Область техники, к которой относится изобретение
Изобретение относится к гибочным станкам, предназначенным для гибки и деформации металлической ленты, листа, профилей с целью получения полуфабрикатов и/или законченных изделий. В частности, изобретение относится к гибочному станку, оснащенному магазином инструментов (инструментальным магазином), и системой для смены гибочных инструментов.
Уровень техники
Известны листогибочные станки, которые также называют гибочным прессами, содержащие механический или гидравлический рабочий пресс, который может перемещать верхний инструмент, так называемый пуансон, чтобы прижимать его к нижнему инструменту, так называемой матрице, на которую помещают заготовку. Пуансон с силой давит на заготовку, которая поддается деформации, и сгибает последнюю под углом, который определяется геометрией верхнего и нижнего инструментов.
Один тип гибочного станка содержит пуансон, образованный лезвием или гибочным ножом, способным осуществлять деформацию вдоль заданной линии сгиба металлической заготовки, надлежащим образом расположенной на противоположной матрице, которая оснащена седлом или продольной канавкой, приспособленной для взаимодействия с пуансоном, так чтобы согнуть заготовку.
Пуансон обычно формируют из ряда или набора или из группы верхних гибочных инструментов или сегментов, смонтированных на верхней траверсе или инструментальной балке, которая перемещается вертикально, чтобы получить модульный или секционный пуансон. Число, размер (ширину) и положение верхних инструментов фактически выбирают в соответствии с длиной выполняемой гибки и/или размером заготовки, в то время как тип инструмента выбирают в соответствии с видом гибки (углом, формой), которую надлежит выполнить. Аналогично, матрица может быть сформирована из ряда или набора или из группы нижних гибочных инструментов или сегментов, смонтированных на нижней траверсе или инструментальной балке, которая обычно неподвижна, чтобы получить модульную или секционную матрицу. Число, размер (ширина) и положение нижних инструментов соответствует числу, размеру и положению верхних инструментов, так чтобы выполнить требуемую гибку.
Чтобы выполнить гибку заданной длины на заготовке, необходимо выбрать в наборе инструментов, установленных на верхней и нижней инструментальных балках, примыкающие друг к другу инструменты, с такими размерами (шириной), которые позволяют получить точно требуемую длину. Поскольку размеры инструментов стандартизованы и изменяются дискретно (обычно с шагом 10 мм) в соответствии с заданными форматами (значениями ширины), не всегда возможно выполнить требуемую гибку при помощи того ряда инструментов, который в данный момент установлен на инструментальной балке. Чтобы выполнить последующие и другие рабочие операции, часто требуется производить смену по меньшей мере частичную, инструментов, установленных на инструментальных балках.
В случае, когда для получения требуемого изделия из исходной заготовки требуется выполнить больше операций и этапов обработки (типичный случай - изготовление панели с отгибами из простого металлического листа), заготовку требуется последовательно переносить на несколько гибочных станков, которые, например, организованы в виде линии.
Если заготовка имеет малый размер, то можно все операции выполнить на одном гибочном станке, перемещая заготовку через последующие рабочие зоны станка, где гибочные инструменты, установленные на той же самой инструментальной балке, выполняют необходимые гибочные операции. В данном случае гибочные инструменты должны быть надлежащим образом выбраны и установлены вдоль балки в соответствии с требуемыми структурами в соответствующих рабочих зонах, так чтобы выполнить последующие операции гибки.
В данном случае также, чтобы получать различные сочетания инструментов, которые требуются для рабочего цикла, необходимо часто производить смену, по меньшей мере частичную, гибочных инструментов, установленных на инструментальных балках.
Известны гибочные станки, оснащенные инструментальным магазином и системами для смены гибочных инструментов. Упомянутые системы смены инструмента содержат, в частности, средства захвата и переноса, способные устанавливать инструменты, взятые из магазина, в требуемые положения на инструментальных балках, и снимать с инструментальных балок подлежащие смене инструменты, и вставлять их в магазин.
Инструментальный магазин содержит множество держателей или направляющих, приспособленных для размещения наборов или групп инструментов, имеющих различные размеры и формы.
Инструментальный магазин может быть наружным, т.е. расположенным снаружи гибочного станка, обычно с боковой стороны, рядом с боковой стойкой станка, или внутренним, т.е. расположенным внутри станка в пространстве между двумя боковыми стойками станка.
В первом случае наружный магазин содержит средства перемещения держателей инструментов, а средства захвата и переноса содержат наружные манипуляторы, такие как роботы, способные брать требуемые инструменты из держателя магазина, надлежащим образом приведенного посредством механизма перемещения в положение для смены инструмента, и таким образом устанавливать инструменты на (верхнюю и/или нижнюю) инструментальную балку и производить обратные действия.
Во втором случае внутренний магазин содержит держатели инструментов, которые в большинстве случаев прикреплены к внутренним стенкам верхней балки и/или нижней балки, или боковым стойкам, а средства захвата и переноса содержат манипуляторы или шарнирные механизмы, которые посредством вращательного и/или поступательного движения по одному вставляют или снимают инструменты с верхней и нижней инструментальных балок.
В определенных гибочных станках смену инструментов верхней и/или нижней инструментальных балок выполняют посредством регулирующих устройств, предусматриваемых и используемых, как известно, для расположения и удержания заготовки в правильном положении на матрице при выполнении гибки. Регулирующие устройства могут фактически содержать дополнительно к опорным элементам, предназначенным для того, чтобы упираться в заготовки или чтобы в них упирались заготовки, подвергаемые обработке в поперечном и/или в продольном направлении относительно линии гибки, подходящие средства для захвата гибочного инструмента. Указанные регулирующие устройства можно фактически перемещать по меньшей мере в двух ортогональных направлениях, чтобы позиционировать заготовки, имеющие разные формы и/или размеры, относительно инструментов и в соответствии с гибочными операциями.
Также известны гибочные станки с внутренними инструментальными магазинами, содержащими множество держателей инструментов, которые прикреплены к задней стенке станка, обращены к верхней и нижней инструментальным балкам и расположены напротив указанных балок.
Недостаток известных гибочных станков, оснащенных наружными инструментальными магазинами, вдобавок к стоимости и сложности, особенно средств перемещения держателей инструментов и средств захвата и переноса инструментов (наружного манипулятора), заключается в больших размерах и громоздкости из-за присутствия магазина и манипулятора снаружи гибочного станка.
Недостаток известных гибочных станков, оснащенных внутренними инструментальными магазинами, заключается в ограниченном и непростом доступе к держателям инструментов, расположенным внутри станка особенно, когда они прикреплены к внутренним стенкам инструментальных балок или боковых стоек, чтобы дать возможность операторам загружать или выгружать наборы или группы инструментов, которые должны использоваться при гибке. Кроме того, по соображениям безопасности доступ операторам не разрешается во время работы гибочного станка, поэтому операции загрузки/выгрузки магазина инструментов могут выполняться только, когда станок остановлен.
Другой недостаток известных гибочных станков заключается системах для смены инструмента, которые позволяют поштучную замену инструмента; операции установки и/или снятия инструментов (которые требуется брать из магазина и/или ставить обратно в магазин) к тому же занимают большое время, на которое гибочный станок должен быть остановлен, таким образом прерывается изготовление изделий и сокращается производительность.
Раскрытие изобретения
Задачей настоящего изобретения является усовершенствование известных гибочных станков, оснащенных инструментальным магазином и системами для смены гибочного инструмента.
Другая задача заключается в реализации гибочного станка, оснащенного инструментальным магазином и механизмом для смены инструмента, который дает возможность быстро и эффективно выполнять смену гибочных инструментов, установленных в держателях пуансонов и матриц, и минимизировать время простоя станка.
