Изобретение относится к области электродуговой наплавки порошковой проволокой деталей, работающих в условиях трения металла о металл в контакте с коррозионной средой, и может быть использовано в энергетической, химической, нефтяной отраслях промышленности, например, для восстановления и упрочнения уплотнительных поверхностей запорной и дросселирующей аппаратуры, торцевых уплотнителей контактных пар различных насосов.
Известна шихта порошковой проволоки для сварки и наплавки коррозионностойких сталей (авторское свидетельство СССР №632525, B23k 35/36, опубл. 15.11 1978, Бюл. №42), содержащая компоненты в следующем соотношении, вес %:
Металл, полученный после наплавки порошковой проволокой с шихтой предложенного состава, имеет аустенитно-ферритную структуру и обеспечивает высокую коррозионную стойкость в различных средах. Однако твердость такого металла низка, что не обеспечивает износостойкости наплавленных деталей оборудования работающего в условиях истирания.
Известна порошковая проволока (патент РФ №2429957, B23k 35/36, опубл. 27.09.2011, Бюл. №27) предназначенная для наплавки инструмента горячего деформирования, состоящая из низкоуглеродистой стальной оболочки и порошкообразной шихты, содержащей компоненты в следующих соотношениях, мас. %:
Износостойкость металла, наплавленного такой порошковой проволокой, обеспечивается наличием мартенситной структуры упрочненной большей частью карбидными включениями. Для обеспечения существенного количества таких включений в наплавленном металле значительно увеличена концентрация карбида бора в шихте порошковой проволоки. Однако при наплавке такой порошковой проволокой деталей из сталей, содержащей 0,3-0,5% углерода происходит переход углерода из основного металла в сварочную ванну, что приводит к образованию трещин в наплавленном слое и не позволяет существенно повысить износостойкость таких деталей. Для предупреждения их образования требуется нанесение промежуточного слоя и последующая его механическая обработка. При наплавке массивных деталей со скоростью 30-40 м/час требуется предварительный и сопутствующий подогрев, в противном случае, на поверхности наплавленного металла также часто возникают трещины.
Наиболее близким по технической сущности и химическому составу является порошковая проволока (авторское свидетельство СССР №407692, B23k 35/36, опубл. 10.11.1973, Бюл. №47), предназначенная для наплавки деталей, работающих в условиях абразивного износа при нормальных температурах, состав шихты которой взят в следующих соотношениях, %:
Такая порошковая проволока обеспечивает получение коррозионностойкого наплавленного металла с достаточно высокой твердостью до 51-56 HRC, но низкой стойкостью против задирания в условиях трения металла о металл. Кроме того, из-за значительного количества нитрида бора она имеет низкие сварочные технологические характеристики вследствие образования пор и плохого формирования валиков, что не обеспечивает высокую износостойкость деталей, работающих в условиях трения.
Технической задачей предлагаемого изобретения является повышение износостойкости наплавленных покрытий, работающих в условиях трения металла о металл в контакте с коррозионной средой.
Технический результат достигается за счет того, что в порошковой проволоке для наплавки деталей, состоящей из стальной оболочки и шихты, включающей нитрид бора и феррохром, согласно заявляемому техническому решению шихта дополнительно содержит диборид титана, диборид циркония, кремнефтористый натрий и железный порошок при следующем процентном соотношении компонентов, масс. %:
Наличие в шихте феррохрома в количестве 20,0-26,0%, соответствует содержанию 14-18% хрома в наплавленном металле, обеспечивающее получение структуры, обладающей достаточно высокой коррозионной стойкостью. Создавая в наплавленном металле комплексные соединения, увеличивающие степень его упрочнения хром также повышает и износостойкость. Кроме того, он способствует образованию на поверхности наплавленного металла прочной пленки окислов, препятствующей процессу схватывания контактирующих поверхностей.
Наличие в составе шихты порошковой проволоки нитрида бора увеличивает твердость наплавленного металла, обеспечивая получение его мелкозернистой структуры с увеличенным количеством неметаллической фазы за счет насыщения сварочной ванны частицами нитридов, температура плавления которых выше температуры плавления сплава, а твердость - выше твердости металлической основы наплавленного слоя. Вследствие значительного уменьшения количества нитрида бора в шихте новой проволоки снижается хрупкость и пористость наплавленного металла. Низкая склонность полученной структуры к трещинообразованию, позволяет использовать такой металл для наплавки на стали с повышенным содержанием углерода. Содержание нитрида бора в шихте менее 1,0% не обеспечивает нужного уровня износостойкости, а при повышении свыше 2,0% возрастает концентрация азота в наплавленном металле, что приводит к появлению пор и падению его износостойкости.
