Настоящее изобретение относится к способу удаления летучих соединений из вязких или вязкоупругих масс, в частности, из полимеров, таких как синтетические каучуки.
Синтетические каучуки имеют важное промышленное значение, и обычно их производят (со)полимеризацией мономеров, которую обычно осуществляют посредством процесса в суспензии, эмульсии или растворе. Примеры синтетических каучуков включают бутилкаучуки и галогенированные бутилкаучуки - изобутиленизопреновый каучук (IIR), бромизобутиленизопреновый каучук (BIIR), хлоризобутиленизопреновый каучук (CIIR), полиизобутилен (PIB), каучуки этилен-пропилен-диеновые М-класса (EPDM), этиленпропиленовые каучуки (ЕРМ), этилен-винилацетатные каучуки (EVM и EVA), бутадиен-нитрильные каучуки (NBR), гидрогенированные бутадиен-нитрильные каучуки (HNBR), полиизопреновые каучуки (IR), фторированные каучуки (FR), полихлоропрены (CR), бутадиеновые каучуки (BR), и стирол-бутадиеновые каучуки (SBR).
После (со)полимеризации выгруженная из реактора смесь содержит по меньшей мере полимер, растворители, остаточные мономеры и катализатор. Чтобы извлекать полимер, выгруженный поток обычно обрабатывают водяным паром и горячей водой. Большая часть растворителя и не прореагировавших мономеров, таким образом, испаряется. Один недостаток контакта с водяным паром и водой состоит в том, что синтетические каучуки коагулируют. Каучуковые полимеры, таким образом, присутствуют в форме влажных крошек в воде. Большую часть воды затем отделяют сушкой, за которой следует, например, применение экструдеров с сушкой и конечная стадии досушивания.
Сополимеризацию изобутилена и изопрена, которая приводит к получению бутилкаучука, например, проводят в промышленности при низких температурах, приблизительно, от -60°С до -100°С, чтобы получать высокомолекулярные массы. В суспензионном процессе используют хлористый метил в качестве разбавителя, тогда как в процессе в растворе используют инертный углеводород в качестве растворителя. После полимеризации полимер бутилкаучука присутствует либо в виде суспензии в хлористом метиле, либо в виде гомогенного раствора в углеводороде. Не прореагировавшие мономеры также присутствуют в выгружаемой из реактора смеси. Полимер бутилкаучука необходимо извлекать и выделять из разбавителя или растворителя.
В суспензионном процессе поток, выгружаемый из реактора полимеризации, обрабатывают водяным паром и горячей водой в испарительном барабане. Большую часть хлористого метила и не прореагировавших мономеров тем самым испаряют, и воду отделяют от паров конденсацией. Когда полимер из реактора нужно дополнительно подвергать обработке, такой как галогенирование, продукт бутилкаучука может быть извлечен непосредственно в виде раствора выгрузкой содержимого реактора в горячий растворитель, такой как гексан. Хлористый метил испаряют после этой стадии, и далее применяют стадию отгонки, чтобы удалять остатки мономера.
В процессе в растворе, в ходе стадии полимеризации применяют инертный углеводородный растворитель и катализатор из алкилгалогенида алюминия. Остающиеся мономеры затем удаляют из реакционного раствора в процессе дистилляционной отгонки. После этой стадии отгонки, полимер бутилкаучука присутствует в виде гомогенного раствора в углеводороде. Таким образом, далее раствор может быть либо обработан, как например, подвергнут стадии галогенирования, либо полимер бутилкаучука может быть выделен непосредственно из раствора. Выделение бутилкаучука из раствора аналогично таковому в суспензионном процессе и также включает контакт с водяным паром и горячей водой, посредством чего полимер коагулирует. Полимер бутилкаучука, таким образом, присутствует в форме влажных крошек в воде (от 6 до 10 масс. % полимера в воде). Чтобы противодействовать коагуляции, в испарительный барабан, содержащий крошки бутилкаучука в воде, добавляют соли жирных кислот с последующим отделением в процессе коагуляции/отгонки. После введения добавок, бутилкаучук, таким образом, превращают в форму готовой коммерческой упаковки путем дальнейшей сушки. Эту сушку обычно проводят высушиванием с последующим применением сушащих экструдеров и конечной стадии досушивания в псевдоожиженном слое.
Бутилкаучук, полученный таким образом, без химической модификации, называют 'стандартным' каучуком.
Коммерчески важной химической модификацией бутилкаучука является галогенирование, которое приводит к получению хлорированного и бромированного бутилкаучука, в дальнейшем также обозначаемым как галогенбутилкаучуки, или индивидуально как бромбутилкаучук или хлорбутилкаучук.
Галогенбутилкаучук технически производят путем контакта раствора стандартного бутилкаучука в алкане с хлором или бромом в сосуде с перемешиванием. Указанный раствор обычно обозначают как цементный раствор. Не прореагировавший галоген и галогенид водорода, образуемые в качестве побочного продукта, нейтрализуют добавлением раствором каустика. Также в эту стадию могут быть включены добавки. Затем получаемый раствор подвергают отгонке с водяным паром, чтобы удалить растворитель, тем самым коагулируя каучук в твердый продукт. Этот твердый продукт обычно выделяют в виде суспензии от 5 до 12% в воде. Непосредственно перед выделением к галогенированному бутилкаучуку добавляют стабилизаторы и/или антиоксиданты. Затем получение галогенированного бутилкаучука заканчивают при использовании оборудования для механической сушки в процессе, аналогичном тому, который используют для стандартного бутилкаучука; однако, из-за большей реакционной способности галогенированного продукта, используют менее жесткие условия.
Указанное выше механическое обезвоживание может снижать содержание влаги только до, приблизительно, от 5 до 15%. Таким образом требуются дополнительные стадии термической сушки. При этом каучук нагревают от 150 до 200°С под давлением в одношнековом или двухшнековом экструдере.
Возможно предусмотреть фильерные плиты для поддержания давления. Когда каучук продавливают через фильерную плиту на выходе из экструдера, вода в каучуке испаряется и формирует крошку с открытыми порами. Режущее устройство затем разрезает крошки на мелкие куски. Эти крошки перемещают в конвекционную сушилку, где остаточную влагу удаляют горячим воздухом. После такой сушки, (галоген)бутилкаучук обычно имеет содержание влаги от 0,1 до 0,7%. Затем необходима стадия охлаждения, проводимая потоком холодного воздуха через каучуковую крошку для охлаждения крошки бутилкаучука до максимальной температуры упаковки 60°С. Затем крошки формируются в упаковки гидравлическими прессами, и эти упаковки укладывают в коробки или ящики для транспортировки.
В публикации WO 2010/031823 А раскрыт способ удаления летучих соединений из жидкости, содержащей по меньшей мере один нелетучий полимер и по меньшей мере одно летучее соединение посредством экструдера, содержащего выпускные отвергая, через которые летучие соединения удаляют в газообразном состоянии. В одном варианте выполнения изобретения этому удалению способствует действие вымывающего агента, такого как вода, двуокись углерода или другие инертные газы. Добавление вымывающего агента обычно приводит к снижению парциального давления летучего соединения, подлежащего удалению, тем самым допуская более высокие полные давления. В дополнение к этому часть вымывающего агента содействует получению пористой структуры полимера, которая облегчает диффузию летучего соединения из полимера в газовую фазу.
Основная конструкция зоны вымывающего агента известна специалистам. Двухшнековые экструдеры с вращением в одном направлении показаны, например, в книге Klemens Kohlgrüber: Co-rotating twin screw extruder. Principles, Technology and Application. ISBN 978-3-446-41372-6 на странице 188, фигура 10.6. Зона вымывающего агента содержит элемент обратной откачки, зону дисперсии вымывающего агента и зону снижения давления. На этой фигуре, снижение давления проводят элементами обратного перемещения.
Недостаток использования элементов обратной откачки для снижения давления состоит в том, что для вязкоупругих продуктов с высокой вязкостью, таких как синтетические каучуки, формируют большие частицы с размером, приблизительно, глубины канала. Вымывающий агент, захватываемый более чем в одном или двух миллиметрах от поверхности такой большой частицы, не будет способен "уноситься" открытым каналом до поверхности, и таким образом будет невозможно эффективно удалять растворитель из зоны продукта в центре частицы. Из-за того, что экструдеры большего размера обязательно имеют больше глубины каналов, эта ситуация становится более сложной при увеличении масштаба. Альтернативные зоны снижения давления для двухшнековых экструдеров с вращением в одном направлении, известные специалистам, представляют собой блоки смешивания откачкой в обратном направлении.
Смесительные блоки с откачкой в обратном направлении описаны, например, в книге Klemens Kohlgrüber: Co-rotating twin screw extruder. Principles, Technology and Application. ISBN 978-3-446-41372-6, в дальнейшем на нее ссылаются как на "[1]", стр. 102 и страница 225.
Смесительные блоки с откачкой в обратном направлении для снижения давления, однако, страдают теми же недостатками, что и элементы перемещения с откачкой в обратном направлении, то есть формированием больших частиц, из которых удаление летучих соединений, по существу, затруднено или даже невозможно; и те же проблемы встречаются при увеличении масштаба.
В качестве альтернативы, могут быть использованы вращающиеся ячеистые диски. Вращающиеся ячеистые диски описаны, например, в [1], стр. 235, фигура 12.35.
Ячеистые диски представляют собой конструкцию дисков, по одному на каждом валу экструдера. Каждый диск имеет малый зазор со стенкой цилиндра экструдера. Для двухшнекового или многошнекового экструдера, при том же осевом положении, соответствующий вал имеет соответствующий меньший диаметр. Эти диски содержат отверстия, которые действуют как фильеры и помогают формированию тонких стренг. Если диаметр этих стренг достаточно мал, вымывающий агент может, теоритически, открывать каналы в окружающую газовую фазу, что помогает удалению летучих соединений.
Недостаток этого расположения зоны снижения давления состоит в том, что для вязкоупругих и псевдопластичных продуктов, существенное количество продукта проходит через промежуток между этими двумя дисками и через зазор между ячеистыми дисками и цилиндром экструдера. Тем самым получают клубки материала из смотанных стренгов, делая более трудным эффективное удаление летучих соединений. В дополнение к этому, даже больший поток продукта может уходить через эти зазоры в зону взаимного смешивания цилиндров экструдера, также приводя к формированию клубков, которые трудно эффективно дегазировать.
