час. В данном случае для определения среднего значения скорости полирования при тестовом полировании 1 было отполировано шесть заготовок, а для определения среднего значения скорости полирования при тестовом полировании 2 было отполировано шестьдесят четыре заготовки.
[0101] (Качество поверхности)
После тестового полирования 1 или 2 было визуально осмотрено пять заготовок на предмет выявления царапин на отполированной поверхности. Как указано ниже, варианту, в котором было выявлено множество дефектов, таких как царапины, поставлена оценка 2; варианту, в котором почти не было выявлено дефектов, таких как царапины, поставлена оценка 1; а варианту, в котором не было выявлено никаких дефектов, таких как царапины, поставлена оценка 0; после чего было установлено средневзвешенное значение по всем пяти заготовкам. В данном случае поверхность каждой заготовки после выполнения тестового полирования представляла собой зеркальную поверхность. Вывод о том, что «не выявлено никаких дефектов, таких как царапины» или такие дефекты выявлены, делался на основании того, были ли замечены царапины или иные дефекты подобного рода на поверхности каждой из полируемых заготовок, представляющей собой по существу зеркальную поверхность, или нет.
0: не выявлено никаких дефектов, таких как царапины;
1: почти не выявлено дефектов, таких как царапины;
2: выявлено множество дефектов, таких как царапины.
[0102] [Трикотажное полотно и нетканое полотно]
Были подготовлены трикотажные полотна А и В и нетканое полотно А, каждое из которых состояло из волокон, выполненных из полиэтилентерефталата. Конфигурация каждого из трикотажных полотен указана в Таблице 1, представленной ниже. В данном случае волокна, составляющие лицевую и заднюю поверхности каждого трикотажного полотна, и волокна, составляющие промежуточную структуру (расположенную между лицевой и задней поверхностями) каждого трикотажного полотна, описаны по отдельности для полотна, полученного методом основовязания, и для кругло вязаного полотна.
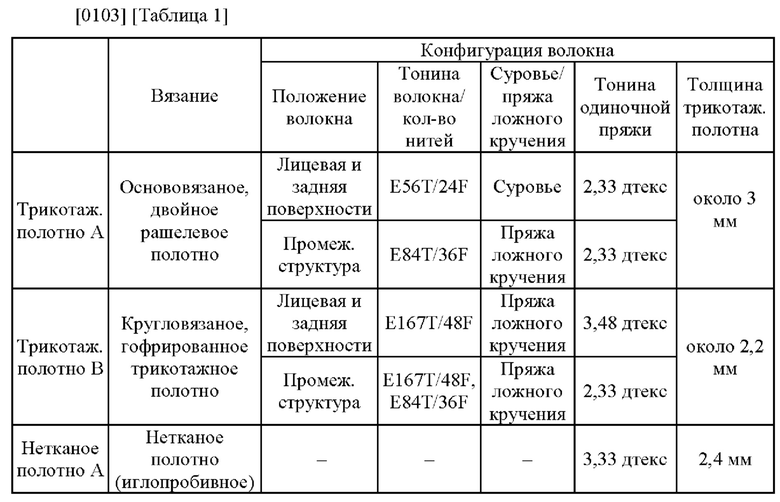
[0104] В данном случае трикотажное полотно А представляло собой основовязаное (двойное рашелевое) полотно, которое было связано на двухфонтурной рашель-машине с нитеводителями L1-L6, и которое характеризовалось конфигурацией, полученной за счет указанного ниже переплетения трикотажного полотна; при этом пряжа ложного кручения подавалась через нитеводители L3 и L4, а суровье через нитеводители L1, L2, L5 и L6.
