Изобретение относится к области электродуговой наплавки порошковой проволокой деталей, работающих в условиях интенсивного износа при высоких температурах (до 800 ºС) с циклическими ударными нагрузками, например кузнечно-прессового инструмента горячего деформирования.
Известна высокохромистая порошковая проволока (авторское свидетельство СССР № 407692, B23k 35/36, опубл. 10.12.1973, БИ №47) для наплавки деталей, работающих в условиях абразивного износа, состав шихты которой взят в следующих соотношениях, мас. %:
Такая порошковая проволока обеспечивает получение наплавленного металла с достаточно высокой твердостью до 51-56 HRC, но недостаточной ударостойкостью и низкой теплостойкостью вследствие растворения упрочняющих фаз при повышенных температурах, что обусловливает его невысокую износостойкость в условиях температурно-силового воздействия. Кроме того из-за высокой концентрации в ней нитрида бора и отсутствия компонентов, снижающих чувствительность к пористости, имеет низкие сварочные технологические характеристики вследствие образования пор и плохого формирования валиков.
Известна хромистая порошковая проволока легированная медью (Патент RU 1817400, B23k 35/368, опубл. 27.10.1996, БИ №30) для наплавки деталей, работающих в условиях абразивного износа, состоящей из стальной оболочки и порошкообразной шихты содержащей компоненты в следующем процентном соотношении, мас. %:
Однако металл, наплавленный такой порошковой проволокой, имеет очень высокую твердость (до 66 HRC), что сильно усложняет технологию наплавки и последующую обработку. Такой металл хрупок и склонен к образованию сколов, хотя выделения в структуре соединений меди тормозят распространение образующихся трещин.
Известна хромо-марганцовистая порошковая проволока (авторское свидетельство СССР 419350 B23k 35/36, опубл. 15.03.1974, БИ №10) для наплавки металла работающего в условиях высоких ударных нагрузок, состав шихты которой взят в следующих соотношениях, мас. %:
Металл, наплавленный такой порошковой проволокой, хотя и обладает высокой стойкостью против образования трещин, однако обеспечивает высокий уровень сопротивления смятию только в результате наклепа. В первоначальный момент нагружения его твердость мала и износостойкость невелика. Кроме того, такой металл не предназначен для работы при высоких температурах.
Наиболее близким по химическому составу является никель марганцовистая порошковая проволока (Патент RU 2704338, B23K 35/368, опубл. 28.10.2019, Бюл. № 31) предназначенная для наплавки деталей работающих на истирание в условиях воздействия абразивного потока с большими контактными нагрузками, компоненты которой взяты в следующих соотношениях, мас. %:
Металл, полученный известной порошковой проволокой, имеет композиционную структуру, состоящую из многокомпонентных карбоборидных фаз Mе23(C, B)6 и Mе7(C, B)3 на основе Fe, V, Mo, Ti, Zr, расположенных в виде каркаса между кристаллами безуглеродистого мартенсита, упрочненного интерметаллидными фазами. Такой металл имеет высокую износостойкость при работе в условиях абразивного воздействия с большими контактными нагрузками. Но в тоже время, имеет низкую теплостойкость и разгаростойкость в условиях работы при высоких температурах, вследствие малого количества упрочняющих фаз, обладающих высокой окалиностойкость.
Технической задачей предлагаемого изобретения является повышение теплостойкости и разгаростойкости износостойких покрытий, наплавленных на детали работающих в условиях высоких температур и циклических ударных нагрузок.
Технический результат достигается за счет того, что порошковая проволока, состоящая из низкоуглеродистой стальной оболочки и порошкообразной шихты, содержащей марганец, ферротитан, феррованадий, феррониобий, нитрид бора, диборид титана, диборид циркония, кремнефтористый натрий и железный порошок, дополнительно содержит феррохром углеродистый и медь при следующем процентном соотношении компонентов, мас. %:
Предложенная порошковая проволока позволяет получить хромомарганцевый наплавленный металл, относящийся к группе дисперсионно-твердеющих сталей, свойства которых улучшаются в результате старения.
