Перекрестные ссылки на родственные заявки
В настоящей заявке испрашивается приоритет в связи с предварительной заявкой №61/740114, поданной 20 декабря 2012 г., содержание которой в полном объеме включено в настоящее описание в качестве ссылки.
Область настоящего изобретения
Настоящее изобретение в основном относится к способам получения динамически вулканизированных сплавов эластомерных и термопластических смол.
Предпосылки создания настоящего изобретения
Различные типы термопластических эластомерных композиций, как вулканизируемых, так и невулканизируемых, известны в промышленности как термопластические пластические вулканизаты (ТПВ) или динамически вулканизированные сплавы (ДВС). Эластомер распределен в термопластической смоле, обеспечивая материалу гибкость благодаря эластомеру, и способность к переработке благодаря термопластической смоле. Известно, что эти материалы используют во множестве областей, включая детали автомобилей, такие как бамперы, ручки и декоративные панели, электрооборудование и другие детали, такие как кабельные оболочки и соединители, и промышленная аппаратура, такая как трубы, уплотнительные кольца, втулки, экструдированные шланги со спиральной оплеткой, а также герметизирующие прокладки. Для изготовления всего этого оборудования ТПВ и ДВС отливают или штампуют и получают конечные продукты.
Стандартный способ изготовления представляет собой многостадийный процесс, включающий следующие стадии. Компаунд получают следующим образом: (I) получают каучуковую маточную смесь при смешивании при температуре ниже температуры сшивки, эластомера и вулканизирующего агента до образования равномерной смеси (эту стадию обычно называют предварительной обработкой) и (II) предварительное смешивание смоляной маточной смеси, включающей термопластическую смолу и пластификаторы. При необходимости в каучуковую маточную смесь можно добавлять наполнители, такие как уголь, масло, карбонат кальция, нанонаполнители и т.п. Содержащую термопластическую смолу маточную смесь обычно смешивают в двухшнековом экструдере при смешивании смолы и пластификаторов. Затем смоляную маточную смесь можно гранулировать. Затем каучуковую маточную смесь, смоляную маточную смесь и все остальные компоненты подают в смеситель, а также любые другие требуемые вторичные компоненты, и смешивают в условиях действия сдвига. Эластомерный компонент вулканизируют в процессе смешивания в расплаве.
Коммерческие ТПВ обычно не компаундируют или не готовят из них смеси для применения изделиях с низкой проницаемостью, и они в основном представляют собой компаунды на основе полиолефинов. Существующие способы для получения ТПВ на основе полиолефинов осуществляют при высоких скоростях двухшнекового экструдера (>250 об./мин) и соответствующих высоких максимальных скоростях сдвига. Чем выше скорость вращения шнеков, тем больше объем условно чистой продукции (см. US патенты 5298211 и 4594390). При осуществлении этих способов используют высокие скорости сдвига для снижения размера частиц каучука одновременно с реакцией вулканизации в экструдере. Типичный размер частиц каучука для таких термопластических эластомеров составляет более 1 мкм, в большинстве случаев от 3 до 10 мкм. Энергосберегающий способ получения частиц субмикронного размера отличается от описанных выше патентов в связи с тем фактом, что, при этом, как предполагается, формируется основная структура каучуковой частицы частично за счет межфазной реакции между каучуком и термопластом перед вулканизацией.
Компаунды ТПВ для изделий с низкой проницаемостью (или иными словами с высокой непроницаемостью) включают термопластическую смолу с низкой проницаемостью, такую как полиамид или смесь полиамидов, в которой распределен низкопроницаемый каучук. Такие низкопроницаемые каучуки включают бутилкаучук, галогенбутилкаучуки или бромированные сополимеры изобутилена и пара-метилстирола. Каучук вулканизируют в условиях динамической вулканизации (вулканизация в процессе смешивания расплава в отличие от статической вулканизации, которая обычно происходит в пресс-форме для резиновых изделий) и тщательно и равномерно распределяют в виде взвешенной фазы в непрерывной фазе термопластической смолы. Для получения низкопроницаемых изделий требуется получение композиции, содержащей распределенные каучуковые частицы субмикронного размера. Такие размеры распределенных частиц придают материалу эластичные свойства.