Другая задача состоит с том, чтобы предложить гибочный станок, оснащенный инструментальным магазином, к которому обеспечивается доступ для загрузки или выгрузки наборов или групп гибочных инструментов просто, быстро и безопасно для оператора, в то время как станок продолжает работать.
Еще одна задача заключается в реализации гибочного станка, оснащенного инструментальным магазином и механизмом для смены инструмента, который имеет простую и компактную конструкцию и отличается эффективной и надежной работой.
Указанные задачи, а также другие задачи решаются посредством гибочного станка, соответствующего одному из приведенных ниже пунктов формулы изобретения.
Краткое описание чертежей
Изобретение будет легче понять и реализовать, если обратиться к прилагаемым чертежам, на которых изображен не имеющий ограничительного характера пример осуществления изобретения, при этом:
фиг. 1 схематично в аксонометрии сзади и с частичным разрывом изображает гибочный станок, соответствующий настоящему изобретению;
фиг. 2 схематично в аксонометрии спереди и с частичным разрывом изображает гибочный станок фиг. 1, соответствующий настоящему изобретению;
фиг. 3 в аксонометрии сзади представляет частичное изображение гибочного станка фиг. 1, из которого некоторые части были изъяты для лучшей демонстрации держателя матриц, инструментального магазина и механизма для смены нижних гибочных инструментов, помещенных на держатель матриц, на рабочем этапе;
фиг. 4 представляет аналогичный фиг. 3, который частично демонстрирует два регулирующих блока заготовки, взаимодействующих с механизмом смены инструмента, для позиционирования гибочных инструментов на держателе матриц;
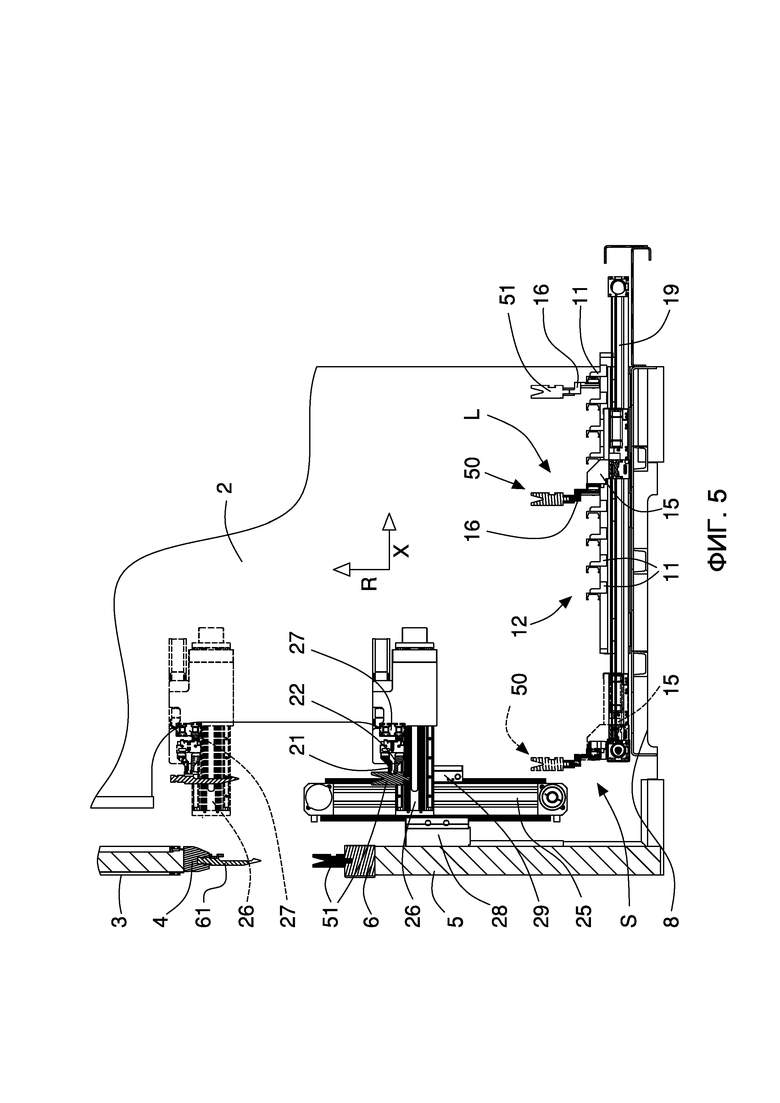
фиг. 5 представляет поперечный разрез гибочного станка фиг. 3;
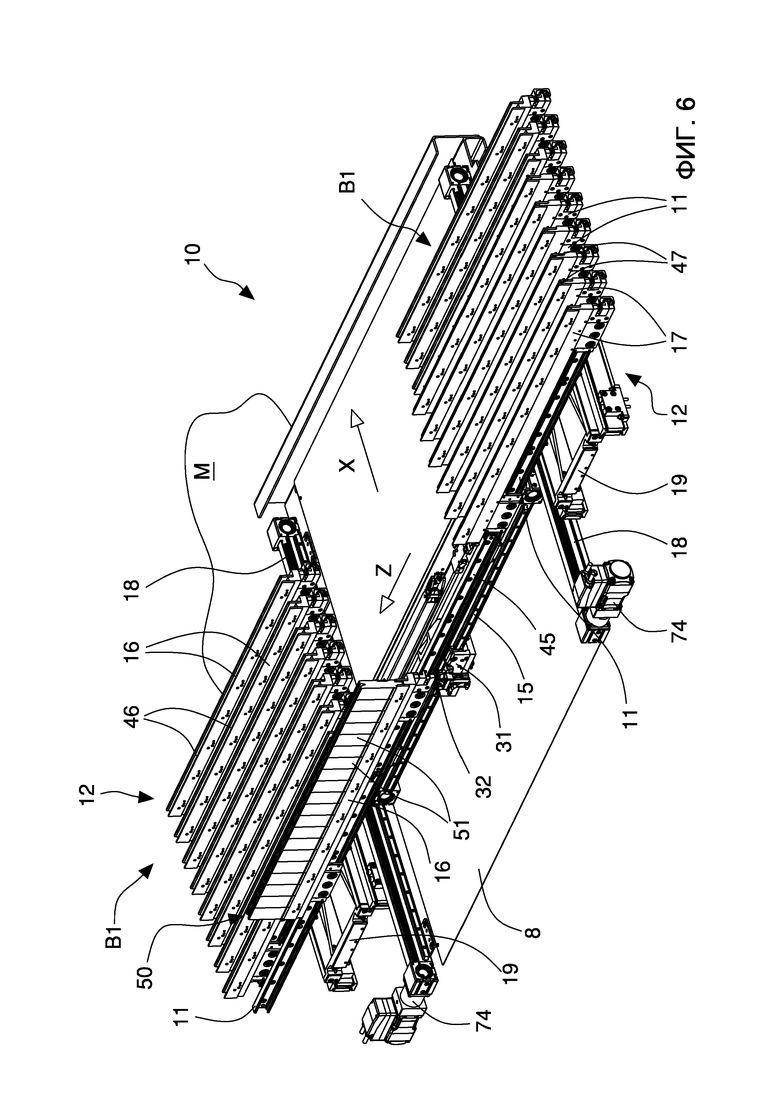
фиг. 6 в аксонометрии представляет частичный и увеличенный вид инструментального магазина, иллюстрирующий, в частности, инструментальные лотки, служащие опорой для множества инструментальных линеек и передающей каретки;
фиг. 7 в аксонометрии представляет частичный и увеличенный вид передающей каретки инструментального магазина;
фиг. 8 в аксонометрии представляет частичный и увеличенный вид фрагмента инструментального магазина фиг. 6, который иллюстрирует механизм перемещения передающей каретки и блокирующий механизм инструментальных линеек;
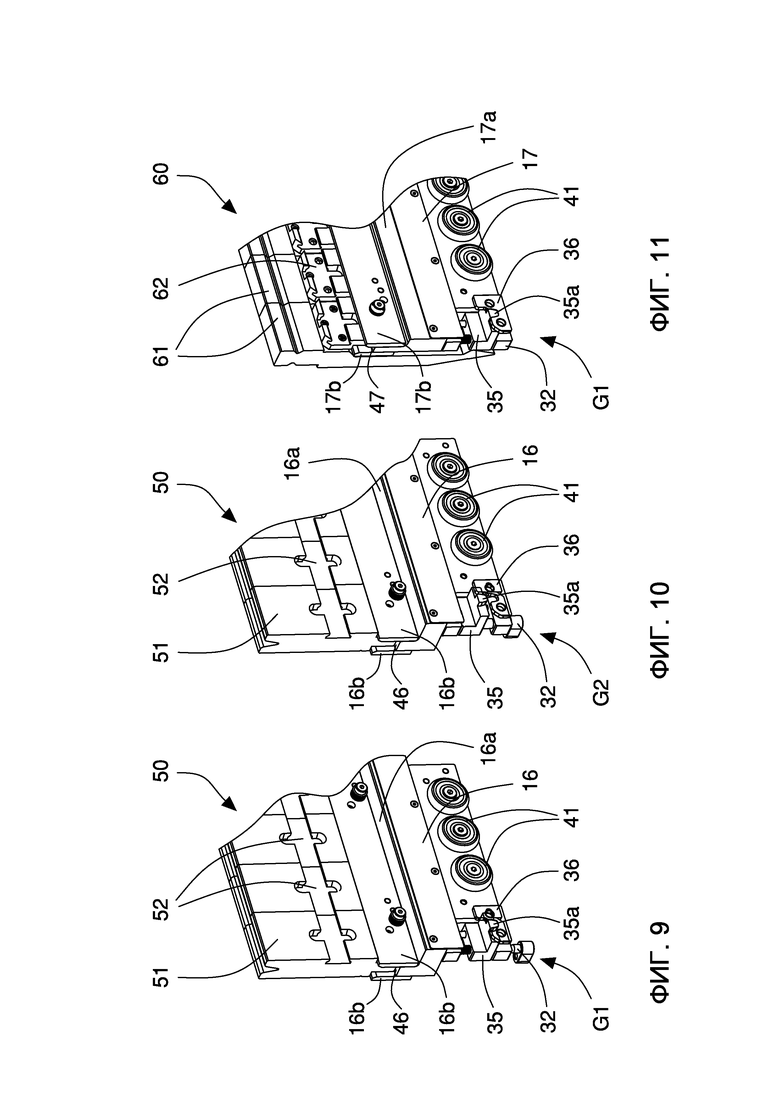
фиг. 9 и 10 в аксонометрии представляют частичный и увеличенный вид первой инструментальной линейки, заключающей в себе набор нижних гибочных инструментов с механизмом зацепления соответственно в освобождающем положении и в положении зацепления;
фиг. 11 представляют частичный и увеличенный вид второй инструментальной линейки, заключающей в себе набор верхних гибочных инструментов с механизмом зацепления в освобождающем положении;
фиг. 12 представляет боковую проекцию второй инструментальной линейки фиг. 11;
фиг. 13 в аксонометрии изображает средства захвата механизма смены инструмента, приведенные в сведенное положение для ввода в паз зацепления/освобождения;
фиг. 14 с частичным разрезом изображает средства захвата фиг. 13, связанные с набором нижних гибочных инструментов, в разведенном положении при захвате.
Осуществление изобретения
На фиг. 1-14 изображен соответствующий изобретению гибочный станок 1 для листового металла, который содержит несущую раму 2, к которой присоединены держатель 3 пуансонов и держатель 5 матриц, и которая содержит плиту 8 основания, которая приспособлена для прижатия к опорной плоскости М того места, на которое устанавливают указанный гибочный станок 1, и посредством которого станок поддерживается. Плита 8 основания, которая стоит на опорной плоскости М, соединяет в нижней части две наружные боковые стенки несущей рамы 2. Опорная плоскость М является по существу горизонтальной плоскостью, например, пола того места, где устанавливают гибочный станок 1.
