Область техники, к которой относится изобретение
Настоящее изобретение относится к гибочному прессу и, более конкретно, к системе установки гибочных инструментов на верхней траверсе гибочного пресса.
Уровень техники
В начале, со ссылками на фиг.1, 2А и 2В, будут описаны основные компоненты гибочного пресса известного типа, описанного в патентном документе FR 2809976 от 14.12.2001, МПК В21D 5/02,
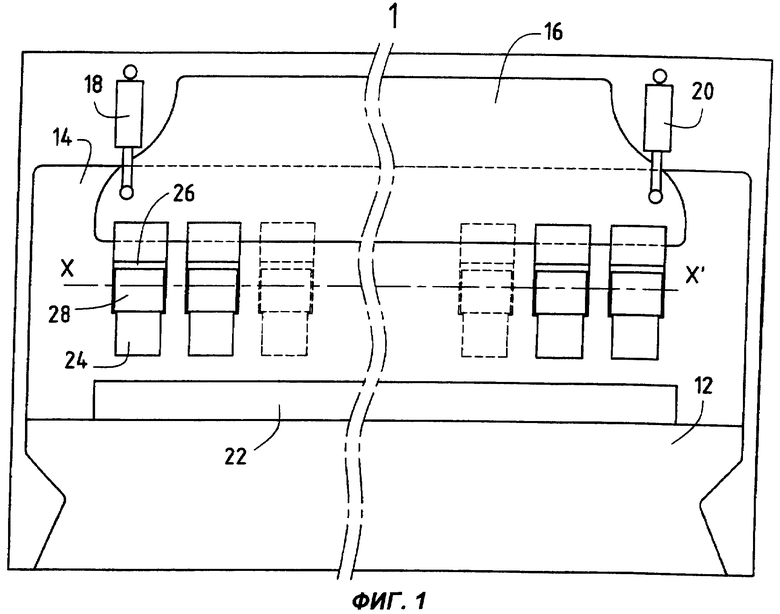
Как показано на фиг.1, известный гибочный пресс (который является ближайшим аналогом настоящего изобретения) содержит неподвижную нижнюю траверсу 12, вертикальную раму 14 и верхнюю траверсу 16, которая может вертикально перемещаться относительно нижней неподвижной траверсы 12. Перемещение верхней траверсы 16 осуществляется с помощью двух гидроцилиндров 18 и 20 привода.
На нижней неподвижной траверсе 12 укреплены гибочные матрицы, такие как матрицы 22, имеющие в поперечном сечении, перпендикулярном плоскости чертежа, V-образную форму. Верхняя подвижная траверса 16 предназначена для установки на ней гибочных инструментов (пуансонов) 24. Крепление каждого пуансона 24 на верхней траверсе 16 производится путем зажима между неподвижной или промежуточной перекладиной 26, которая неподвижно укреплена на верхней траверсе 16, и поворотной прижимной накладкой 28, установленной на промежуточной перекладине 26. Каждая прижимная накладка 28 может поворачиваться относительно промежуточной перекладины 26 вокруг оси XX', которая является общей для всех промежуточных перекладин и параллельна длине гибочного пресса.