Эластичная природа желательна для изготовления изделий с требуемыми гибкостью, прочностью и относительным удлинением. Такие свойства требуются также при изготовлении шинных материалов. В связи с этим в последние годы было исследовано применение ДВС в качестве внутренних слоев оболочек шин. Термопластическая смола обеспечивает чрезвычайно низкую проницаемость внутреннего слоя оболочки, в то время как эластомер обеспечивает гибкость и износоустойчивость внутреннего слоя оболочки. Так как термопластическая смола обеспечивает чрезвычайно низкую проницаемость, по сравнению со всеми эластомерными композициями для внутренних оболочек, то внутренний слой оболочки, полученный из ДВС, можно сформировать в виде чрезвычайно тонкого слоя. Стандартные слои внутренней оболочки, изготовленные только из основного эластомера (эластомеров) обычно характеризуются толщиной или калибром в интервале от 1,25 до 7,0 мм, в то время как внутренние слои оболочки из ДВС обычно характеризуются толщиной в интервале от 0,25 мм до 0,08 мм.
Однако сравнительно недавние разработки заявителей и другие исследования применения ДВС для внутренних слоев оболочки выявили необходимость в дальнейшем улучшении способа получения ДВС. Как указано выше, для получения конечных продуктов обычно ТПВ и ДВС отливают или формуют. Пленки с толщиной в интервале от 0,25 мм до 0,08 мм не поддаются формованию или литью, но их можно изготовить экструзией или экструзией с раздувом через пригодную головку экструдера. Морфология материала на основе ДВС, которая зависит от способа получения ДВС, оказывает существенное влияние на качество экструзии и качество пленки. Прежде всего, низкотемпературная износоустойчивость пленки из ДВС зависит не только от состава, но и от морфологии конечного продукта.
Краткое содержание настоящего изобретения
В настоящем изобретении предлагается способ получения динамически вулканизированного сплава (ДВС), включающего термопластическую смолу и эластомер. Предпочтительно эластомер представляет собой низкопроницаемый каучук. При осуществлении способа, эластомер и термопластическую смолу подают в смеситель, в котором проводят динамическую вулканизацию смеси. Термопластическую смолу можно добавлять в экструдер в две стадии при промежуточном добавлении улучшающего сочетаемость агента или других компонентов. Эластомерные вулканизирующие агенты добавляют в экструдер таким способом, который обеспечивает ослабление связей каучука, привитую полимеризацию смолы и вулканизацию каучука. Таким образом, некоторое или все количество вулканизирующего агента можно добавлять в исходное впускное отверстие, если вулканизирующий агент характеризуется замедленным временем вулканизации, то есть продолжительным временем индукции, или вулканизирующий агент добавляют вниз по потоку от исходного впускного отверстия для загрузки каучука в экструдер, причем такое добавление можно осуществлять одновременно с добавлением термопластической смолы, между добавлениями термопластической смолы или после добавления всего количества термопластической смолы. Способ позволяет получать ДВС с уникальными морфологическими свойствами, которые характеризуются достаточно высокой непроницаемостью и низкотемпературной гибкостью.
Ниже описан способ получения ДВС. Способ включает следующее минимальное число последовательных стадий:
а. загрузка эластомера и первой части термопластической смолы во впускное отверстие экструдера с соотношением длины к диаметру L/D,
б. смешивание эластомера и первой части термопластической смолы,
в. загрузка улучшающего сочетаемость агента в экструдер,
г. смешивание эластомера, первой части термопластической смолы и улучшающего сочетаемость агента для инициации реакции прививки эластомера и термопластической смолы без какой-либо вулканизации или значительной вулканизации эластомера,
д. загрузка второй части термопластической смолы в экструдер и
е. вулканизация каучука в процессе смешивания содержимого экструдера в условиях действия сдвига для достижения по крайней мере 80% вулканизации эластомерных частиц в термопластической смоле, при этом образуется ДВС.
