Область техники, к которой относится изобретение
Изобретение относится к гибочным станкам, предназначенным для гибки и деформирования металлических лент, листов и сортовых профилей с целью получения полупродуктов или конечных продуктов. Говоря более конкретно, предметом изобретения является гибочный станок, снабженный модульными комбинируемыми пуансоном и матрицей, которые образованы соответствующими группами гибочных инструментов, прикрепленных с возможностью скольжения и регулирования к верхней и нижней поперечинам инструментодержателя гибочного станка.
Уровень техники
Известны гибочные станки, которые называют также «гибочными прессами», содержащие пресс механического или гидравлического действия, обеспечивающий возможность перемещения верхнего инструмента, носящего название «пуансон», в сторону нижнего инструмента, носящего название «матрица», на котором помещена обрабатываемая деталь. Пуансон оказывает на деталь усилие, обеспечивающее ее деформирование и сгиб на угол, зависящий от конфигурации верхнего и нижнего инструментов.
В одном из гибочных станков имеется пуансон, образованный гибочным лезвием или ножом, который обеспечивает деформирование вдоль заданной линии сгиба металлической детали, находящейся на противолежащей матрице, в которой предусмотрено продольное гнездо или канавка, выполненная с возможностью взаимодействия с пуансоном с целью сгибания детали.
Для удержания детали в нужном положении на матрице в процессе гибки обычно предусматривают специальные задние упорные устройства или задние упоры. Такие задние упоры снабжены соответствующими упорными элементами, выполненными с возможностью упирания в них обрабатываемых деталей в поперечном и/или продольном направлении относительно линии сгиба, что позволяет точно задавать положение указанных деталей по отношению к гибочным инструментам. Задние упоры могут быть также выполнены с возможностью перемещения их вручную или с помощью специальных исполнительных средств в трех ортогональных направлениях с целью установки деталей разных форм и/или размеров в нужном положении относительно инструментов и в соответствии с требуемыми сгибами.
Гибочное лезвие или нож состоит, как правило, из набора верхних гибочных инструментов или сегментов, смонтированных на верхней поперечине инструментодержателя с целью формирования модульного комбинируемого пуансона. На практике количество, размер (ширину) и положение верхних инструментов выбирают с учетом нужной длины сгиба и/или размеров обрабатываемой детали, тогда как тип инструментов выбирается в зависимости от типа сгиба (его угла и формы).
Аналогичным образом, матрица может состоять из набора нижних гибочных инструментов или сегментов, смонтированных на нижней поперечине инструментодержателя (как правило, неподвижной) с целью формирования модульной комбинируемой матрицы. При этом количество, размеры (ширина) и положение нижних инструментов должны соответствовать количеству, размерам и положению верхних инструментов, с тем чтобы можно было получить сгиб с заданной длиной.
Для того чтобы изготовить деталь со сгибом определенной длины, смежные инструменты с такими размерами (шириной), которые позволяют добиться строго требуемой длины, следует выбирать из набора инструментов, смонтированных на верхней и нижней поперечинах. Поскольку размеры инструмента стандартизованы и могут дискретно меняться (как правило, с шагом 10 мм) в зависимости от заданных габаритов (ширины), не всегда удается получить требуемые сгибы, пользуясь набором инструментов, имеющихся в данный момент на поперечине. Для выполнения следующих друг за другом различных рабочих циклов часто оказывается необходимой замена (по меньшей мере частичная) смонтированных на поперечине гибочных инструментов.
В случае, когда требуется произвести несколько операций или процессов для получения нужного изделия из исходной детали (как правило, изготовления панели из плоского куска металлического листа), эту исходную деталь приходится последовательно передавать на несколько гибочных станков, например, выровненных в линию.
Если деталь имеет малые размеры, то все процессы могут выполняться на единственном гибочном станке, где осуществляется перемещение указанной детали через следующие друг за другом станции или рабочие зоны станка, в которых гибочные инструменты, смонтированные на одной и той же поперечине инструментодержателя, выполняют необходимые сгибы. В этом случае необходимы надлежащий выбор гибочных инструментов и их размещение вдоль поперечины с учетом их требуемого состава на соответствующих разных участках с целью выполнения последовательных сгибов.
Кроме того, в рассматриваемой ситуации для того, чтобы получить различные составы инструментов, требуемые для данного рабочего цикла, часто приходится заменять, по меньшей мере частично, смонтированные на поперечине гибочные инструменты.
Известны используемые на гибочных станках системы автоматической замены и монтажа гибочных инструментов для установки/снятия и позиционирования на поперечинах указанных гибочных инструментов, требуемых для выполнения различных процессов. Такие системы включают в себя захватные и передаточные средства, обеспечивающие установку инструментов, извлекаемых из инструментального магазина, в нужные положения на поперечинах (находящихся обычно внутри станка) за верхней поперечиной или на ее верхней поверхности. Кроме того, указанные захватные средства обеспечивают снятие подлежащих замене инструментов с поперечин и ввод их в магазин.
Захватные и передаточные средства содержат внешние манипуляторы типа роботов или шарнирных механизмов, которые посредством вращательных и/или передаточных движений вставляют или извлекают нужные инструменты, требуемые для получения на поперечинах составов инструментов с требуемыми длинами.
Существуют также гибочные станки, в которых задние упорные устройства используются для замены верхнего и нижнего гибочных инструментов.
Так, например, в документе ЕР 0530375 описан гибочный станок, в котором заднее упорное устройство имеет подвижную в вертикальном направлении часть, которая используется для замены инструментов, смонтированных на пуансоне и/или матрице станка, где инструменты помещены в магазин, находящийся внутри станка за пуансоном.
В документе WO 2012/151601 раскрыт гибочный станок, в котором задние упорные устройства используются также для замены инструментов, смонтированных на матрице, где инструменты помещены в задний магазин на особых поперечинах.
Один из недостатков известных гибочных станков состоит в том, что в них для получения сгибов разных длин обычно требуется замена инструментов с целью формирования составов инструментов, рассчитанных на нужные длины. Для проведения операций по установке и/или отсоединению инструментов (которые должны извлекаться из магазина и/или снова вставляться в него) требуется довольно большой интервал времени, в течение которого станок приходится выключать, вследствие чего прерывается производственный процесс, что ведет к снижению производительности этого станка.
Кроме этого, замену и/или установку инструментов в нужное положение можно осуществлять только в начале цикла работы с деталью, но не в ходе самого этого цикла. По сути дела, в таком случае цикл продолжался бы слишком долго, из-за чего пострадала бы производительность станка.
Еще один недостаток известных гибочных станков заключается в высокой стоимости и сложности захватных и передаточных систем, которые нужны не только для замены гибочных инструментов, но и для их перемещения вдоль поперечин с целью их надлежащего группирования по количеству и составу, что необходимо для формирования гибочных лезвий, имеющих требуемую длину и расположенных вдоль поперечин.
В документе ЕР 1658908 описан гибочный станок, в котором задние упорные устройства используются также для перемещения инструментов смонтированных на матрице устройства. Говоря конкретнее, каждый задний упор поддерживает соответствующий рычаг, поворачивающийся в горизонтальном положении, в котором его растяжимый участок может удлиняться настолько, чтобы он мог взаимодействовать с инструментами и передвигать их, по отдельности или группами, вдоль поперечины матрицы.