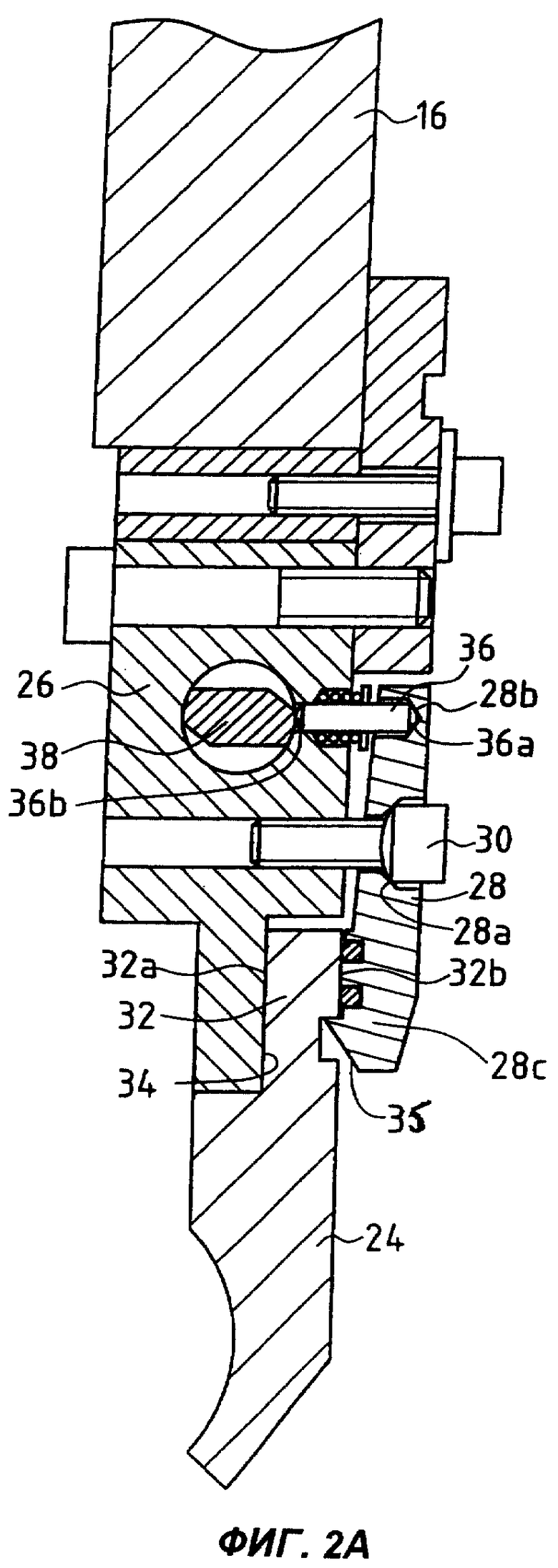
На фиг.2А и 2В более подробно показано крепление пуансонов 24. Каждая прижимная накладка 28 содержит среднюю часть 28а, в которой находится ось шарнирного поворота, параллельная длине гибочного пресса. В данном примере выполнения эта ось шарнирного поворота определена винтами 30 с шаровыми головками, завинченными в промежуточную перекладину 26. Кроме того, каждая прижимная накладка 28 имеет верхнюю приводную часть 28b и нижнюю прижимную часть 28с.
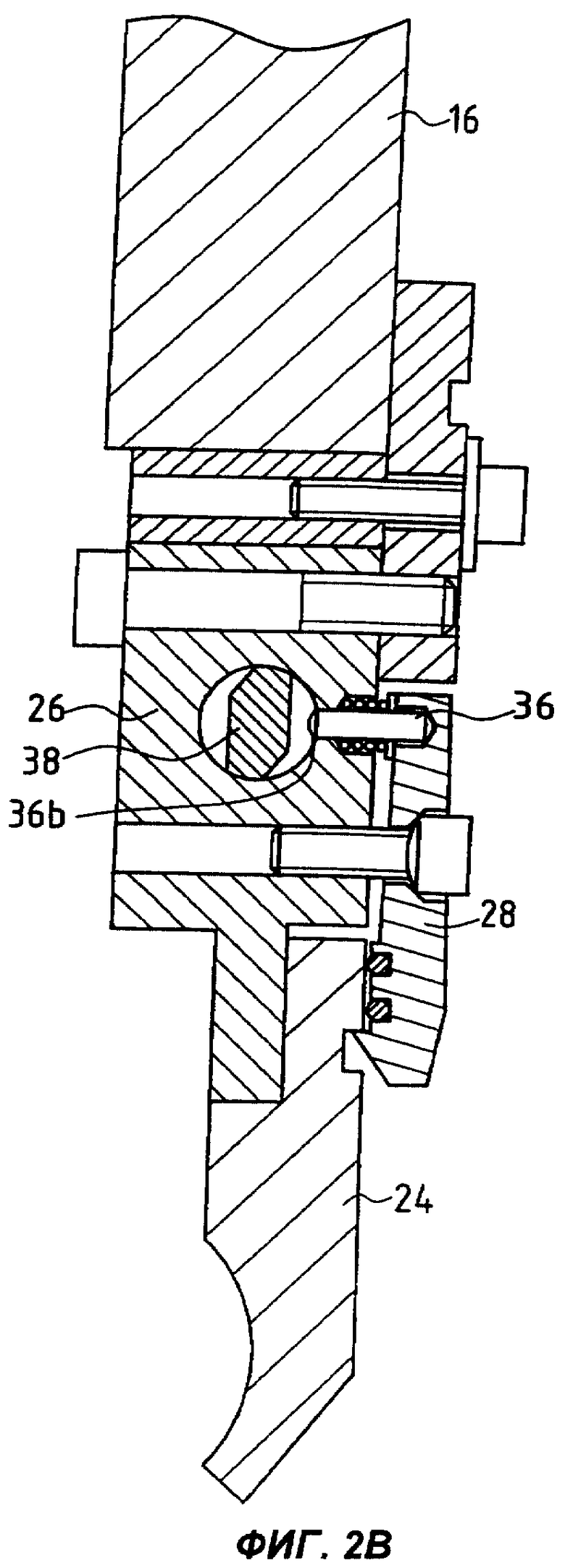
Хвостовик 32 пуансона 24 имеет две прижимные поверхности 32а и 32b, предназначенные для прижима к прижимной поверхности 36 промежуточной перекладины 26 и прижимной поверхности 35 нижней прижимной части 28 с накладки 28. Поворот накладки 28 вокруг оси, определяемой головками винтов 30, осуществляется посредством толкателей 36. Один конец 36а каждого толкателя воздействует на верхнюю приводную часть 28b накладки, а другой конец 36b взаимодействует с поворотным кулачком 38 привода шарнирного поворота. Понятно, что путем воздействия на приводной кулачок 38 обеспечивается перемещение толкателей 36 для перевода нижней прижимной части 28 с прижимной накладки 28 из положения зажима, показанного на фиг.2А, в положение освобождения по фиг.2В. В этом втором положении инструмент 24 может быть снят с верхней траверсы 16.