Другое возможное расположение зоны снижения давления раскрыто в заявке ЕПВ ЕР 0551816 А. В ней раскрыта закрепленная фильерная плита в экструдере с множеством валов, которые могут вращаться свободно относительно валов шнеков. Указанная фильерная плита содержит по меньшей мере один проход для продукта и имеет радиальный зазор между окружностью этой плиты и цилиндрами экструдера.
Недостаток этого расположения состоит в том, что вязкоупругие, с пониженной вязкостью продукты могут проходить через зазор между окружностью фильерной плиты и цилиндром экструдера, что ведет к дополнительному образованию клубков и тому же недостатку, что и с вращающимися ячеистыми дисками, описанными выше. Другой недостаток состоит в том, что, в зависимости от точного характера зазоров, продукт может оставаться в промежутке между кожухом и цилиндром экструдера в течение длительного времени, разлагаться и вызывать проблемы качества.
Ввиду указанного выше все еще имелась потребность в экструдере и оборудовании, пригодном для него, которое позволяет формирование малых частиц внутри экструдера, и, следовательно, более легкое удаление летучих соединений. Кроме того имелась назревшая потребность снижения общих трудозатрат на сушку готовых синтетических каучуков.
Эту задачу решают при помощи экструдера, содержащего по меньшей мере
- один цилиндр,
- один или несколько экструзионных элементов, в частности по меньшей мере один шнек экструдера и/или по меньшей мере один смешивающий элемент, расположенный внутри цилиндра,
- по меньшей мере одно выпускное отверстие для удаления летучих соединений и, дополнительно, вымывающий агент и
- дополнительно, но предпочтительно, по меньшей мере одно впускное отверстие для подачи вымывающего агента в цилиндр,
причем этот экструдер далее содержит по меньшей мере
- одну перфорированную фильерную плиту, установленную в цилиндре экструдера в направлении потока перед выпускным отверстием, или, где по меньшей мере одно впускное отверстие присутствует между впускным отверстием и выпускным отверстием.
В данном контексте "экструзионные элементы" обозначают любой тип элемента, прикрепленного к, или являющегося частью вала экструдера, и включают, не ограничивая ими, элементы смешивания, элементы перемещения назад и вперед, такие как шнековые элементы и другие подобные элементы, известные специалистам.
Объем этого изобретения далее содержит фильерные плиты сами по себе, в части пригодности для установки в цилиндр экструдера.
Отмечают, что объем этого изобретения также охватывает любые требуемые сочетания интервалов и областей предпочтения, указанных для каждого признака, а также любого сочетания конструкций и предпочтительных вариантов выполнения изобретения, раскрытых здесь.
Неожиданно обнаружили, что удаление летучих соединений может быть существенно улучшено установкой фиксированных фильерных плит, которые присоединены к цилиндру экструдера и которые не имеют промежутка с цилиндром экструдера. Эти фильерные плиты содержат отверстия, которые вызывают противодавление и формируют стренги, которые помогают дегазации. Несущее отверстие создает возможность для вращение вала (-ов) или шнека (-ов).
Так как фильерная плита прикреплена не к средствам перемещения, а к цилиндру экструдера, круговой зазор между этой фильерной плитой и цилиндром экструдера ограничен таким образом, что экструдируемый материал не проходит радиально вне фильерной плиты. Предотвращают формирование экструдируемого материала, содержащего низкое отношение площади поверхности к объему так, чтобы испарение летучих соединений облегчалось или, в одном варианте выполнения изобретения, то же количество вымывающего агента могло входить в контакт с увеличенной площадью поверхности, увеличивая полную способность вымывающего агента удалять летучие соединения из продукта. Если таковой вообще имеет место, то круговой зазор предусмотрен только между фильерной плитой и валом средств перемещения, где вал проходит через эту фильерную плиту. Средний размер частиц может быть значительно уменьшен, тем самым увеличивая отношение площади поверхности к объему. Вследствие увеличенного отношения площади поверхности к объему удаление летучих соединений усиливается. Если используют вымывающий агент, и фильерная плита закреплена между впускным отверстием и выпускным отверстием, то это дополнительно обеспечивает то, что вымывающий агент должен проходить фильерную плиту, тем самым способствуя усилению контакта между вымывающим агентом и продуктом.
Подходящие типы экструдеров включают одношнековые и многошнековые экструдеры, содержащие любое число цилиндров и типов шнековых элементов и других перемещающих смесителей с одним или несколькими валами. Возможные варианты выполнения многошнековых экструдеров согласно изобретению представляют собой двухшнековые экструдеры, кольцевые экструдеры или планетарные вальцовые экструдеры, причем двухшнековые экструдеры и кольцевые экструдеры предпочтительны. Двухшнековые экструдеры представляют собой, например, перемешивающие встречного вращения, не перемешивающие встречного вращения, перемешивающие с вращением в одном направлении и не перемешивающие двухшнековые экструдеры с вращением в одном направлении, причем перемешивающие двухшнековые экструдеры с вращением в одном направлении предпочтительны.
Подходящие экструзионные элементы для экструдера представляют собой не только шнеки экструдера, но также и смешивающие секции, содержащие месильные элементы для ввода энергии в продукт и его смешивания. Такие месильные элементы описаны в [1], страница 102 и страница 205. Примеры смешивающих элементов включают смешивающие блоки, которые могут быть разработаны как блоки смешения с переносом вперед, назад, или без него с двойной или тройной нарезкой; смешивающие шнековые элементы с одиночной или двойной нарезкой с канавками, смешивающие зубчатые элементы с одиночной нарезкой, ячеистые пластины и эксцентриковые диски с одиночной, двойной или тройной нарезкой. Эти месильные элементы могут быть собраны в любом сочетании на валах экструдера, в частности, на валах двухшнекового экструдера встречного вращения или двухшнекового экструдера с вращением в одном направлении.
Экструдер по настоящему изобретению, предпочтительно, содержит по меньшей мере одно впускное отверстие для подачи вымывающего агента в цилиндр экструдера. В этом случае этот экструдер, предпочтительно, дополнительно содержит по меньшей мере одну секцию диспергирования, которая расположена, в направлении потока, непосредственно перед фильерной плитой, где вымывающий агент смешивают, диспергируют и, возможно, растворяют полностью или частично.
Типичная секция диспергирования содержит от двух до десяти блоков смешения. Для введения в смесь вымывающего агента, могут быть применены элементы типа зубцов или шнековые элементы с канавками. Эксцентриковые диски, предпочтительно, применяют в последней секции экструдера, где продукт является обычно высоковязким и, по существу, не содержит летучих соединений. Для планетарных вальцовых экструдеров, предпочтительны месильные элементы, подобные роликам с зубчатой формой, или ролики с канавками и зазорами.
Так как вымывающие агенты и летучие соединения, подлежащие удалению из продукта, имеют тенденцию захватывать части продукта к отводному каналу по меньшей мере одного выпускного отверстия, в предпочтительном варианте выполнения изобретения, выпускное отверстие и/или впускное отверстие разрабатывают так, чтобы предотвращать вынос продукт из них. Подходящие средства для достижения этой цели представляют собой подающие шнеки, которые устанавливают на выходном канале отверстий, и они переносят любой материал обратно в экструдер, либо ролики или ремни, которые наносят на внутреннюю часть выходных проходов, чтобы толкать осаждающийся материал назад в экструдер. Такие подающие шнеки известны специалистам и описаны, например, в [1], страница 192. В качестве альтернативы или в дополнение к указанному выше, могут быть использованы покрытия выходных проходов, которые снижают прилипание материала к поверхности или предотвращают его. Подходящие покрытия включают DLC (алмазоподобный углерод), сополимер этилена и тетрафторэтилена (ETFE), политетрафторэтилен (PTFE) и сплавы никеля. Давление в этих проходах лежит, например, между 1 гПа и 2000 гПа, и предпочтительно, между 5 гПа и 900 гПа.
Обычно вымывающий агент удаляют вместе с другими летучими соединениями. Даже если вымывающий агент может быть добавлен в любое место экструдера, предпочтительно добавление в одну или несколько секций дисперсии. В наиболее предпочтительном варианте выполнения изобретения вымывающий агент добавляют в одну или несколько секций дисперсии. Подходящие вымывающие агенты представляют собой вещества, которые являются инертными по отношению к продукту, и представляют собой либо газы (имеющие критическую температуру ниже температуры процесса), либо, предпочтительно, они имеют давление паров более 100 гПа при 100°С. В контексте этого изобретения, термин "инертный" означает, что вымывающий агент не реагирует или фактически не реагирует с полимерами, содержащимися в продукте. Подходящие вымывающие агенты представляют собой, например, азот, двуокись углерода, благородные газы, метан, пропан, бутан, воду или смесь указанных выше веществ. Если используют вымывающие агенты, и в частности, воду, предпочтительно, в жидкой форме, вымывающие агенты могут далее содержать добавки, такие как антиоксиданты, пенообразователи, противостарители, термостабилизаторы, светостабилизаторы, стабилизаторы против действия озона, средства обработки, пластификаторы, вещества для повышения клейкости, вспенивающие агенты, красители, пигменты, воски, наполнители, органические кислоты, ингибиторы, оксиды металлов, и активаторы, такие как триэтаноламин, полиэтиленгликоль, гексантриол, и т.д., которые известны в промышленности производства каучуков. Примеры таких добавок включают эпоксидированное масло соевых бобов (ESBO) и стеарат кальция.
Количество вымывающего агента может быть от 0,0001 до 10 масс. %, предпочтительно, от 0,001 до 5 масс. %, и более предпочтительно, от 0,1 до 2 масс. %, относительно количества продукта, полученного в выходной секции экструдера.
Фильерные плиты обычно установлены в цилиндре экструдера, по существу, ортогонально к оси валов. По существу, ортогонально означает угол к оси вала от 70 до 90°, предпочтительно от 80 до 90°, более предпочтительно - 90°.
Перфорированная фильерная плита содержит по меньшей мере одно несущее отверстие для приема одного или нескольких валов соответствующих средств перемещения. Эти валы средств перемещения могут проходить через фильерную плиту, в частности для работы дальнейших средств перемещения на другой стороне фильерной плиты. В частности вал может поддерживаться и/или направляться фильерной плитой посредством посадочного отверстия, предназначенного, соответственно, для вала(-ов) средств перемещения. Предпочтительно, зазор между элементами перемещения и фильерной плитой снижают до минимума.
