Изобретение относится к области электродуговой наплавки износостойких сплавов, в частности к составу порошковой проволоки, и может быть использовано для повышения стойкости деталей оборудования и инструмента, работающих в условиях термомеханического циклического нагружения, например деталей медеразливочных машин, прессового инструмента горячего деформирования, валков горячей прокатки, где наряду с износостойкостью при истирании требуется высокая сопротивляемость термической усталости.
Известна порошковая проволока (авторское свидетельство СССР №476118, В23к 35/36, опубл. БИ №25, 1975 г.) для износостойкой наплавки инструмента горячего деформирования, состоящая из стальной оболочки и шихты, следующего состава, мас.%:
Металл, полученный известной порошковой проволокой, обладает низкой разгаростойкостью, поскольку достигает максимальной твердости после старения при температуре 600°C в течение 2-4 часов только за счет образования интерметаллидных фаз Ni3Ti и фаз Лавеса Fe2Mo. Эксплуатационные свойства такого типа наплавленного металла в условиях циклических термомеханических нагрузок исчерпываются из-за усиливающегося влияния на его разупрочнение диффузионного фактора, так как в результате выдержки при температуре свыше 700°C упрочняющие фазы коагулируют и частично растворяются.
Известна порошковая проволока для наплавки деталей машин, работающих при повышенных температурах до 550°C в условиях интенсивного абразивного и ударно-абразивного износа, в частности для наплавки бил молотковых дробилок (авторское свидетельство СССР №551150, B23K 35/368, опубл. БИ №11, 1977 г.), состоящая из стальной малоуглеродистой оболочки и порошкообразной шихты в следующем соотношении компонентов, мас.%:
Структура металла, наплавленного известной проволокой, помимо твердых боридов, карбоборидов, карбидов имеет мягкую основу-матрицу с достаточно высоким содержание нестабильного аустенита, обеспечивающего повышение ударной вязкости металла. При высоких давлениях в условиях контактно-ударного нагружения такой металл самоупрочняется за счет наклепа и фазовых превращений с образованием более твердых структурных составляющих. В условиях работы металла на истирание без значительных ударных нагрузок при циклически меняющихся температурах он имеет пониженную износостойкость.
Наиболее близкой по химическому составу является порошковая проволока, предназначенная для механизированной наплавки инструмента горячего деформирования (патент RU 2429957, B23K 35/368, опубл. БИ №27, 2011 г.), состоящая из низкоуглеродистой стальной оболочки, выполненной на основе армко-железа и порошкообразной шихты в следующем соотношении компонентов, мас.%:
Металл, полученный известной порошковой проволокой, имеет композиционную структуру, состоящую из многокомпонентных карбоборидных фаз M23(C, B)6 и M7(C, B)3 на основе Fe, V, Mo, Ti, Zr, расположенных в виде каркаса между кристаллами безуглеродистого мартенсита, упрочненного интерметаллидными фазами. Такой металл обладает высокой твердостью, теплостойкостью, износостойкостью в условиях температурно-силового воздействия, но имеет пониженную сопротивляемость термической усталости, приводящую к образованию грубой сетки разгара и выкрашиванию зерен металла с рабочих поверхностей.
Технической задачей предлагаемого изобретения является создание такого состава порошковой проволоки, который обеспечивал бы получение наплавленного металла, обладающего высокой разгаростойкостью и износостойкостью в условиях ударных циклических термомеханических нагрузок при истирании, например, при воздействии металлического расплава в процессе прессования, за счет создания двухфазной матрицы, упрочненной труднорастворимыми мелкодисперсными карбоборидными фазами.
