Изобретение относится к изготовлению абразивного инструмента - тканевого полировального круга и может быть использовано на операциях предварительного и окончательного полирования плоских или фасонных поверхностей из коррозионно- стойких сталей, медных и медно-никелевых сплавов с применением жидких и твердых полировальных паст на полировальных станках.
Цель изобретения - снижение себестоимости полировальных кругов при сохранении высоких эксплуатационных характеристик.
Берут полировальный элемент из льно- лавсановой ткани, содержащей волокна льна и лавсана в следующем соотношении, мас,%:
Лен65-75
Лавсан25-35
Далее полировальный элемент скрепляют со ступицей и пропитывают 10-20%-ным водным раствором поливинилацетатной дисперсии с добавлением 0,1-0.2 мас.% смачивателя.
Использование в качестве материала полирующего элемента льнолавсановой ткани с определенным соотношением льняных и лавсановых волокон и пропитка ткани водным раствором поливинилацетатной дисперсии с добавлением смачивателя обеспечивает снижение себестоимости круга за счет замены дорогостоящего дефицитного сизалевого полотна, исключения операции обшивки сизалевого полотна хлопчатобумажной тканью, сохраняя при этом высокие эксплуатационные показатели - высокую полирующую способность и износостойкость, а также снижение пожаV о
со
-N
СА) ND
ро-взрывоопасности при операции пропитки.
Наличие в льнолавсэновой ткани синтетического волокна лавсан в количестве 25- 35 мас.% повышает износостойкость тканевого полирующего элемента круга. Содержание лавсановых волокон свыше 35 мас.% ухудшает процесс полирования за счет скопления пучков синтетических волокон в ткани, оплавления их в процессе работы и образования на торцовой рабочей поверхности круга шариков (комочков), оплавленных лавсановых волокон, образующих на обрабатываемой поверхности микрориски. Поверхность обрабатываемой детали вследствие этого получается тусклой, матовой, непрополированной.
Использование в круге льнолэвсановой ткани с содержанием лавсановых волокон менее 25 мас.% способствует быстрому износу круга и снижает показатель надежности - установленный ресурс круга.
Пропитка полирующего элемента круга водным раствором поливинилацетатной дисперсии позволяет значительно улучшить его эксплуатационные свойства, а именно показатели назначения (шероховатость поверхности) и надежности (установленный ресурс круга).
При пропитке свободноскладчатых полировальных кругов из льнолавсановой ткани пропиточным раствором с содержанием полишинилацетатной дисперсии менее 10% уменьшается жесткость круга, снижается показатель надежности - установленный ресурс круга.
Обработка полировальных кругов пропиточным раствором с содержанием поливинилацетатной дисперсии более 20% отрицательно влияет на эксплуатационные показатели круга, в процессе работы при взаимодействии с полировальной пастой происходит,засаливание круга, непрополи- ровка обрабатываемых изделий, в конечном итоге установленный ресурс круга не вырабатывается.
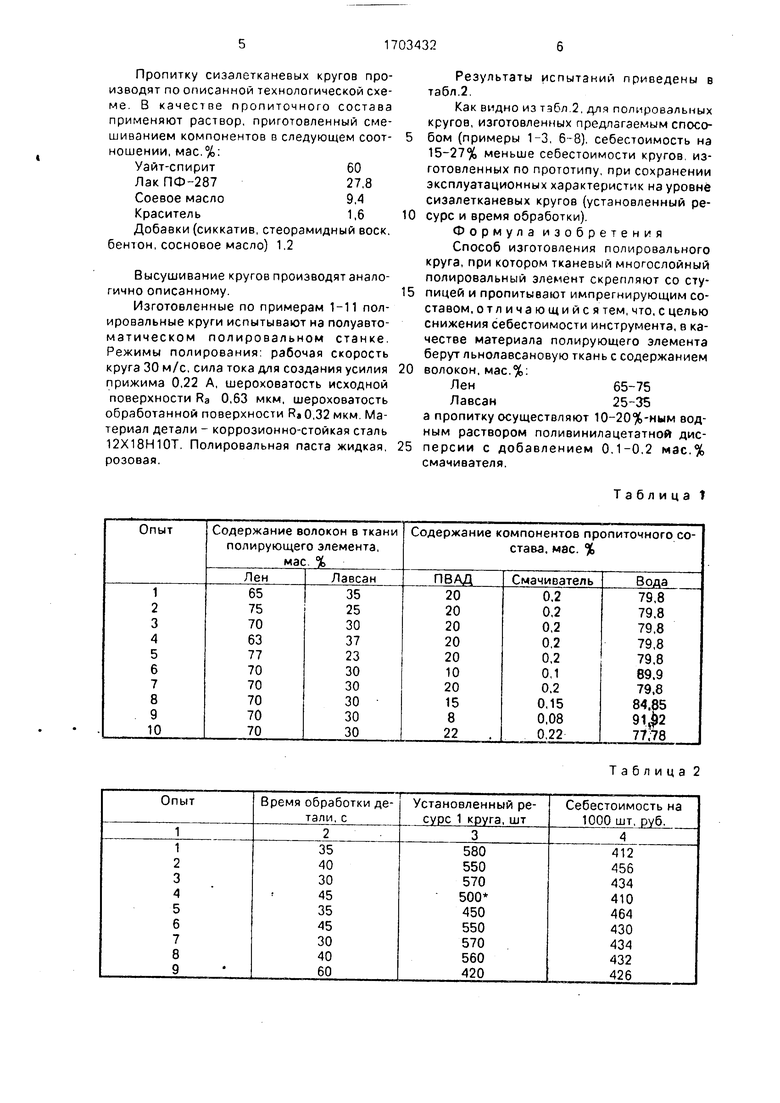
Пример. Изготавливают тканевые полировальные круги типоразмера 1 С 120x10x19. При этом в качестве материала полирующего элемента берут льнолав- сановую ткань полотняного переплетения с минимальным, оптимальным, максимальным и выходящим за указанные пределы содержанием льняных и лавсановых волокон, а пропитку осуществляют водным раствором с минимальным, оптимальным, максимальным и выходящим за указанные пределы содержанием поливинилацетатной дисперсии и смачивателя.