Недостаток этого решения состоит в том, что задние упорные устройства выполнены подвижными внутри гибочного станка, и в частности, в рабочей зоне, ограниченной боковыми стойками несущей конструкции станка, и неспособны доходить до гибочных инструментов, находящихся на конце поперечины, за пределами указанной рабочей зоны. По сути дела, поперечина имеет продольное удлинение, или длину, превышающую таковую у несущей конструкции гибочного станка. Следовательно, нужны специальные толкатели для перемещения инструментов от концов поперечины матрицы, вдоль этой последней, в зону расположения задних упорных устройств.
Раскрытие сущности изобретения
Одной из целей настоящего изобретения является усовершенствование известных гибочных станков, предназначенных для гибки и деформирования металлических лент, листов, профилей, и в частности, гибочных станков, снабженных модульными комбинируемыми пуансонами и матрицами, которые состоят из набора гибочных инструментов, закрепленных с возможностью скольжения на поперечинах инструментодержателя.
Другая цель состоит в разработке гибочного станка, в котором удавалось бы быстро и точно получать нужные составы инструментов со сведением при этом к минимуму времени остановки, и в частности, с обеспечением нужных конфигурации и компоновки нижних гибочных инструментов матрицы.
Еще одна цель заключается в разработке гибочного станка, снабженного средствами для автоматического конфигурирования и позиционирования нижних гибочных инструментов, с простой экономичной конструкцией и с надежным эффективным функционированием.
Для достижения этих и других целей предложен гибочный станок по пункту 1 формулы изобретения.
Краткое описание чертежей
Изобретение станет более понятным и реализуемым при рассмотрении сопроводительных чертежей, иллюстрирующих в качестве примера, не имеющего ограничительного характера, один из вариантов осуществления. На этих чертежах:
- фиг. 1 представляет собой схематический вид спереди гибочного станка согласно изобретению;
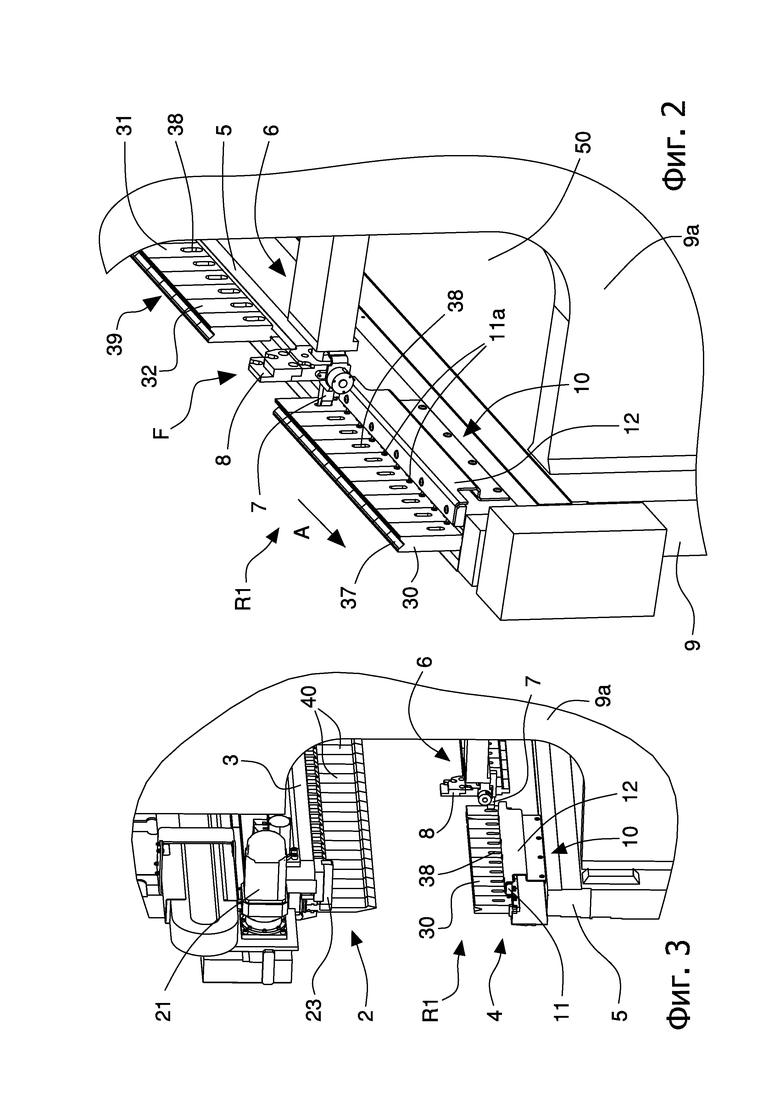
- фиг. 2 представляет собой частичный вид сзади гибочного станка по фиг. 1, иллюстрирующий набор нижних боковых инструментов и задние упорные узлы в рабочей конфигурации;
- фиг. 3 представляет собой другой частичный вид сзади гибочного станка по фиг. 1, иллюстрирующий набор нижних боковых гибочных инструментов, задний упорный узел и средства привода верхнего гибочного инструмента;
- фиг. 4 и 5 представляют собой виды в аксонометрии в увеличенном масштабе набора нижних боковых инструментов, снабженных соединительными средствами и связанных с исполнительными средствами, в двух разных рабочих конфигурациях;
- фиг. 6 представляет собой частичный вид в увеличенном масштабе станка по фиг. 1, иллюстрирующий группу боковых нижних гибочных инструментов, приводимых в движение задним упорным узлом;
- фиг. 7 представляет собой вид в аксонометрии в увеличенном масштабе бокового нижнего инструмента, снабженного соединительными средствами;
- фиг. 8 представляет собой другой вид в аксонометрии в увеличенном масштабе бокового нижнего инструмента, показанного штриховой линией для более четкого представления соединительных средств;
- фиг. 9 и 10 представляют собой частичные виды в аксонометрии в увеличенном масштабе заднего упорного узла с упорным элементом, соответственно, в рабочем положении и нерабочем положении;
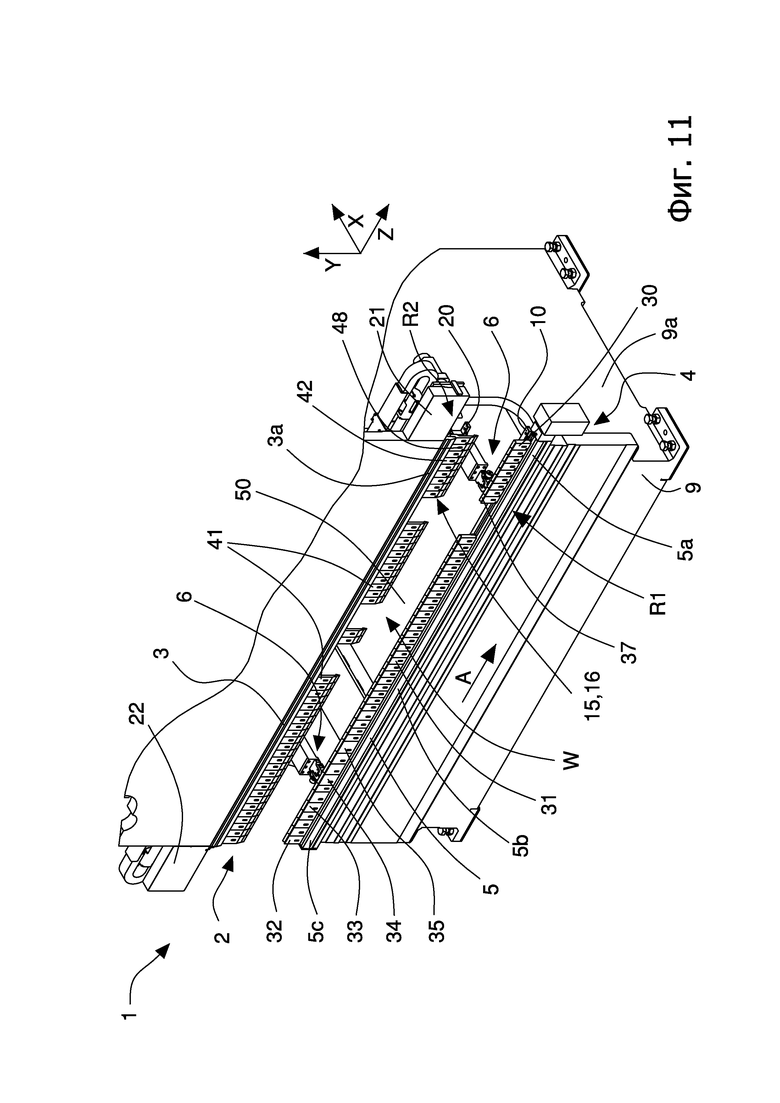
- фиг. 11 представляет собой схематический вид спереди, иллюстрирующий одну из модификаций гибочного станка согласно изобретению.