L1: 4-4-4-4/0-0-0-0//
L2: 0-1-1-1/1-0-0-0//
L3: 0-1-1-2/1-0-2-1//
L4: 1-2-0-1/2-1-1-0//
L5: 0-0-0-1/1-1-1-0//
L6: 0-0-4-4/4-4-0-0//
[0105] Трикотажное полотно В представляло собой кругловязаное (гофрированное) полотно, которое было связано на кругловязальной машине с нитеводителями F1-F6, и которое характеризовалось конфигурацией, полученной за счет следующего переплетения трикотажного полотна:
F1: нитеводитель для прессового переплетения (прессовое переплетение получено с использованием иглы цилиндра с нечетным номером и иглы диска с четным номером (одно вязаное переплетение перекрывается следующим вязаным переплетением));
F2: игольный полудиск (выполняет вязание не с использованием какого-либо цилиндра, а только с использованием иглы диска с нечетным номером);
F3: полуцилиндр (выполняет вязание не с использованием какого-либо игольного диска, а только с использованием иглы цилиндра с четным номером);
F4: нитеводитель для прессового переплетения (напротив F1, прессовое переплетение получено с использованием иглы цилиндра с четным номером и иглы диска с нечетным номером);
F5: игольный полудиск (напротив F2, выполняет вязание не с использованием какого-либо цилиндра, а только с использованием иглы диска с четным номером);
F6: полуцилиндр (напротив F3, выполняет вязание не с использованием какого-либо игольного диска, а только с использованием иглы цилиндра с четным номером).
[0106] [Пример 1]
(Стадия первичной пропитки)
Для подготовки раствора смолы 56,7 частей по массе уретановой смолы на основе поликарбоната (производства компании DIC Corporation, торговая марка «Crisvon S705») было смешано с 43,3 частями по массе N,N-диметилформамида. Трикотажное полотно А было погружено в полученный раствор смолы, а излишек раствора смолы был выдавлен роликовым устройством для выжимания, вследствие чего была обеспечена по существу равномерная пропитка трикотажного полотна А раствором смолы. Затем трикотажное полотно А было погружено в коагуляционную жидкость, содержащую воду при температуре 18°С, где происходило коагулирование и регенерация смолы для получения на стадии первичной пропитки трикотажного полотна, пропитанного смолой. После этого пропитанное смолой трикотажное полотно было извлечено из коагуляционной жидкости, высушено и подвергнуто полировке на суконном круге для получения пропитанного смолой трикотажного полотна, с которого снят поверхностный слой.
[0107] (Стадия погружения)
Далее пропитанное смолой трикотажное полотно, полученное выше, было погружено в иммерсионный растворитель, содержащий N,N-диметилформамид и чистую воду в соотношении 65:35. После этого была выполнена сушка для получения пропитанного смолой трикотажного полотна по окончании стадии погружения.
[0108] (Стадия резки)
После этого пропитанное смолой трикотажное полотно было высушено и разрезано вдоль своей поверхности с помощью резательного устройства типа ленточного ножа с получением равномерной толщины полотна по вертикали.
[0109] (Стадия вторичной пропитки)
Затем 24,11 частей уретанового преполимера (производства компании DIC Corporation, торговая марка «Pandex ТМ363», эквивалент NCO-группы, равный 286) были смешаны с 10,91 частью по массе отвердителя (производства компании DIC Corporation, торговая марка «Pandex Е») и 60,04 частями по массе N,N-диметилформамида для подготовки раствора смолы. По завершении стадии резки пропитанное смолой трикотажное волокно было погружено в полученный раствор смолы, после чего зажим роликового устройства для выжимания был отрегулирован таким образом, что плотность полировальной подушки составила 0,36 г/см3, тем самым обеспечивая выдавливание раствора смолы. После этого была выполнена промывка/сушка для получения полировальной подушки по Примеру 1. Доля трикотажного полотна в полировальной подушке в целом составила 37% по массе. В данном случае эквивалент NCO-группы был измерен согласно требованиям стандарта JIS К 7301 (1995 год) (это же относится к примерам, приведенным ниже).
[0110] [Пример 2]
Полировальная подушка по Примеру 2 была получена таким же способом, что и в Примере 1, за исключением того, что зажим роликового устройства для выжимания был отрегулирован таким образом, что плотность полировальной подушки составила 0,41 г/см3. Доля трикотажного полотна в полировальной подушке в целом составила 32% по массе.
[0111] [Сравнительный пример 1]
Полировальная подушка по Сравнительному примеру 1 была получена таким же способом, что и в Примере 1, за исключением того, что вместо трикотажного полотна А было использовано нетканое полотно А, что зажим роликового устройства для выжимания был отрегулирован таким образом, что плотность полировальной подушки составила 0,37 г/см3. Доля нетканого полотна в полировальной подушке в целом составила 34% по массе.
[0112] [Пример 3]
Полировальная подушка по Примеру 3 была получена таким же способом, что и в Примере 2, за исключением того, что на полировальной поверхности была предусмотрена канавка с шагом 30 мм, шириной 2 мм и глубиной 0,5 мм, имеющая в поперечном сечении U-образную форму. Доля трикотажного полотна в полировальной подушке в целом составила 32% по массе.