Введение в состав порошковой проволоки феррохрома углеродистого в количестве 9-12% является оптимальным, поскольку, во-первых, при такой его концентрации существенно повышается теплостойкость и разгаростойкость, так как идет интенсивное образование на поверхности наплавленного металла прочной окисной пленки хрома, что уменьшает процесс окалинообразования и препятствует налипанию прессуемого и прокатываемого металла, а во-вторых, хром снижает предел растворимости титана в твердом растворе α-железа, что повышает способность сплава к дисперсионному твердению. При концентрации феррохрома углеродистого ниже 9% снижается количество карбидов и боридов хрома, которые принимают участие в процессе дисперсионного твердения. При концентрации феррохрома углеродистого свыше 12% происходит снижение пластичности.
Наличие в порошковой проволоке марганца в количестве 4-6% в комплексе с заявленным количеством феррохрома углеродистого обеспечивает получение в наплавленном металле мартенситной структуры с остаточным аустенитом до 5%, что при существующем количестве карбидных, карбоборидных и интерметаллидных фаз создает благоприятные условия протекания пластической деформации и тем самым придает матрице высокую пластичность и повышает стойкость сплава к ударным нагрузкам. Вместе с тем марганец способствует дисперсионному твердению стали за счет уменьшения предела растворимости меди в твердом растворе α-железа. В процессе старения марганец значительно повышает прочность наплавленного металла вследствие аллотропических превращений. Кроме того, марганец обеспечивает высокую отпускную прочность и твердость металла.
Медь в пределах 2-4% вводится не только как упрочняющая добавка, но и как добавка образующая в наплавленном металле самостоятельную «мягкую» фазу, позволяющую предохранить сплав от хрупкого разрушения и значительно снизить внутренние термические остаточные напряжения после затвердевания наплавленного металла. Мягкие выделения меди на границах карбоборид, карбонитрид, мартенсит и аустенит, обеспечивают релаксацию напряжений, и тем самым останавливают рост трещин при их возникновении, что эквивалентно увеличению пластичности металла. Концентрация меди в шихте менее 2% не обеспечивает заметного повышения пластичности, а при превышении свыше 4: начинается выделение меди ввиде прослоек по границе зерен, что уменьшает количество «мягкой» фазы и снижается пластичность металла.
Наличие в порошковой проволоке ферротитана в указанных пределах, обеспечивает упрочнение металла карбонитридными и интерметаллидными фазами титана и ускоряет процесс дисперсионного твердения. Кроме того, титан повышает теплостойкость металла при высоких температурах старения.
Наличие в составе шихты феррованадия в пределах 2-4% повышает твердость наплавленного металла за счет карбонитридного упрочнения, вследствие связывания углерода и азота в нитриды и карбиды ванадия. Содержание феррованадия в шихте менее 2 % не обеспечивает выделение нужного количества избыточных нитридных и карбидных фаз для повышения твердости наплавленного металла, а при повышении его свыше 4% увеличения величины эффекта карбонитридного упрочнения не наблюдается.
Наличие в составе шихты феррониобия в пределах 2-3% обеспечивает получение нитридов, карбидов, боридов и интерметаллидов ниобия в процессе расплавления и кристаллизации наплавленного металла, которые, распределяясь в матрице нового типа, обеспечивают ему высокую износостойкость в условиях абразивного изнашивания и восприятия статического давления с большими контактными нагрузками. При концентрации феррониобия менее 2% заметного эффекта не наблюдается. При введении феррониобия в шихту свыше 3% мас. повышения эффекта износостойкости металла не наблюдается.
Наличие в составе шихты предложенной порошковой проволоки нитрида бора в указанных пределах повышает твердость наплавленного металла, обеспечивая получение его мелкозернистой структуры с увеличенным количеством неметаллической фазы за счет насыщения сварочной ванны частицами нитридов, температура плавления которых выше температуры плавления сплава, а твердость – выше твердости металлической основы наплавленного слоя. Содержание нитрида бора в шихте менее 0,5% не обеспечивает нужного уровня износостойкости, а при повышении свыше 1,5% возрастает концентрация азота в наплавленном металле, что приводит к появлению пор и падению его износостойкости.