В одном варианте выполнения изобретения, посадочное отверстие содержит подшипник скольжения для вала средств перемещения. Вследствие скользящего контакта вала с фильерной плитой внутри посадочного отверстия есть зазор. Таким образом, единственным путем через фильерную плиту для продукта и вымывающего агента становится путь сквозь отверстия перфорации фильерной плиты.
В другом варианте выполнения изобретения зазор s предусмотрен между внутренним ободом несущего отверстия и валом средств перемещения, причем зазор s по отношению к внутреннего диаметра D цилиндра составляет, в частности, 0,001 ≤ s/D ≤ 0,02, предпочтительно, 0,002 ≤ s/D ≤ 0,01, и более предпочтительно, 0,003 ≤ s/D ≤ 0,006.
В то же самое время зазор достаточно мал, так что продукт, продавливаемый через зазор, все еще содержит сравнительно высокую площадь поверхности.
Типичная толщина фильерно плиты находится в интервале от 3 мм до 80 мм, предпочтительно, от 3 мм до 50 мм, более предпочтительно, от 3 мм до 30 мм, и в дальнейшем варианте выполнения изобретения от 5 мм до 20 мм.
В данном контексте термин "толщина" обозначает среднюю длину перфорационного канала. Для специалистов очевидно, что толщина может варьироваться в пределах фильерной плиты. В частности, диски головки могут быть укреплены элементами, увеличивающими жесткость фильерной плиты, такими как стержни или рельефные структуры, которые могут быть расположены радиально, крест-накрест или в любой другой геометрической форме, и которые не имеют влияния на среднюю длину перфорационных каналов. Подходящими материалами для фильерных плит являются те, которые также обычно используют для цилиндра экструдера и элементов перемещения, и они включают износостойкие материалы, такие как азотированная сталь, дуплекс-сталь, нержавеющая сталь, сплавы на основе никеля, сплавы на основе кобальта, композитные материалы, подобные спеченным металлам, материалам горячего изостатического прессования, прочные износостойкие материалы, подобные стеллиту, металлы с покрытиями, например, изготовленными из керамики, нитрид титана, нитрид хрома и углерод, подобный алмазу (DLC).
В одном варианте выполнения изобретения фильерные плиты по меньшей мере в направлении потока, дополнительно покрыты карбидом или нитридом титана, нитридом хрома, карбидом вольфрама и углеродом, подобным алмазу (DLC).
Фильерная плита содержит по меньшей мере одно, предпочтительно, множество отверстий перфорации, которые могут иметь любую форму. Например, отверстия перфорации могут иметь воронкообразную или коническую форму, форму сходящегося или расширяющегося сопла, форму песочных часов, форму канала, круглую или не круглую. Количество и конструкцию отверстий перфорации выбирают например так, чтобы сумма эффективных площадей поперечного сечения всех отверстий перфорации составляла от 2 до 40% всей площади поперечного сечения фильерной плиты внутри цилиндра, исключая несущее (-ие) отверстие (-я), предпочтительно, от 4 до 20%.
Полезную площадь сечения отверстий перфорации понимают как самую маленькую площадь сечения каждого отверстия перфорации, через который продукт может проходить фильерную плиту.
Отверстия перфорации, например, на стороне ниже по ходу потока имеют средний диаметр d такой, что 1 мм ≤ d ≤ 6 мм, особенно, 1,5 мм ≤ d ≤ 5 мм, и предпочтительно, 2 мм ≤ d ≤ 4 мм. Средний диаметр понимают как диаметр круглого отверстия перфорации с той же площадью сечения. Этот диаметр отверстия перфорации на стороне ниже по ходу потока фильерной плиты приводит к подходящему высокому отношению площади поверхности к объему.
В одном варианте выполнения изобретения фильерная плита содержит по меньшей мере одно отверстие перфорации, причем это отверстие перфорации содержит в осевом направлении цилиндра главное отверстие, простирающееся только через часть осевой толщины фильерной плиты, причем главное отверстие продолжается в осевом направлении по меньшей мере одним отверстием, причем это отверстие имеет меньшее поперечное сечение, чем главное отверстие. Отверстие перфорации может иметь различные площади поперечного сечения в направлении потока по толщине фильерной плиты. Это приводит к высокой механической стабильности без значительного увеличения полного падения давления по плите фильеры.
Например, главное отверстие может быть выполнено воронкообразным для подачи больших масс продукта в этот выход без избыточного высокого противодавления. В то же время площадь поперечного сечения этого выхода может быть на столько малой, что может возникать своего рода эффект распыления, приводящий к множеству малых частиц продукта, приводящих к очень высокому отношению площади поверхности к объему. Фильерной плиты, предпочтительно, разрабатывают, чтобы вызывать падение давления, например, от 0,3 МПа до 6,0 МПа, предпочтительно, от 0,5 МПа до 5,0 МПа, и более предпочтительно, от 1,0 МПа до 4,0 МПа по плите фильеры при типичной эффективной скорости сдвига  от 10 до 10000 обратных секунд, предпочтительно, от 30 до 5000 обратных секунд, и более предпочтительно от 100 до 3000 обратных секунд. В этой формуле
от 10 до 10000 обратных секунд, предпочтительно, от 30 до 5000 обратных секунд, и более предпочтительно от 100 до 3000 обратных секунд. В этой формуле  обозначает объемный поток продукта в кубических метрах в секунду, а r обозначает эффективный радиус отверстия фильеры в метрах.
обозначает объемный поток продукта в кубических метрах в секунду, а r обозначает эффективный радиус отверстия фильеры в метрах.
Предпочтительно, следующий экструзионный элемент, в частности, шнек экструдера и/или смеситель используют ниже по ходу потока фильерной плиты и, в частности, выше, по ходу потока, выпускного отверстия. В частности, обеспечивают множество стадий перемещения и/или дегазации, причем, предпочтительно, каждую стадию оптимизируют до ожидаемых параметров, в частности, до ожидаемого количества летучих соединений, подлежащих удалению из продукта. Обеспечивают, в частности, от 1 до 6, предпочтительно, от 1 до 4 плит фильеры на пути потока продукта внутри экструдера, причем площадь поперечного сечения отверстий перфорации может быть адаптирована к ожидаемым параметрам, в частности, к ожидаемому количеству летучих соединений продукта.
В частности, дополнительный экструзионный элемент содержит элемент перемещения, причем максимальное осевое расстояние S между элементом перемещения и фильерной плитой составляет 0,5 мм ≤ S ≤ 10 мм, в частности 1 мм ≤ S ≤ 7 мм, и предпочтительно, 1,5 мм ≤ S ≤ 5 мм.
В другом варианте выполнения изобретения дополнительный экструзионный элемент содержит элемент перемещения, причем максимальное осевое расстояние S между элементом перемещения и фильерной плитой составляет 0,01×D ≤ S ≤ 0,25×D, где D представляет собой внутренний диаметр цилиндра экструдера.
Осевое расстояние S измеряют параллельно оси вращения дополнительных средств перемещения. Дополнительно или альтернативно та же ситуация может применяться к средствам перемещения на стороне выше по ходу потока фильерной плиты. Предотвращают излишне большой промежуток между средствами перемещения и фильерной плитой. Наличие фильерной плиты незначительно препятствует экструзионной производительности. В частности элементы перемещения прикладывают по меньшей мере частично осевое усилие к продукту для создания давления для передвижения продукта в направлении потока.
Предпочтительно, дополнительный экструзионный элемент содержит больший свободный объем, чем экструзионный элемент. В предпочтительном варианте выполнения изобретения дополнительный экструзионный элемент содержит месильные элементы (20) с профилем в виде срезающей закраины или коробчатым профилем.
Такие профили, известные специалистам, двух- и многошнековых экструдеров описаны, например, в [1] на странице 222 в фигуре 12.12. За счет этого профиля элементов перемещения и увеличенного свободного объема может быть обеспечена более высокая объемная скорость потока.
В одном из вариантов выполнения изобретения предусмотрен дополнительный цилиндр экструдера, причем фильерную плиту закрепляют между цилиндром экструдера и дополнительным цилиндром экструдера, в частности посредством фланцевого соединения. Это приводит к упрощенной и быстрой фиксации фильерной плиты внутри экструдера. Фильерная плита может содержать отверстия для средств закрепления фланцевого соединения. Дополнительно или в качестве альтернативы цилиндр экструдера может быть присоединен к дополнительному цилиндру экструдера посредством по меньшей мере одного регулируемого(натяжного) стержня.
Предпочтительно, цилиндр экструдера и/или дополнительный цилиндр экструдера, присоединенный к этому цилиндру экструдера, содержит нишу для приема по меньшей мере частично фильерной плиты. Этот цилиндр экструдера и дополнительный цилиндр экструдера могут быть связаны вместе посредством фланцевого соединения. Фильерная плита может быть зажата между цилиндром экструдера и дополнительный цилиндром экструдера без необходимости в отверстиях в фильерной плите для средств закрепления для присоединения цилиндр экструдера и дополнительный цилиндр экструдера. В таком случае фильерная плита может быть центрирована в нише посредством ее радиально внешней поверхности. В частности, фильерная плита запрессована в нише. Фильерная плита может быть вставлена в нишу перед тем, как цилиндр экструдера присоединяют к дополнительному цилиндру экструдера без необходимости дальнейшей подгонки фильерной плиты в ходе присоединения цилиндра экструдера к дополнительному цилиндру экструдера.
В частности предпочтительно, если фильерную плиту разделяют в радиальном направлении, причем это разделение располагают, в частности, радиально относительно по меньшей мере одного посадочного отверстия, для принятия каждым вала соответствующих средств перемещения. В частности, фильерную плиту разделяют на нижнюю часть и верхнюю часть, причем обе части имеют, предпочтительно, по существу, идентичную форму или зеркально отраженную форму. В частности, в типах экструдера, содержащих более одного средства перемещения одновременно, в частности, сцепленных друг с другом, сборка фильерной плиты облегчается.
В одном из вариантов выполнения изобретения две или более, предпочтительно две фильерные плиты располагают в осевом направлении в непосредственной близости или даже в контакте друг с другом так, чтобы видимые эффективные пересекающиеся области отверстий перфорации, проходящие через эти два или несколько, предпочтительно, два диска, могли варьироваться, когда фильерные плиты прикрепляют к цилиндру экструдера в различных радиальных положениях друг относительно друга.
В предпочтительном варианте выполнения изобретения осевое расстояние между двумя или более фильерными плитами составляет 5 мм или менее, предпочтительно, 2 мм или менее, и еще более предпочтительно, 1 мм или менее.