[0113] [Пример 4]
Полировальная подушка по Примеру 4 была получена таким же способом, что и в Примере 1, за исключением того, что вместо трикотажного полотна А было использовано нетканое полотно В, зажим роликового устройства для выжимания был отрегулирован таким образом, что плотность полировальной подушки составила 0,56 г/см3, а на полировальной поверхности была предусмотрена канавка с шагом 30 мм, шириной 2 мм и глубиной 0,4 мм, имеющая в поперечном сечении U-образную форму. Процентная доля трикотажного полотна в полировальной подушке в целом составила 53% по массе.
[0114] [Сравнительный пример 2]
Полировальная подушка по Сравнительному примеру 2 была получена таким же способом, что и в Примере 1, за исключением того, что зажим роликового устройства для выжимания был отрегулирован таким образом, что плотность полировальной подушки составила 0,42 г/см3. Процентная доля нетканого полотна в полировальной подушке в целом составила 30% по массе.
[0115] В Таблице 2 представлены такие характеристики, как твердость, модуль сжатия, модуль упругости при сжатии, толщина и плотность полировальной подушки, полученной в каждом из Примеров 1-4 и Сравнительных примеров 1-2. Кроме того, показаны результаты оценки скорости полирования и качества поверхности в условиях тестовых полирований 1 и 2, описанных выше.
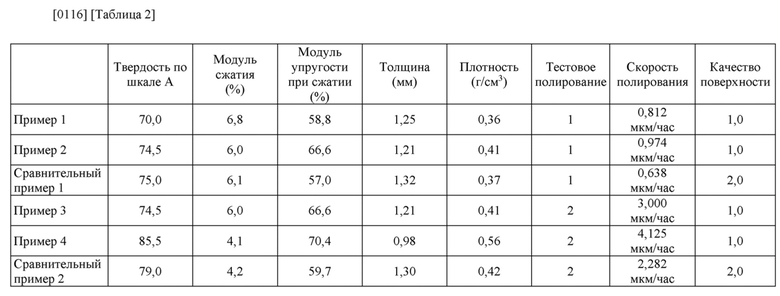
[0117] [Трикотажное полотно]
Были подготовлены: основовязаное двойное рашелевое трикотажное полотно А1, в котором параллельная трикотажная пряжа из легкоплавких нейлоновых волокон, ориентированных параллельно волокнам из полиэтилентерефталата, была использована в качестве трикотажной пряжи, составляющей лицевую и заднюю поверхности, а волокна из полиэтилентерефталата были использованы в качестве трикотажной пряжи, составляющей промежуточную структуру; основовязаное двойное рашелевое трикотажное полотно А2, аналогичное трикотажному полотну А1 за исключением того, что волокна из легкоплавкого нейлона не были ориентированы параллельно; кругловязаное гофрированное трикотажное полотно В1, в котором параллельная трикотажная пряжа из легкоплавких нейлоновых волокон, ориентированных параллельно волокнам из полиэтилентерефталата, была использована в качестве трикотажной пряжи, составляющей лицевую и заднюю поверхности, а волокна из полиэтилентерефталата были использованы в качестве трикотажной пряжи, составляющей промежуточную структуру; и кругловязаное гофрированное трикотажное полотно В2, аналогичное трикотажному полотну В1 за исключением того, что волокна из легкоплавкого нейлона не были ориентированы параллельно. В Таблице 1 описана конфигурация каждого трикотажного полотна. В настоящем документе волокна, составляющие лицевую и заднюю поверхности трикотажного полотна, и волокна, составляющие промежуточную структуру (между лицевой и задней поверхностями) трикотажного волокна описаны по отдельности.