Осуществление изобретения
На фиг. 1-10 иллюстрируется гибочный станок 1 для гибки листового металла согласно изобретению, содержащий пробивное средство 2, включающее в себя верхнюю поперечину 3, обеспечивающую поддержание множества верхних гибочных инструментов 40, или, проще говоря, верхних инструментов 40, носящих названия «лезвия» или «сегменты», которые выровнены в линию, рядом друг с другом и с возможностью взаимного позиционирования в продольном направлении А сгиба, что позволяет получать заданные составы верхних инструментов.
Вышеупомянутые гибочные инструменты 40 образуют собой модульный комбинируемый пуансон, выполненный с возможностью скольжения и регулирования вдоль верхней поперечины 3 гибочного станка 1.
Гибочный станок 1 содержит также матричные средства 4, включающие в себя нижнюю поперечину 5, обеспечивающую поддержание множества нижних гибочных инструментов 30-35, или, проще говоря, нижних инструментов 30-35, которые выровнены в линию, рядом друг с другом и с возможностью взаимного позиционирования в продольном направлении А сгиба, что позволяет получать соответствующие составы нижних инструментов.
Таким образом, нижние гибочные инструменты 30-35 образуют собой модульный комбинируемый пуансон, выполненный с возможностью скольжения и регулирования вдоль нижней поперечины 5 гибочного станка 1.
Составы верхнего и нижнего инструментов подбирают таким образом, чтобы обрабатываемая деталь сгибалась по соответствующим определенным линиям сгиба. Направление А сгиба параллельно линии сгиба, выполненной на детали.
Гибочный станок 1 имеет раму 9, предназначенную для поддержки верхней поперечины 3 пробивного средства 2 и нижней поперечины 5 матричного средства 4. Если говорить конкретнее, верхняя поперечина 3, содержащая по существу вертикальную пластину, параллельную направлению А сгиба, выполнена с возможностью перемещения посредством приведения в движение механическими и/или гидравлическими исполнительными средствами (эти средства известны специалистам и потому на чертежах не показаны) в направлении, поперечном по отношению к направлению А сгиба и являющемся по существу вертикальным.
В качестве альтернативы, верхняя поперечина 3 может приводиться в движение по дугообразной траектории, например, поворачиваться относительно рамы2 3 относительно горизонтальной оси, параллельной направлению А сгиба.
Согласно варианту осуществления, проиллюстрированному на чертежах, верхняя поперечина 3 накладывается на нижнюю поперечину 5, располагаясь с ней в одну линию, и может перемещаться сверху вниз, взаимодействуя при этом с обрабатываемой деталью и, следовательно, сгибая ее.
Для повышения производительности и эксплуатационной гибкости гибочного станка 1 длину верхней 3 и нижней 5 поперечин выполняют большей, чем ширина рамы 9 станка. Говоря иначе, концевые участки поперечин 3, 5 выступают вбок за пределы размеров, определяемых указанной рамой 9.
Гибочный станок 1 содержит по меньшей мере один подвижный задний упорный узел 6, выполненный с возможностью упора и расположения обрабатываемой детали относительно матричного средства 4, в частности, через посредство соответствующего упорного элемента 8.
Задний упорный узел 6 включает в себя также зацепной элемент 7, выполненный с возможностью селективного вхождения в зацепление с одним из нижних инструментов 30-35 для перемещения его и/или смежных с ним нижних инструментов в направлении А сгиба по нижней поперечине 5.
В соответствии с иллюстрируемым здесь вариантом осуществления, гибочный станок 1 содержит два задних упорных узла 6, выполненных с возможностью перемещения в рабочей зоне W отсека 50, образованного боковыми стенками 9а и задней стенкой рамы 9.
Каждый задний упорный узел 6 может перемещаться в рабочей зоне W по трем ортогональным осям X, Y, Z движения, одна из которых, например третья ось Z, параллельна направлению А сгиба. Перемещение заднего упорного узла 6 по трем ортогональным осям X, Y, Z осуществляется с помощью транспортировочных средств, которые хорошо известны, а потому на чертежах не иллюстрируются.
Таким образом, благодаря особой конструкции рамы 9 перемещения заднего упорного узла 6 по третьей оси Z ограничены боковыми стенками 9а в отсеке 50. Другими словами, задний упорный узел 6 может перемещаться только в рабочей зоне W, а конкретнее вдоль нижней поперечины 5 и на ее центральном участке 5b в указанной рабочей зоне W напротив отсека 50.
Множество нижних инструментов 30-35, расположенных на нижней поперечине 5, включает в себя по меньшей мере один набор нижних гибочных инструментов 30, которые могу устанавливаться в соответствующей нерабочей конфигурации R1 даже на одном из концевых участков 5а, 5с нижней поперечины 5, выступающих вбок относительно рамы 9 станка 1, за пределами рабочей зоны W, и в любом случае вне зоны досягаемости заднего упорного узла 6.
Боковые нижние инструменты 30 устанавливаются в соответствующей нерабочей конфигурации R1 на одном из концевых участков 5а, 5с нижней поперечины 5 в тех случаях, когда они не используются в ходе операций гибки детали.
Боковые нижние инструменты 30 выполнены с возможностью обратимого соединения друг с другом с целью формирования группы, или цепочки, G боковых нижних инструментов 30, количество которых можно выбирать так, чтобы по меньшей мере один из них, находящийся в самой дальней в направлении внутрь позиции, оставался, даже в нерабочей конфигурации R1, в рабочей зоне W и, соответственно, находился в пределах досягаемости и с возможностью вхождения в зацепление с зацепным элементом 7 одного из двух задних упорных узлов 6, точнее находящимся наиболее близко к нему. В результате указанный боковой нижний инструмент 30 будет перемещаться задним упорным узлом 6 совместно с цепочкой G в направлении А сгиба.