Держатель 3 пуансонов соединен с несущей рамой 2 с возможностью скользящего движения, так что его можно перемещать известными средствами привода (не показаны) вдоль по существу вертикального рабочего направления. Держатель 3 пуансонов содержит верхнюю инструментальную балку 4, выполненную с возможностью размещения и закрепления по меньшей мере ряда или набора или группы 60 верхних гибочных инструментов, т.е. множества верхних гибочных инструментов заранее заданного числа. Верхние гибочные инструменты 61, принадлежащие набору 60 верхних гибочных инструментов, установлены на верхней балке 4, которая направлена вдоль продольного направления А сгиба, в частности с возможностью сдвига и перемещения вдоль верхней балки 4. Направление А сгиба ориентировано параллельно опорной плоскости М, в частности, по существу горизонтально.
Держатель 5 матриц прикреплен к несущей раме 2 и содержит нижнюю инструментальную балку 6, выполненную с возможностью закрепления по меньшей мере ряда или набора или группы 50 нижних гибочных инструментов, т.е. множества нижних гибочных инструментов заранее заданного числа. Нижние гибочные инструменты 51, принадлежащие набору 50 нижних гибочных инструментов, установлены на нижней балке 6, которая направлена вдоль продольного направления А сгиба, в частности с возможностью сдвига и перемещения вдоль нижней балки 6.
В рабочей конфигурации гибочного станка 1 верхняя балка 4 и нижняя балка 6 соответственно вмещают в себя множество наборов 60 верхних гибочных инструментов, например, три набора, и множество наборов 50 нижних гибочных инструментов, например, три набора. Каждый из трех наборов 50, 60 гибочных инструментов содержит заданное число инструментов 51, 61, приспособленных для формирования инструментальной линии заданной длины, например 1 м. Таким образом, три набора 60 верхних гибочных инструментов и три набора 50 нижних гибочных инструментов образуют на держателе 3 пуансонов и держателе 5 матриц, соответственно полный комплект гибочного инструмента, который позволяет выполнять требуемые операции с заготовками. Гибочные инструменты 51, 61 установлены на соответствующих балках 4, 6, причем положение инструментов 51, 61 можно взаимно менять вдоль направления А сгиба и давать возможность формировать заданные комбинации гибочных инструментов, чтобы выполнять различные операции на заготовке.
Инструменты, принадлежащие каждому набору гибочных инструментов, могут быть подобными друг другу или разными по формату, т.е. они могут иметь различную ширину, так чтобы получить несколько комбинаций инструментов, надлежащим образом сгруппированных и расположенных с промежутками.
Верхние гибочные инструменты 61 и нижние гибочные инструменты 51 можно перемещать по одному или группой вдоль соответствующих балок 4, 6 при помощи специальных средств привода гибочного станка 1. Верхние гибочные инструменты 61 можно перемещать, например, при помощи пары кареток, которые можно передвигать вдоль верхней балки 4 параллельно направлению А сгиба, и которые оснащены соответствующими соединительными средствами для зацепления намеченного верхнего гибочного инструмента с целью перемещения последнего и других соседних инструментов. Такое решение раскрыто в патентной публикации ЕР 3104990 того же заявителя.
Нижние гибочные инструменты 51 в отличие от верхних выполнены с возможностью перемещения вдоль нижней балки 6 при помощи пары передвижных регулирующих блоков 9, которые предназначены для прижатия и позиционирования заготовки относительно держателя 5 матриц, а также содержат соответствующие цепляющие элементы для вступления в контакт по меньшей мере с одним нижним гибочным инструментом 51 с целью перемещения последнего и других соседних инструментов вдоль направления А сгиба по нижней балке 5 (фиг. 4).