Введение в состав шихты диборидов титана и циркония в количестве 1,0-2,0% ведет к выделению в структуре наплавленного металла значительного количества боридной эвтектики, которая, располагаясь в матрице в виде каркаса, воспринимает часть энергии контактной нагрузки и рассредоточивает ее на большую площадь поверхности, что увеличивает стойкость наплавленного металла работающего в условиях трения металла о металл. Кроме того, боридная эвтектика препятствует «зернограничной ползучести», повышает его стойкость против задирания и образования трещин. Титан и цирконий также являются хорошими модификаторами, позволяющими значительно измельчить зерно, предупреждают рост крупных столбчатых кристаллов, в результате чего устраняется возможность образования «горячих» трещин и улучшаются физико-механические свойства наплавленного металла. Содержание диборидов титана и циркония в составе шихты порошковой проволоки за пределами указанного количества не оказывает значительного влияния на эксплуатационные и технологические свойства наплавленного металла.
Введение кремнефтористого натрия в количестве 0,5-1,0% в состав порошковой проволоки позволяет уменьшить опасность образования пор в наплавленном металле.
Введение железного порошка способствует равномерности плавления шихты и оболочки, что улучшает сварочно-технологические свойства порошковой проволоки. Кроме того, железный порошок необходим для получения расчетного коэффициента заполнения порошковой проволоки, что обеспечивает требуемый химический состав наплавленного металла.
Предложенная безуглеродистая порошковая проволока обеспечивает комплексное упрочнение наплавленного металла за счет образования в матрице нитридных, боридных, нитридно-биридных и интерметаллидных фаз.
Для количественной оценки воздействия легирующих элементов на свойства наплавленного металла по известной технологии были изготовлены 6 составов порошковой проволоки: 2, 3 и 4 - составы предлагаемой проволоки; 1 и 5 - составы с содержанием компонентов, выходящими за пределы; 6 - состав прототипа, приведенные табл. 1.
В качестве оболочки использовали стальную ленту марки 08 кп размером 15×0,5 мм по ГОСТ 503-81. Коэффициент заполнения такой порошковой проволоки в среднем составлял 42%. Состав порошковой проволоки-прототипа приведен с учетом процентного состава элементов в шихте и коэффициента заполнения равного 41,1%. В качестве шихты использовали смесь порошков феррохрома марки ФХ001А по ГОСТу 4757-91 (ИСО 5448-81), феррованадия марки ФВд50У0,3 по ГОСТу 27130-94, ферросилиция марки ФС75 по ГОСТу 1415-93, ферротитана марки ФТи70С1 по ГОСТу 4761-91, алюминия марки ПА-4 по ГОСТу 5494-95, нитрида бора ТУ 26.8-0022 226-007-2003, диборида титана по ТУ 113-07-11.004-89, диборида циркония по ТУ 6-09-03-46-75, кремнефтористого натрия по ТУ 113-08-587-86 и железа марки ПЖР2 по ГОСТу 9849-86.

Состав шихты варьируется в зависимости от способа наплавки с учетом коэффициентов перехода легирующих элементов в наплавленный металл.
Наплавка предложенной проволокой может производиться как под флюсом, так и в среде защитных газов.
Новая порошковая проволока всех изготовленных вариантов прошла сварочно-технологические испытания при наплавке в аргоне темплетов из стали 45 размером 20×60×250 мм. При наплавке образцов использовали сварочный полуавтомат ПДГО-510. Порошковая проволока обеспечивает хорошие сварочно-технологические свойства при наплавке на постоянном токе обратной полярности.
Дюрометрические исследования проводили с использованием твердомера ТК-2 по методу Роквелла на образцах из металла после наплавки и термической обработки (за величину твердости бралось среднее значение твердости - 3 замеров).
Испытания на износостойкость проводились на машине трения ИИ 5018 при сухом трении по схеме «диск - колодка» (материал диска - сталь У7, твердость 63 HRC; нагрузка на образец 1000 Н, скорость вращения диска 0,28 м/с). Весовой износ образцов регистрировался после каждых 6 мин. испытаний при общем пути трения 400 м. Измерение величины износа образцов осуществлялось весовым методом с использованием аналитических весов OHAUS АХ224. Полученные результаты выражались в виде коэффициента относительной износостойкости ε, численно равного отношению весовых потерь эталона (сталь 30X13) и испытуемого металла за одинаковое время.
Результаты испытаний приведены в таблице №2.