В качестве привода шарнирного поворота накладок 28 вместо поворотного кулачка 38 могут использоваться другие механические устройства. В общем плане могут быть предусмотрены два основных типа привода накладок, либо система, связанная с каждой накладкой, установленной на промежуточной перекладине, либо единая система привода всего комплекта накладок на промежуточных перекладинах по всей длине верхней траверсы 16.
Когда нужно модифицировать операции гибки, выполняемые с помощью гибочного пресса, необходимо вначале заменить инструменты (пуансоны), установленные на верхней траверсе, на новые инструменты. Чаще всего такая замена относится только к части инструментов, а, следовательно, к части промежуточных перекладин и прижимных накладок 28 верхней траверсы. Очевидно, что эти операции по замене инструментов и необходимые регулировочные операции, связанные с заменой, вызывают простои гибочного пресса. Поэтому существует потребность в гибочных прессах, в которых эти стадии, то есть периоды времени на замену инструментов, могут производиться с минимальным числом операций и с минимальными затратами времени на простой машины.
Раскрытие изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в создании гибочного пресса, оснащенного комплектом средств крепления инструментов на верхней траверсе пресса, обеспечивающим возможность оптимизации операций по установке инструментов на верхней траверсе и их демонтажу.
Для решения поставленной задачи в соответствии с изобретением гибочный пресс содержит нижнюю и верхнюю траверсы, одна из которых выполнена с возможностью вертикального перемещения относительно другой, инструментодержатели, имеющие N прижимных накладок для зажима гибочного инструмента, каждая из которых установлена с возможностью шарнирного поворота вокруг общей геометрической оси, и средства для обеспечения шарнирного поворота прижимных накладок вокруг указанной геометрической оси.
При этом пресс по изобретению характеризуется тем, что средства для обеспечения шарнирного поворота прижимных накладок содержат исполнительные устройства, выполненные с возможностью нахождения в одном из двух состояний, передаточные средства, в количестве менее N, для передачи одного из двух состояний каждого исполнительного устройства объединенным в модуль смежным прижимным накладкам, из условия обеспечения их связи с одним исполнительным устройством, и средства для раздельного управления переходом каждого исполнительного устройства между первым состоянием в положении зажима гибочного инструмента, и вторым состоянием - в положении его демонтажа.
Очевидно, что благодаря шарнирному повороту нескольких смежных прижимных накладок с приводом от одного исполнительного устройства создана возможность существенно снизить затраты времени на замену инструментов при целесообразном объединении в комплект или модуль прижимных накладок, приводимых от одного исполнительного устройства. Кроме того, возможна модификация, по мере надобности, компоновки прижимных накладок в модуль, приводимый одним исполнительным устройством.
Следует также подчеркнуть, что изобретение может использоваться как в случае выполнения верхней траверсы подвижной, так и в том случае, когда подвижной является нижняя траверса, а верхняя траверса неподвижна.
В предпочтительном варианте выполнения прижимные накладки служат для установки гибочных пуансонов на верхней траверсе, которая может быть неподвижной или подвижной. Однако прижимные накладки с системой их привода могут также служить для установки V-образных гибочных матриц на нижней траверсе. В этом случае под гибочным инструментом подразумеваются не только пуансоны, но и V-образные гибочные матрицы.
Предпочтительно гибочный пресс характеризуется тем, что нижняя траверса выполнена неподвижной, а верхняя траверса выполнена с возможностью вертикального перемещения.
При этом инструментодержатели дополнительно содержат N промежуточных перекладин, жестко укрепленных на указанной верхней траверсе.