В другом объекте настоящего изобретения эластомер добавляют напрямую во впускное отверстие без какого-либо предварительного смешивания с другими компонентами ДВС.
В еще одном объекте настоящего изобретения вулканизирующие агенты гранулируют с частью термопластической смолы перед загрузкой вулканизирующего агента в экструдер.
В другом объекте настоящего изобретения вторая часть термопластической смолы, добавленной на стадии д), составляет от 10 до 75 мас. % в расчете на общую массу термопластической смолы в сплаве.
В любом объекте настоящего изобретения эластомер присутствует в сплаве в количестве в интервале от приблизительно 2 мас. % до приблизительно 90 мас. % в расчете на общую массу смеси сплава. Термопластические смолы также присутствует в сплаве в количестве в интервале от 10 до 98 мас. % в расчете на общую массу смеси сплава.
Предлагаются также условия способа, которые позволяют достичь требуемые морфологические свойства ДВС, причем основное количество дискретных частиц каучука характеризуется субмикронным максимальным диаметром, по данным измерения методом малоуглового рентгеновского рассеяния, причем указанные частицы распределены в непрерывной матрице термопластической смолы и характеризуются требуемыми физическими характеристиками любой пленки, формованной из ДВС. Одним из условий способа является потребленная удельная энергия. В любом варианте осуществления настоящего изобретения после загрузки вулканизирующих агентов в экструдер на стадии д) экструдер эксплуатируют при удельной энергии в интервале не более 0,39 кВт×ч/кг или в интервале от 0,35 до 0,29 кВт×ч/кг, или в интервале от 0,33 до 0,30 кВт×ч/кг.
В настоящем изобретении предлагается также пленка или лист, формованные из ДВС. Пленка характеризуется экструзионной шероховатостью поверхности (ЭШП) в интервале от 0,51 до 1,5 мкм.
Эти и другие признаки, объекты и преимущества настоящего изобретения представлены для его иллюстрации со ссылкой на следующее описание и прилагаемые пункты формулы изобретения.
Краткое описание фигур
На фиг. 1 представлена схема экструдера для получения ДВС по настоящему изобретению.
На фиг. 2 представлены профили вулканизации каучука.
На фиг. 3 представлен график зависимости удельной энергии от количества добавленного вниз по потоку нейлона (в процентах) в соответствии с данными табл. 6.
Подробное описание настоящего изобретения
В данном контексте описаны различные конкретные варианты, версии и примеры осуществления настоящего изобретения, включая типичные варианты и определения, использованные для лучшего понимания настоящего изобретения.
Несмотря на то, что в следующем подробном описании представлены конкретные предпочтительные варианты осуществления настоящего изобретения, специалисту в данной области техники представляется очевидным, что эти варианты являются только примерами, и что на практике можно использовать другие способы осуществления изобретения. Чтобы исключить нарушение патентных прав, объем изобретения представлен со ссылкой на любой из одного или более прилагаемых пунктов формулы изобретения, включая их эквиваленты и элементы или ограничения, которые являются эквивалентными перечисленным пунктам. Любая ссылка на «изобретение» может означать одно или более, но не обязательно все, изобретения, определенные в формуле изобретения.
Полимер, который можно использовать, включает гомополимеры, сополимеры, интерполимерные комплексы, терполимеры и т.п. Аналогичным образом, сополимер означает полимер, включающий по крайней мере два мономера, и необязательно другие мономеры. Если описан полимер, включающий мономер, то мономер присутствует в полимере в полимеризованной форме мономера или в полимеризованной форме производного мономера (то есть мономерного звена). Однако словосочетание «включающий (соответствующий) мономер» или подобные термины представлены условно для простоты изложения.
Эластомер означает любой полимер или любую композицию полимеров, согласно определению ASTM D1566: «материал, который способен восстанавливать свою форму после больших деформаций, и который можно модифицировать, в состояние (если уже не находится в нем), в котором он является в основном нерастворимым, если вулканизирован, (но может набухать) в растворителе». В настоящем изобретении, эластомеры можно называть полимерами, эластомерными полимерами или каучуками, и термин «эластомер» в данном контексте можно использовать взаимозаменяемо с терминами каучук или полимер.