Соответствующий настоящему изобретению гибочный станок 1 содержит инструментальный магазин 10, который расположен во внутреннем отсеке 7, ограниченном несущей рамой 2, держателем 3 пуансонов и держателем 5 матриц, и организован для размещения гибочных инструментов 51, 61.
Гибочный станок 1 также содержит механизм 20 смены инструмента, также расположенный во внутреннем отсеке 7, и выполненный с возможностью взятия гибочных инструментов 51, 61 из инструментального магазина 10 и установки инструментов на держатель 3 пуансонов и/или держатель 5 матриц, и наоборот, т.е. снятия гибочных инструментов 51, 61 с держателя 3 пуансонов и/или держателя 5 матриц и переноса их в инструментальный магазин 10.
Механизм 20 смены инструмента содержит средства 21, 22 захвата, выполненные с возможностью зацепления и поддержания одновременно всего набора 50, 60 гибочных инструментов. Механизм 20 смены инструмента также содержит приводные устройства 25, 26, 27, 28, 29 для поддержания и перемещения средств 21, 22 захвата во внутреннем отсеке 7 между первым положением Р1 захвата и вторым положением Р2 захвата. В первом положении Р1 захвата средства 21, 22 захвата способны весь набор 50, 60 гибочных инструментов забирать с держателя 3 пуансонов и/или держателя 5 матриц или переносить на держатель 3 пуансонов и/или держатель 5 матриц; во втором положении Р2 захвата средства 21, 22 захвата способны весь набор 50, 60 гибочных инструментов переносить в инструментальный магазин 10 или забирать из инструментального магазина 10.
Приводные устройства 25, 26, 27, 28, 29 предусмотрены для перемещения средств 21, 22 захвата вдоль первого направления X движения, по существу ортогонального направлению А сгиба и параллельного опорной плоскости М, и вдоль второго направления R движения, по существу ортогонального первому направлению X движения и направлению А сгиба.
Приводные устройства 25, 26, 27, 28, 29 содержат по меньшей мере стойку 25, которая служит опорой рычагу 26, который может перемещаться вдоль второго направления R движения, и служит опорой несущей траверсе 27, причем последняя имеет возможность перемещения вдоль первого направления X движения и служит опорой средствам 21, 22 захвата.
Кроме того, стойка 25 прикреплена с возможностью перемещения к несущей раме 2, в частности к держателю 5 матриц, и имеет возможность двигаться вдоль второго направления R движения.
В варианте осуществления изобретения, который изображен на чертежах, приводные устройства 25, 26, 27, 28, 29 содержат пару стоек параллельных друг другу, которые служат опорой соответствующим рычагам 26, которые могут перемещаться вдоль стоек, и которые служат опорой несущей траверсе 27, имеющей возможность перемещаться вдоль рычагов 26. Указанные две стойки 25 установлены по существу симметрично относительно центральной плоскости гибочного станка 1, и прикреплены с возможностью перемещения к внутренней стенке держателя 5 матриц посредством соответствующих первых кареток 28 линейного перемещения, так что обладают возможностью движения вдоль второго направления R. Указанные два рычага 26 с возможностью движения установлены на соответствующих стойках 25 посредством вторых кареток 29 линейного перемещения.
Первое приводное устройство 71 предусмотрено для перемещения двух стоек 25 относительно первых кареток 28 линейного перемещения, прикрепленных к несущей раме 2, и одновременно вторых кареток 29 линейного перемещения с прикрепленными к ним рычагами 26 вдоль стойки 25, при этом рычаги 26 совершают движение телескопического типа вдоль второго направления R.
Первое приводное устройство 71 содержит, например, электрический мотор, выполненный с возможностью приведения в действие посредством шкивов и зубчатых ремней первой и второй кареток 28, 29 линейного перемещения, так чтобы перемещать стойки 25 и рычаги 26 вдоль второго направления R движения.
Вторые приводные устройства 72 предусмотрены на каждом рычаге 26 для перемещения несущей траверсы 27, которая с возможностью перемещения установлена на рычагах 26, и несет на себе средства 21, 22 захвата, перемещаясь в первом направлении X.
Вторые приводные устройства 72 содержат, например, пару электрических моторов, каждый из которых связан с рычагом 26 для перемещения, например, посредством зубчатого ремня или аналогичного элемента, надетого на шкивы, конца несущей траверсы 27. Указанными двумя электрическими моторами вторых приводных устройств 72 управляют так, чтобы перемещать несущую траверсу 27 вдоль первого направления X параллельно направлению А сгиба.
Согласно варианту осуществления гибочного станка, который не показан на чертежах, вторые приводные устройства 72 могут содержать один электрический мотор, установленный на одном из двух рычагов 26, для перемещения несущей траверсы 27, например, посредством зубчатого ремня, надетого на шкивы. Средства 21, 22 захвата содержат пару захватывающих элементов 21, 22, которые могут перемещаться и в состоянии Р для захвата могут вступать в контакт и фиксироваться во всех пазах 52, 62 зацепления гибочных инструментов 51, 61, принадлежащих набору 50, 60 гибочных инструментов.
Как показано на фиг. 13, захватывающие элементы 21, 22 представляют собой элементы, которые проходят вдоль направления А сгиба и имеют длину, соответствующую длине набора 50, 60 гибочных инструментов. У захватывающих элементов 21, 22 имеются соответствующей формы концы 21а, 22а, приспособленные для их посадки во все пазы 52, 62 зацепления гибочных инструментов, принадлежащих набору 50, 60 гибочных инструментов, для ввода в паз - в сведенном состоянии, и для вступления в контакт и фиксации в пазах 52, 62 зацепления - в разведенном состоянии Р для захвата, чтобы дать возможность захватывать и таким образом поднимать и переносить весь набор 50, 60 гибочных инструментов.
Захватывающие элементы 21, 22 переводят между сведенным состоянием для ввода в паз и разведенным состоянием Р для захвата (т.е. сводят концы или разводят) при помощи третьих приводных устройств 73 известного типа, которые детально не показаны. В частности, третьи приводные устройства 73 перемещают два захватывающих элемента 21, 22, линейно приближая друг другу или отводя друг от друга, в направлении, которое по существу параллельно второму направлению R движения.
Каждый нижний гибочный инструмент 51 оснащен соответствующим первым пазом 52 зацепления, который представляет собой соответствующей формы полость, выполненную на внутренней боковой поверхности (т.е. направленной в сторону внутреннего отсека 7) тела инструмента, как показано на фиг. 9 и 10.
В ином варианте первый паз 52 зацепления каждого нижнего гибочного инструмента может быть выполнен на соединительном элементе, прикрепленном к внутренней боковой поверхности инструмента.
Каждый верхний гибочный инструмент 61 оснащен соответствующим вторым пазом 62 зацепления, который представляет собой соответствующей формы полость, выполненную на соединительном элементе 63, прикрепленном к внутренней боковой поверхности (т.е. направленной в сторону внутреннего отсека 7) инструмента, как показано на фиг. 11.
Инструментальный магазин 10 содержит множество несущих направляющих 11, примыкающих к плите 8 основания и опирающихся на плиту основания, которая расположена рядом с направляющими, параллельна направлению А сгиба (и опорной плоскости М), и приспособлена для подвижного размещения соответствующего набора 50, 60 гибочных инструментов. Инструментальный магазин 10 дополнительно содержит передающую каретку 15, примыкающую к плите 8 основания, опирающуюся на плиту основания, и выполненную с возможностью перемещения вдоль первого направления X между положением S смены инструмента, в котором передающая каретка 15 примыкает к механизму 20 смены инструмента, чтобы принять от средств 21, 22 захвата или подать в средства захвата набор 50, 60 гибочных инструментов, и множеством положений L загрузки, в каждом из которых передающая каретка 15 совмещается с соответствующей несущей направляющей 11, чтобы передать в указанную несущую направляющую 11 или принять из несущей направляющей 11 набор 50, 60 гибочных инструментов путем перемещения последнего вдоль направления Z параллельного направлению А сгиба.