Каждая прижимная накладка установлена напротив промежуточной перекладины, а средства для обеспечения шарнирного поворота прижимных накладок дополнительно содержат N механизмов шарнирного поворота прижимной накладки, каждый из которых связан с прижимной накладкой и с промежуточной перекладиной и представляет собой приводную часть, соединительные средства для обеспечения жесткой связи между приводными частями n механизмов, связанных с n смежными прижимными накладками, где n - целое число, причем 1≤n<N, и передаточные средства для осуществления механической связи каждого исполнительного устройства с соединительным средством.
Согласно предпочтительному примеру выполнения изобретения для установки пуансонов каждый механизм шарнирного поворота прижимной накладки содержит два узла шарнирного поворота, каждый из которых установлен на краю связанной с прижимной накладкой промежуточной перекладины и содержит первый рычаг, образующий приводную часть.
Также для установки пуансонов указанные соединительные средства предпочтительно содержат 2n вторых рычагов, каждый из которых шарнирно закреплен своим первым концом на конце первого рычага, и средства для жесткого соединения между собой вторых концов вторых рычагов.
Далее, каждое исполнительное устройство предпочтительно содержит, по меньшей мере, один гидроцилиндр, корпус которого жестко соединен с верхней траверсой, а конец штока жестко соединен с соединительным средством.