Термин «част./100 част.» означает количество частей на 100 частей каучука и является известной в данной области техники мерой количества компонентов в композиции относительно общего количества всех компонентов эластомера. Общее количество част./100 част, или частей всех компонентов каучука, независимо от того, содержится ли в нем один, два, три или более различных каучуковых компонентов в данном составе, обычно принимают за 100 частей. Содержание всех других не-каучуковых компонентов рассчитывают в частях в отношении 100 частей каучука и выражают в част./100 част. Таким образом, можно легко сравнить, например, уровни вулканизирующих агентов или наполнителей и т.п. в различных композициях с одинаковым относительным содержанием компонентов каучука без необходимости в перерасчете процентного содержания каждого компонента после оптимизации уровней только одного или более компонента (компонентов).
Термин «вулканизированный» или «отвержденный» относится к химической реакции, в результате которой образуются связи или связи между полимерными цепями или их сшивка в составе эластомера.
Термин «динамическая вулканизация» использован в данном контексте для обозначения процесса вулканизации, в котором вулканизируемый эластомер, присутствующий в термопластической смоле, вулканизируют в условиях воздействия высокого сдвига. В результате перемешивания со сдвигом вулканизируемый эластомер одновременно сшивается и диспергируется в виде мелкодисперсных частиц «микрогеля» в термопластической смоле с образованием динамически вулканизированного сплава (ДВС). Уникальная характеристика ДВС заключается в том, что, несмотря на возможность полной вулканизации эластомерного компонента, ДВС можно обрабатывать и перерабатывать по обычной технологии обработки каучуков, такой как экструдирование, литьевое формование, прямое формование и т.д. Отходы и отливы можно утилизировать и перерабатывать.
Термины «вниз по потоку» и «вверх по потоку» при описании процесса или экструдера имеют обычное, известное в данной области техники значение. Если указано о чем-то «вниз по потоку» процесса или экструдера, то это означает момент времени или расположение в процессе или экструдере после указанного участка. Если указано о чем-то «верх по потоку» процесса или экструдера, то это означает момент времени или расположение в процессе или экструдере перед указанным участком. Например, если элемент Б расположен вниз по потоку от элемента А, то Б расположен в процессе или экструдере после А, и наоборот, если Б расположен вверх по потоку от А, то он расположен перед А.
ДВС по настоящему изобретению, изготовленный способом по изобретению, характеризуется требуемой морфологией: эластомер равномерно распределен в виде тонкодисперсных частиц в термопластической смоле. Компонент термопластической смолы образует непрерывную фазу, а эластомер представляет собой дисперсную фазу, даже, если соотношение каучука и смолы составляет 1,0 или более. Размер диспергированных частиц эластомера и структуру смоляной фазы контролируют, чтобы улучшить износостойкость ДВС, прежде всего износостойкость при низких температурах.
Как было указано выше, для получения больших диспергированных частиц из стандартных полиолефиновых ДВС размером в микронном диапазоне обычно используют высокие скорости вращения шнеков и сдвига. Однако для получения термопластических смол, предназначенных для изготовления изделий с низкой проницаемостью, требуется использование низких скоростей шнеков и относительно низких скоростей сдвига. Причина применения низкой скорости шнека заключается в необходимости завершения некоторых реакций, происходящих вдоль оси шнека, для обеспечения морфологии частиц каучука небольшого размера и для завершения реакций прививки/улучшения сочетаемости или отверждения.