Технический результат достигается за счет того, что в составе известной порошковой проволоки, состоящей из низкоуглеродистой стальной оболочки (армко-железо) и порошкообразной шихты, содержащей никель, молибден, хром, титан, алюминий, ферросилиций, феррованадий, карбид бора, диборид титана, диборид циркония, кремнефтористый натрий и железный порошок, повышена концентрация хрома, уменьшена концентрация никеля, а часть его замещена дополнительно введенным марганцем при следующем соотношении компонентов, мас.%:
Введение в состав порошковой проволоки хрома в количестве 15-18% является оптимальным, поскольку, во-первых, при такой его концентрации существенно повышается разгаростойкость и жаростойкость, так как идет интенсивное образование на поверхности наплавленного металла прочной окисной пленки, что уменьшает процесс окалинообразования и препятствует налипанию прессуемого и прокатываемого металла, а во-вторых, хром снижает предел растворимости молибдена, титана и алюминия в твердом растворе α-железа, что повышает способность сплава к дисперсионному твердению. При концентрации хрома ниже 15% снижается количество карбидов хрома, которые принимают участие в процессе дисперсионного твердения. При концентрации хрома свыше 18% происходит резкое снижение пластичности.
Наличие в порошковой проволоке никеля в количестве 2-6% в комплексе с заявленным количеством хрома обеспечивает получение аустенитно-мартенситной структуры с остаточным аустенитом до 25% в наплавленном металле, что при существующем количестве карбидных, карбоборидных и интерметаллидных фаз создает благоприятные условия протекания пластической деформации и тем самым придает матрице высокую пластичность и ударную вязкость, резко повышает стойкость сплава к ударным нагрузкам. Никель так же непосредственно участвует в образовании упрочняющих фаз с алюминием и титаном и, кроме того, усиливает эффект старения за счет уменьшения предела растворимости молибдена в твердом растворе α-железа.
Молибден повышает теплостойкость и прочность наплавленного металла. При старении образует упрочняющую фазу Fe2Mo, которая преимущественно выделяется на дислокациях в теле зерна, не снижая пластических свойств стали после старения.
Кремний, как и хром, способствует увеличению окалиностойкости стали. Вместе с этим его присутствие в сталях, легированных молибденом, титаном и алюминием, увеличивает степень упрочнения наплавленного металла при старении. Кремний существенно снижает предел растворимости молибдена в твердом растворе α-железа, увеличивая количество и дисперсность выделяющейся упрочняющей фазы при старении, поскольку введение 1% кремния равносильно дополнительному введению 2-3% молибдена. При содержании кремния в наплавленном металле до 1,5% не происходит снижения его пластических свойств.
Ванадий является хорошим модификатором, позволяющим значительно измельчить зерно, предупреждает рост крупных столбчатых кристаллов, в результате чего устраняется возможность образования «горячих» трещин и улучшаются физико-механические свойства наплавленного металла.
Наличие в составе шихты титана и алюминия позволяет упрочнить наплавленный металл в процессе старения интерметаллидными фазами типа Ni3Ti и Ni3Al. Кроме того, алюминий является энергичным нитридообразующим элементом, способным связывать азот в прочные соединения A1N и снижать тем самым пористость наплавленного металла.
Присутствие карбида бора, диборидов титана и циркония в порошковой проволоке ведет, с одной стороны, к выделению в матрице наплавленного металла карбоборидной эвтектики, которая, располагаясь в виде каркаса, воспринимает часть энергии ударов и рассредотачивает ее на большую площадь поверхности, что увеличивает стойкость металла к ударным нагрузкам и препятствует «зернограничной ползучести». С другой стороны, титан, цирконий, а также хром, молибден и ванадий образуют мелкодисперсные труднорастворимые высокопрочные многокомпонентные карбоборидные фазы, способствующие увеличению термической стойкости, разгаростойкости и горячей твердости, что повышает износостойкость наплавленного металла при высоких температурах.
Введение марганца в состав порошковой проволоки вызвано тем, что для создания оптимального состава матрицы относительное содержание никеля в наплавленном металле должно быть в пределах 11-14%. В то же время в связи с дефицитностью никеля три его части можно заменить одной частью марганца. Пределы по марганцу 2-4% выбраны исходя из условия обеспечения необходимых эквивалентных значений 

Наличие кремнефтористого натрия в количестве 0,5-1,0% в составе порошковой проволоки позволяет уменьшить опасность образования пор в наплавленном металле.