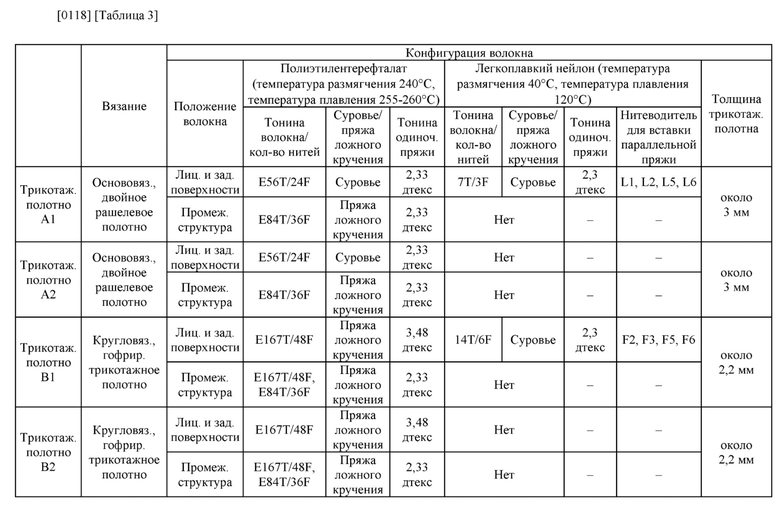
[0119] В контексте настоящего документа каждое из трикотажных полотен А1 и А2 представляло собой основовязаное (двойное рашелевое) трикотажное полотно, которое было связано на двухфонтурной рашель-машине с нитеводителями L1-L6, и которое характеризовалось конфигурацией, полученной за счет указанного ниже переплетения трикотажного полотна; при этом пряжа ложного кручения подавалась через нитеводители L3 и L4, а суровье через нитеводители L1, L2, L5 и L6. Что касается трикотажного полотна А1, то через нитеводитель волокон из легкоплавкого нейлона подавалась параллельно ориентированная пряжа, представленная в Таблице 1.
L1: 4-4-4-4/0-0-0-0//
L2: 0-1-1-1/1-0-0-0//
L3: 0-1-1-2/1-0-2-1//
L4: 1-2-0-1/2-1-1-0//
L5: 0-0-0-1/1-1-1-0//
L6: 0-0-4-4/4-4-0-0//
[0120] Каждое из трикотажных полотен В1 и В2 представляло собой кругловязаное (гофрированное) трикотажное полотно, которое было связано на кругловязальной машине с ните водителями F1-F6, и которое характеризовалось конфигурацией, полученной за счет указанного ниже переплетения трикотажного полотна. Что касается трикотажного полотна В1, то через нитеводитель волокон из легкоплавкого нейлона подавалась параллельно ориентированная пряжа, представленная в Таблице 1.
F1: нитеводитель для прессового переплетения (прессовое переплетение получено с использованием иглы цилиндра с нечетным номером и иглы диска с четным номером (одно вязаное переплетение перекрывается следующим вязаным переплетением));
F2: игольный полудиск (выполняет вязание не с использованием какого-либо цилиндра, а только с использованием иглы диска с нечетным номером);
F3: полуцилиндр (выполняет вязание не с использованием какого-либо игольного диска, а только с использованием иглы цилиндра с четным номером);
F4: нитеводитель для прессового переплетения (напротив F1, прессовое переплетение получено с использованием иглы цилиндра с четным номером и иглы диска с нечетным номером);
F5: игольный полудиск (напротив F2, выполняет вязание не с использованием какого-либо цилиндра, а только с использованием иглы диска с четным номером);
F6: полуцилиндр (напротив F3, выполняет вязание не с использованием какого-либо игольного диска, а только с использованием иглы цилиндра с четным номером).
[0121] Трикотажное полотно А1, трикотажное полотно А2, трикотажное полотно В1 и трикотажное полотно В2, связанные так, как это описано выше, были подвергнуты отверждению при нагревании с использованием сушилки с обогревом горячим воздухом при температуре 100°С в течение 10 минут. Таким образом, трикотажное полотно А1 и трикотажное полотно В1, каждое из которых состояло из параллельно расположенных волокон из легкоплавкого нейлона, находилось в состоянии, в котором волокна из легкоплавкого нейлона подвергались взаимному сплавлению в месте пересечения. Далее в настоящем документе каждое из трикотажных полотен, полученных после отверждения при нагревании, было использовано в Примерах и Сравнительных примерах.