Наличие в составе шихты комплекса из диборидов титана и циркония в указанных пределах обусловливает выделение в структуре наплавленного металла многокомпонентной боридной эвтектики, которая, располагаясь в виде каркаса между кристаллами мартенсита, воспринимает часть энергии ударов и рассредоточивает ее на большую площадь поверхности, что увеличивает стойкость наплавленного металла к ударным нагрузкам. Вместе с тем, боридная эвтектика препятствует «зернограничной ползучести», повышает стойкость против образования горячих трещин. Титан и цирконий, содержащиеся в составе комплекса, образуют мелкодисперсные труднорастворимые нитриды, бориды и интерметаллиды способствующие увеличению износостойкости наплавленного металла при высоких температурах (до 800 °C), повышая его теплостойкость. Кроме того, титан и цирконий являются хорошими модификаторами, позволяющими значительно измельчить зерно, предупреждают рост крупных столбчатых кристаллов, в результате чего устраняется возможность образования «горячих» трещин и улучшаются физико-механические свойства наплавленного металла. При содержании диборидов титана и циркония ниже нижнего предела не обеспечивается высокая износостойкость наплавленного металла из-за малого количества упрочняющих фаз, а при превышении верхнего предела происходит снижение его пластических свойств.
Введение в состав порошковой проволоки кремнефтористого натрия Na2SiF6 в количестве 0,5-0,8% позволяет значительно снизить концентрацию водорода в наплавленном металле, что обусловливает низкую вероятность образования пор и повышает стойкость к образованию трещин.
Железный порошок необходим для получения расчетного коэффициента заполнения порошковой проволоки, что обеспечивает получение наплавленного металла требуемого химического состава.
Для количественной оценки воздействия легирующих элементов на свойства наплавленного металла было изготовлено шесть составов порошковой проволоки: 2, 3 и 4 составы предлагаемой проволоки, 1 и 5 составы с содержанием компонентов, выходящих за заявляемые пределы, 6 – состав прототипа (табл. 1).
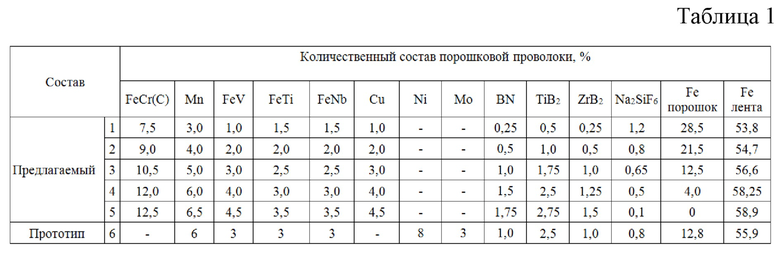
В качестве оболочки использовали стальную ленту марки 08 кп размером 15×0,5 мм по ГОСТ 503-81. Коэффициент заполнения такой порошковой проволоки составляет 44 %. В качестве шихты использовали смесь порошков феррохрома высокоуглеродистого марки FeCr70C70LSLP по ГОСТу 4757 - 91 (ISO 5448 - 81), марганца марки Мн998 по ГОСТу 6008-90, феррованадия марки ФВд50У0,3 по ГОСТу 27130 - 94, ферротитана марки ФТи70С1 по ГОСТу 4761-91, феррониобия марки ФНб65 по ГОСТу 16773 - 2003 (ISO 5453-80), меди марки ПМС-1 по ГОСТу 4960-2009, никеля марки ПНЭ по ГОСТу 9722-97, молибдена по ТУ 48-19-316-92, нитрида бора ТУ 26.8-0022 226-007-2003, диборида титана по ТУ 113-07-11.004-89, диборида циркония по ТУ 6-09-03-46-75, кремнефтористого натрия по ТУ 113-08-587-86, железа марки ПЖР2 по ГОСТу 9849-86.
Состав шихты варьируется в зависимости от способа наплавки с учетом коэффициентов перехода легирующих элементов в наплавленный металл. Наплавка предложенной проволокой может производиться как под флюсом, так и в среде защитных газов.
Порошковыми проволоками Ø 2,6 мм на полуавтомате ПДГО-510 в среде аргона выполнялась многослойная наплавка (4 слоя) на ребро пластин из стали 45 толщиной 20 мм. Из наплавленного металла изготавливались образцы для проведения исследований по известным методам.