Данные приведены в табл.1. Изготовление свободноскладчатого полировального круга из льнолавсановой ткани производится по технологической
схеме: сшивание ткани в виде непрерывной трубки, разрезание ткани по косой линии под углом 45°, соединение полос ткани с металлической ступицей с одновременным формованием многослойного полировального элемента, обрезка круга по периферии и дополнительное крепление ткани с металлической ступицей.
Готовый полировальный круг пропитывают водным раствором поливинилацетатной
дисперсии с добавлением неионогенного смачивателя ОП-10.
Для пропитки полирующего элемента круга раствор приготавливают следующим образом.
Смачиватель заливают водой при Т-80° С в соотношении 1:10 и размешивают до растворения. В пропиточную ванну наливают воду при ± 5° С и добавляют поливи- нилацетатную дисперсию (ПВАД) при перемешивании до полного растворения. После этого в раствор вводят смачиватель ОП-10, процесс перемешивания продолжают до получения однородной консистенции.
Пропитку свободноскладчатых полировальных кругов из льнолавсановой ткани осуществляют в пропиточной ванне методом свободного капиллярного поднятия с выдержкой не менее 5 мин, время свободного стекания раствора не менее 30 с, время
отжима вращением пропитанных кругов не более 40 с, сушка в сушильной камере при режиме ± 5° С не менее 4 ч.
Параллельно изготавливают полировальный круг указанных размеров способом
по прототипу.
В качестве материала полировального элемента берут сизалетканевое полотно.
Изготовление свободноскладчатого сизалетканевого полировального круга
включает операции сшивания хлопчатобумажной ткани в виде непрерывной трубки и разрезание ткани по косой линии под углом 45°, разрезание сизалевого полотна по косой линии под углом 45°, сшивание встык
полос сизаля, сложение двух полос хлопчатобумажной ткани, сизалевого полотна между ними и прострочка их вместе на швейной машине с интервалами 15 мм, формование V-образного свободноскладчатого
сизалетканевого круга путем соединения сизалетканевой .полосы с металлической ступицей, обрезка круга по периферии и дополнительное крепление полирующего элемента с металлической ступицей.
Пропитку сизалетканевых кругов производят по описанной технологической схеме. В качестве пропиточного состава применяют раствор, приготовленный смешиванием компонентов в следующем соотношении, мас.%:
Уайт-спирит60 ЛакПФ-287 27,8 Соевое масло 9,4 Краситель 1,6 Добавки (сиккатив, стеорамидный воск, бентон, сосновое масло) 1.2
Высушивание кругов производят аналогично описанному.
Изготовленные по примерам 1-11 полировальные круги испытывают на полуавтоматическом полировальном станке. Режимы полирования: рабочая скорость круга 30 м/с, сила тока для создания усилия прижима 0,22 А, шероховатость исходной поверхности Ra 0,63 мкм, шероховатость обработанной поверхности Ra 0,32 мкм. Материал детали - коррозионно-стойкая сталь 12Х18НЮТ. Полировальная паста жидкая, розовая.