[0122] [Пример 5]
(Стадия первичной пропитки)
Для подготовки раствора смолы 56,7 частей по массе уретановой смолы на основе поликарбоната (производства компании DIC Corporation, торговая марка «Crisvon S705») было смешано с 43,3 частями по массе N,N-диметилформамида. Трикотажное полотно А1 было погружено в полученный раствор смолы, а излишек раствора смолы был выдавлен роликовым устройством для выжимания, вследствие чего была обеспечена по существу равномерная пропитка трикотажного полотна А1 раствором. Затем трикотажное полотно А1 было погружено в коагуляционную жидкость, содержащую воду при температуре 18°С, где происходило коагулирование и регенерация смолы для получения на стадии первичной пропитки трикотажного полотна, пропитанного смолой. После этого пропитанное смолой трикотажное полотно было извлечено из коагуляционной жидкости, высушено и подвергнуто полировке на суконном круге для получения пропитанного смолой трикотажного полотна, с которого снят поверхностный слой.
[0123] (Стадия погружения)
Далее пропитанное смолой трикотажное полотно, полученное выше, было погружено в иммерсионный растворитель, содержащий N,N-диметилформамид и чистую воду в соотношении 65:35. После этого была выполнена сушка для получения пропитанного смолой трикотажного полотна по окончании стадии погружения.
[0124] (Стадия резки)
После этого пропитанное смолой трикотажное полотно было высушено и разрезано вдоль своей поверхности с помощью резательного устройства типа ленточного ножа с получением равномерной толщины полотна по вертикали.
[0125] (Стадия вторичной пропитки)
Затем 24,11 частей уретанового преполимера (производства компании DIC Corporation, торговая марка «Pandex ТМ363», эквивалент NCO-группы, равный 286) были смешаны с 10,91 частью по массе отвердителя (производства компании DIC Corporation, торговая марка «Pandex Е») и 60,04 частями по массе N,N-диметилформамида для подготовки раствора смолы. По завершении стадии резки пропитанное смолой трикотажное волокно было погружено в полученный раствор смолы, после чего зажим роликового устройства для выжимания был отрегулирован таким образом, что плотность полировальной подушки составила 0,36 г/см3, тем самым обеспечивая выдавливание раствора смолы. После этого была выполнена промывка/сушка для получения полировальной подушки по Примеру 5. Объем смолы, соединенный со 100 процентами по массе трикотажного полотна, составил 198% по массе. В данном случае эквивалент NCO-группы был измерен согласно требованиям стандарта JIS К 7301 (1995 год) (это же относится к примерам, приведенным ниже).
[0126] [Сравнительный пример 3]
Полировальная подушка по Сравнительному примеру 3 была получена таким же способом, что и в Примере 5, за исключением того, что вместо трикотажного полотна А1 было использовано трикотажное полотно А2. Объем смолы, соединенный со 100 процентами по массе трикотажного полотна, составил 198% по массе.
[0127] [Пример 6]
Полировальная подушка по Примеру 6 была получена таким же способом, что и в Примере 5, за исключением того, что вместо трикотажного полотна А1 было использовано трикотажное полотно В1. Объем смолы, соединенный со 100 процентами по массе трикотажного полотна, составил 89% по массе.
[0128] [Сравнительный пример 4]
Полировальная подушка по Сравнительному примеру 4 была получена таким же способом, что и в Примере 6, за исключением того, что вместо трикотажного полотна В1 было использовано трикотажное полотно В2. Объем смолы, соединенный со 100 процентами по массе трикотажного полотна, составил 89% по массе.
[0129] В Таблице 3 представлены такие характеристики, как твердость, модуль сжатия, модуль упругости при сжатии, толщина и плотность полировальной подушки, полученной в каждом из Примеров 5-6 и Сравнительных примеров 3-4. Кроме того, показаны результаты оценки скорости полирования и качества поверхности в условиях тестовых полирований 1 и 2, описанных выше.
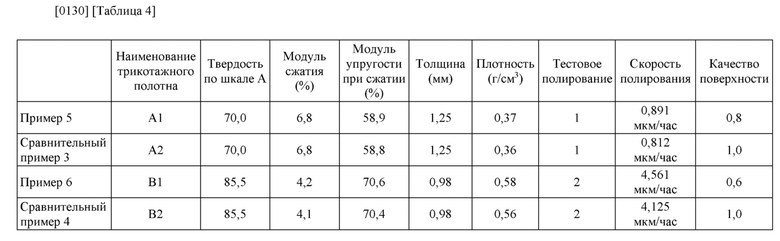
Промышленная применимость
[0131] Настоящее изобретение обеспечивает промышленную применимость полировальной подушки, в частности, полировальной подушки для полировки материала, сложно поддающегося резке.