В соответствии с иллюстрируемым здесь вариантом осуществления, боковые нижние инструменты могут устанавливаться в нерабочей конфигурации R1 на правом, если смотреть по чертежу фиг. 1, концевом участке 5а. Говоря точнее, нижние инструменту разных размеров могут монтироваться на нижней поперечине 5 таким образом, чтобы сформировалось множество разных составов инструментов с соответствующими длинами, что позволит выполнять нужные сгибы детали при работе совместно с составами верхних инструментов 40.
В соответствии с примером, иллюстрируемым на чертеже, в дополнение к боковым нижним инструментам 30 с одинаковыми размерами предусмотрены также первые центральные нижние инструменты 31, вторые центральные нижние инструменты 32, третьи центральные нижние инструменты 33, четвертые центральные нижние инструменты 34 и пятые центральные нижние инструменты 35 с разными, возрастающими размерами (шириной), монтируемые на нижней поперечине 5 с целью формирования модульной матрицы.
Можно также установить на нижней поперечине 5 набор боковых нижних инструментов с разными размерами с оптимальным размещением относительно друг друга для формирования разных групп боковых нижних инструментов с разной длиной сгиба.
С другой стороны, на верхней поперечине 3 монтируется множество идентичных верхних инструментов 40 с формированием при этом модульного пуансона. Однако можно также смонтировать на верхней поперечине 3 верхние инструменты разных размеров с их соответствующим размещением и распределением с целью получения множества разных составов инструментов с требуемыми длинами сгиба.
Каждый боковой нижний инструмент 30 снабжен соединительными средствами 15, 16 для вхождения в зацепление или расцепления с соответствующими соединительными средствами 15, 16 смежного бокового нижнего инструмента 30, что позволяет соединять или разъединять друг с другом смежные боковые нижние инструменты 30 с формированием при этом цепочки G боковых нижних инструментов 30 (см. фиг. 6).
Гибочный станок 1 снабжен исполнительными средствами 10, которые избирательно действуют на соединительные средства 15, 16 боковых нижних инструментов 30 с целью их взаимного сцепления или расцепления с соединительными средствами 15, 16, благодаря чему становится возможным соединение или разъединение соответствующих боковых нижних инструментов 30. Исполнительные средства 10 прикреплены к нижней поперечине 5 на ее концевом участке 5а (справа), по которому могут перемещаться боковые нижние инструменты 40.
Если обратить особое внимание на фиг. 7 и 8, можно видеть, что соединительные средства каждого бокового нижнего инструмента 30 включают в себя первый соединительный элемент 15 и второй соединительный элемент 16, закрепленные на противоположных сторонах соответствующего бокового нижнего инструмента 30. Первый соединительный элемент 15 приводится исполнительными средствами 10 в движение между положением L зацепления и положением S высвобождения, соответственно, для введения его в зацепление или выведения из зацепления со вторым соединительным элементом 16 смежного бокового нижнего гибочного инструмента 30.
Говоря конкретнее, первый соединительный элемент 15 содержит соединительный штифт 17, который установлен с возможностью скольжения по соответствующему боковому нижнему инструменту 30 и перемещения, в частности, поперек направления А сгиба, вследствие чего он выступает в положении L зацепления относительно задней поверхности 30а бокового нижнего инструмента 30. Второй соединительный элемент 16 прикреплен к задней поверхности 30а, выступая вбок от противоположной стороны относительно первого соединительного элемента 15 и имея гнездо 16а, выполненное с возможностью приема соединительного штифта 17 первого соединительного элемента 15 смежного бокового нижнего инструмента 30.
Исполнительные средства 10 содержат множество исполнительных цилиндров 11, смежных с нижней поперечиной 5 на ее правом концевом участке 5а. Каждый из исполнительных цилиндров 11 выполнен с возможностью приведения в движение и перемещения первого соединительного элемента 15 соответствующего бокового нижнего инструмента 30 с целью перемещения этого первого соединительного элемента 15 между положением L зацепления и положением S высвобождения.
Исполнительные цилиндры 11 расположены с равномерным разнесением друг от друга в направлении А сгиба, а их количество равно количеству боковых нижних инструментов 30. Работой этих исполнительных цилиндров 11 управляет блок управления гибочного станка 1.
Исполнительные средства 10 включают в себя также опорный элемент 12, например продолговатый отлитый в форме элемент 12, выполненный с возможностью поддержания исполнительных цилиндров 11 и прикрепленный к правому концевому участку 5а нижней поперечины 5.
Первый соединительный элемент 15 содержит, вдобавок к соединительному штифту 17, исполнительный штифт 18, установленный с возможностью скольжения и связанный с соединительным штифтом 17, с тем чтобы скользить совместно с этим последним поперек направления А сгиба. Этот исполнительный штифт 18 отходит от нижней поверхности 30а бокового нижнего инструмента 30 таким образом, что в него упирается шток 11а соответствующего исполнительного цилиндра 11. Таким образом, когда этот последний приводится в действие блоком управления гибочного станка 1, он может перемещать исполнительный штифт 18 и, следовательно, связанный с ним соединительный штифт 17 между положениями L зацепления и S высвобождения.
В соответствии с описываемым здесь вариантом осуществления, упругие средства (не показаны) вставлены в боковой нижний инструмент 30 для удержания соединительного штифта 17, отходящего от нижней поверхности 30а, в положении L зацепления. Упругие средства могут воздействовать непосредственно на соединительный штифт 17 или на исполнительный штифт 18. В результате этого, когда исполнительные цилиндры 11 не активированы (говоря иначе, штоки 11а не воздействуют на исполнительные штифты 18), соединительные штифты 17 находятся в зацеплении со вторым соединительным элементом 16 смежных боковых нижних инструментов 30, причем эти последние соединены друг с другом.
Нижние инструменты 30-35 имеют соответствующие полости 38 зацепления, которые предусмотрены, например, на задних поверхностях указанных нижних инструментов и выполнены с возможностью приема и зацепления зацепного элемента 7 одного из задних упорных узлов 6.
Каждый задний упорный узел 6 снабжен упорным элементом 8, который расположен смежно с зацепным элементом 7 и может перемещаться между рабочим положением Е, в котором этот упорный элемент 8 располагается таким образом, что он упирается в обрабатываемую деталь одним из своих фасонных концов 8а, и нерабочим положением F, в котором указанный упорный элемент 8 обеспечивает возможность вхождения зацепного элемента 7 в зацепление с установленным нижним инструментом 30-35. Говоря конкретнее, в соответствии с иллюстрируемым здесь вариантом осуществления, зацепной элемент 7 прикреплен и соединен с одним из концов 14а основного корпуса 14 заднего упорного узла 6, в то время как упорный элемент 8 закреплен с возможностью поворота на указанном конце 14а основного корпуса 14, что позволяет ему поворачиваться вокруг оси К вращения, параллельной первой оси X и направлению А сгиба. В результате упорный элемент 8 перемещается соответствующим вращающимся двигателем 13, например, пневматического или электрического типа, между рабочим положением
E, в котором он располагается, по существу, горизонтально и накладывается на зацепной элемент 7 с возможностью упирания в деталь, и нерабочим положением F, в котором указанный упорный элемент 8 поворачивается примерно на 90° в направлении вверх в практически вертикальное положение, давая зацепному элементу 7 возможность взаимодействия с нижним инструментом 30-35.