Главное преимущество этого решения состоит в том, что экструдер может быть легко приспособлен к различным требованиям продукта и задачам дегазации.
В следующем варианте выполнения изобретения фильерную плиту ограничивают вставками, причем эти вставки прикрепляют к цилиндру экструдера. Фильерная плита может быть вставлена в экструдер скольжением по ребрам вставок. Направление введения фильерной плиты определяют этими вставками. В частности, когда фильерную плиту разделяют, части ее могут быть легко установлены посредством этих вставок, причем, предпочтительно, только вставки прикрепляют к цилиндру экструдера с помощью средств закрепления. Фильерная плита может быть расположена, в частности, зажата, посредством вставок.
В одном из вариантов выполнения изобретения экструдеры могут быть либо нагреты через цилиндры экструдера до температуры до 300°С, либо охлаждены. В предпочтительном варианте выполнения изобретения, экструдер содержит средства для эксплуатации отдельных зон независимо друг от друга при различных температурах, таким образом эти зоны, каждая, могут быть нагреты, не нагреты или охлаждены. В другом предпочтительном варианте выполнения изобретения экструдер содержит для каждой секции перемещения по меньшей мере одну отдельную зону, которая может эксплуатироваться независимо при различных температурах.
В одном варианте выполнения изобретения экструдер эксплуатируют при скорости подачи от 5 до 25000, предпочтительно, от 5 до 6000 килограммов в час.
Как правило, блок экструдера может содержать один или несколько боковых входов подачи, которые могут располагаться где угодно в экструдере, предпочтительно, близко к секции подачи продукта или выходной секции. Боковые входы подачи пригодны для добавления добавок к продукту.
Изобретение далее содержит применение этого экструдера и фильерной плиты по изобретению для производства или обработки не летучих полимеров, как определено выше.
Это изобретение далее относится к способу удаления летучих соединений из смеси (М), содержащей по меньшей мере один не летучий полимер и по меньшей мере одно летучее соединение для получения продукта (Р), который, по существу, не содержит летучих соединений, причем этот способ содержит по меньшей мере стадии:
- подачу смеси (М) по меньшей мере в один экструдер, содержащий по меньшей мере один цилиндр, один или несколько экструзионных элементов, в частности по меньшей мере один шнек экструдера и/или по меньшей мере один месильный вал, расположенный внутри цилиндра экструдера, по меньшей мере одно выпускное отверстие для удаления летучих соединений и, дополнительно, вымывающего агента и дополнительно, но предпочтительно по меньшей мере одно впускное отверстие для подачи вымывающего агента в цилиндр экструдера по меньшей мере одну перфорированную фильерную плиту, прикрепленную к цилиндру экструдера в направление потока перед выпускным отверстием, или, причем по меньшей мере одно впускное отверстие присутствует между впускным отверстием и выпускным отверстием.
- продавливание смеси (М), по меньшей мере через одну, фильерную плиту экструдера
- и удаления летучих соединений по меньшей мере через одно выпускное отверстие экструдера.
Предпочтительно, смесь (М) является легко текучей при вводе в экструдер. В контексте этого изобретения, термин "легко текучий" означает вязкость в интервале от 500 до 50000000 мПа×с, предпочтительно, от 5000 до 30000000 мПа×с, и наиболее предпочтительно, от 10000 мПа×с до 300000 мПа×с.
Поскольку не указано иное, величины вязкости жидкостей относены к вязкости при нулевом сдвиге, экстраполированной из измерений при данной температуре с использованием вискозиметра Haake Rheostress RS 150 или ротационного вискозиметра, типа конического пластомера для очень вязких образцов. Экстраполяцию проводят беря многочлен 2-ого порядка, чтобы отражать график напряжения сдвига относительно скорости сдвига, полученный из измерений. Линейная часть этого полинома отражает наклон при нулевой скорости сдвига и таким образом представляет нулевую вязкость сдвига. В контексте этого изобретения, термин, "по существу, не содержащий летучих соединений" означает, что полная концентрация летучих соединений составляет менее 1 масс. %, предпочтительно, менее 0,5 масс. %, относительно массы нелетучего полимера.
В частности, термин "по существу, не содержащий летучих соединений" означает, по существу, не содержащий воды и, по существу, не содержащий летучих органических соединений.
Не летучие полимеры считают, по существу, не содержащими воды, если остаточная концентрация воды составляет менее 0,5 масс. %, предпочтительно, менее 0,25 масс. %, более предпочтительно, менее 0,1 масс. %, и наиболее предпочтительно, менее 0,075 масс. %, относительно массы полимера.
В контексте этого изобретения, термин "летучие органические соединения" означает органические соединения, имеющие точку кипения ниже 250°С при нормальном давлении.
Нелетучие полимеры рассматривают, по существу, как не содержащие летучего органического соединения, если остаточная концентрация указанных летучих органических соединений составляет менее 0,75 масс. %, предпочтительно, менее 0,25 масс. %, и наиболее предпочтительно, менее 0,1 масс. %, относительно массы этого полимера. Указанные летучие органические соединения представляют собой обычно растворители, используемые в полимеризации или последующих стадиях обработки, таких как, например, стадия галогенирования.
Предпочтительные не летучие полимеры представляют собой продукты синтетических каучуков.
В контексте этого изобретения, продукты синтетических каучуков включают бутилкаучуки и галогенированные бутилкаучуки (изобутилен-изопреновый каучук, бромированный изобутилен-изопреновый каучук, хлорированный изобутилен-изопреновый каучук (IIR, BIIR, CIIR)), полиизобутилен (PIB), каучуки этилен-пропилен-диеновые М-класса (EPDM), этиленпропиленовые каучуки (ЕРМ), этилен-винилацетатные каучуки (EVM и EVA), бутадиен-нитрильные каучуки (NBR), гидрогенированные бутадиен-нитрильные каучуки (HNBR), полиизопреновые каучуки (IR), фторированные каучуки (FR), полихлоропрены (CR), бутадиеновые каучуки (BR), и стирол-бутадиеновые каучуки (SBR).
Предпочтительные продукты синтетических каучуков представляют собой бутилкаучуки и галогенированные бутил каучуки, подобные бромбутил-, и хлорбутилкаучуку, причем бромбутилкаучук наиболее предпочтителен.
В контексте этого изобретения бутилкаучук обозначает (со)полимер изобутилена (2-метилпропена) и изопрена (2-метилбутадиена-1,3). В мольном отношении, содержание изопрена в полимере находится между 0,001% и 5, предпочтительно, между 1,8 и 2,3 мольными %. Бутилкаучук состоит из линейных цепей полиизобутилена со статистически распределенными звеньями изопрена. Изопреновые звенья вводят ненасыщенные места в полимерную цепь, чтобы делать возможной вулканизацию. Среднемассовая молекулярная масса молекул бутилкаучука Mw лежит обычно между 50000 и 1000000 г/моль, предпочтительно, между 300000 и 1000000 г/моль.
Галогенированные бутилкаучуки также содержат некоторое количество галогена, химически связанного с молекулами каучука. Количество химически связанного галогена лежит обычно в интервале от более 0 до 3 масс. % относительно полной массы полимера. (Галоген)бутилкаучуки могут также содержать добавки, например, от 0,0001 до 4 частей на сто частей смолы (части на сто частей смолы = части на сотню частей каучука относительно веса каучука), эпоксидированное масло соевых бобов (ESBO), от 0,0001 до 5 частей на сто частей смолы стеарата кальция и от 0,0001 до 0,5 частей на сто частей смолы антиоксидантов. Другие добавки также применимы, в зависимости от применения готового бутилкаучука, то есть, наполнители или красители.
В случае бромбутилкаучука, типичное содержание брома в конечном продукте составляет от 1,5 до 2,5 масс. %, предпочтительно, от 1,6 до 2,0 масс. %.
В случае хлорбутилкаучука, типичное содержание хлора в конечном продукте составляет от 1,0 до 1,5 масс. %, предпочтительно, от 1,15 до 1,35 масс. %.
Смесь (М) содержит, например,
1) от 20 до 99,9 масс. %, предпочтительно, от 30 до 95 масс. %, и более предпочтительно, от 40 до 75 масс. % нелетучего полимера, предпочтительно, синтетического каучука, и более предпочтительно, (галоген)бутилкаучука и
2) летучие соединения, в частности, летучие органические соединения или летучие органические соединения и воду,
причем указанные выше компоненты 1) и 2) составляют в целом от 90 до 100, предпочтительно, от 95 до 100 масс. %, и более предпочтительно, до 100 масс. % полной массы смеси (С).
Остальное до 100%, если имеется, может содержать или состоять из, например, добавок и вспомогательных продуктов, обычно добавляемых к синтетическим каучукам, таким как ускоряющие реакции добавки, ускорители вулканизации, добавки, ускоряющие вулканизацию, антиоксиданты, пенообразующие агенты, агенты против старения, термостабилизаторы, светостабилизаторы, стабилизаторы против действия озона, средства для обработки, пластификаторы, вещества для повышения клейкости, вспенивающие агенты, красители, пигменты, воски, наполнители, органические кислоты, ингибиторы, оксиды металлов и активаторы, такие как триэтаноламин, полиэтиленгликоль, гексантриол, и т.д., которые известны в промышленности каучуков.
Летучие органические соединения представляют собой, предпочтительно, такие, которые имеют точку кипения 200°С или меньше при 1013 гПа, и предпочтительно, выбраны из группы, состоящей из алифатических спиртов, таких как метанол, этанол, н-пропанол, изобутанол, н-пентанол, неопентанол, циклогексанол, н-гексанол, ароматических спиртов, таких как бензиловый спирт, фенилэтанол и феноксиэтанол, сложных эфиров, таких как этилацетат, бутилацетат, простых эфиров, таких как метил-трет-бутиловый эфир, тетрагидрофуран и 1,4-диоксан, кетонов, таких как ацетон и метилэтилкетон, не галогенированных, частично галогенированных или полностью галогенированных ароматических или алифатических углеводородов, таких как толуол, ксилолы, хлорбензол, дихлорбензол, дихлорметан, хлороформ, н-пентан, изопентан, н-гексан, циклогексан, изогексан, метилциклопентан, метилциклогексан и н-гептан, нитрилов, таких как ацетонитрил и бензонитрил, и амидов, таких как N,N-диметилформамид, N,N-диметилацетамид, N-метилформанилид и N-метилпирролидон, и любых смесей, содержащих или состоящие из указанных выше соединений.