Заявителем было неожиданно установлено, что одной из определяющих реакций для создания требуемой субмикронной морфологии является межфазная реакция между цепями термопластической смолы и полимерными цепями каучука. При получении материалов с низкой проницаемостью эта реакция, также известная как реакция прививки между термопластической смолой и эластомером, должна протекать до потребления значительного количества реакционных центров в каучуке в ходе реакции вулканизации каучука. Согласно настоящему изобретению, значительное количество реакционных центров в каучуке должно составлять 30% или более, или в другом варианте 40% или более, таким образом значительная степень вулканизации достигается, когда количество реакционных центров в каучуке, потребленных в ходе реакции сшивки с другими реакционными центрами, активируемой вулканизирующим агентом, превышает указанное количество. Кроме того, для объяснения различия между двумя реакциями, которые происходят в ходе смешивания согласно настоящему изобретению, термин «межфазная реакция/реакция прививки» означает образование связей между эластомерами и термопластическими смолами, а термин «вулканизация» следует ограничить реакцией сшивки эластомера самого по себе, которая активируется в присутствии отдельного вулканизирующего агента, который не является термопластической смолой. Следовательно, значительная степень вулканизации каучука достигает после практически полного завершения межфазной реакции/прививки, тем самым формируются эластомерные частицы требуемого субмикронного размера в непрерывной матрице термопластической смолы, то есть обеспечивается так называемая морфология ДВС. Средний размер эластомерных частиц для множества эластомерных частиц в ДВС определяют как диаметр в интервале от 100 нм до 1000 нм (от 0,1 мкм до 1,0 мкм) или от 125 нм до 500 нм в любом варианте осуществления настоящего изобретения, или от 125 нм до 400 нм в любом варианте осуществления настоящего изобретения. Размер частиц можно определять по известным методикам, включая атомно-силовую микроскопию (АСМ) в полуконтактном режиме. Определение практически полного завершения межфазной реакции лучше всего определять по среднему размеру эластомерных частиц, если размер частиц составляет 50%, или в другом варианте 70%, или в еще одном варианте 75% от требуемого конечного среднего размера частиц.
Другой ключевой стадией способа является обеспечение результативного и эффективного смешивания каучука и термопластической смолы. Для такого смешивания требуется, чтобы вязкость термопластической фазы и вязкость каучука составляли близкие значения. Для обеспечения этого условия необходимо добавлять агент для снижения вязкости термопластической смолы в смесь в соответствующий участок экструдера, и в то же время поддерживать оптимальную концентрацию термопластической смолы и каучука. Согласно настоящему изобретению это условие можно обеспечить при замедленном добавлении всего количества термопластической смолы во впускное отверстие, то есть по крайней мере часть термопластической смолы добавляют в участок, расположенный вниз по питающему потоку каучука, а затем позже можно добавлять остальное количество термопластической смолы в одном или более участков, расположенных вниз по потоку. Кроме того, для снижения вязкости термопластической фазы можно добавлять реакционноспособный пластификатор, такой как модифицированный янтарным ангидридом полиизобутилен, который также можно добавлять в нескольких участках, расположенных вдоль длины экструдера.
Низкая скорость вращения шнеков также обеспечивает более продолжительно время пребывания, которое требуется для завершения плавления и смешивания для завершения межфазных реакций и обеспечения полной вулканизации. Другая причина относительно низкой скорости вращения шнеков заключается в необходимости предотвращения повышения температуры смеси выше температуры деградации каучука. Межфазные реакции, происходящие в экструдере, повышают эффективную молекулярную массу и вязкость смеси в экструдере, и если смесь обрабатывать при высокой скорости вращения шнеков, то температура этой значительно более вязкой смеси будет повышаться выше температуры деградации каучука. В результате такой низкой скорости вращения шнеков производительность экструдера ограничивается в связи с имеющимися в наличии мотором шнека или энергией. Таким образом, существует потребность в разработке нового способа, значительное преимущество которого заключается в снижении потребляемой удельной энергии (кВт×ч/кг).
Эластомеры
Эластомерный компонент ДВС можно выбрать из множества термовулканизирующихся эластомерных материалов. При изготовлении непроницаемых конечных изделий желательно использовать по крайней мере один эластомер с низкой проницаемостью.