Как показано на чертежах, каждый нижний инструмент 30-35 содержит в своей верхней части продольное гнездо, или полость, 37, имеющую, по существу, V-образную форму. В рамках состава нижних инструментов 30-35 смежные и расположенные в один ряд продольные гнезда 37 образуют собой продольную канавку 39 с V-образным поперечным сечением, которая параллельна направлению А сгиба, и длина которой определяется предварительно выбранным составом нижних инструментов 30-35. Продольная канавка 39 матричного средства 4 взаимодействует с верхними инструментами 40, также сгруппированными в состав нужной длины, что позволяет формировать гибочное лезвие пробивного средства 2 с целью выполнения сгибов детали.
Форма и размеры продольного гнезда 37, и в частности его V-образного поперечного сечения, определяются и выбираются в зависимости от вида производимой с деталями работы, а также от их формы и размеров.
Для изменения формы и сечения продольного гнезда 37, а следовательно, и продольной канавки 39 следует сменить нижние гибочные инструменты 30-35.
В соответствии с одной из модификаций гибочного станка 1 (на чертежах не показана), каждый нижний инструмент выполнен с возможностью регулирования и имеет корпус, верхний участок которого состоит из двух противоположных и по существу симметричных частей, которые образуют собой продольное V-образное гнездо. Эти две противоположные части могут перемещаться относительно друг друга с отдалением или приближением, с тем чтобы обеспечить возможность изменения формы и поперечного сечения указанного V-образного продольного гнезда. Таким образом, регулируя должным образом расстояние двух противоположных частей каждого из нижних инструментов, образующих собой нужный состав инструментов, становится возможным изменение формы и поперечных размеров продольной канавки, которая взаимодействует с верхними инструментами 40 пробивного средства 2, с целью получения сгибов различных видов.
Благодаря использованию этой модификации гибочного станка 1 согласно изобретению удается получать составы инструментов с разными длинами сгиба и разными размерами продольной канавки.
Гибочный станок 1 снабжен блокирующими средствами известного типа (на чертежах не показаны), которые связаны с нижней поперечиной 5 и рассчитаны таким образом, чтобы заблокировать на ней нижние инструменты 30-35 по меньшей мере на стадии сгиба обрабатываемой детали для предотвращения ее случайного смещения в направлении А сгиба.
Если обратить особое внимание на фиг. 3, можно видеть, что при использовании иллюстрируемого здесь варианта осуществления предлагаемый гибочный станок 1 содержит приводные средства 21, 22, связанные с пробивным средством 2 и выполненные с возможностью перемещения верхних гибочных инструментов 40 в направлении А сгиба по верхней поперечине 3. Положением приводных средств управляет блок управления гибочного станка 1. Они могут включать в себя, например, первую каретку 21 и вторую каретку 22, которые перемещаются вдоль верхней поперечины 3 в направлении А сгиба. Каждая из кареток 21, 22 снабжена соответствующими возвратными средствами 23, обеспечивающими зацепление или взаимодействие с определенным верхним инструментом 40 и перемещение его, совместно с одним или большим количеством смежных с ним верхних инструментов 40 в направлении А сгиба.
Работа гибочного станка 1 согласно изобретению предусматривает стадию конфигурирования инструмента, необходимую для размещения на поперечинах 3, 5 пробивного средства 2 и матричного средства 4 таких составов верхних и нижних инструментов, которые требуются для выполнения на детали сгиба нужной длины.
Для этого блокирующие средства, которые крепят нижние гибочные инструменты 30-35 к направляющей продольной канавке, выполненной в нижней поперечине 5, деактивируют, с тем чтобы нижние инструменты 30-35 могли свободно скользить вдоль этой поперечине. По меньшей мере один из задних упорных узлов 6 с упорным элементом 8, поворачивающимся в нерабочее положение F, перемещается для вхождения в зацепление с определенным нижним инструментом 30-35 с введением зацепного элемента 7 в соответствующую полость 38 зацепления. В результате задний упорный узел 6 получает возможность перемещать нижний инструмент 30 и/или множество смежных с ним нижних инструментов 30 в направлении А сгиба по нижней поперечине 5. Если говорить точнее, благодаря перемещению нижнего инструмента 30, в зацеплении с которым находится зацепной элемент 7 заднего упорного узла 6, в направлении вправо (если смотреть по фиг. 1) все смежные нижние инструменты, находящиеся справа от упомянутого нижнего инструмента 30, тоже могут перемещаться. Аналогичным образом, благодаря перемещению нижнего инструмента 30, в зацеплении с которым находится зацепной элемент 7, в направлении влево все смежные нижние инструменты, находящиеся слева от упомянутого нижнего инструмента 30, тоже могут перемещаться вместе с ним.
Задний упорный узел 6 выполнен с возможностью вхождения в зацепление и перемещения всех нижних инструментов 30-35, которые находятся на центральном участке 5b нижней поперечины 5, напротив отсека 50, то есть в рабочей зоне W. Так, в частности, задний упорный узел 6 может входить в зацепление и перемещать все центральные нижние инструменты 31-35, даже если они имеют разные размеры, которые могут перемещаться вдоль центрального участка 5b нижней поперечины 5.
Благодаря соединительным средствам 15, 16, которыми снабжены боковые нижние инструменты 30, задний упорный узел 6 может также перемещать один или большее количество боковых нижних инструментов 30 из набора боковых нижних инструментов 30, даже когда эти последние находятся на одном из концевых участков 5а, 5с нижней поперечины 5, вне прямой досягаемости заднего упорного узла 6.
Для этого задний упорный узел 6 входит во взаимодействие и зацепляет с помощью зацепного элемента 7 первый боковой нижний инструмент 30 набора инструментов, который расположен смежно с центральным участком 5b нижней поперечины 5 и располагается в рабочей зоне W. Указанный первый боковой нижний инструмент 30 соединен со смежными боковыми нижними инструментами 30 (находящимися справа от него, если смотреть на фиг. 1) через посредство соединительных средств 15, 16. В нерабочей конфигурации, когда исполнительные средства 10 не активированы блоком управления гибочного станка 1, соединительные штифты 17 первых соединительных элементов 15 находятся, по сути, в положении L зацепления, взаимодействуя со вторыми соединительными элементами 16. В этой конфигурации перемещение первого бокового нижнего инструмента 30 приводит к перемещению всего набора боковых нижних инструментов 30 от заднего упорного узла 6 вдоль нижней поперечины 5.
Однако посредством активации исполнительного цилиндра 11 становится возможным расцепление соединительных средств 15, 16 соответствующего бокового нижнего инструмента 30, что позволяет отделить этот последний от смежного бокового нижнего инструмента 30.