Дюрометрические исследования проводили на образцах из наплавленного металла после наплавки, старения при 500 °С в течение 2 часов и отпуска при 800 °С в течение 4 часов. Твердость по Роквеллу измеряли на приборе ТК-2.
Испытания на абразивный износ проводили на лабораторной установке в соответствии с ГОСТом 23.208-79 "Обеспечение износостойкости изделий. Метод испытания материалов на износостойкость при трении о нежестко закрепленные абразивные частицы". Полученные результаты выражались в виде коэффициента относительной износостойкости ε, численно равного отношению весовых потерь эталона (сталь 30Х13) и испытуемого металла за одинаковое время.
Для испытания на термостойкость (разгаростойкость) была разработана методика, согласно которой из наплавленного металла изготавливался испытуемый образец размером 20×10×10 мм, который фиксировался в специальной оправке, соприкасающейся непосредственно с головкой термопары. Чередование циклов нагрев – охлаждение осуществляли поворотом оправки с образцом на соответствующую позицию. Нагрев образцов осуществлялся пропановой горелкой до температуры 800 °С, а охлаждение – водой посредством распыления из форсунки до температуры 50 °С. Температура разогрева образцов фиксировалась потенциометром Термодат – 10К3/1УВ/2Р. За критерий оценки термостойкости принималось число теплосмен до появления первой видимой трещины.
Испытания на склонность состаренного наплавленного металла к хрупкому разрушению проводили на молоте МА4129 при энергии удара
0,1 кДж. За ударостойкость принимали количество ударов до появления первой трещины.
Результаты дюрометрических исследований и испытаний на износостойкость, термостойкость и ударостойкость сведены в таблицу 2.
Таблица 2
– 2 час, HRC
– 4 час, HRC
теплосмен
ударов
l=200 мм
l=100 мм
Как видно из таблицы 2, наилучшими свойствами обладает металл, полученный порошковыми проволоками 2, 3 и 4 составов. Твердость наплавленного металла полученного этими составами после выдержки при температуре 800 °C в течение 4 часов по сравнению с твердостью после старения снижается с 53–56 HRC до 47–51 HRC, в то время как у прототипа, имеет место более значительное падение твердости с 58 HRC до 43 HRC. Количество теплосмен до появления первой видимой трещины, характеризующее термостойкость металла находится в пределах 24-35, в то время как у металла-прототипа – всего 17. При этом количество ударов до появления первой трещины, характеризующее хрупкость такого металла находится в пределах 32-52, в то время как у металла-прототипа – всего 19. В целом данные составы позволяют получать безпористый наплавленный металл, превосходящий металл, полученный проволокой-прототипом по степени разупрочнения и износостойкости в условиях температурно-силового воздействия. Данные составы позволяют получать наплавленный металл, который в исходном состоянии обладает твердостью 39-45 HRC, что обеспечивает удовлетворительную обрабатываемость его режущим инструментом, без проведения операции отжига. После отпуска при 800 °С наплавленный металл, полученный предлагаемыми составами порошковых проволок имеет низкую степень разупрочнения в 5-6 HRC, в то время как у металла полученного проволокой – прототипом она составляет 15 HRC, по термостойкости он соответственно превосходит его в 1,4-2,1 раза, ударостойкости в 1,7-2,7 раза, при незначительном превышении относительной износостойкости.
Как показали металлографические и рентгеноструктурные исследования, такие высокие эксплуатационные характеристики металла наплавленного порошковыми проволоками заявленных составов можно объяснить тем, что он представляет собой композиционную структуру, состоящую из мартенситно-аустенитной матрицы с эвтектикой каркасного строения образованной в основном боридом FeB, упрочненной большей частью интерметалидными фазами – Fe2Ti0.2Zr0.8, Fe0.8Mn0.2, Fe0.99V0.01; карбидами и нитридами – VC, Zr3N4, NbN, Fe4N, Cu3N, Cr2N и многокомпонентными карбонитридными фазами – CuCN, Ti2CN. Кроме того, высокое содержание хрома в такой матрице обеспечивает надежную защиту поверхностных слоев от возникновения очагов разрушения при термоциклическом воздействии, а замкнутый характер каркасной боридной эвтектики ограничивает развитие разгарных трещин, что и определяет высокую термическую стойкость наплавленного металла.