Передающая каретка 15 с возможностью движения поддерживается на своих противоположных концах посредством пары несущих направляющих 18, прикрепленных к плите 8 основания несущей рамы 2 и расположенных параллельно друг другу и первому направлению X движения.
Четвертые приводные устройства 74 предусмотрены для перевода каретки 15 вдоль несущих направляющих 18. Четвертые приводные устройства 74 содержат, к примеру, пару электрических моторов, каждый из которых связан с несущей направляющей 18 для приведения в движение посредством зубчатого ремня и соответствующих шкивов конца передающей каретки 15. Двумя электрическими моторами четвертых приводных устройств 74 управляют так, чтобы перемещать передающую каретку 15 в первом направлении X.
Инструментальный магазин 10 содержит по меньшей мере инструментальный лоток 12, предназначенный для крепления множества несущих направляющих 11, которые расположены рядом друг с другом, параллельно направлению А сгиба и опорной плоскости М, и которые с возможностью перемещения соединены с плитой 8 основания несущей рамы 2, и поддерживаются указанной плитой. Инструментальный лоток 12 выполнен с возможностью перемещения вдоль первого направления X между рабочим положением В1, при котором лоток находится целиком внутри гибочного станка 1 во внутреннем отсеке 7, чтобы дать возможность несущим направляющим 11 принимать из передающей каретки 15 или подавать в передающую каретку 15 соответствующие наборы гибочных инструментов 51, 61, и нерабочим положением В2, при котором инструментальный лоток 12 находится снаружи гибочного станка 1 и внутреннего отсека 7, чтобы дать возможность оператору, к примеру, вставлять наборы 50, 60 гибочных инструментов в несущие направляющие 11 или извлекать наборы из несущих направляющих 11. В частности, инструментальный лоток 12 с возможностью перемещения соединен с плитой 8 основания посредством несущей рамы 19, например, телескопического типа, которая может выдвигаться в наружном направлении в нерабочее положение В2. В варианте осуществления изобретения, изображенном на чертежах, инструментальный лоток 12 выдвигают, т.е. переводят в нерабочее положение В2, вручную после отключения стопорящего блока 76, представляющего собой пневматический рулонный тормоз, который блокирует инструментальный лоток 12 в рабочем положении В1.
Согласно одному варианту гибочного станка 1, не показанному на чертежах, инструментальный лоток 12 перемещают между рабочим положением В1 и нерабочим положением В2 посредством соответствующего приводного устройства, например, пневматического привода линейного перемещения.
В варианте осуществления, изображенном на чертежах, инструментальный магазин 10 содержит пару инструментальных лотков 12, которые с возможностью перемещения присоединены к плите 8 основания и поддерживаются плитой основания несущей рамы 2 с противоположных сторон передающей каретки 15, причем каждый инструментальный лоток 12 служит опорой для множества несущих направляющих 11, и с возможностью перемещения соединен с плитой 8 основания посредством соответствующей несущей рамы 19, чтобы иметь возможность перемещения между соответствующим рабочим положением В1 и нерабочим положением В2.
Инструментальный магазин 10 дополнительно содержит одну или более первых инструментальных линеек 16, каждая из которых оснащена первым продольным пазом 46, предусмотренным для приема и поддержания нижнего набора 50 гибочных инструментов, и одну или более вторых инструментальных линеек 17, каждая из которых оснащена вторым продольным пазом 47, предусмотренным для приема и поддержания соответствующего верхнего набора 60 гибочных инструментов. Точнее, каждая первая инструментальная линейка 16 содержит первое протяженное тело 16а, оснащенное двумя параллельными отстоящими друг от друга пластинами 16b, которые образуют первый продольный паз 46, по существу соответствующий пазу, предусмотренному на нижней балке 6, такой, в каком можно жестко и плотно размещать нижний набор 60 гибочных инструментов. Аналогично, каждая вторая инструментальная линейка 17 содержит второе вытянутое тело 17а, оснащенное двумя параллельными отстоящими друг от друга пластинами 17b, которые образуют второй продольный паз 47, который может жестко и плотно принимать соединительные элементы 63, прикрепленные к боковым поверхностям верхних гибочных инструментов 61.
Инструментальные линейки 16, 17 могут быть путем сдвига помещены на передающую каретку 15 и на любую одну из несущих направляющих 11, при этом линейки могут перемещаться в направлении Z. Точнее, число первых и вторых инструментальных линеек 16, 17, например, такое же, что и число несущих направляющих 11, при этом в рабочей конфигурации гибочного станка 1, показанной к примеру на фиг. 6, каждая несущая направляющая 11 поддерживает соответствующую инструментальную линейку 16, 17, которая в свою очередь может нести на себе соответствующий набор 50, 60 верхних или нижних гибочных инструментов. В частности, инструментальный лоток 12 (тот, который расположен справа от передающей каретки 15 согласно фиг. 4 и 5) содержит множество несущих направляющих 11, с которыми связаны соответствующие первые инструментальные линейки 16, предназначенные для приема соответствующих наборов 50 нижних гибочных инструментов. Другой инструментальный лоток 12 содержит множество несущих направляющих 11, с которыми связаны соответствующие вторые инструментальные линейки 17, предназначенные для приема соответствующих наборов 60 верхних гибочных инструментов.
Каждая инструментальная линейка 16, 17 содержит протяженное тело, оснащенное на противоположных концах рядом роликов 41, предназначенных для вступления в подвижный контакт с несущими направляющими 11 или с рельсом 45, который установлен на передающей каретке 15. Рельс 45 и несущие направляющие 11 фактически имеют такую форму, чтобы дать возможность инструментальной линейке 16, 17 перемещаться вдоль направления Z параллельного направлению А сгиба для передачи каждой инструментальной линейки 16, 17 из передающей каретки 15 в несущие направляющие 11 и наоборот, и напротив для исключения смещений в направлениях, которые являются ортогональными направлению А сгиба, например, смещения вдоль первого направления X.
Как будет подробнее объяснено далее в описании, первая и вторая инструментальные линейки 16, 17 с успехом используются для передачи наборов 50, 60 гибочных инструментов из несущих направляющих 11 инструментальных лотков 12 в передающую каретку 15 и наоборот, что позволяет легко производить смену целых наборов 50, 60 гибочных инструментов, установленных в держателе 3 пуансонов и держателе 5 матриц гибочного станка 1.
С этой целью передающая каретка 15 содержит механизм 31 перемещения и механизм 32 зацепления, предусмотренные для того, чтобы зацеплять инструментальную линейку 16, 17, которая находится на передающей каретке 15, и перемещать ее на несущую направляющую 11, или, чтобы зацеплять инструментальную линейку 16, 17, которая находится на несущей направляющей 11 и перемещать ее на передающую каретку 15.
Если говорить подробнее, то механизм 31 перемещения содержит движущий ползун 31, который может перемещаться вдоль направления Z. Движущий ползун 31 приводится в движение вдоль передающей каретки 15 при помощи пятого приводного устройства 75, содержащего электрический мотор, выполненный с возможностью передвижения указанного движущего ползуна 31 посредством ремня, надетого на шкивы.
Механизм 32 зацепления опирается на движущий ползун 31 и его можно переключать между конфигурацией G1 освобождения и конфигурацией G2 зацепления. В конфигурации G2 зацепления механизм 32 зацепления вступает в контакт с инструментальной линейкой 16, 17, чтобы соединить последнюю с движущим ползуном 31 для перемещения ползуна вместе с линейкой вдоль направления Z. В конфигурации G1 освобождения механизм 32 зацепления напротив разъединен с инструментальной линейкой 16, 17.