Более предпочтительные летучие органические соединения представляют собой н-пентан, изопентан, н-гексан, циклогексан, изогексан, метилциклопентан, метилциклогексан и н-гептан, а также смеси, содержащие или состоящие из этих алканов.
Далее изобретение поясняется более подробно со ссылкой на сопутствующие фигуры, показывающие примеры предпочтительных вариантов выполнения изобретения. На этих фигурах:
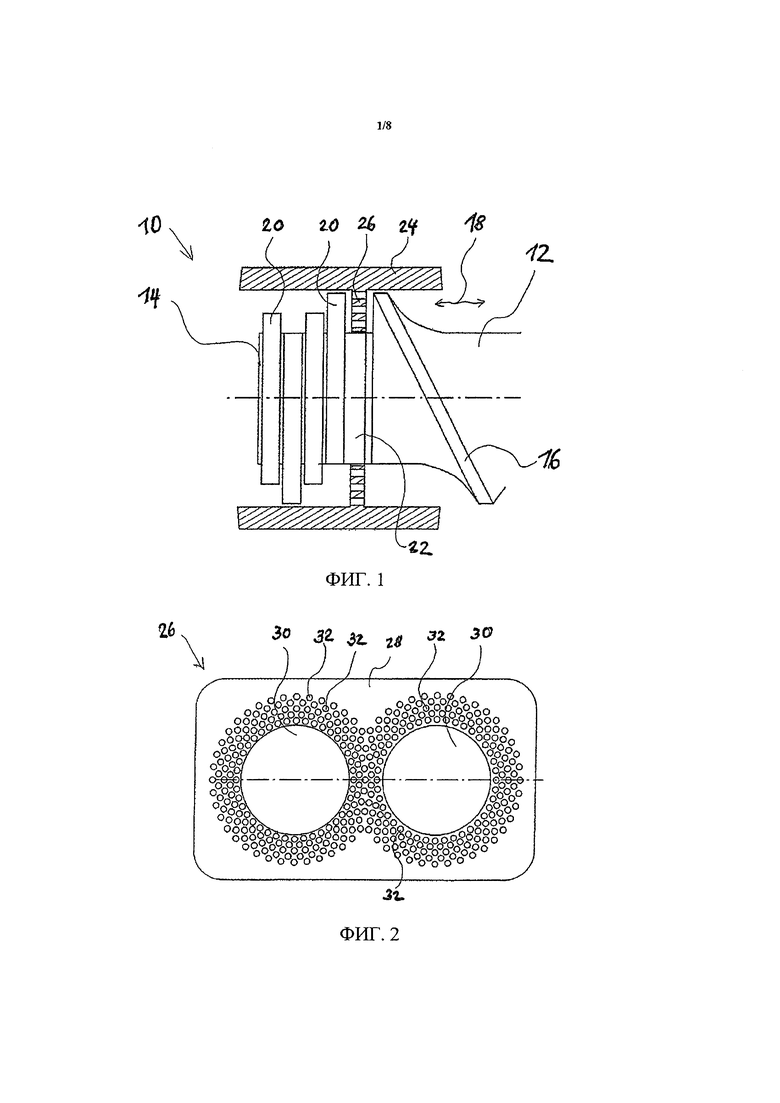
Фиг. 1: представляет собой схематический вид в поперечном разрезе экструдера по изобретению в первом варианте выполнения изобретения,
Фиг. 2: представляет собой схематический вид сверху фильерной плиты экструдера по фиг. 1,
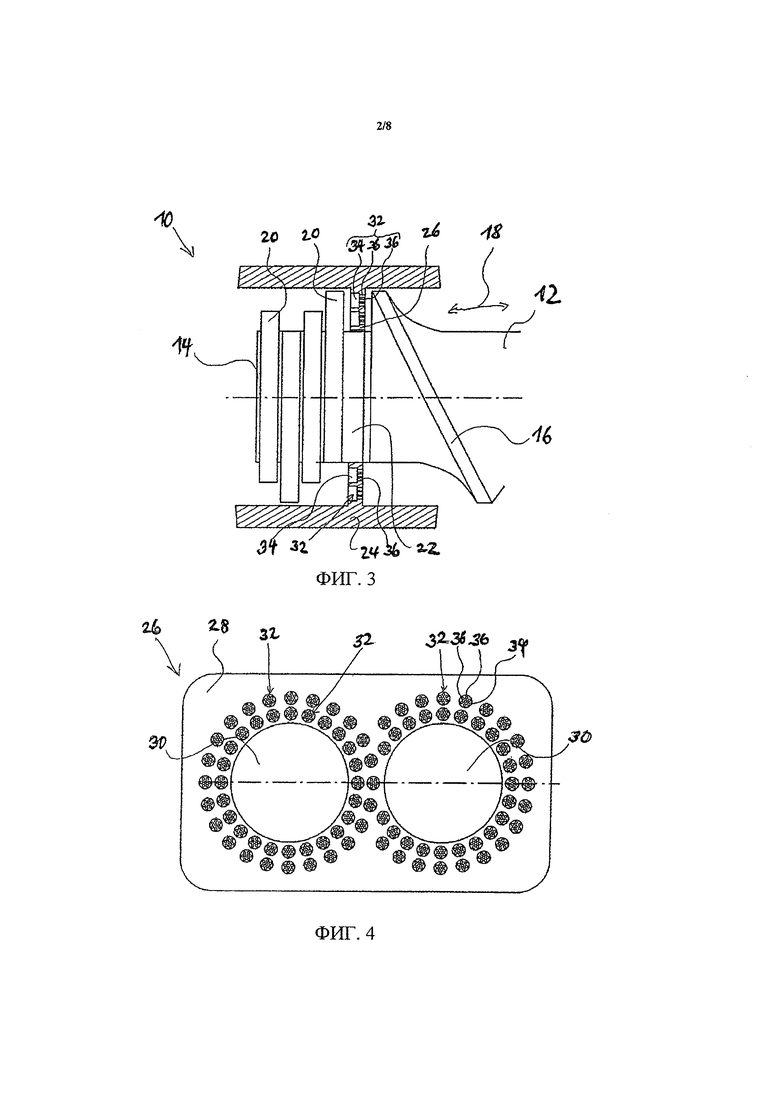
Фиг. 3: представляет собой схематический вид в поперечном разрезе экструдера по изобретению во втором варианте выполнения изобретения,