Железный порошок необходим для получения расчетного коэффициента заполнения порошковой проволоки, что обеспечивает получение металла требуемого химического состава. Также железный порошок способствует равномерности плавления шихты и оболочки, что улучшает сварочно-технологические свойства порошковой проволоки.
Для количественной оценки воздействия легирующих элементов на свойства наплавленного металла по известной технологии были изготовлены 6 составов порошковой проволоки, приведенные в таблице 1, 2, 3 и 4 - составы предлагаемой проволоки, 1 и 5 - составы с содержанием компонентов, выходящим за пределы, 6 - состав прототипа.

Оболочку изготавливали из армко-железа по ГОСТу 3836-83 сечением 15×0,5 мм, в качестве шихты использовали смесь порошков хрома марки Х99 по ГОСТу 5905-79, никеля марки ПНЭ по ГОСТу 9722-97, молибдена по ТУ 48-19-316-92, марганца марки Мн998 по ГОСТу 6008-90, ферросилиция марки ФС75 по ГОСТу 1415-93, феррованадия марки ФВд50У0,3 по ГОСТу 27130-94, титана по ТУ 14-1-2886-80, алюминия марки ПА-4 по ГОСТу 5494-95, карбида бора по ГОСТу 5744-85, диборида титана по ТУ 113-07-11.004-89, диборида циркония по ТУ 6-09-03-46-75, железа марки ПЖР2 по ГОСТу 9849-86, кремнефтористого натрия по ТУ 113-08-587-86 при коэффициенте заполнения 40,2-42,6%.
Порошковыми проволоками 0,3 мм на полуавтомате ПДГО-510 в среде аргона выполнялась многослойная наплавка (4 слоя) на ребро пластин из стали 45 толщиной 20 мм. Из наплавленного металла изготавливались образцы для проведения исследований по известным методам.
Дюрометрические исследования проводили на образцах из наплавленного металла после наплавки, старения (500°C - 2 час): твердость по Роквеллу измеряли на приборе Wolpert Group Model 600MRD (за величину твердости бралось среднее значение твердости - 5 замеров); твердость по Виккерсу измеряли на приборе Wolpert Group 402MVD при нагрузка P=100 г (за величину твердости бралось среднее значение твердости - 20 замеров).
Испытания на износостойкость проводились на машине трения ИИ 5018 при сухом трении по схеме «диск - колодка» (материал диска - сталь У7, твердость 63 HRC; нагрузка на образец 1000 Н, скорость вращения диска 0,28 м/с, максимальная температура контактируемых поверхностей при этом достигает 550…600°C). Весовой износ образцов регистрировался после каждых 6 мин испытаний (100 м) при общем пути трения 400 м. Измерение величины износа образцов осуществлялось весовым методом с использованием аналитических весов A&D HR-200.
Для испытания на термостойкость (разгаростойкость) была разработана методика, согласно которой из наплавленного металла изготавливался испытуемый образец размером 20×10×10 мм и фиксировался в специальной оправке, соприкасающейся непосредственно с головкой термопары. Чередование циклов нагрев - охлаждение осуществляли поворотом оправки с образцом на соответствующую позицию. Нагрев образцов осуществлялся пропановой горелкой до температуры 750°C, а охлаждение - водой посредством распыления из форсунки до температуры 50°C. Температура разогрева образцов фиксировалась потенциометром Термодат - 10КЗ/1УВ/2Р. За критерий оценки термостойкости принималось число теплосмен до появления первой видимой трещины. При этом определяли число циклов до трещинообразования по среднему значению для трех образцов одного состава.
Определение ударной вязкости производили на маятниковом копре MetroCom при T=20°C на образцах типа 1 из наплавленного металла после старения (500°C - 2 час) в соответствии с ГОСТом 9454-78. Результаты дюрометрических исследований и испытаний на износостойкость, термостойкость и ударную вязкость сведены в таблицу 2.