Сочетание высоких значений твердости и ударостойкости мартенситно-аустенитной матрицы обусловлено специфической морфологией, размерами аустенитной фазы и выделений меди, которые присутствуют в структуре наплавленного металла в виде дисперсных разноориентированных прослоек между рейками мартенсита. Эти прослойки с одной стороны являются «мягкой» упрочняющей фазой, а с другой стороны способствуют релаксации локальных напряжений, ответственных за образование хрупких трещин, повышая тем самым ударную вязкость наплавленного металла.
Металл, полученный предложенной порошковой проволокой, обладает высокой износостойкостью, ударостойкостью, теплостойкостью и высоким сопротивлением к термической усталости, что позволяет значительно повысить стойкость инструмента горячего деформирования в условиях длительного температурно-силового воздействия.
Данное техническое решение создано в рамках выполнения гранта РНФ Соглашение № 17-19-01224.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2739362C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2019 |
|
RU2704338C1 |
| Порошковая проволока | 2022 |
|
RU2801387C1 |
| Порошковая проволока для наплавки | 2024 |
|
RU2839406C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2682941C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2012 |
|
RU2514754C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679374C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679372C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2682940C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467854C1 |
Изобретение относится к области электродуговой наплавки износостойких сплавов, в частности к составу порошковой проволоки, и может быть использовано для повышения стойкости деталей оборудования и инструмента, работающих в условиях интенсивного износа при высоких температурах до 800°С с циклическими ударными нагрузками. Порошковая проволока для наплавки инструмента горячего деформирования, работающего в условиях интенсивного износа при температурах до 800°С с циклическими ударными нагрузками, состоящая из низкоуглеродистой стальной оболочки и порошкообразной шихты, содержит, мас. %: феррохром углеродистый - 9,0-12,0, марганец - 4,0-6,0, медь - 2,0-4,0, феррованадий - 2,0-4,0, ферротитан - 2,0-3,0, феррониобий - 2,0-3,0, нитрид бора - 0,5-1,5, диборид титана - 1,0-2,5, диборид циркония - 0,5-1,25, кремнефтористый натрий - 0,5-0,8, железный порошок - 4,0-21,5, стальная оболочка - остальное. Наплавка порошковой проволокой с данным составом шихты может производиться в аргоне либо под фторидными флюсами. Металл, полученный предложенной порошковой проволокой, обладает высокой твердостью, ударостойкостью, теплостойкостью, разгаростойкостью и износостойкостью, что позволяет значительно повысить стойкость прессового инструмента горячего деформирования в условиях длительного циклически изменяющегося температурно-силового воздействия. 2 табл.
Порошковая проволока для наплавки инструмента горячего деформирования, работающего в условиях интенсивного износа при температурах до 800°С с циклическими ударными нагрузками, состоящая из низкоуглеродистой стальной оболочки и порошкообразной шихты, содержащей марганец, ферротитан, феррованадий, феррониобий, нитрид бора, диборид титана, диборид циркония, кремнефтористый натрий и железный порошок, отличающаяся тем, что шихта дополнительно содержит феррохром углеродистый и медь при следующем соотношении компонентов, мас. %:
| ПОРОШКОВАЯ ПРОВОЛОКА | 2019 |
|
RU2704338C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2005 |
|
RU2294273C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 1990 |
|
RU1769481C |
| CN 105127614 A, 09.12.2015 | |||
| БРОНИРОВАННАЯ ТРАНСПОРТНАЯ МАШИНА ДЛЯ ПЕРЕВОЗКИ ЖИДКОГО УГЛЕВОДОРОДНОГО ТОПЛИВА | 2007 |
|
RU2403157C2 |
| ФЕРРОМАГНИТНАЯ ШИХТА ДЛЯ ДУГОВОЙ НАПЛАВКИ ДЕТАЛЕЙ МАШИН, ИЗГОТОВЛЕННЫХ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 2010 |
|
RU2448823C2 |