Механизм зацепления содержит, в частности, сцепной штырь 32, перемещаемый линейным приводом 33 между конфигурацией G2 зацепления и конфигурацией G1 освобождения. В конфигурации G2 зацепления сцепной штырь 32 входит в ответное гнездо соответствующей формы, выполненное на каждой инструментальной линейке 16, 17. Линейный привод 33, например, пневматического типа прикреплен к движущему ползуну 31.
Каждая инструментальная линейка 16, 17 содержит соответствующий перемещаемый первый блокирующий механизм 35 для сцепления или расцепления с соответствующим вторым блокирующим механизмом 36, предусмотренным на каждой несущей направляющей 11 для прикрепления/освобождения инструментальной линейки 16, 17 к/от несущей направляющей 11, на которую устанавливается инструментальная линейка 16, 17. Первый блокирующий механизм 35 инструментальной линейки 16, 17 приводится в действие посредством механизма 32 зацепления передающей каретки 15, когда механизм 32 имеет конфигурацию G2, чтобы освободить второй блокирующий механизм 36 несущей направляющей 11, на которую установлена инструментальная линейка 16, 17.
Согласно фиг. 8-10, первый блокирующий механизм 35 каждой инструментальной линейки 16, 17 содержит запирающий элемент 35, который с возможностью движения установлен на краю в нижней части инструментальной линейки вблизи роликов 41. Запирающий элемент 35, который выполнен с возможностью перемещения по существу в вертикальном направлении, содержит стопорный зубец 35а, предназначенный для зацепления с ответной впадиной второго блокирующего механизма 36. Второй блокирующий механизм 36 содержит запирающую пластину 36, которая закреплена внутри каждой несущей направляющей 11 и содержит впадину, как показано на фиг. 8-11. Запирающий элемент 35 удерживается в блокирующем положении (т.е. элемент 35 вытолкнут вертикально вниз), где он вступает в контакт с впадиной второго блокирующего механизма 36, за счет упругого элемента, укрепленного на краю нижней части инструментальной линейки 16, 17. Тем самым в ситуации хранения инструментальных линеек в магазине, когда инструментальные линейки 16, 17 помещены в соответствующие несущие направляющие 11, линейки также заблокированы на направляющих и не могут двигаться.
Запирающий элемент 35 смещают (вертикально вверх) в положение разблокирования, когда элемент 35 выводят из впадины запирающей пластины 36, от сцепного штыря 32 передающей каретки 15.
Работа инструментального магазина 10 и механизма 20 смены инструмента гибочного станка 1, соответствующего изобретению, предусматривает в процедуре установки в держатель 5 матриц всей оснастки нижних гибочных инструментов 50 (например, сформированной тремя наборами 50 нижнего гибочного инструмента), обнаружение первого составленного набора 50 нижних гибочных инструментов, расположенного в первой инструментальной линейке 16, помещенной в назначенную несущую направляющую 11 инструментального лотка 12, и перемещение передающей каретки 15, так чтобы в соответствующем положении L загрузки каретка совместилась по направлению Z движения с вышеупомянутой несущей направляющей 11. Тем самым механизм 32 зацепления передающей каретки 15 может зацепить (в конфигурации G2 зацепления) первую инструментальную линейку 16, расположенную в вышеупомянутой назначенной несущей направляющей 11. Таким образом, путем приведения в действие движущего ползуна 31 можно переместить первую инструментальную линейку 16 и перенести ее с несущей направляющей 11 на передающую каретку 15.
Затем каретку 15 при помощи четвертого приводного устройства 74 переводят вдоль направления X из положения L загрузки в положение S смены инструмента, в котором средства 21, 22 захвата механизма 20 смены инструмента приводятся в положение Р захвата посредством приводных устройств 25-29, чтобы забрать из первой инструментальной линейки 16, опирающейся на передающую каретку 15, весь набор 50 нижних гибочных инструментов. Такая операция выполняется путем ввода фигурных концов 21а, 22а захватывающих элементов 21, 22 при их сведенном состоянии в первые пазы 52 зацепления нижних гибочных инструментов 51, принадлежащих набору 50 нижних гибочных инструментов, расположенному в инструментальной линейке 16.
Средства 21, 22 захвата затем при помощи третьего приводного устройства 73 переводят в разведенное состояние Р для захвата, чтобы они вошли в контакт и зацепили первые пазы 52 зацепления нижних гибочных инструментов 51. Таким образом, при помощи приводных устройств 25-29 средства 21, 22 захвата можно переместить вдоль первого и второго направлений X, R движения в первое положение Р1 захвата, чтобы извлечь из передающей каретки 15 набор 50 нижних гибочных инструментов, и таким образом поместить его на нижнюю балку 6 держателя 5 матриц и освободить его на балке в среднем положении, т.е. на среднем участке нижней балки 6, через который проходит центральная плоскость гибочного станка 1.
Такую последовательность операций установки повторяют для второго комплекта 50 нижних гибочных инструментов, расположенного на соответствующей первой инструментальной линейке 16, извлеченной из соответствующей несущей направляющей 11 инструментального лотка 12 посредством передающей каретки 15, совмещаемой с указанной несущей направляющей 11 в соответствующем положении L загрузки. Соответственно, второй набор 50 нижних гибочных инструментов при помощи средств 21, 22 захвата механизма 20 смены инструмента располагают и высвобождают на нижней балке 6 в среднем положении. Тем временем, предыдущий первый набор 50 нижних гибочных инструментов, ранее высвобожденный на нижнюю балку 6, был передвинут вдоль балки посредством одного из регулирующих блоков 9, и помещен на концевой участок нижней балки 6, чтобы освободить средний участок.
Аналогично, такую последовательность операций установки повторяют для третьего набора 50 гибочных инструментов, который забирают из инструментального магазина 10 и располагают на нижней балке 6, чтобы сформировать законченный комплект наборов 50 нижних гибочных инструментов, что позволяет гибочному станку выполнять множество операций на заготовках.
Последовательность операций установки, которая по существу идентична вышеописанной, выполняют для установки трех наборов 60 верхних гибочных инструментов, взятых из соответствующих инструментальных линеек 17, помещенных в соответствующие несущие направляющие 11 инструментального магазина 10, на верхнюю балку 4 держателя пуансонов.
Процедура для демонтажа или смены набора 50 нижних гибочных инструментов или набора 60 верхних гибочных инструментов выполняется в обратном порядке по сравнению с вышеописанными этапами процедуры установки. В этом случае передающая каретка 15, установленная в положение S смены инструмента, держит инструментальную линейку 16, 17, которая пуста и способна принять набор 50, 60 гибочных инструментов, взятый средствами 21, 22 захвата механизма 20 смены инструмента с нижней балки 6 или с верхней балки 4. Затем передающую каретку 15 перемещают вдоль первого направления X к намеченной несущей направляющей 11, которая пуста и приспособлена для приема инструментальной линейки 16, 17, и соответствующего набора 50, 60 гибочных инструментов.
Таким образом, посредством соответствующего изобретению гибочного станка можно быстро и эффективно производить смену гибочных инструментов 51, 61, установленных на держателе 3 пуансонов и держателе 5 матриц, и минимизировать время простоя станка.
Механизм 20 смены инструмента и инструментальный магазин 10 позволяют за одну операцию производить смену всего набора верхних или нижних гибочных инструментов; при этом три набора 50, 60 гибочных инструментов образуют на нижней балке 6 и верхней балке 4 соответствующий полный комплект гибочной оснастки, которая позволяет выполнять индивидуальные операции гибки заготовки (с установленной формой гибки, углом и геометрией) с непрерывно изменяющимися длинами, с определенным шагом, который начинается от минимального значения. Поскольку гибочные инструменты 51, 61 установлены на соответствующих балках 6, 4, и их можно взаимно позиционировать в направлении А сгиба, и можно разделять и группировать, они позволяют создавать все комбинации гибочных инструментов, которые требуются для выполнения различных операций на заготовке.