Как показано на фиг. 6, работа исполнительного цилиндра 11 (например, второго справа исполнительного цилиндра 11, если смотреть на фиг. 1) делает возможным перемещение исполнительного штифта 18 и, следовательно, соединенного с ним соединительного штифта 17 из положения L зацепления в положение S высвобождения, в котором указанный соединительный штифт 17 расцепляется со вторым соединительным элементом 16 под действием смежного бокового нижнего инструмента 30, то есть того инструмента, который находится слева, если смотреть на фиг. 1 (третьего справа бокового нижнего инструмента 30). В результате этого боковой нижний инструмент 30, исполнительный штифт 18 которого взаимодействует с соответствующим исполнительным цилиндром 11, а также все смежные боковые нижние инструменты 30, которые могут находиться справа от него, не могут перемещаться задним упорным узлом 6 и остаются остановленными на концевом участке 5а нижней поперечины 5. Таким образом, цепочка G боковых нижних инструментов 30, которая может перемещаться задним упорным узлом 6 на нижней поперечине 5, состоит из бокового нижнего инструмента 30, в зацеплении с которым находится зацепной элемент 7 заднего упорного узла, и соединенных с ним боковых нижних инструментов 30, которые расположены слева от бокового нижнего инструмента, исполнительный штифт 18 которого взаимодействует с соответствующим исполнительным цилиндром 11.
За счет надлежащего выбора исполнительного цилиндра 11 исполнительных средств 10, исходя из рабочих потребностей, можно задавать количество боковых нижних инструментов 30, которые образуют собой цепочку G, подлежащую перемещению задним упорным узлом 6 вдоль нижней поперечины 5 с целью получения одного или большего количества составов инструментов с центральными нижними инструментами 31-35 или без таковых.
Таким образом, благодаря заднему упорному узлу 6 и боковым нижним инструментам 30, снабженным соответствующими соединительными средствами 15, 16, становится возможным формирование на нижней поперечине 5 матричного средства 4 нужного состава нижних инструментов 30-35, которые подходили бы и были бы комплементарными по отношению к соответствующему составу верхних инструментов 40, выбираемых и приводимых в движение по верхней поперечине 3 пробивного средства 2 приводными средствами 21, 22.
Те же задние упорные узлы 6 перемещают не используемые боковые нижние инструменты 30 и/или центральные нижние инструменты 31-35 по участкам, например концевым участкам, нижней поперечины 5, которые не используются в ходе процесса сгиба.
На нижней поперечине 5 можно разместить два или большее количество составов нижних инструментов 30-35 для последовательного проведения необходимых операций сгиба на одной и той же детали с целью получения конечного изделия, которые будут взаимодействовать с двумя или более соответствующими составами верхних инструментов 40, размещенных на верхней поперечине 3.
Благодаря использованию заднего упорного узла 6 гибочный станок 1 дает возможность выбирать и устанавливать, исходя из производственных нужд, нижние гибочные инструменты 30-35, смонтированные на нижней поперечине 5. Таким образом, в отличие от известных гибочных станков, нет необходимости в специальных зацепных и приводных средствах, которые содержали бы внешние манипуляторы типа роботов или шарнирных механизмов и служили бы для формирования на нижней поперечине 5 составов инструментов с требуемыми длинами.
Поэтому становятся возможными упрощение конструкции гибочного станка 1 согласно изобретению и повышение его экономичности. Кроме того, задние упорные узлы, перемещаемые по трем осям X, Y, Z, обеспечивают возможность более быстрого и точного размещения нижних гибочных инструментов 30-35, нужных для заданной обработки, что позволяет свести к минимуму время простоя станка, или, другими словами, сократить продолжительность цикла обработки детали.
Следует отметить, что с помощью нижних гибочных инструментов 30-35, установленных на нижней поперечине 5, удается создавать, во взаимодействии с верхними гибочными инструментами 40, установленными на верхней поперечине 3, множество сгибов разных длин без необходимости замены инструментов. По сути дела, благодаря надлежащим разделению и группированию нижних и верхних инструментов с разными габаритами и размерами, а также их надлежащему размещению на поперечинах 3, 5 удается формировать все составы инструментов, требуемые для получения разных длин сгиба посредством простого отделения выбранных инструментов (всегда смежных друг с другом) от остающихся инструментов без необходимости при этом устанавливать/снимать указанные инструменты с поперечин 3, 5.
Таким образом, гибочный станок 1 согласно изобретению демонстрирует высокую эксплуатационную гибкость и обеспечивает возможность оптимизации циклов обработки детали.
В соответствии с одной из модификаций предлагаемого гибочного станка 1 (на чертежах она не иллюстрируется), множество нижних инструментов 30 включает в себя два набора боковых нижних инструментов 30, которые могут скользить по нижней поперечине 5 и располагаться на ее двух концевых участках 5а, 5b в соответствующей нерабочей конфигурации. Боковые нижние инструменты 30 каждого из наборов могу соединяться друг с другом с формированием при этом соответствующей цепочки G боковых нижних инструментов 30, количество которых можно выбирать и которые могут перемещаться в направлении А сгиба соответствующим задним упорным узлом 6 с целью формирования, даже во взаимодействии с одним или более центральными нижними инструментами 31-35, нужного состава нижних гибочных инструментов.
На обоих концевых участках 5а, 5b нижней поперечины 5 предусмотрены соответствующие исполнительные средства 10 для избирательного воздействия на соединительные средства 15, 16 боковых нижних инструментов 30 двух наборов боковых нижних инструментов с целью взаимного сцепления или расцепления с соединительными средствами 15, 16 и обеспечения возможности присоединения или отсоединения соответствующих боковых нижних инструментов 30.
Работа рассматриваемой конструкции гибочного станка 1 согласно изобретению, по существу, идентична работе станка в той форме, которая описана выше и проиллюстрирована на чертежах. В этом случае составы нижних инструментов 30-35, подлежащие использованию для гибки детали, могу быть образованы, помимо центральных нижних инструментов 31-35, боковыми нижними инструментами 30 двух наборов боковых нижних инструментов, размещенных на двух противоположных концевых участках 5а, 5b нижней поперечины 5. Каждый задний упорный узел 6 обеспечивает захват и перемещение соответствующей цепочки G боковых нижних инструментов 30, образуемой посредством зацепления заданного количества боковых нижних инструментов набора друг с другом.
На фиг. 11 показана другая модификация предлагаемого гибочного станка 1, согласно которой задние упорные узлы 6 также выполнены с возможностью вхождения в зацепление и перемещения верхних гибочных инструментов 41, 42 вдоль верхней поперечины 3 пробивного средства 2 взамен приводных средств 2, 22. Для этого предусмотрено, чтобы верхние инструменты 41, 42 содержали соответствующие полости 48 зацепления, выполненные с возможностью приема и вхождения с ними в зацепление зацепного элемента 7 одного из задних упорных узлов 6, с целью перемещения их этим последним вдоль верхней поперечины 3.
В соответствии с этой модификацией гибочного станка, предусмотрено также, чтобы множество верхних гибочных инструментов 41, 42 включало в себя набор центральных верхних инструментов 41 и по меньшей мере один соответствующий набор боковых верхних инструментов 42, который может размещаться в соответствующей нерабочей конфигурации R2 на концевом участке За верхней поперечины 3, выступающем относительно рамы 9 и за пределы рабочей зоны W и оказывающемся, соответственно, вне досягаемости заднего упорного узла 6. Боковые верхние гибочные инструменты 42 размещены в соответствующей нерабочей конфигурации R2 на концевом участке За верхней поперечины 3 (например, находящемся справа, если смотреть на фиг. 11), когда они не используются для гибки детали.