Как видно из таблицы 2, наилучшими свойствами обладает металл, полученный порошковыми проволоками 2, 3 и 4 составов. Данные составы позволяют получать наплавленный металл, который в исходном состоянии обладает твердостью 30-36 HRC, что обеспечивает удовлетворительную обрабатываемость его режущим инструментом без проведения операции отжига. После термообработки наплавленный металл, полученный предлагаемыми составами порошковых проволок, обладает высокими значениями твердости 47-55 HRC (526-642 HV), превосходит металл, полученный проволокой-прототипом, по теплостойкости в 1,85-2,29 раза, по ударной вязкости в 1,53-1,88 раза, при достаточно высокой износостойкости при трении металла о металл.
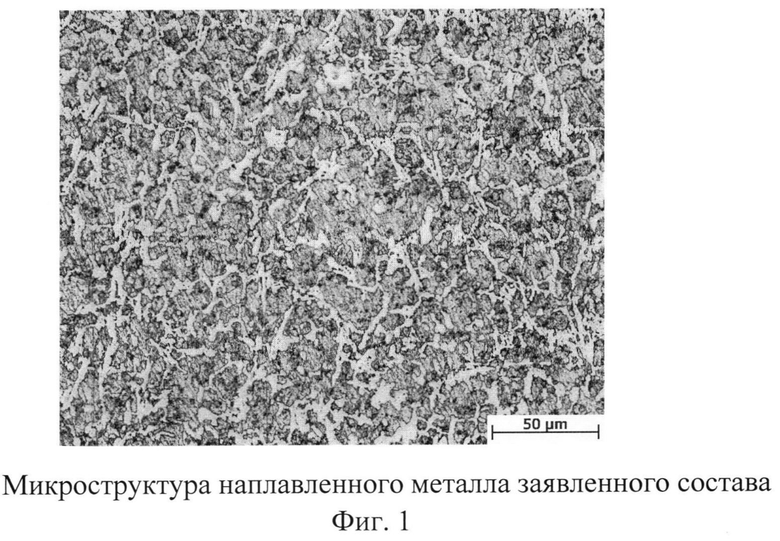
Исследование структуры наплавленного металла проводили на шлифах с использованием оптического микроскопа Olympus GX-41 и на фольгах с использованием просвечивающего электронного микроскопа ЭМВ-100Л.
Как показали металлографические исследования, высокие эксплуатационные характеристики металла, наплавленного порошковой проволокой заявленного состава, можно объяснить тем, что он представляет собой композиционную структуру, состоящую из мартенситно-аустенитной матрицы, упрочненной интерметаллидными фазами Ni3Ti, Ni3Al и Fe2Mo и многокомпонентными карбоборидными фазами - M23(С, В)6 и M7(С, В)3 на основе Fe, Cr, V, Mo, Ti, Zr, расположенными в виде каркаса (фиг.1). Кроме того, высокое содержание хрома в такой матрице обеспечивает надежную защиту поверхностных слоев от возникновения очагов разрушения при термоциклическом воздействии, а замкнутый характер карбоборидной эвтектики ограничивает развитие разгарных трещин, что и определяет высокую термическую стойкость наплавленного металла.