Смена наборов инструментов, установленных в держателе 3 пуансонов и держателе 5 матриц, на другие наборы 50, 60 инструментов, которые находятся в соответствующих несущих направляющих 11 инструментального магазина 10, является быстрой, причем указанные наборы инструментов составляют так, чтобы на заготовках выполнять гибку различных форм и/или геометрий.
Благодаря инструментальным лоткам 12 магазина 10, которые можно перемещать в первом направлении X в нерабочее положение В2 снаружи гибочного станка 1 и внутреннего отсека 7, имеется дополнительная возможность просто, быстро и безопасно вставлять в несущие направляющие 11 и вынимать из несущих направляющих 11 наборы 50, 60 гибочных инструментов, чтобы готовить станок к будущим работам. Такую работу может безопасно выполнять оператор, даже когда соответствующий изобретению гибочный станок 1 работает, т.е. преимущество в том, что нет необходимости останавливать станок.
Наконец, стоит отметить, что средства 21, 22 захвата и приводные устройства 25-29 механизма 20 смены инструмента позволяют захватывать наборы инструментов и перемещать их с высокой точностью и надежностью, и иметь подобно инструментальному магазину 10 простую и компактную конструкцию, которая отличается эффективной и надежной работой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГИБКИ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2020 |
|
RU2789292C1 |
| ГИБОЧНАЯ МАШИНА ДЛЯ ЛИСТОВОГО МЕТАЛЛА | 2015 |
|
RU2663018C2 |
| ГИБОЧНЫЙ СТАНОК ДЛЯ ГИБКИ ЛИСТОВОГО МЕТАЛЛА | 2018 |
|
RU2736556C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ ГИДРАВЛИЧЕСКАЯ ГОЛОВКА ДЛЯ ПРИМЕНЕНИЯ В СТАНКАХ ДЛЯ ЗАГИБА И ФОРМОВАНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2005 |
|
RU2385197C2 |
| Устройство для автоматической смены инструмента на металлорежущих станках | 1979 |
|
SU860992A1 |
| МАНИПУЛЯЦИОННАЯ СИСТЕМА | 2008 |
|
RU2389599C2 |
| Многооперационный станок для обработки деталей типа валов | 1980 |
|
SU918005A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Многоцелевой металлорежущий станок | 1982 |
|
SU1060399A1 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |






Изобретение относится к гибочному станку для листового металла. Станок содержит несущую раму, держатель пуансонов, содержащий верхнюю балку, выполненную с возможностью поддержания по меньшей мере одного набора верхних гибочных инструментов, держатель матриц, содержащий нижнюю балку, выполненную с возможностью поддержания по меньшей мере одного набора нижних гибочных инструментов, инструментальный магазин, выполненный с возможностью размещения гибочных инструментов, и механизм смены инструмента, выполненный с возможностью взятия гибочных инструментов из инструментального магазина, и установки указанных гибочных инструментов в держатель пуансонов и/или держатель матриц. Механизм смены инструмента содержит средства захвата, выполненные с возможностью одновременного зацепления и перемещения всего набора гибочных инструментов. Инструментальный магазин содержит множество несущих направляющих, которые выполнены с возможностью размещения и перемещения каждого соответствующего набора гибочных инструментов и передающую каретку, выполненную с возможностью размещения набора гибочных инструментов. В результате ускоряется смена гибочных инструментов, установленных в держателях пуансонов и матриц, и минимизируется время простоя станка. 14 з.п. ф-лы, 14 ил. 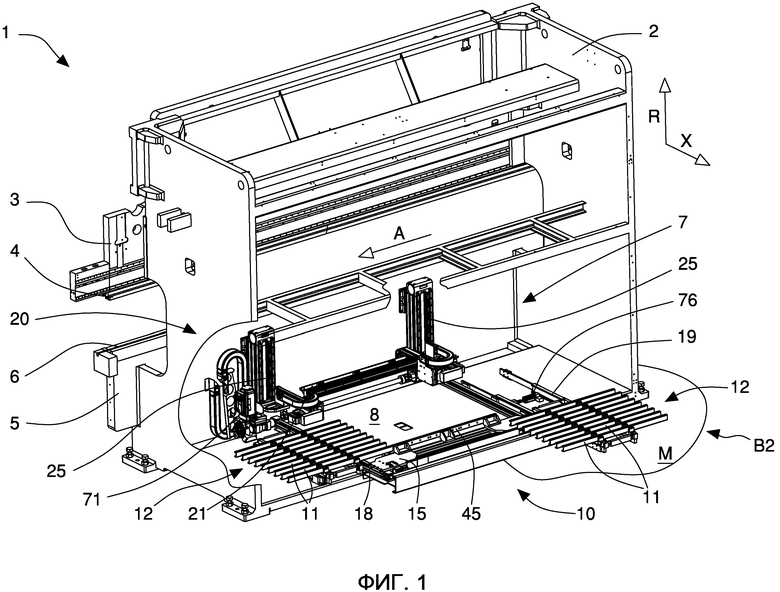
1. Гибочный станок (1) для листового металла, содержащий:
- несущую раму (2), оснащенную плитой (8) основания, выполненной с возможностью прилегания к опорной плоскости (М), на которую помещают гибочный станок (1);
- держатель (3) пуансонов, содержащий верхнюю балку (4), выполненную с возможностью поддержания по меньшей мере одного набора (60) верхних гибочных инструментов, причем верхние гибочные инструменты (61) выровнены вдоль направления (А) сгиба, параллельного указанной опорной плоскости (М);
- держатель (5) матриц, содержащий нижнюю балку (6), выполненную с возможностью поддержания по меньшей мере одного набора (50) нижних гибочных инструментов, причем нижние гибочные инструменты (51) выровнены вдоль указанного направления (А) сгиба;
- инструментальный магазин (10), расположенный во внутреннем отсеке (7), ограниченном несущей рамой (2), а также держателем (3) пуансонов и держателем (5) матриц, и выполненный с возможностью размещения гибочных инструментов (51, 61);
- механизм (20) смены инструмента, расположенный во внутреннем отсеке (7), и выполненный с возможностью взятия гибочных инструментов (51, 61) из инструментального магазина (10), и установки указанных гибочных инструментов (51, 61) в держатель (3) пуансонов и/или держатель (5) матриц и наоборот;
отличающийся тем, что:
- механизм (20) смены инструмента содержит средства (21, 22) захвата, выполненные с возможностью одновременного зацепления и перемещения всего набора (50, 60) гибочных инструментов;
- инструментальный магазин (10) содержит множество несущих направляющих (11), примыкающих к плите (8) основания и опирающихся на плиту (8) основания, которые расположены параллельно направлению (А) сгиба и выполнены с возможностью размещения, с возможностью перемещения, каждого соответствующего набора (50, 60) гибочных инструментов, и передающую каретку (15), расположенную рядом с плитой (8) основания и опирающуюся на нее, и выполненную с возможностью размещения набора (50, 60) гибочных инструментов, причем указанная передающая каретка (15) выполнена с возможностью перемещения в первом направлении (X), ортогональном направлению (А) сгиба и параллельном опорной плоскости (М), между положением (S) смены инструмента, в котором передающая каретка (15) находится рядом с механизмом (20) смены инструмента с целью приема от средств (21, 22) захвата или передачи средствам (21, 22) захвата набора (50, 60) гибочных инструментов, и множеством положений (L) загрузки, в каждом из которых передающая каретка (15) по существу совмещена с соответствующей несущей направляющей (11) с целью передачи к несущей направляющей (11) или приема от несущей направляющей (11) набора (50, 60) гибочных инструментов путем перемещения несущей направляющей (11) вдоль направления (Z) перемещения, параллельного направлению (А) сгиба.