Каждое исполнительное устройство может содержать два гидроцилиндра. При этом каждый гидроцилиндр связан с краем указанного соединительного средства.
Краткое описание чертежей
Дополнительные особенности и преимущества настоящего изобретения будут подробнее описаны на примерах предпочтительных, неограничивающих вариантов его осуществления и со ссылками на прилагаемые чертежи, на которых:
фиг.1, описанная выше, изображает гибочный пресс на виде спереди,
фиг.2А и 2В изображают в поперечном разрезе инструментодержатель с промежуточной перекладиной и прижимной накладкой, предназначенными для крепления инструмента,
фиг.3 упрощенно изображает, на виде спереди, верхнюю траверсу гибочного пресса в соответствии с изобретением,
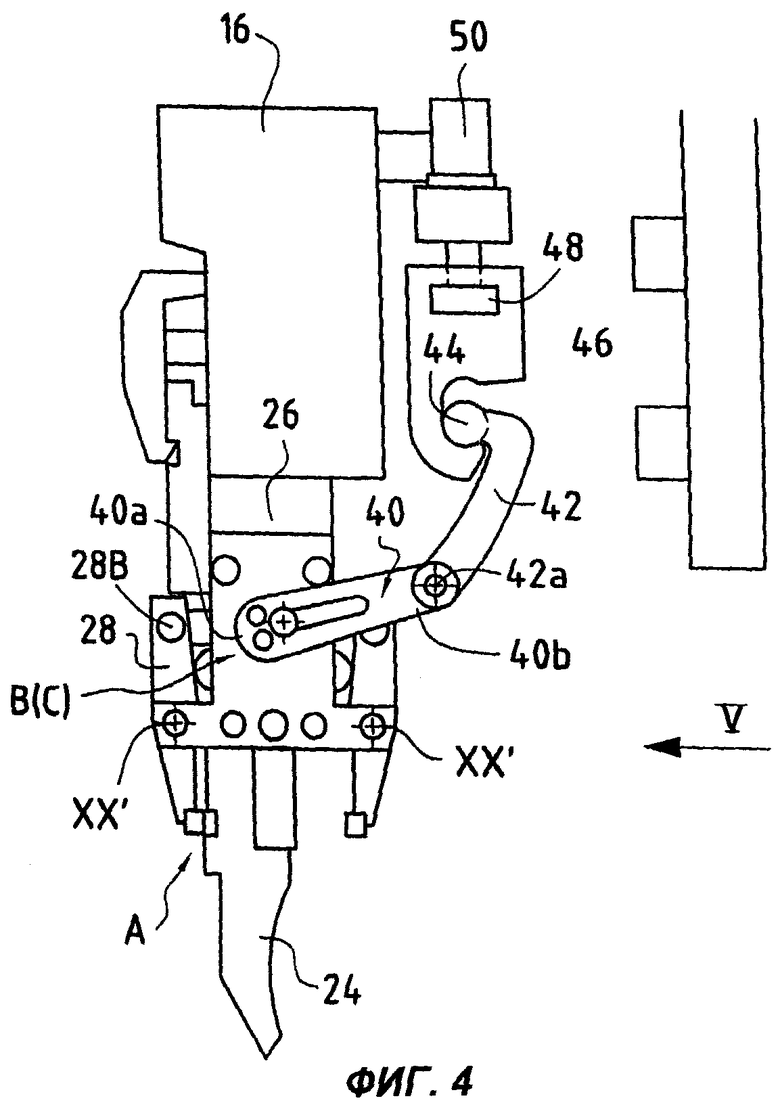
фиг.4 изображает, на виде сбоку, верхнюю траверсу с промежуточной перекладиной и прижимной накладкой, снабженными средствами привода поворота согласно изобретению,
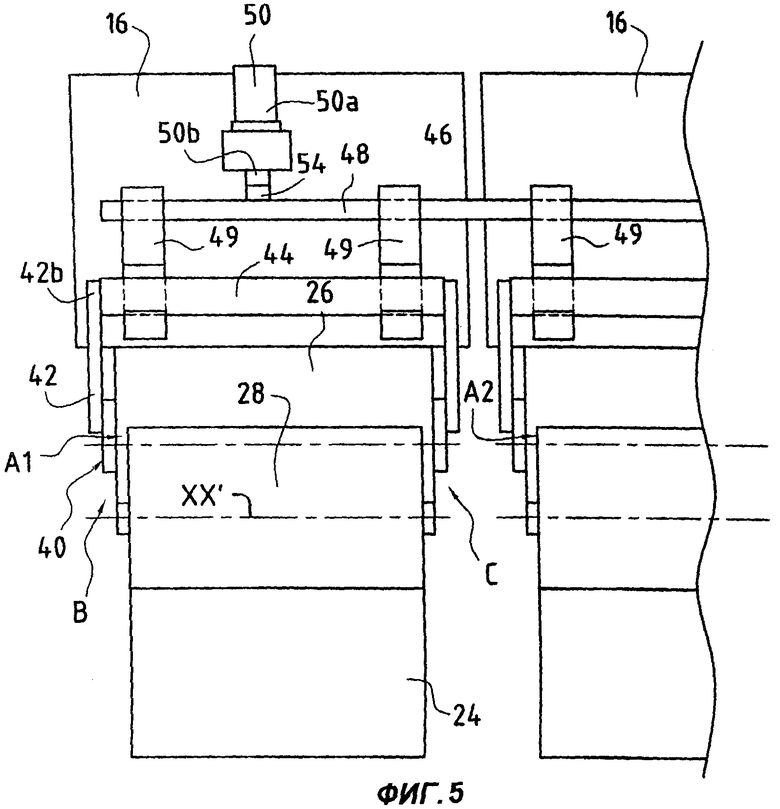
фиг.5 изображает, на виде спереди, прижимные накладки и промежуточные перекладины по изобретению,
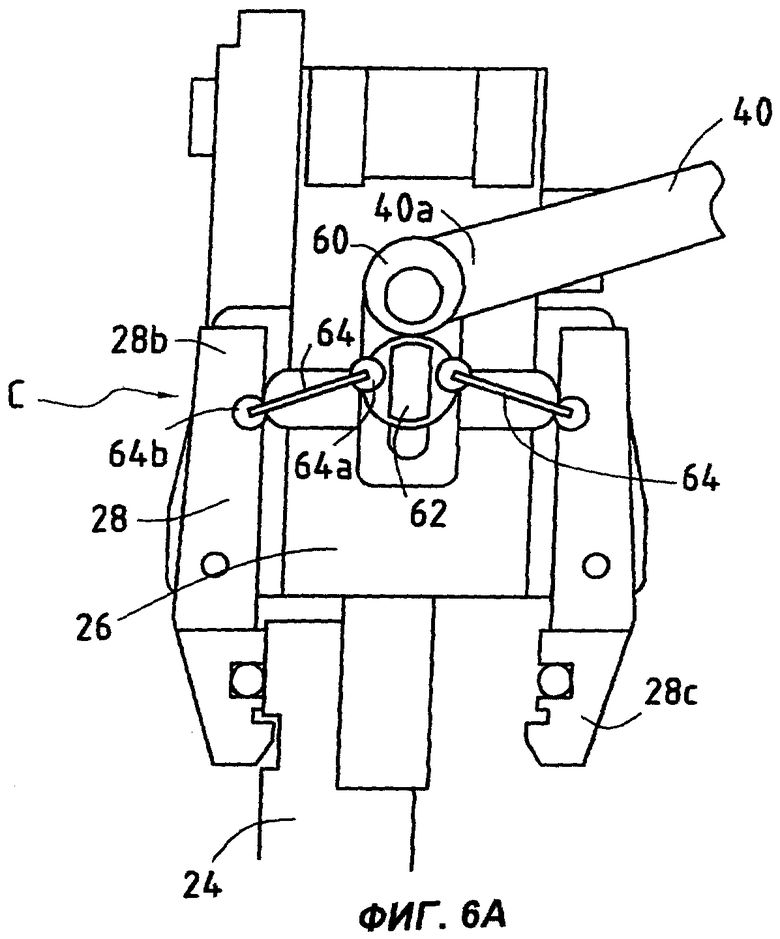
фиг.6А изображает, на виде сбоку, верхнюю траверсу, представляя первый пример выполнения механизма поворота прижимной накладки,
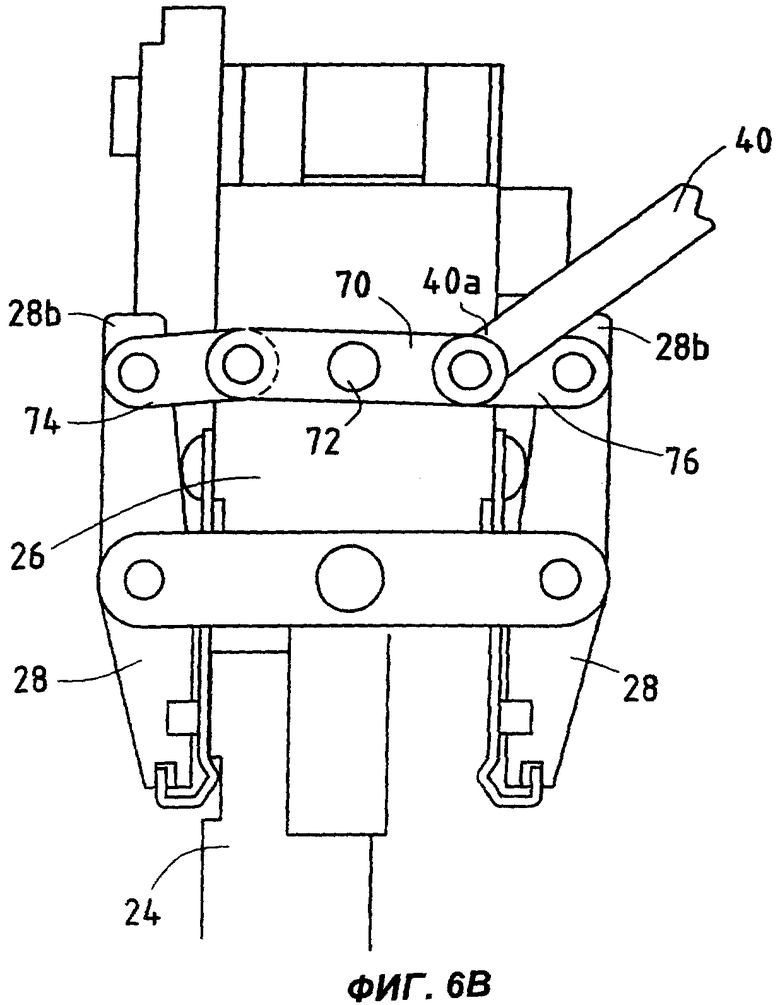
фиг.6В изображает верхнюю траверсу на том же виде, что и на фиг.6А, представляя второй пример выполнения механизма поворота прижимной накладки.
Осуществление изобретения