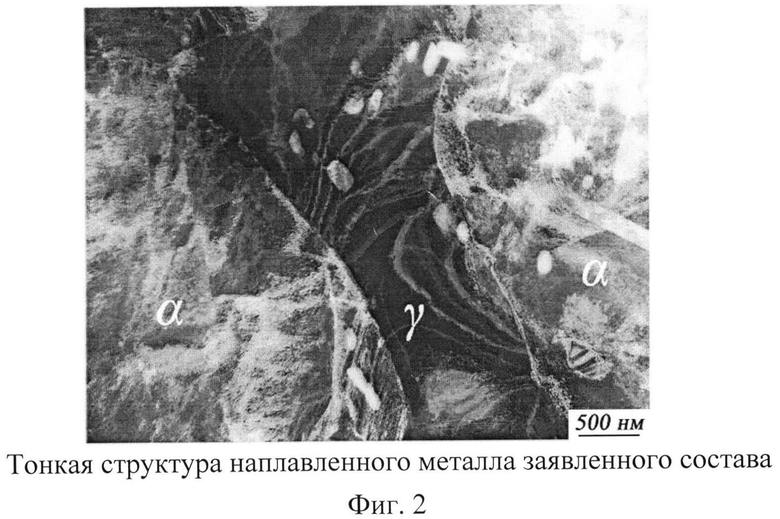
Сочетание высоких значений твердости и ударной вязкости мартенситно-аустенитной матрицы обусловлено специфической морфологией и размерами аустенитной фазы, которая присутствует в структуре наплавленного металла в виде дисперсных разноориентированных прослоек между рейками мартенсита (фиг.2). Прослойки аустенита с одной стороны являются «мягкой» упрочняющей фазой, а с другой стороны способствуют релаксации локальных напряжений, ответственных за образование хрупких трещин, повышая тем самым ударную вязкость наплавленного металла.
Металл, полученный предложенной порошковой проволокой, обладает высокой твердостью при хорошей пластичности, износостойкостью и высоким сопротивлением к термической усталости, что позволяет значительно повысить стойкость прессового инструмента горячего деформирования в условиях длительного температурно-силового воздействия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ПРОВОЛОКА | 2010 |
|
RU2429957C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2736537C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679374C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467854C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2682940C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2015 |
|
RU2619547C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2682941C1 |
| Порошковая проволока | 2022 |
|
RU2801387C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467855C1 |
| Порошковая проволока для наплавки | 2024 |
|
RU2839406C1 |
Изобретение может быть использовано для электродуговой наплавки оборудования и инструмента, работающих в условиях термомеханического циклического нагружения, например деталей медеразливочных машин, прессового инструмента горячего деформирования, валков горячей прокатки. Порошковая проволока состоит из низкоуглеродистой стальной оболочки, выполненной из армко-железа, и порошкообразной шихты. Проволока содержит компоненты в следующем соотношении, мас.%: хром 15-18; молибден 3-5,5; никель 2-6; марганец 2-4; ферросилиций 0,8-2,5; феррованадий 1,5-3,5; титан 0,5-1,0; алюминий 0,5-1,0; карбид бора 0,3-0,8; диборид титана 1,0-2,0; диборид циркония 0,5-1,5; кремнефтористый натрий 0,5-1,0; железный порошок 0,5-7,5; стальная оболочка - остальное. Наплавка порошковой проволокой с данным составом шихты может производиться в аргоне либо под фторидными флюсами. Наплавленный металл обладает высокой твердостью при хорошей пластичности, разгаростойкостью и износостойкостью, что позволяет значительно повысить стойкость прессового инструмента горячего деформирования в условиях длительного циклически изменяющегося температурно-силового воздействия. 2 ил., 2 табл.
Порошковая проволока для наплавки инструмента горячего деформирования, работающего в условиях термомеханического циклического нагружения, состоящая из низкоуглеродистой стальной оболочки, выполненной из армко-железа, и порошкообразной шихты, содержащей никель, молибден, хром, титан, алюминий, ферросилиций, феррованадий, карбид бора, диборид титана, диборид циркония, кремнефтористый натрий и железный порошок, отличающаяся тем, что шихта порошковой проволоки дополнительно содержит марганец, при следующем соотношении компонентов, мас.%:
| ПОРОШКОВАЯ ПРОВОЛОКА | 2010 |
|
RU2429957C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2010 |
|
RU2446930C1 |
| Состав порошковой проволоки | 1974 |
|
SU532499A1 |
| Кеттелевальная машина | 1927 |
|
SU8550A1 |
| JP 2003311468 А, 05.11.2003 | |||