Фиг. 4: представляет собой схематический вид сверху фильерной плиты экструдера по фиг. 3,
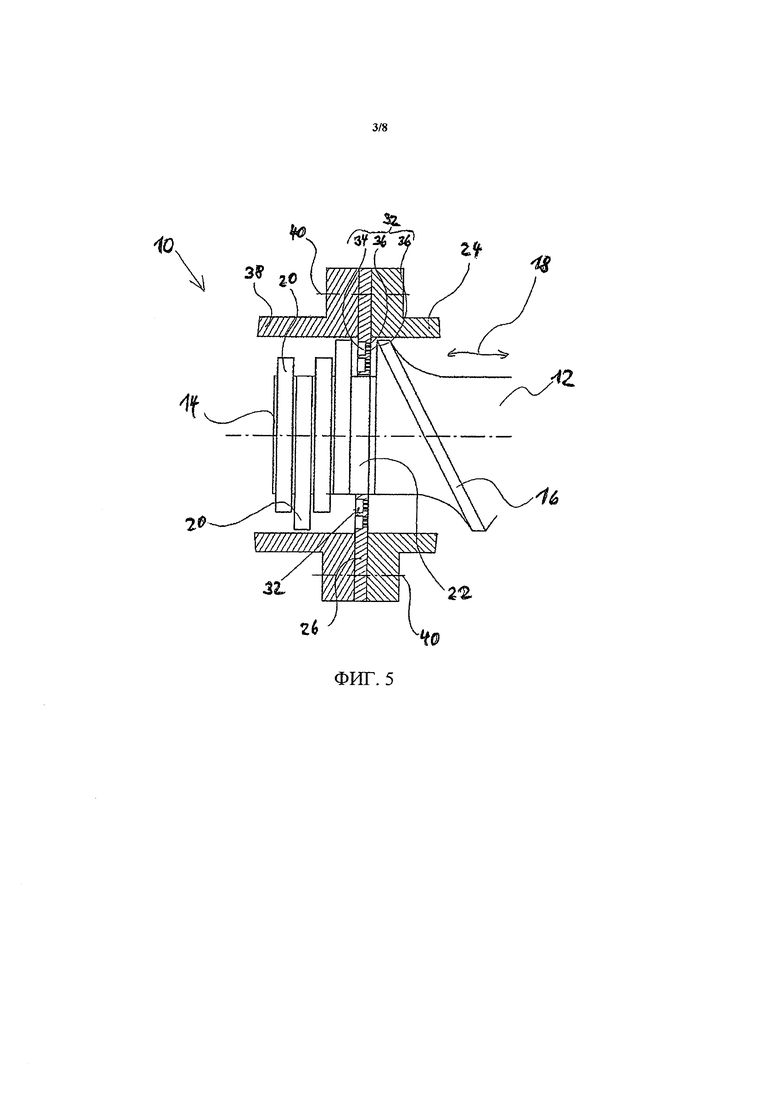
Фиг. 5: представляет собой схематический вид в поперечном разрезе экструдера по изобретению в третьем варианте выполнения изобретения,
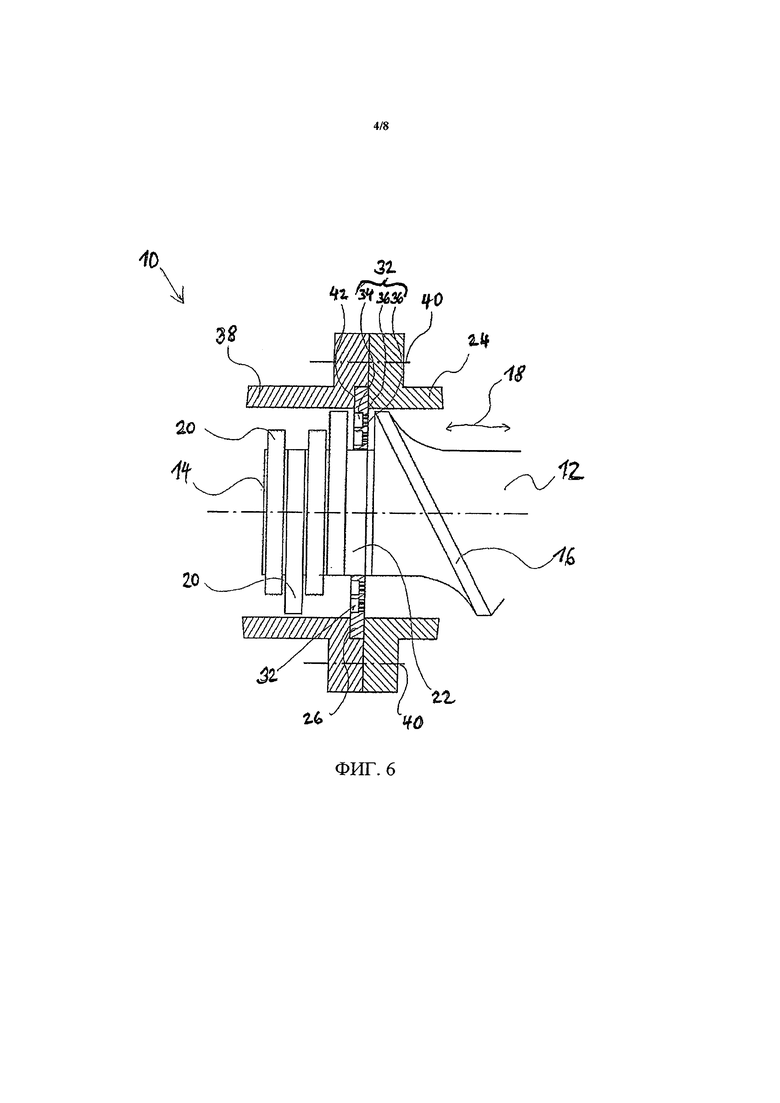
Фиг. 6: представляет собой схематический вид в поперечном разрезе экструдера по изобретению в четвертом варианте выполнения изобретения,
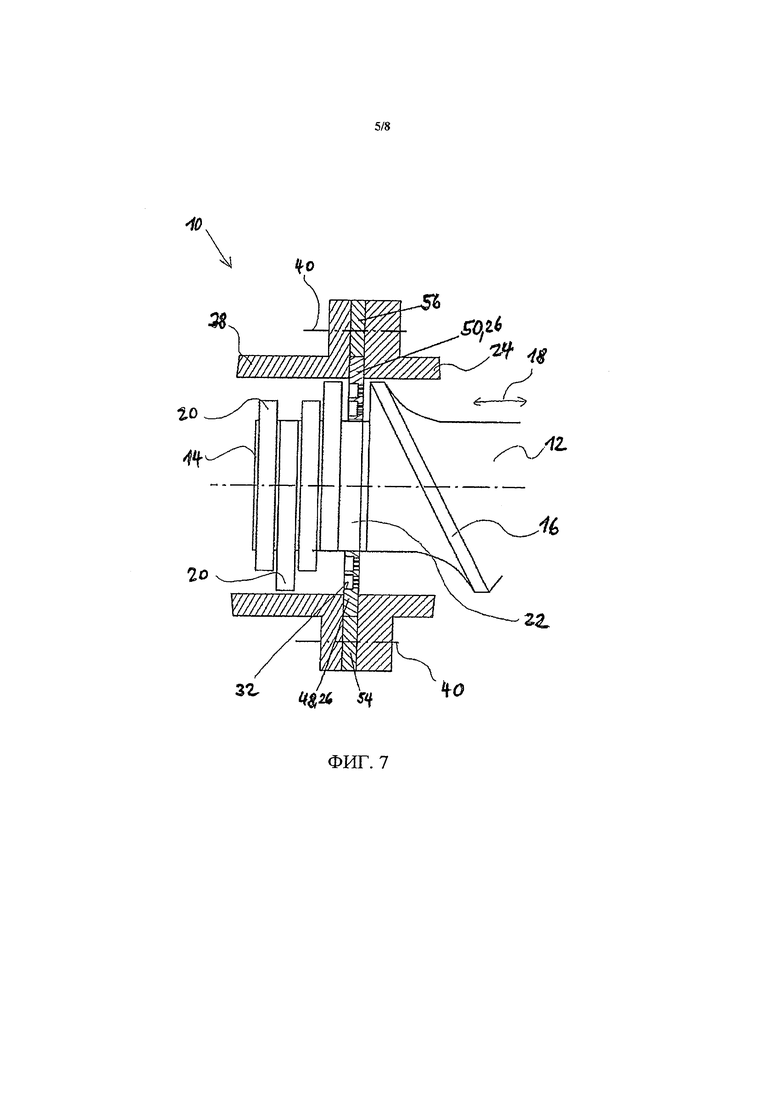
Фиг. 7: представляет собой схематический вид в поперечном разрезе экструдера по изобретению в пятом варианте выполнения изобретения и
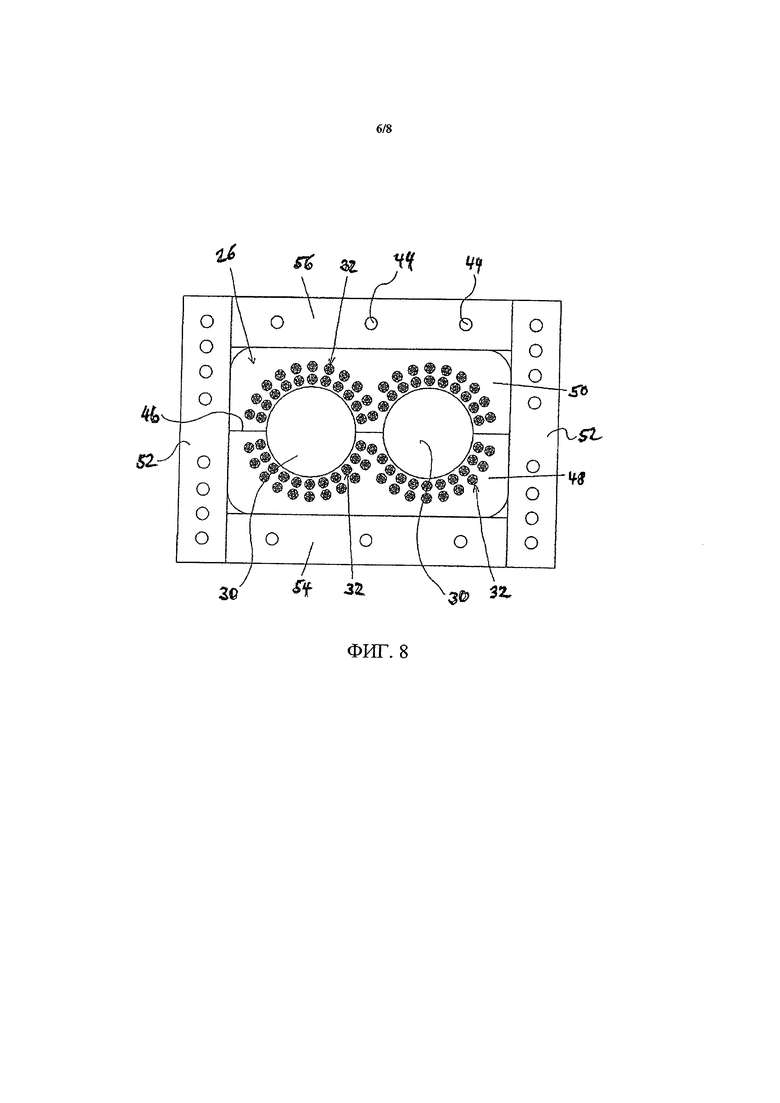
Фиг. 8: представляет собой схематический вид сверху фильерной плиты экструдера по фиг. 7.