На фиг.3 представлена принципиальная схема системы установки инструментов (пуансонов) на верхней траверсе 16 в соответствии с изобретением. В представленном варианте верхняя траверса является подвижной, а нижняя траверса неподвижна. Разумеется, неподвижной может быть верхняя траверса, а подвижной - нижняя. Инструментодержатели, обозначенные позициями Aj и содержащие каждый промежуточную перекладину 26 и соответствующую прижимную накладку 28, сгруппированы в модули. В данном частном примере выполнения инструментодержатели сгруппированы по три с образованием четырех модулей М1, М2, М3 и М4, причем каждый модуль содержит три инструментодержателя Аj. Очевидно, что возможны другие сочетания в зависимости от используемых инструментов или последовательности их использования.
На чертеже в упрощенном виде представлены механизмы Bi и Ci, предусмотренные на конце каждой промежуточной перекладины 26 для обеспечения шарнирного поворота прижимной накладки относительно промежуточной перекладины. Механизмы инструментодержателей А одного модуля связаны между собой соединительными средствами L1, L2, L3 и L4. С каждым соединительным средством L связано исполнительное устройство. В данном примере выполнения оно образовано двумя гидроцилиндрами Vj, Wj, штоки "а" которых жестко соединены с краями соединительного средства Lj, а корпуса "b" - с верхней траверсой 16. Предпочтительно два гидроцилиндра расположены у концов соединительного средства Lj.
Понятно, что одновременный привод в действие гидроцилиндров V и W, связанных с одним модулем М, обеспечивает одновременный поворот всех прижимных накладок этого модуля.