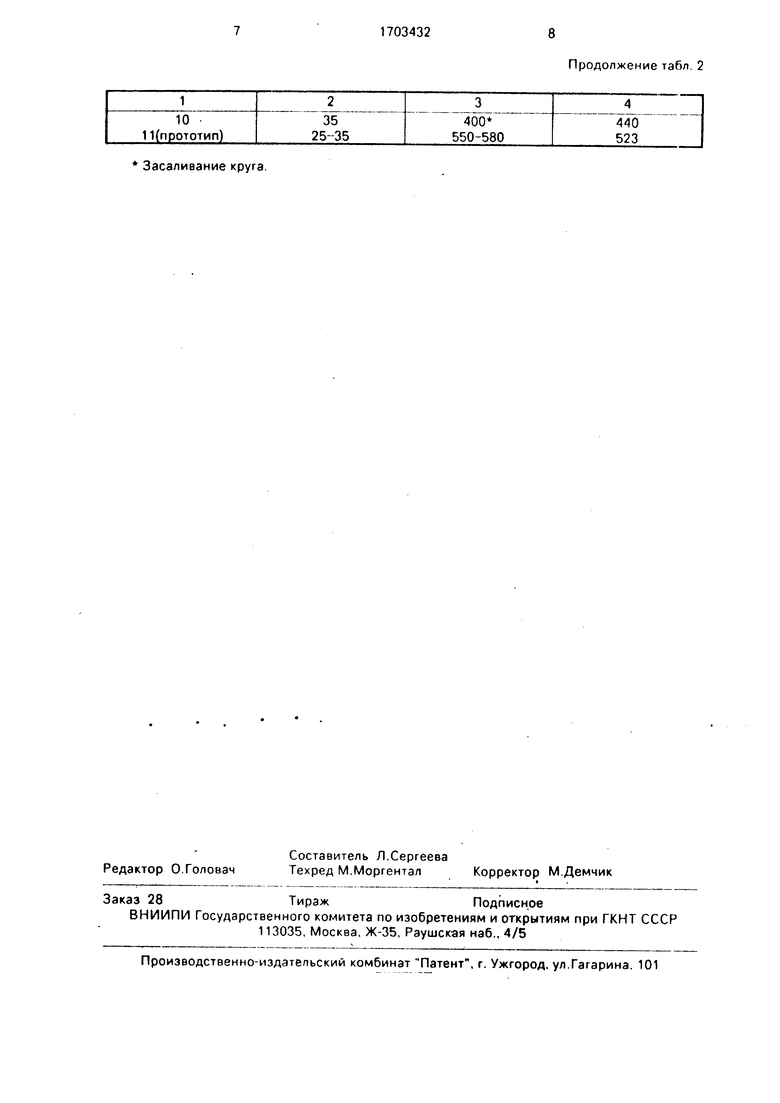
Результаты испытаний приведены в табл.2.
Как видно из табл.2, для полировальных кругов, изготовленных предлагаемым спосо- бом (примеры 1-3, 6-8). себестоимость на 15-27% меньше себестоимости кругов, изготовленных по прототипу, при сохранении эксплуатационных характеристик на уровне сизалетканевых кругов (установленный ре- суре и время обработки).
Формула изобретения Способ изготовления полировального круга, при котором тканевый многослойный полировальный элемент скрепляют со сту- лицей и пропитывают импрегнирующим составом, отличающийся тем, что, с целью снижения себестоимости инструмента, в качестве материала полирующего элемента берут льнолавсановую ткань с содержанием волокон, мас.%:
Лен65-75 Лавсан 25-35 а пропитку осуществляют 10-20%-мым водным раствором поливинилацетатной дис- персии с добавлением 0.1-0,2 мас.% смачивателя.
Таблица t
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 2008 |
|
RU2394050C2 |
| КОМПОЗИЦИЯ ДЛЯ ПРОИЗВОДСТВА ПОЛИРОВАЛЬНОГО КРУГА | 2004 |
|
RU2263125C1 |
| КОМПОЗИЦИЯ ДЛЯ ПРОПИТКИ ПОЛИРОВАЛЬНОГО КРУГА | 2004 |
|
RU2275399C1 |
| Способ изготовления полировального инструмента | 1989 |
|
SU1689054A1 |
| Состав для пропитки полировального инструмента | 1990 |
|
SU1787755A1 |
| КОМПОЗИЦИЯ ДЛЯ ПРОПИТКИ ПОЛИРОВАЛЬНОГО КРУГА | 2008 |
|
RU2357986C1 |
| Состав для пропитки тканого полировального инструмента | 1987 |
|
SU1465440A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО КРУГА | 2003 |
|
RU2256677C1 |
| Пропиточный состав полировальника на текстильной основе | 1985 |
|
SU1289664A1 |
| Полировальный инструмент | 1985 |
|
SU1274917A1 |
Изобретение относится к изготовлению тканевых полировальных кругов и может быть использовано на операциях предварительного и окончательного полирования плоских или фасонных поверхностей из коррозионно-стойких сталей, медных и медно- никелевых сплавов с применением жидких и твердых полировальных паст на полировальных станках. Целью изобретения является снижение себестоимости инструмента при сохранении его эксплуатационных характеристик. В качестве материала многослойного полирующего элемента берут льнолавсановую ткань с содержанием волокон, мас.%: льна 65-75, лавсана 25-35. Полирующий элемент скрепляют со ступицей, формуют его и пропитывают высыхающим составом - 10-20%-ным водным раствором поливинилацетатной дисперсии с добавлением 0.1-0,2 мас.% смачивателя. 2 табл. СО
Таблица 2
Засаливание круга.
Продолжение табл. 2
| Абразивы | |||
| - Научно-технический реферативный сборник | |||
| М., 1981 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