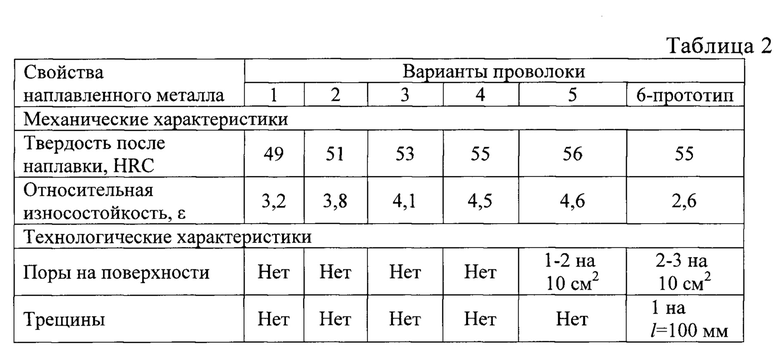
Приведенные в таблице 2 результаты испытаний показывают, что составы порошковой проволоки NN 2-4 являются оптимальными и обеспечивают получение наплавленного металла с достаточно высокой твердостью и износостойкостью, не склонного к пористости и трещинообразованию.
Анализ результатов испытаний показал, что, по сравнению с использованием порошковой проволоки - прототипа, применение предлагаемой новой порошковой проволоки позволит увеличить коэффициент относительной износостойкости наплавленного металла ε с 2,6 до 3,8-4,5.
Наплавленный металл, полученный новой порошковой проволокой после наплавки, имеет твердость 51÷55 HRC. Для осуществления механической обработки такого металла проводится отпуск при температуре 800°С - 2 часа, при этом твердость снижается до 30-34 HRC. После механической обработки проводится закалка с температуры 1020°С, при этом твердость возрастает до 54-58 HRC.
Благодаря тому, что в шихту проволоки дополнительно вводится диборид титана и диборид циркония удается получить новый безуглеродистый наплавленный металла композиционного типа, который приобретает повышенную износостойкость. Такие свойства наплавленного металла полученного порошковой проволокой заявленного состава можно объяснить тем, что он представляет собой структуру, состоящую из многокомпонентных боридных фаз на основе железа и хрома, расположенных в виде каркаса в безуглеродистой матрице твердого раствора, упрочненного нитридными фазами Zr2N, TiN и CrN обладающих высокой микротвердостью.
Технологические испытания новой порошковой проволоки показали, что в процессе наплавки обеспечивается устойчивое горение дуги, хорошее формирование валика наплавного металла и отсутствие трещин.
Использование предложенной порошковой проволоки для наплавки уплотнительных поверхностей деталей запорной арматуры трубопроводного транспорта позволяет повысить их износостойкость, срок службы и снизить затраты на их изготовление и ремонт.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2682940C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2736537C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679374C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2019 |
|
RU2704338C1 |
| Порошковая проволока | 2017 |
|
RU2676383C1 |
| Порошковая проволока | 2022 |
|
RU2801387C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2015 |
|
RU2619547C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467854C1 |
| Порошковая проволока для наплавки | 2024 |
|
RU2839406C1 |
| Порошковая проволока | 2017 |
|
RU2661159C1 |
Изобретение может быть использовано для восстановления и упрочнения деталей, работающих в условиях трения металла о металл в контакте с коррозионной средой, например уплотнительных поверхностей запорной и дросселирующей арматуры, торцевых уплотнений контактных пар. Порошковая проволока состоит из стальной оболочки и порошкообразной шихты и содержит компоненты в следующем соотношении, мас.%: феррохром 20-26; нитрид бора 1,0-2,0; диборид титана 1,0-2,0; диборид циркония 1,0-2,0; кремнефтористый натрий 0,5-1,0; железный порошок 5,7-17,8; стальная оболочка - остальное. Для изготовления порошковой проволоки используются как ферроматериалы, так и чистые порошки металлов. Состав шихты варьируется в зависимости от способа наплавки с учетом коэффициентов перехода легирующих элементов в наплавленный металл. Изобретение направлено на повышение износостойкости наплавленного металла. 2 табл.
Порошковая проволока для наплавки деталей, работающих в условиях трения металла о металл в контакте с коррозионной средой, состоящая из оболочки, выполненной из низкоуглеродистой стали, и порошкообразной шихты, содержащей феррохром и нитрид бора, отличающаяся тем, что шихта дополнительно содержит диборид титана, диборид циркония, кремнефтористый натрий и железный порошок при следующем соотношении компонентов порошковой проволоки, мас.%:
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 0 |
|
SU407692A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2012 |
|
RU2514754C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2010 |
|
RU2446930C1 |
| Кабелеукладчик | 1947 |
|
SU81996A1 |
| US 6124569 А, 26.09.2000. | |||