Номера позиций
[0132] 1 Пропитанное смолой трикотажное полотно
2 Полировальная поверхность
2' Конец
| название | год | авторы | номер документа |
|---|---|---|---|
| СОПРЯЖЕННАЯ АРМИРОВАННАЯ НИТЬ СТЕРЖНЕВО-ОПЛЕТОЧНОГО ТИПА, ТРИКОТАЖНОЕ ПОЛОТНО, ИЗДЕЛИЕ ОДЕЖДЫ И СПОСОБ ПОЛУЧЕНИЯ СОПРЯЖЕННОЙ АРМИРОВАННОЙ НИТИ СТЕРЖНЕВО-ОПЛЕТОЧНОГО ТИПА | 2010 |
|
RU2463395C1 |
| ТРИКОТАЖНОЕ ПОЛОТНО, ИМЕЮЩЕЕ ВЫСОКУЮ УСТОЙЧИВОСТЬ К СТИРКЕ И СВЕТОСТОЙКОСТЬ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2002 |
|
RU2290463C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО КРУГА | 1991 |
|
RU2030286C1 |
| КОМПОЗИЦИЯ ДЛЯ ПРОПИТКИ ПОЛИРОВАЛЬНОГО КРУГА | 2004 |
|
RU2275399C1 |
| ШЛИФОВАННЫЙ ПРОДУКТ В ВИДЕ АБРАЗИВНОГО РЕМНЯ | 2015 |
|
RU2688845C1 |
| ЭЛАСТИЧНАЯ ТРИКОТАЖНАЯ ТКАНЬ И ПРЕДМЕТ ОДЕЖДЫ | 2014 |
|
RU2622804C2 |
| АМОРТИЗИРУЮЩИЙ МАТЕРИАЛ | 2014 |
|
RU2664210C2 |
| КОМПОЗИЦИЯ ДЛЯ ПРОИЗВОДСТВА ПОЛИРОВАЛЬНОГО КРУГА | 2004 |
|
RU2263125C1 |
| СШИТЫЙ ОДНОНАПРАВЛЕННЫЙ ИЛИ МНОГООСНЫЙ АРМИРУЮЩИЙ НАПОЛНИТЕЛЬ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2616667C2 |
| ВЯЗАНЫЙ ЛИБО ТКАНЫЙ МАТЕРИАЛ ИЗ ВОЛОКНА ИЗ СЛОЖНОГО ПОЛИЭФИРА | 2003 |
|
RU2301854C2 |
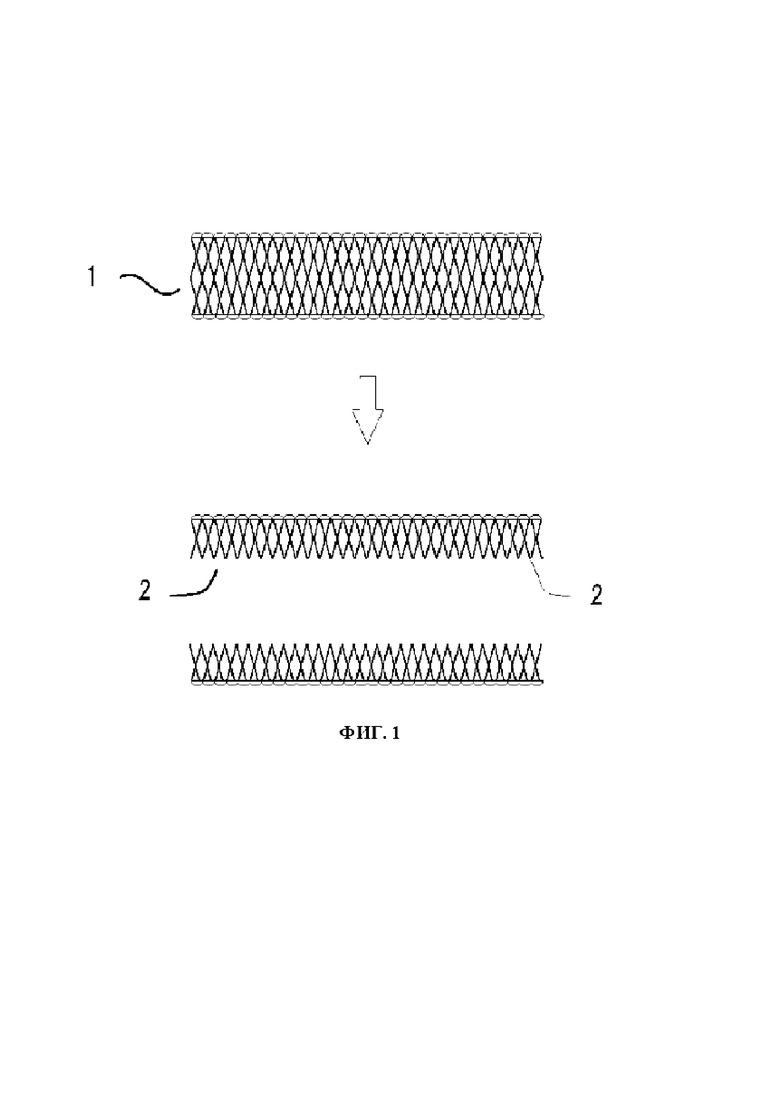