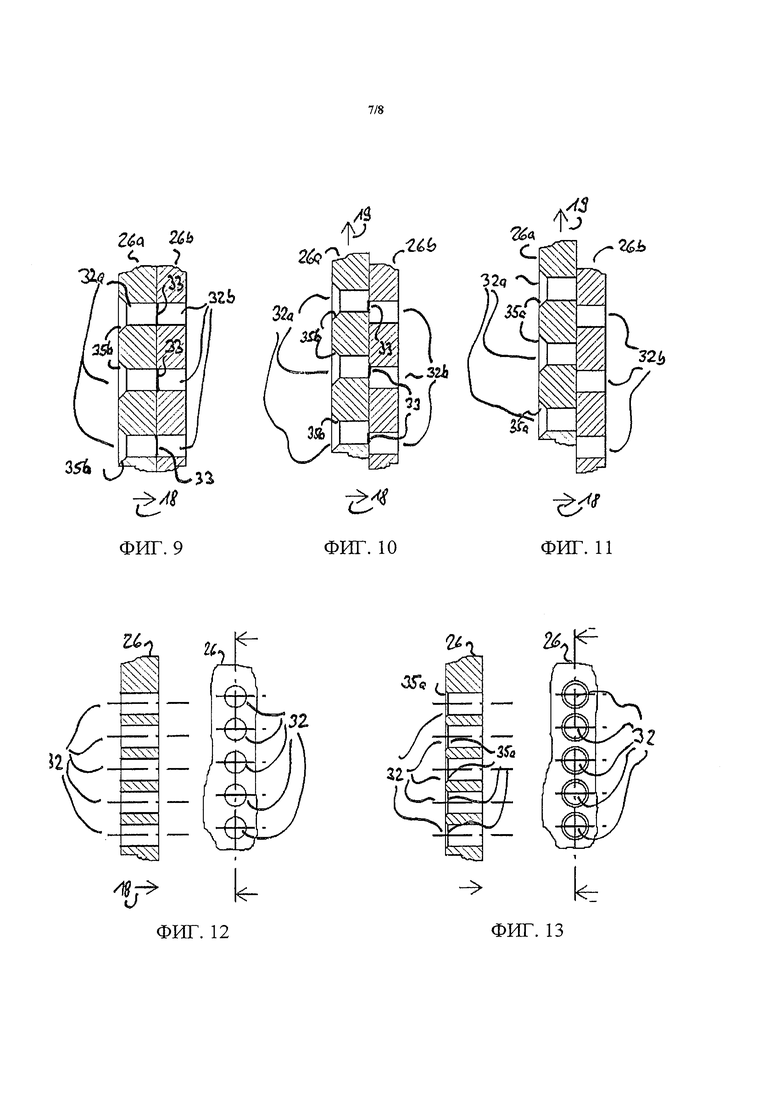
Фиг., 9, 10 и 11: показывают вид в поперечном разрезе фильерных плит, которые находятся в контакте друг с другом
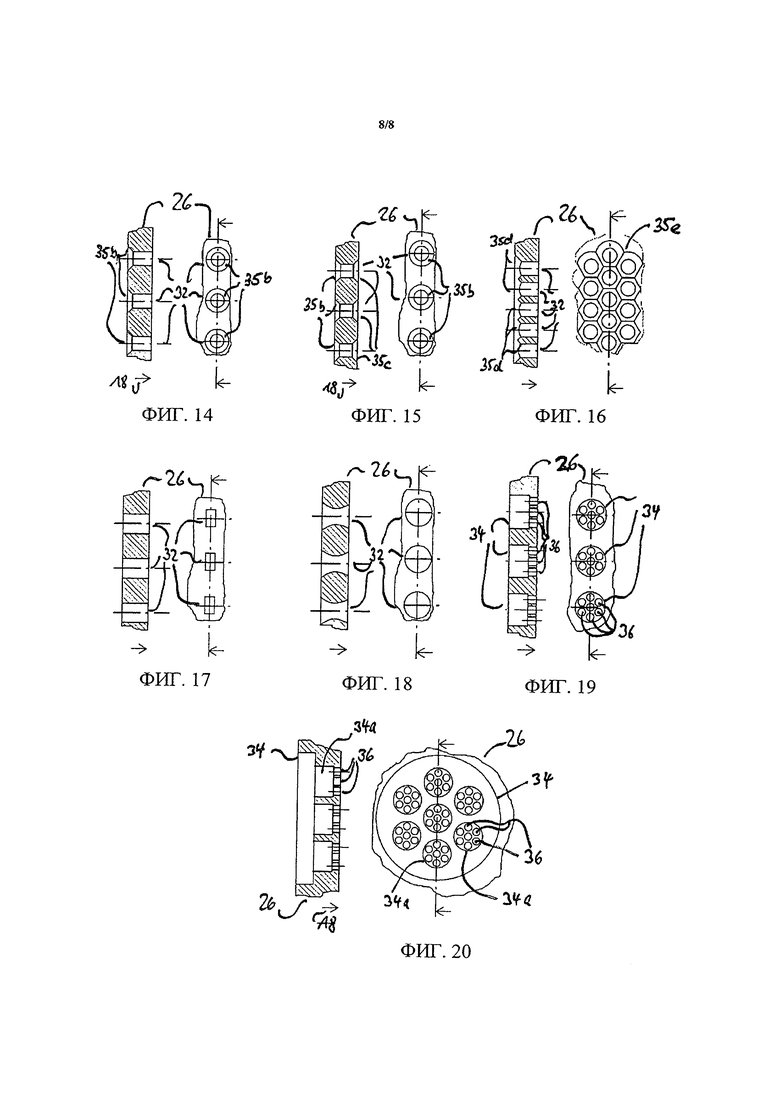
Фиг. 12, 13, 14, 15, 16, 17, 18, 19 и 20: показывают виды в поперечном разрезе и сверху некоторых форм отверстий перфорации.
Экструдер 10, как показано в фиг. 1, содержит экструзионные элементы 12 типа шнека экструдера и дополнительные экструзионные элементы 14 типа смесителя. Экструзионные элементы 12 содержат элементы перемещения 16, которые формируют шнек для создания давления и/или перемещения продукта в направлении потока 18.
В показанном варианте выполнения изобретения направление потока показано слева направо сторону и наоборот, где направление потока слева направо предпочтительно. Дополнительные экструзионные элементы 14 содержат месильные элементы 20. В показанном варианте выполнения изобретения экструзионные элементы 12 и дополнительные экструзионные элементы 14 содержат общий вал 22. В показанном варианте выполнения изобретения экструзионные элементы 12 и дополнительные экструзионные элементы 14 размещают в общем цилиндре экструдера 24. Фильерную плиту 26 размещают внутри цилиндра 24 и между элементами экструдера 12 и дополнительными экструзионными элементами 14. Эту фильерную плиту 26 фиксируют в цилиндре 24, например, сваркой, в частности, лазерной сваркой, так, чтобы не было промежутка между фильерной плитой 26 и цилиндром экструдера 24. Альтернативно, фильерная плита 26 может быть произведена непосредственно вместе с цилиндром как одна часть. Фильерную плиту 26 далее располагают между не показанным впускным отверстием для подачи вымывающего агента и не показанным выпускным отверстием для удаления летучих соединений из продукта. Впускное отверстие может быть расположено выше по ходу потока или ниже по ходу потока фильерной плиты, предпочтительно, выше по ходу потока фильерной плиты 26.
Как частично показано в фиг. 2, фильерная плита 26 содержит корпус плиты 28. В показанном варианте выполнения изобретения корпус плиты 28 содержит два несущих отверстия 30, каждое для вала 22 двух различных экструзионных элементов 12, 14, расположенных параллельно друг к другу, например, в случае экструдера 10 двухшнекового типа. Корпус плиты 28 имеет множество отверстий перфорации 32, которые могут быть равномерно расположены в круговом направлении на различных диаметрах вокруг каждого несущего отверстия. В ходе работы экструдера 10 продукт выдавливают, главным образом, только, через отверстия перфорации 32 и, если это имеет место, через малый зазор между валом 22 и корпусом плиты 28 в несущем отверстии 30. Это приводит к высокому отношению площади поверхности к объему продукта непосредственно после фильерной плиты 26 в направлении потока 18 так, что вымывающий агент может удалять большое количество летучих соединений из продукта.
Вариант выполнения экструдера 10 по изобретению, показанный на фиг. 3 и фиг. 4, содержит по сравнению с вариантом выполнения изобретения, показанном на фиг. 1, многоярусные отверстия перфорации 32. Предпочтительно, все отверстия перфорации 32 содержат главное отверстие 34 с большим диаметром с простиранием только по части толщине фильерной плиты 26. Главное отверстие 34 сообщается по меньшей мере с одним отверстием 36, в частности, множеством отверстий 36, которые имеют меньший диаметр, чем диаметр главного отверстия 34. В показанном варианте выполнения изобретения главное отверстие 34 расположено ближе к дополнительным элементам экструдера 14, причем отверстия 36 расположены ближе элементам экструдера 12.
Вариант выполнения экструдера 10 по изобретению, показанный на фиг. 5, содержит, по сравнению с вариантом выполнения изобретения, показанном на фиг. 3, дополнительный цилиндр экструдера 38 для размещения дополнительных экструзионных элементов 14, причем цилиндр экструдера 24 вмещает, главным образом, только экструзионные элементы 12. Фильерная плита 26 расположена между внутренними торцами цилиндра экструдера 24 и дополнительным цилиндром экструдера 38. Цилиндр экструдера 24 и дополнительный цилиндр экструдера 38 прикрепляют друг к другу фланцевым соединением 40. Фильерная плита 26 содержит радиальное удлинение, которое выбирают таким образом, чтобы фильерная плита 26 могла быть зафиксирована в цилиндре 24 и дополнительном цилиндре экструдера 38 посредством того же фланцевого соединения 40. В таком случае уплотнение может быть обеспечено между фильерной плитой 26 и цилиндром 24 и/или между фильерной плитой 26 и дополнительным цилиндром 38, причем уплотнение (-я), в частности, прикрепляют к плите фильеры 26. Фильерная плита 26 может обеспечивать функцию затвора фланца.
В варианте выполнения изобретения экструдера 10, показанном на фиг. 6, дополнительный цилиндр экструдера 38 и/или цилиндр экструдера 24 содержит (-ат) углубление 42 для посадки фильерной плиты 26. В этом варианте выполнения изобретения фильерная плита 26 может быть зажата между цилиндром экструдера 24 и дополнительным цилиндром экструдера 38 без оснащения отверстиями 44 для фиксирования посредством фланцевого соединения 40. И в этом случае фильерная плита 26 может обеспечивать функцию затвора фланца.
В варианте выполнения экструдера 10 по изобретению, показанном на фиг. 7 и фиг. 8, фильерную плиту 26 разделяют. Фильерная плита 26 содержит разделение 46, простирающееся вдоль, по существу, прямой линии через центр вращения экструзионных элементов 12, 14, расположенных параллельно. Разделение 46 проходит, в основном, горизонтально. Фильерную плиту 26 или корпус плиты 28 отграничивают разделением 46 на нижнюю часть 48 и верхнюю часть 50. В ходе сборки экструдера 10 нижняя часть 48 может быть вставлена в экструдер 10 снизу в направлении вверх, причем верхняя часть 50 может быть вставлена в экструдер 10 сверху в направлении вниз. В предпочтительном варианте выполнения изобретения, эта нижняя часть 48 и эта верхняя часть 50 могут быть ограничены и/или направлены боковыми вставками 52. Далее нижняя часть 48 и верхняя часть 50 могут быть ограничены нижней вставкой 54 и верхней вставкой 56. В частности, вставки 52, 54, 56 прикрепляют фланцевым соединением 40.
В варианте выполнения изобретения, показанном на фиг. 9, 10 и 11, две фильерной плиты 26а и 26b находятся в контакте в направлении потока 18 и способны двигаться друг относительно друга в направлении, ортогональном к направлению потока 19. Фильерная плита 26а содержит отверстия перфорации в форме каналов 32а с большими коническими входными секциями 35b. Фильерная плита 26b имеют отверстия перфорации в форме каналов 32b. Фиг. 9 показывает расположение максимально эффективной зоны перекрытия 33 отверстий перфорации 32а и 32b, проходящих через эти две фильерной плиты 26а и 26b, фиг. 10 показывает расположение уменьшенной или регулируемой зоны перекрытия 33 отверстий перфорации 32а и 32b, проходящих через эти две фильерной плиты 26а и 26b, фиг. 11 показывает расположение, где эта эффективная зона перекрытия равна нулю.
В варианте выполнения изобретения, показанном в фигурах с 12 по 20, где показан на левой стороне вид поперечного сечения, а на правой стороне вид сверху в направлении потока, плиты 26 содержат
Фиг. 12: отверстия перфорации 32 в форме канала
Фиг. 13: отверстия перфорации 32 в форме канала, имеющие малые конические впускные секции 35а
Фиг. 14: отверстия перфорации 32 в форме канала, имеющие большие конические впускные секции 35b
Фиг. 15: отверстия перфорации 32 в форме канала, имеющие большие конические впускные секции 35b и большие конические выпускные секции 35с
Фиг. 16: отверстия перфорации 32 в форме канала, имеющих большие накладывающиеся конические впускные секции 35d. Отверстия перфорации 32 расположены в сотовой структуре 35е
Фиг. 17: не круглые (прямоугольные) отверстия перфорации 32 в форме канала
Фиг. 18: отверстия перфорации 32 в форме песочных часов
Фиг. 19: отверстия перфорации 32, содержащие главное отверстие 34 с большим диаметром, которое простирается только через часть толщины фильерной плиты 26. Каждое главное отверстие 34 сообщается с восемью отверстиями 36.