Боковые верхние гибочные инструменты 42 могут избирательно соединяться друг с другом с формированием при этом соответствующей группы боковых верхних гибочных инструментов 42, количество которых можно выбирать, при этом по меньшей мере один из них, находящийся в самой дальней в направлении внутрь позиции, остается в рабочей зоне W даже в нерабочей конфигурации R2, так что он находится в пределах досягаемости и может использоваться зацепным элементом 7 одного из двух задних упорных узлов 6, в частности, тем, который наиболее близок к нему. В результате вышеупомянутый боковой верхний инструмент 42 может перемещаться задним упорным узлом 6, совместно с соответствующей группой, в направлении А сгиба по верхней поперечине 3.
И в этом случае тоже каждый боковой верхний инструмент 42 снабжен соответствующими соединительными средствами 15, 16 для соединения или разъединения с соответствующими соединительными средствами 15, 16 смежного бокового вехнего инструмента 42, что позволяет соединять или разъединять друг с другом указанные смежные боковые верхние инструменты 42 с формированием при этом цепочки боковых верхних инструментов 42.
Соединительные средства 15, 16 идентичны соединительным средствам 15, 16 боковых нижних инструментов 30, которые были описаны выше и показаны на чертежах.
Аналогичным образом, с верхней поперечиной 3 связаны еще одни исполнительные средства 20 для избирательного воздействия на соединительные средства 15, 16 боковых верхних инструментов 42 с целью взаимного вхождения в зацепление или выхода из зацепления соединительных средств 15, 16, благодаря чему становится возможным присоединение или отсоединение соответствующих боковых верхних инструментов 42.
Эти дополнительные исполнительные средства 20, связанные с верхней поперечиной 3, идентичны исполнительным средствам 10, связанным с нижней поперечиной 5 и воздействующим на боковые нижние инструменты 30.
В проиллюстрированном здесь варианте осуществления центральные верхние инструменты 41 и боковые верхние инструменты 42 имеют одинаковые размеры. Однако можно также предусмотреть на верхней поперечине 3 пробивного средства 2 центральные и/или боковые верхние инструменты разных размеров, которые будут должным образом размещены относительно друг друга с формированием при этом разных составов верхних инструментов с разными длинами сгиба.
Работа предлагаемого гибочного станка 1 в рассматриваемой модификации, по существу, идентична работе станка согласно варианту осуществления, описанному выше и проиллюстрированному на чертежах, поскольку процедура выбора и перемещения группы боковых верхних инструментов 42, выбранной из набора боковых верхних инструментов, имеющихся на верхней поперечине 3 пробивного средства 2, идентична работе, описанной выше применительно к боковым нижним инструментам 30 матричного средства 4.
Таким образом, при использовании этой модификации гибочного станка 1 согласно изобретению имеется возможность с выгодой использовать задние упорные узлы 6 для выбора и перемещения как нижних инструментов 30-35, размещенных на нижней поперечине 5, так и верхних инструментов 41, 42, находящихся на верхней поперечине 3. Конструкция гибочного станка 1 упрощается и становится более экономичной, так как отпадает необходимость в специальных приводных средствах (каретки 21, 22 с соответствующими соединительными средствами 23), которые должны устанавливаться на верхней поперечине 3 с целью выбора и перемещения верхних гибочных инструментов 41, 42.
Следует иметь в виду, что при использовании и этой модификации гибочного станка 1 тоже появляется возможность, благодаря боковым верхним инструментам 42, которые могут избирательно и обратимо соединяться друг с другом через посредство соответствующих соединительных средств 15, 16 для формирования группы с нужным количеством инструментов, выбирать и перемещать все верхние инструменты 41, 42, смонтированные на верхней поперечине 3, с помощью заднего упорного узла 6.



Изобретение относится к гибочным станкам, предназначенным для гибки и деформирования металлических лент, листов и сортовых профилей с целью получения полупродуктов или конечных продуктов. Предложен гибочный станок для гибки листового металла, содержащий пробивное средство (2), включающее в себя верхнюю поперечину (3), выполненную с возможностью поддержания множества верхних гибочных инструментов (ГИ) (40, 41, 42); матричное средство (4), включающее в себя нижнюю поперечину (5), выполненную с возможностью поддержания множества нижних ГИ (30-35); по меньшей мере один задний упорный узел (6), выполненный с возможностью упора в обрабатываемую деталь и позиционирования ее относительно матричного средства (4). Задний упорный узел (6) содержит зацепной элемент (7), выполненный с возможностью вхождения в зацепление по меньшей мере с одним нижним ГИ (30-35). Множество нижних ГИ (30-35) содержит по меньшей мере один из боковых нижних ГИ (30) группы (G), который может входить в зацепление с зацепным элементом (7) заднего упорного узла (6). Боковые нижние ГИ (30) выполнены с возможностью обратимого соединения друг с другом для формирования группы (G) боковых нижних ГИ (30). Технический результат – уменьшение времени для проведения операций по установке и/или отсоединению инструментов. 14 з.п. ф-лы, 11 ил.
1. Гибочный станок (1) для гибки листового металла, содержащий:
- пробивное средство (2), включающее в себя верхнюю поперечину (3), выполненную с возможностью поддержания множества верхних гибочных инструментов (40; 41, 42), выровненных в линию и взаимно позиционируемых в продольном направлении (А) сгиба так, чтобы сформировать определенные составы верхних гибочных инструментов;
- матричное средство (4), включающее в себя нижнюю поперечину (5), выполненную с возможностью поддержания множества нижних гибочных инструментов (30-35), выровненных в линию и взаимно позиционируемых в указанном направлении (А) сгиба так, чтобы сформировать соответствующие составы нижних гибочных инструментов;
- по меньшей мере один задний упорный узел (6), выполненный с возможностью перемещения в рабочей зоне (W) указанного гибочного станка (1) и с возможностью упора в обрабатываемую деталь и позиционирования ее относительно указанного матричного средства (4), причем указанный по меньшей мере один задний упорный узел (6) содержит зацепной элемент (7), выполненный с возможностью вхождения в зацепление по меньшей мере с одним нижним гибочным инструментом (30-35) для перемещения этого последнего в указанном направлении (А) сгиба по указанной нижней поперечине (5);
отличающийся тем, что
указанное множество нижних гибочных инструментов (30-35) содержит по меньшей мере один набор боковых нижних гибочных инструментов (30), которые могут быть расположены в соответствующей нерабочей конфигурации (R1) на концевом участке (5а, 5с) указанной нижней поперечины (5) за пределами указанной рабочей зоны (W) вне досягаемости указанного заднего упорного узла (6), причем указанные боковые нижние гибочные инструменты (30) выполнены с возможностью обратимого соединения друг с другом для формирования группы (G) боковых нижних гибочных инструментов (30), количество которых можно выбирать, при этом по меньшей мере один из указанных боковых нижних гибочных инструментов (30) указанной группы (G) расположен в указанной нерабочей конфигурации (R1) в указанной рабочей зоне (W) таким образом, что он может входить в зацепление с указанным зацепным элементом (7) указанного заднего упорного узла (6) и перемещаться этим последним в указанном направлении (А) сгиба совместно с указанной группой (G).