Разумеется, могут использоваться и другие исполнительные устройства. Однако гидроцилиндры особенно подходят в данном случае, так как гидроцилиндры уже используются для привода перемещения верхней траверсы пресса.
Кажцая пара гидроцилиндров Vj, Wj, связанная с одним модулем Mj, приводится в действие одной гидравлической исполнительной системой Kj. Центральное устройство UG управления позволяет индивидуально приводить в действие различные гидравлические исполнительные системы Kj, связанные с различными модулями.
Кроме того, специалисту понятно, что при такой системе управления можно одновременно производить управление различными модулями в зависимости от того, какие инструменты подлежат замене.
На фиг.4 в упрощенном виде показан один из крайних механизмов В или С, обеспечивающих шарнирный поворот связанной с ним прижимной накладки 28. Механизм будет подробно описан ниже. На данном этапе описания достаточно указать, что он содержит приводной орган в виде приводного рычага 40. Первый конец 40а рычага связан с механизмом как таковым, а его второй конец 40b шарнирно соединен с концом 42а второго рычага 42. Предпочтительно вторые концы 42b вторых рычагов 42, связанных с одной и той же прижимной накладкой 28, связаны между собой штангой 44, так что два механизма, связанные с одной прижимной накладкой, действуют в высшей степени синхронно. Штанги 44 инструментодержателей Aj, принадлежащих одному модулю М, связаны между собой вилкой 46, которая образует соединительное средство L по фиг.3. Эта вилка 46 образована связью 48, проходящей параллельно оси шарнирного поворота прижимных накладок, и крюками 49, зацепляющимися со штангами 44. С каждой вилкой 46 связано исполнительное устройство, предпочтительно образованное двумя гидроцилиндрами V и W, как это было описано. Один гидроцилиндр 50 показан на фиг.5. Каждый гидроцилиндр содержит корпус 50а, жестко соединенный с верхней траверсой 16, и шток 50b, соединенный со связью 48 монтажной планкой 54.
Понятно, что одновременное приведение в действие гидроцилиндров 50 одного модуля М вызывает перемещение рычагов 40 и механизмов В и С шарнирного поворота прижимных накладок 28 модуля между положением зажима по фиг.2А и положением демонтажа инструмента по фиг.2В.
Далее со ссылкой на фиг.6А будет описан первый пример выполнения механизма В или С привода шарнирного поворота прижимной накладки.
Механизм образован эксцентриком 60, жестко укрепленным на конце 40а первого рычага 40. Поворот эксцентрика 60 вызывает вертикальное перемещение ползуна 62, движение которого направляется вертикальным проемом, выполненным в крайней части промежуточной перекладины 26. Ползун 62 жестко соединен с первым концом 64а каждой из двух упругих тяг 64. Второй конец 64b каждой тяги жестко прикреплен к приводной части 28b соответствующей прижимной накладки 28, причем обе тяги 64 расположены под углом к горизонтали. Когда рычаг 40 поворачивает эксцентрик 60 в первом направлении, этот эксцентрик вызывает опускание ползуна 62 и отвод крайних приводных частей 28b прижимных накладок от промежуточной перекладины 26 посредством тяг 64. При этом первая крайняя прижимная часть 28с накладки приводится в положение зажима. И наоборот, при повороте эксцентрика 60 в противоположном направлении ползун 62 поднимается и приводит крайние прижимные части 28с накладок в положение демонтажа инструмента 24.
На фиг.6В показан второй пример выполнения механизмов В и С шарнирного поворота прижимных накладок 28. Механизм образован шарнирно-рычажной системой, проходящей мертвую точку. Эта система содержит коромысло 70, установленное на промежуточной перекладине 26 на центральной оси 72 с возможностью поворота относительно промежуточной перекладины, и два рычага 74 и 76, которые шарнирно прикреплены соответственно к двум концам коромысла 70 и к крайним приводным частям 28b прижимных накладок 28. Конец 40а первого приводного рычага 40 также шарнирно прикреплен к одному из концов коромысла 70. Шарнирный поворот рычага 40 вызывает поворот коромысла 70 и соответствующий шарнирный поворот прижимных накладок 28 посредством рычагов 74 и 76.