Группа изобретений относится к изготовлению полировальной подушки, используемой для полировки материла, сложно поддающегося резке. Полировальная подушка содержит трикотажное полотно, полученное методом основовязания или уточного вязания, и смолу, которой пропитано указанное трикотажное полотно. Полировальная подушка характеризуется поперечным разрезом вдоль поверхности трикотажного полотна, выступающей в качестве полировальной поверхности. Смола состоит из первой смолы и второй смолы, отличной от первой смолы. Вторая смола является продуктом реакции уретанового преполимера, содержащего эквивалент NCO-группы, равный 450 или меньше, и отвердителя. Обеспечивается высокая скорость полирования, повышается качество обрабатываемой поверхности. 3 н. и 15 з.п. ф-лы, 4 табл., 1 ил.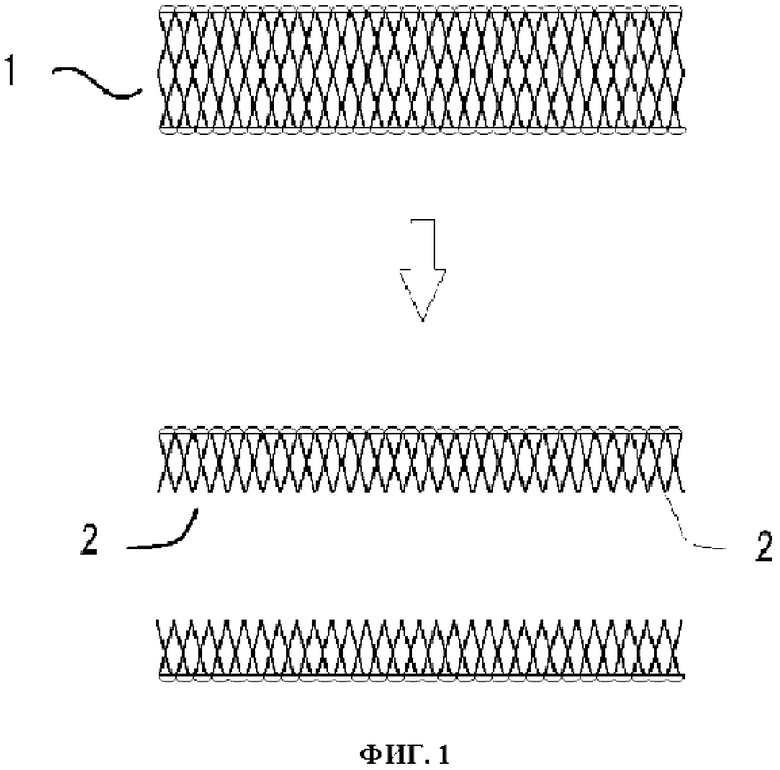
1. Полировальная подушка, содержащая: трикотажное полотно, полученное методом основовязания или уточного вязания, и смолу, которой пропитано указанное трикотажное полотно, при этом
полировальная подушка характеризуется наличием поперечного разреза вдоль поверхности трикотажного полотна, выступающей в качестве полировальной поверхности, где
смола состоит из первой смолы и второй смолы, отличной от первой смолы, причем вторая смола является продуктом реакции уретанового преполимера, содержащего эквивалент NCO-группы, равный 450 или меньше, и отвердителя.
2. Полировальная подушка по п. 1, в которой ткань, составляющая трикотажное полотно, по меньшей мере частично является пряжей ложного кручения.