2. Гибочный станок (1) по п. 1, в котором каждый боковой нижний гибочный инструмент (30) содержит соединительные средства (15, 16) для вхождения в зацепление и выхода из зацепления с соответствующими соединительными средствами (15, 16) смежного бокового нижнего гибочного инструмента (30) для присоединения или отсоединения указанных смежных боковых нижних гибочных инструментов (30) друг от друга и формирования указанной группы (G) боковых нижних гибочных инструментов (30).
3. Гибочный станок (1) по п. 2, содержащий исполнительные средства (10), выполненные с возможностью избирательного воздействия на указанные соединительные средства (15, 16) указанных боковых нижних гибочных инструментов (30) для взаимного вхождения в зацепление или выхода из зацепления с соединительными средствами (15, 16) и обеспечения возможности присоединения или отсоединения соответствующих боковых нижних гибочных инструментов (30).
4. Гибочный станок (1) по п. 3, в котором указанные соединительные средства содержат первый соединительный элемент (15) и второй соединительный элемент (16), закрепленные на противоположных сторонах соответствующего бокового нижнего гибочного инструмента (30), причем указанный первый соединительный элемент (15) выполнен с возможностью перемещения указанными исполнительными средствами (10) между положением (L) зацепления и положением (S) высвобождения соответственно для вхождения в зацепление или выхода из зацепления со вторым соединительным элементом (16) смежного бокового нижнего гибочного инструмента (30).
5. Гибочный станок (1) по п. 4, в котором указанный первый соединительный элемент (15) содержит соединительный штифт (17), установленный с возможностью скольжения по соответствующему боковому нижнему гибочному инструменту (30) и выполненный с возможностью перемещения таким образом, чтобы он выступал в указанном положении (L) зацепления относительно задней поверхности (30а) указанного бокового нижнего гибочного инструмента (30), при этом указанный второй соединительный элемент (16) прикреплен к указанной задней поверхности (30а), выступая вбок, и снабжен гнездом (16а), выполненным с возможностью приема соединительного штифта (17) первого соединительного элемента (15) смежного бокового нижнего гибочного инструмента (30).
6. Гибочный станок (1) по п. 4 или 5, в котором указанные исполнительные средства (10) содержат множество исполнительных цилиндров (11), смежных с указанной нижней поперечиной (5), причем каждый исполнительный цилиндр (11) выполнен с возможностью перемещения первого соединительного элемента (15) соответствующего бокового нижнего гибочного инструмента (30) для перемещения указанного первого соединительного элемента (15) между указанным положением (L) зацепления и указанным положением (S) высвобождения.
7. Гибочный станок (1) по п. 6, в котором указанные исполнительные цилиндры (11) расположены с равномерным разнесением друг от друга в указанном направлении (А) сгиба, причем их количество равно количеству указанных боковых нижних гибочных инструментов (30).
8. Гибочный станок (1) по любому из пп. 1-5, в котором указанные нижние гибочные инструменты (30-35) имеют соответствующие полости (38) зацепления, выполненные с возможностью приема и вхождения в зацепление с указанным зацепным элементом (7) указанного по меньшей мере одного заднего упорного узла (6).
9. Гибочный станок (1) по любому из пп. 1-5, в котором указанный по меньшей мере один задний упорный узел (6) содержит упорный элемент (8), смежный с указанным зацепным элементом (7) и выполненный с возможностью перемещения между рабочим положением (Е), в котором упорный элемент (8) расположен таким образом, что один его конец (8а) упирается в обрабатываемую деталь, и нерабочим положением (F), в котором указанный упорный элемент (8) обеспечивает указанному зацепному элементу (7) возможность вхождения в зацепление с нижним гибочным инструментом (30).
10. Гибочный станок (1) по любому из пп. 1-5, в котором указанный по меньшей мере один задний упорный узел (6) выполнен с возможностью перемещения в указанной рабочей зоне (W) по трем ортогональным осям (X, Y, Z) движения, одна из которых параллельна указанному направлению (А) сгиба.
11. Гибочный станок (1) по любому из пп. 1-5, содержащий приводные средства (21, 22) для перемещения указанных верхних гибочных инструментов (40) в указанном направлении (А) сгиба по указанной верхней поперечине (3).
12. Гибочный станок (1) по любому из пп. 1-5, в котором указанные верхние гибочные инструменты (41, 42) имеют соответствующие полости (48) зацепления, выполненные с возможностью приема и вхождения в зацепление с указанным зацепным элементом (7) указанного по меньшей мере одного заднего упорного узла (6), причем этот последний выполнен с возможностью перемещения указанных верхних гибочных инструментов (41, 42) вдоль указанной верхней поперечины (3) пробивного средства (2).
13. Гибочный станок (1) по п. 12, в котором указанное множество верхних гибочных инструментов (41, 42) содержит по меньшей мере один соответствующий набор боковых верхних гибочных инструментов (42), который может быть расположен в соответствующей нерабочей конфигурации (R2) на концевом участке (3а, 3с) указанной верхней поперечины (3) за пределами указанной рабочей зоны (W) и вне досягаемости указанного заднего упорного узла (6), причем указанные боковые верхние гибочные инструменты (42) выполнены с возможностью соединения друг с другом так, чтобы сформировать соответствующую группу боковых верхних гибочных инструментов (42), количество которых можно выбирать, при этом по меньшей мере один из указанных боковых верхних гибочных инструментов (42) расположен в указанной соответствующей нерабочей конфигурации (R2) в указанной рабочей зоне (W), так что он может входить в зацепление с указанным зацепным элементом (7) указанного заднего упорного узла (6) и перемещаться этим последним в указанном направлении (А) сгиба совместно с указанной соответствующей группой боковых верхних гибочных инструментов (42).
14. Гибочный станок (1) по п. 13, в котором каждый боковой верхний гибочный инструмент (42) содержит соответствующие соединительные средства (15, 16) для вхождения в зацепление или выхода из зацепления с соответствующими соединительными средствами (15, 16) смежного бокового верхнего гибочного инструмента (42) для соединения или разъединения друг с другом указанных смежных боковых верхних гибочных инструментов (42) и формирования при этом указанной группы боковых верхних гибочных инструментов (42).
15. Гибочный станок (1) по п. 14, содержащий дополнительные исполнительные средства (20), выполненные с возможностью избирательного воздействия на указанные соединительные средства указанных боковых верхних гибочных инструментов (42) для взаимного вхождения в зацепление или выхода из зацепления с соединительными средствами и обеспечения возможности присоединения или отсоединения соответствующих боковых верхних гибочных инструментов (42).
| Террасер-корчеватель | 1989 |
|
SU1658908A1 |
| WO 2015118505 A2, 13.08.2015 | |||
| EP 2865458 B1, 17.06.2020 | |||
| УСТРОЙСТВО СЪЕМНОГО КРЕПЛЕНИЯ ГИБОЧНОГО ИНСТРУМЕНТА | 2004 |
|
RU2338613C2 |
| МНОГОФУНКЦИОНАЛЬНАЯ ГИДРАВЛИЧЕСКАЯ ГОЛОВКА ДЛЯ ПРИМЕНЕНИЯ В СТАНКАХ ДЛЯ ЗАГИБА И ФОРМОВАНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2005 |
|
RU2385197C2 |