Модульный характер гибочного пресса по изобретению в отношении замены гибочных инструментов делает этот пресс особенно удобным для выполнения гибки по технологии так называемой поэтапной или шаговой гибки (по-английски - STEP BEND). Эта технология позволяет получать изделия по существу цилиндрической формы путем последовательных операций гибки с малым ходом подачи и очень большими углами раствора при изгибе. Определенные этапы шаговой гибки требуют замены инструментов. В этом случае модульный привод прижимных накладок представляет особый интерес, так как он позволяет заменять только те инструменты, которые необходимо заменить, без демонтажа соседних инструментов. Другими словами, каждый модуль, образованный одновременно управляемыми прижимными накладками, может рассматриваться как одна из гибочных установок, необходимых для выполнения метода шаговой гибки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО СЪЕМНОГО КРЕПЛЕНИЯ ГИБОЧНОГО ИНСТРУМЕНТА | 2003 |
|
RU2325242C2 |
| УСТРОЙСТВО СЪЕМНОГО КРЕПЛЕНИЯ ГИБОЧНОГО ИНСТРУМЕНТА | 2004 |
|
RU2338613C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЛИСТОВ ИЗ МЕТАЛЛА | 2004 |
|
RU2290273C2 |
| Пресс для штамповки обкатыванием | 1990 |
|
SU1779442A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| ГИБОЧНЫЙ СТАНОК ДЛЯ ГИБКИ ЛИСТОВОГО МЕТАЛЛА | 2018 |
|
RU2736556C1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЛИСТОВ | 1991 |
|
RU2015769C1 |
| ДИСКОВОЙ ТОРМОЗ С ЭЛЕКТРОДВИГАТЕЛЬНЫМ ИСПОЛНИТЕЛЬНЫМ ОРГАНОМ В ВИДЕ КОНСТРУКЦИИ С САМОУСИЛЕНИЕМ | 2006 |
|
RU2408803C2 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С МЕХАНИЗМОМ ПОДЪЕМА | 2013 |
|
RU2544717C2 |
Изобретение относится к области обработки металлов давлением, в частности к прессовому оборудованию. Пресс содержит нижнюю и верхнюю траверсы, одна из которых выполнена с возможностью вертикального перемещения относительно другой, инструментодержатели с прижимными накладками для зажима гибочного инструмента, каждая из которых установлена с возможностью шарнирного поворота вокруг общей геометрической оси, и средства для обеспечения шарнирного поворота прижимных накладок вокруг указанной геометрической оси. Последние содержат исполнительные устройства, имеющие возможность находиться в одном из двух состояний, и передаточные средства для передачи одного из двух состояний каждого исполнительного устройства объединенным в модуль смежным прижимным накладкам. Имеются также средства для раздельного управления переходом каждого исполнительного устройства между первым состоянием в положении зажима гибочного инструмента и вторым состоянием - в положении его демонтажа. Облегчается установка инструментов на верхней траверсе и их демонтаж. 5 з.п. ф-лы, 6 ил.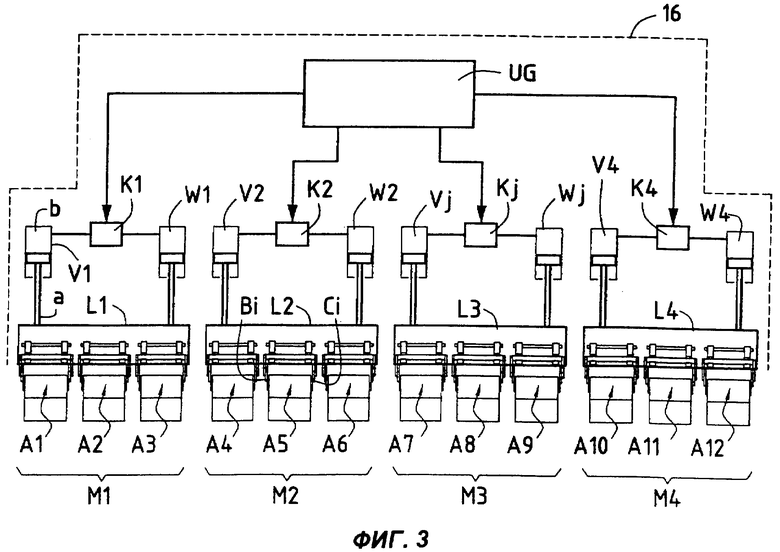
| СПОСОБЫ И СИСТЕМЫ ДЛЯ ОСНОВАННОЙ НА ТОКЕНАХ ПРИВЯЗКИ ФИЗИЧЕСКИХ ОБЪЕКТОВ В СРЕДЕ РАСПРЕДЕЛЕННОГО РЕЕСТРА | 2020 |
|
RU2809976C2 |
| Устройство для смены штампов пресса | 1989 |
|
SU1697942A1 |
| "Узел закрепления или направленияРАбОчиХ иНСТРуМЕНТОВ шТАМпА | 1977 |
|
SU837490A1 |