3. Полировальная подушка по п. 1, в которой:
смола состоит из первой смолы и второй смолы, отличной от первой смолы, а содержание трикотажного полотна составляет 30-60% по массе от общего объема трикотажного полотна, первой смолы и второй смолы.
4. Полировальная подушка по п. 1, в которой среднечисловой диаметр одиночной пряжи трикотажного полотна составляет 3-30 мкм.
5. Полировальная подушка по п. 1, в которой тонина одиночной пряжи трикотажного полотна составляет 0,1-10 дтекс.
6. Полировальная подушка по п. 1, характеризующаяся модулем сжатия 0,5-20%.
7. Полировальная подушка по п. 1, характеризующаяся модулем упругости при сжатии 50-98%.
8. Полировальная подушка по п. 1, характеризующаяся твердостью 50-98% по шкале А.
9. Полировальная подушка по п. 1, характеризующаяся толщиной 0,5-5,0 мм.
10. Полировальная подушка по п. 1, в которой трикотажное полотно выполнено из трикотажной пряжи, состоящей из двух или более параллельно расположенных волокон, которые характеризуются разной температурой плавления и ориентированы параллельно друг другу.
11. Полировальная подушка по п. 10, в которой трикотажная пряжа, образующая лицевую и заднюю поверхности трикотажного полотна, представляет собой трикотажную пряжу с параллельно расположенными волокнами.
12. Полировальная подушка по п. 10, в которой температура плавления волокна с самой низкой температурой плавления из числа двух или более волокон, характеризующихся разной температурой плавления, составляет 50-180°С.
13. Полировальная подушка по п. 10, в которой температура плавления волокна с самой высокой температурой плавления из числа двух или более волокон, характеризующихся разной температурой плавления, составляет 200-400°С.
14. Способ изготовления полировальной подушки, включающий в себя:
стадию первичной пропитки, предусматривающую пропитку трикотажного полотна, полученного методом основовязания или уточного вязания, раствором смолы, содержащим первую смолу, и выполнение жидкостной коагуляции для получения в результате пропитанного смолой трикотажного полотна;
стадию погружения, предусматривающую погружение пропитанного смолой трикотажного полотна в иммерсионную жидкость, содержащую растворитель, в котором растворима первая смола;
стадию резки, предусматривающую по завершении стадии погружения резку пропитанного смолой трикотажного полотна вдоль поверхности трикотажного полотна, и
стадию вторичной пропитки, предусматривающую по завершении стадии резки пропитку пропитанного смолой трикотажного полотна раствором, содержащим уретановый преполимер с эквивалентом NCO-группы, равным 450 или меньше, и отвердитель.
15. Способ изготовления полировальной подушки по п. 14, в котором:
в качестве трикотажного полотна используют трикотажное полотно, полученное методом основовязания или уточного вязания и содержащее трикотажную пряжу с двумя или более параллельно расположенными волокнами, которые характеризуются разной температурой плавления и ориентированы параллельно друг другу;
при этом указанный способ дополнительно включает в себя стадию отверждения при нагревании, предусматривающую нагрев при температуре, которая равна температуре размягчения или превышает ее, и которая меньше температуры плавления волокна с самой низкой температурой плавления из числа двух или более волокон, характеризующихся разной температурой плавления; причем эта стадия выполняется перед стадией первичной пропитки.
16. Способ изготовления полировальной подушки по п. 14, в котором первая смола растворима в одном или более веществе из группы, включающей в себя N,N-диметилформальдегид, диметилацетамид, метилэтилкетон и диметилсульфоксид.
17. Способ изготовления полировальной подушки по п. 14, в котором растворитель представляет собой один или более растворитель, выбранный из группы, включающей в себя N,N-диметилформальдегид, диметилацетамид, метилэтилкетон и диметилсульфоксид.
18. Способ получения полированного изделия, включающий в себя:
стадию полировки, предусматривающую полирование полируемой заготовки с использованием полировальной подушки по одному из пп. 1-13.
| JP 2013182952 A, 12.09.2013 | |||
| JP 2004358588 A, 24.12.2004 | |||
| JP 2010064216 A, 25.03.2010 | |||
| Способ изготовления полировального круга | 1989 |
|
SU1703432A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО КРУГА | 1991 |
|
RU2030286C1 |