2. Гибочный станок (1) по п. 1, в котором верхняя балка (4) и нижняя балка (6) при рабочей конфигурации гибочного станка (1) соответственно содержат множество наборов (60) верхних гибочных инструментов и множество наборов (50) нижних гибочных инструментов, причем для гибочных инструментов (51, 61), принадлежащих указанным множествам наборов (50, 60) гибочных инструментов, устанавливаемых на соответствующих балках (4, 6), обеспечена возможность изменения их взаимного положения вдоль указанного направления (А) сгиба с целью формирования заданных комбинаций гибочных инструментов для выполнения соответствующих операций с заготовками.
3. Гибочный станок (1) по п. 1, в котором указанный механизм (20) смены инструмента содержит приводные устройства (25, 26, 27, 28, 29) для поддержания и перемещения средств (21, 22) захвата в указанном внутреннем отсеке (7) между первым положением (Р1) захвата, в котором средства (21, 22) захвата имеют возможность забирать набор (50, 60) гибочных инструментов с держателя (3) пуансонов и/или держателя (5) матриц или передавать набор (50, 60) гибочных инструментов на держатель (3) пуансонов и/или держатель (5) матриц, и вторым положением (Р2) захвата, в котором средства (21, 22) захвата имеют возможность передавать набор (50, 60) гибочных инструментов на передающую каретку (15) или забирать набор (50, 60) гибочных инструментов с передающей каретки (15).
4. Гибочный станок (1) по п. 3, в котором приводные устройства (25, 26, 27, 28, 29) выполнены с возможностью перемещения указанных средств (21, 22) захвата по меньшей мере вдоль первого направления (X), по существу ортогонального указанному направлению (А) сгиба и параллельного опорной плоскости (М), а также вдоль второго направления (R), по существу ортогонального первому направлению (X) и направлению (А) сгиба.
5. Гибочный станок (1) по п. 4, в котором приводные устройства (25, 26, 27, 28, 29) содержат по меньшей мере одну стойку (25), на которую с возможностью перемещения опирается рычаг (26), который имеет возможность перемещения во втором направлении (R), и на который с возможностью перемещения опирается несущая траверса (27), которая имеет возможность перемещения вдоль первого направления (X) и служит опорой средствам (21, 22) захвата.
6. Гибочный станок (1) по п. 5, в котором указанная стойка (25) подвижно прикреплена к несущей раме (2) и имеет возможность перемещения вдоль второго направления (R).
7. Гибочный станок (1) по п. 5 или 6, в котором приводные устройства (25, 26, 27, 28, 29) содержат пару стоек (25), которые параллельны и служат опорой для соответствующих рычагов (26) с возможностью их перемещения, при этом указанные рычаги (26) служат опорой указанной несущей траверсе (27).
8. Гибочный станок (1) по любому из пп. 1-6, в котором указанные средства (21, 22) захвата содержат пару захватывающих элементов (21, 22), которые подвижны и в конфигурации (Р) захвата выполнены с возможностью вступления в контакт и фиксации всех пазов (52, 62) зацепления гибочных инструментов (51, 61) набора (50, 60) гибочных инструментов.
9. Гибочный станок (1) по любому из пп. 1-6, в котором указанный инструментальный магазин (10) содержит по меньшей мере один инструментальный лоток (12), выполненный в качестве опоры для множества несущих направляющих (11), который подвижным образом прикреплен к плите (8) основания, поддерживается плитой (8) основания, и имеет возможность перемещения в первом направлении (X) между рабочим положением (В1), в котором инструментальный лоток (12) целиком находится внутри гибочного станка (1) во внутреннем отсеке (7), чтобы дать возможность несущим направляющим (11) принимать из передающей каретки (15) и подавать в передающую каретку (15) соответствующие наборы гибочных инструментов (51, 61), и нерабочим положением (В2), в котором инструментальный лоток (12) находится снаружи гибочного станка (1) и внутреннего отсека (7), чтобы дать возможность вставлять соответствующие наборы (50, 60) гибочных инструментов в несущие направляющие (11) и вынимать соответствующие наборы (50, 60) гибочных инструментов из несущих направляющих (11).
10. Гибочный станок (1) по п. 9, в котором указанный инструментальный магазин (10) содержит пару инструментальных лотков (12), каждый из которых служит опорой для соответствующего множества несущих направляющих (11), причем указанные инструментальные лотки (12) подвижным образом прикреплены к плите (8) основания и поддерживаются плитой (8) основания с противоположных сторон указанной передающей каретки (15).
11. Гибочный станок (1) по любому из пп. 1-6, в котором инструментальный магазин (10) содержит по меньшей мере одну первую инструментальную линейку (16), оснащенную первым продольным пазом (46), выполненным с возможностью приема и поддержания набора (50) нижних гибочных инструментов, и по меньшей мере одну вторую инструментальную линейку (17), оснащенную вторым продольным пазом (47), выполненным с возможностью приема и поддержания набора (60) верхних гибочных инструментов, при этом указанные инструментальные линейки (16, 17) могут быть путем сдвига вдоль направления (Z) перемещения помещены в передающую каретку (15) и в любую одну из несущих направляющих (11).
12. Гибочный станок (1) по п. 11, в котором передающая каретка (15) содержит механизм (31, 32) перемещения для зацепления инструментальной линейки (16, 17), помещенной на передающую каретку (15), и перемещения указанной инструментальной линейки на несущую направляющую (11), или зацепления инструментальной линейки (16, 17), помещенной на несущую направляющую (11), и перемещения указанной инструментальной линейки на передающую каретку (15).
13. Гибочный станок (1) по п. 12, в котором указанный механизм (31, 32) перемещения содержит движущий ползун (31), имеющий возможность перемещения на передающей каретке (15) вдоль направления (Z) перемещения, и механизм (32) зацепления, прикрепленный к движущему ползуну (31), который можно переводить между конфигурацией (G2) зацепления, при которой механизм (32) зацепления сцеплен с инструментальной линейкой (16, 17) для соединения указанной инструментальной линейки (16, 17) с движущим ползуном (31), и конфигурацией (G1) освобождения, при которой механизм (32) зацепления отцеплен от инструментальной линейки (16, 17).
14. Гибочный станок (1) по п. 12, в котором каждая инструментальная линейка (16, 17) содержит соответствующий подвижный первый блокирующий механизм (35) для соединения или разъединения с соответствующим вторым блокирующим механизмом (36) каждой из указанных несущих направляющих (11) с целью связывания инструментальной линейки (16, 17) с несущей направляющей (11) или освобождения инструментальной линейки (16, 17) от несущей направляющей (11), на которой инструментальная линейка (16, 17) расположена.
15. Гибочный станок (1) по п. 14, в котором указанный механизм (31, 32) перемещения содержит движущий ползун (31), имеющий возможность перемещения на передающей каретке (15) вдоль направления (Z) перемещения, и механизм (32) зацепления, прикрепленный к движущему ползуну (31), который можно переводить между конфигурацией (G2) зацепления, при которой механизм (32) зацепления сцеплен с инструментальной линейкой (16, 17) для соединения указанной инструментальной линейки (16, 17) с движущим ползуном (31), и конфигурацией (G1) освобождения, при которой механизм (32) зацепления отцеплен от инструментальной линейки (16, 17), и причем первый блокирующий механизм (35) инструментальной линейки (16, 17) приводится в действие механизмом (32) зацепления передающей каретки (15), действующим в конфигурации (G2) зацепления с целью разъединения со вторым блокирующим механизмом (36) несущей направляющей, на которой указанная инструментальная линейка (16, 17) расположена.
| Способ определения остаточной емкости аккумулятора | 1975 |
|
SU530375A1 |
| ГИБОЧНАЯ МАШИНА ДЛЯ ЛИСТОВОГО МЕТАЛЛА | 2015 |
|
RU2662510C2 |
| Станок для гибки уголковых рам | 1980 |
|
SU927369A1 |
| EP 2913114 A1, 02.09.2015. | |||