Фиг. 20: отверстие перфорации 32, содержащее главное отверстие 34 с большим диаметром, которое простирается только через часть толщины фильерной плиты 26, и семь промежуточных отверстий 34а, простирающихся только по средней части (толщине) фильерной плиты 26. Каждое промежуточное отверстие 34а сообщается с восемью отверстиями 36.
На всех фиг. с 12 по 20 указано направление потока 18.
Возможно комбинировать конструкции специфических элементов различных вариантов выполнения изобретения, показанных на различных фигурах. Например, разъемная фильерная плита 26 может быть прикреплена без вставок 52, 54, 56, и/или отверстия перфорации 32 разъемной фильерной плиты 26 могут не быть многоярусными.
Цифры ссылки, использованные выше, приведены ниже:
10 экструдер
12 экструзионные элементы
14 дополнительные экструзионные элементы
16 элементы перемещения
18 направление потока
19 направление, ортогональное направлению потока
20 месильные элементы
22 вал
24 цилиндр экструдера
26, 26а, 26b фильерная плита
28 корпус плиты
30 несущее (-ие) отверстие (-я)
32, 32а, 32b отверстие (-я) перфорации
33 эффективная зона перекрытия
34 главное отверстие
34а промежуточное отверстие
35а, b, d конические впускные секции
35с коническая выпускная секция
35е сотовая структура
36 отверстие (-я)
38 дополнительный цилиндр экструдера
40 фланцевое соединение
42 углубление
46 разделение (разъем)
48 нижняя часть (корпуса плиты 28)
50 верхняя часть (корпуса плиты 28)
52 боковые вставки
54 нижняя вставка
56 верхняя вставка
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР СО ВСТРОЕННОЙ ФИЛЬЕРНОЙ ПЛИТОЙ И СПОСОБ ДЕГАЗАЦИИ СМЕСЕЙ ПОЛИМЕРОВ | 2011 |
|
RU2608956C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРОВ, НЕ СОДЕРЖАЩИХ ВОДУ И РАСТВОРИТЕЛИ | 2009 |
|
RU2542986C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛИМЕРОВ, НЕ СОДЕРЖАЩИХ ВОДУ И РАСТВОРИТЕЛЬ | 2011 |
|
RU2584998C2 |
| СПОСОБ ПРОИЗВОДСТВА ГАЛОБУТИЛОВЫХ КАУЧУКОВ, НЕ СОДЕРЖАЩИХ ВОДУ И РАСТВОРИТЕЛЬ | 2011 |
|
RU2596824C2 |
| СПОСОБ УДАЛЕНИЯ ЛЕТУЧИХ КОМПОНЕНТОВ ИЗ ЭЛАСТОМЕРСОДЕРЖАЩИХ СРЕД И ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ЭТОГО УСТРОЙСТВА ДЕГАЗАЦИИ | 2014 |
|
RU2684367C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛИМЕРОВ, НЕ СОДЕРЖАЩИХ ВОДУ И РАСТВОРИТЕЛЬ | 2011 |
|
RU2596235C2 |
| СПОСОБ ПРОИЗВОДСТВА КАУЧУКОВЫХ ИОНОМЕРОВ И ПОЛИМЕРНЫХ НАНОКОМПОЗИТОВ | 2011 |
|
RU2601756C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЦЕЛЛЮЛОЗНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2239329C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ, СИСТЕМА ЭКСТРУДИРОВАНИЯ И ГРАНУЛИРОВАНИЯ ЖЕВАТЕЛЬНОЙ КОМПОЗИЦИИ И ПРОДУКТ - ЖЕВАТЕЛЬНАЯ РЕЗИНКА | 2004 |
|
RU2356238C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИНАМИЧЕСКИ ВУЛКАНИЗИРОВАННЫХ СПЛАВОВ | 2013 |
|
RU2635610C2 |
Изобретение относится к экструдеру (10), в частности для экструдирования продукта из синтетического каучука, который содержит цилиндр экструдера (24), один или несколько экструзионных элементов (12, 14), в частности один или несколько шнеков экструдера и/или смешивающих элементов (14), расположенных внутри этого цилиндра экструдера (24) для перемещения продукта, дополнительно впускное отверстие для подачи вымывающего агента в цилиндр экструдера (24) и выпускное отверстие для удаления летучих соединений из продукта и при необходимости вымывающего агента. Согласно изобретению перфорированная фильерная плита (26) прикреплена в цилиндре экструдера (24) перед выпускным отверстием. Так как фильерная плита (26) прикреплена не к элементам экструдера (12, 14), а к цилиндру экструдера (24), предотвращается круговой зазор между фильерной плитой (26) и цилиндром экструдера (24) таким образом, что нет экструдируемого материала, проходящего радиально снаружи фильерной плиты (26). Часть экструдированного материала с низким отношением площади поверхности к объему устраняют так, чтобы облегчить удаление летучих соединений. 14 з.п. ф-лы, 20 ил.
1. Экструдер (10), содержащий по меньшей мере один цилиндр (24), один или несколько экструзионных элементов (12, 14), расположенных внутри цилиндра (24), и по меньшей мере, одно выпускное отверстие для удаления летучих соединений, где экструдер дополнительно содержит: по меньшей мере одну перфорированную фильерную плиту (26), прикрепленную к цилиндру (24) экструдера перед выпускным отверстием в направлении потока (18), и по меньшей мере одно впускное отверстие для подачи вымывающего агента в цилиндр (24) экструдера, и причем по меньшей мере одна перфорированная фильерная плита (26) прикреплена к цилиндру (24) экструдера между указанным впускным отверстием и указанным выпускным отверстием.
2. Экструдер по п. 1, отличающийся тем, что фильерная плита (26) содержит по меньшей мере одно посадочное отверстие (30), причем каждое приспособлено для посадки вала (22) экструзионных элементов (12, 14).
3. Экструдер по п. 2, отличающийся тем, что посадочное отверстие (30) снабжено подшипником скольжения для вала (22) экструзионных элементов (12, 14).
4. Экструдер по п. 2, отличающийся тем, что обеспечен зазор s между внутренним ободом посадочного отверстия (30) и валом (22) экструзионных элементов (12, 14), причем отношение зазора s к внутреннему диаметру D цилиндра (24) экструдера составляет, в частности, 0,001 ≤ s/D ≤ 0,02, предпочтительно 0,002 ≤ s/D ≤ 0,01 и более предпочтительно 0,003 ≤ s/D ≤ 0,006.
5. Экструдер по п. 1, отличающийся тем, что фильерная плита (26) содержит по меньшей мере одно отверстие перфорации (32), причем отверстие перфорации (32) содержит в осевом направлении цилиндра (24) экструдера основное отверстие (34), простирающееся только через часть осевой толщины фильерной плиты (26), причем за основным отверстием (34) в осевом направлении следует по меньшей мере одно отверстие (36), причем отверстие (36) имеет меньшее поперечное сечение, чем основное отверстие (34).
6. Экструдер по п. 1, отличающийся тем, что фильерная плита (26) содержит по меньшей мере одно отверстие перфорации (32), причем отверстие перфорации (32) имеет на стороне ниже по ходу потока средний диаметр d, составляющий 1 мм ≤ d ≤ 6 мм, в частности 1,5 мм ≤ d ≤ 5 мм и предпочтительно 2 мм ≤ d ≤ 4 мм.
7. Экструдер по п. 1, отличающийся тем, что экструдер содержит дополнительный экструзионный элемент (14), в частности шнек экструдера, по ходу потока ниже фильерной плиты (26), и в частности по ходу потока выше выпускного отверстия.
8. Экструдер по п. 7, отличающийся тем, что дополнительный экструзионный элемент (14) содержит элемент перемещения (16), причем максимальное осевое расстояние S между элементом перемещения (16) и фильерной плитой (26) составляет 0,5 мм ≤ S ≤ 10 мм, в частности 1 мм ≤ S ≤ 7 мм и предпочтительно 1,5 мм ≤ S ≤ 5 мм.
9. Экструдер по п. 7, отличающийся тем, что дополнительный экструзионный элемент (14) содержит больший свободный объем, чем экструзионный элемент (12).
10. Экструдер по п. 1, отличающийся тем, что экструзионный элемент (12) содержит месильные элементы (20).
11. Экструдер по п. 10, отличающийся тем, что экструзионный элемент (12) содержит месильные элементы (20) с профилем в виде срезающей закраины или коробчатым профилем.
12. Экструдер по п. 1, отличающийся тем, что снабжён дополнительным цилиндром (38), в частности, для размещения дополнительного экструзионного элемента (14), причем фильерная плита (26) закреплена между цилиндром (24) экструдера и дополнительным цилиндром (38) экструдера, в частности, посредством фланцевого соединения (40).
13. Экструдер по п. 12, отличающийся тем, что цилиндр (24) и/или дополнительный цилиндр (38), присоединенный к цилиндру (24) экструдера, содержит углубление (42) для посадки, по меньшей мере частично, фильерной плиты (26).
14. Экструдер по п. 1, отличающийся тем, что фильерная плита (26) разделена в радиальном направлении, причем это разделение (46) расположено, в частности, радиально по меньшей мере к одному посадочному отверстию (30), каждое из которых принимает вал (22) соответствующих (дополнительных) экструзионных элементов (12, 14).
15. Экструдер по любому из пп. 1-14, отличающийся тем, что фильерная плита (26) ограничена вставками (52, 54, 56), причем эти вставки (52, 54, 56) прикрепляют к цилиндру (24) экструдера.
| US 3501807 A, 24.03.1970 | |||
| JP 59048136 A, 19.03.1984 | |||
| DE 3431063 A1, 14.03.1985 | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОЯВЛЕНИЯ АЭРО-ФОТО-КИНОПЛЕНОК | 1928 |
|
SU16101A1 |
| Устройство для гранулирования полимерных материалов | 1988 |
|
SU1597273A1 |