Пригодными для применения в настоящем изобретении являются эластомеры, полученные из смеси мономеров, которая включает по крайней мере следующие мономеры: С4-С7-изоолефиновый мономер и полимеризуемый мономер. В любом варианте осуществления настоящего изобретения в таких смесях изоолефин присутствует в интервале от 70 до 99,5 мас. % в расчете на общую массу мономеров, или от 85 до 99,5 мас. %. В любом варианте осуществления настоящего изобретения полимеризуемый мономер присутствует в количестве в интервале от 30 до приблизительно 0,5 мас. %, или от 15 до 0,5 мас. %, или от 8 до 0,5 мас. %. Эластомер содержит полученные из мономеров звенья в аналогичном количестве в мас. %.
Изоолефин представляет собой С4-С7-соединение, примерами которого являются следующие соединения, но не ограничиваясь только ими, изобутилен, изобутен, 2-метил-1-бутен, 3-метил-1-бутен, 2-метил-2-бутен, 1-бутен, 2-бутен, метилвиниловый эфир, инден, винилтриметилсилан, гексен и 4-метил-1-пентен. Полимеризуемый мономер может представлять собой С4-С14-полиолефин, такой как, изопрен, бутадиен, 2,3-диметил-1,3-бутадиен, мирцен, 6.6-диметилфулвен, гексадиен, циклопентадиен и пиперилен. Для получения пригодного эластомера можно также использовать другие полимеризуемые мономеры, такие как стирол, алкилстирол, например, пара-метилстирол и дихлорстирол.
Предпочтительные эластомеры, используемые на практике настоящего изобретения, включают сополимеры на основе изобутилена. Эластомером или полимером на основе изобутилена называется эластомер или полимер, включающий по крайней мере 70 мол. % повторяющихся звеньев изобутилена и по крайней мере одно другое полимеризуемое звено. Сополимер на основе изобутилена может представлять собой галогенированный или негалогенированный полимер.
В любом варианте осуществления настоящего изобретения эластомер может представлять собой бутилкаучук или разветвленный бутилкаучук, прежде всего его галогенированные производные. Пригодные эластомеры включают ненасыщенные бутилкаучуки, такие как сополимеры олефинов или изоолефинов, и полиолефины. Не ограничивающие объем изобретения примеры ненасыщенных эластомеров, используемых в способе и композиции по настоящему изобретению включают сополимер изобутилена и изопрена, полиизопрен, полибутадиен, полиизобутилен, сополимер стирола и бутадиена, природный каучук, звездообразно-разветвленный бутилкаучук и их смеси. Пригодные эластомеры по настоящему изобретению можно получить любым известным в данной области техники методом и настоящее изобретение не ограничивается способом получения эластомера. Бутилкаучук получают при взаимодействии изобутилена с изопреном в количестве от 0,5 мас. % до 8 мас. %, или при взаимодействии изобутилена с изопреном в количестве от 0,5 мас. % до 5,0 мас. % - остальное количество полимера в мас. % составляет изобутилен, и бутилкаучук содержит полученные из мономеров звенья в аналогичном количестве в мас. %.
Эластомерные композиции по настоящему изобретению могут также включать по крайней мере один статистический сополимер, содержащий С4-С7-изоолефин, и в качестве сомономера - алкилстирол. Изоолефин можно выбрать из любого из перечисленных выше С4-С7-изоолефиновых мономеров и он предпочтительно представляет собой изомоноолефин и в любом варианте осуществления настоящего изобретения может являться изобутиленом. Алкилстирол может представлять собой пара-метилстирол, содержащий по крайней мере 80 мас. %, более предпочтительно по крайней мере 90% пара-изомера. Статистический сополимер необязательно может включать интерполимерные комплексы, содержащие функциональные группы. Интерполимерные комплексы, содержащие функциональные группы, содержат по крайней мере один или более алкильных заместителей, присутствующих в стирольных мономерных звеньях, при этом в качестве заместителя можно использовать бензильный галоген или другую функциональную группу. В любом варианте полимером может являться статистический эластомерный сополимер С4-С7-α-олефин и алкилстирола. Алкилстирольным сомономером может являться пара-метилстирол, содержащий по крайней мере мас. 80%, в другом варианте по крайней мере 90 мас. % пара-изомера. Статистический сомономер может необязательно включать интерполимерные комплексы, содержащие функциональные группы, в которых по крайней мере один или более алкильных заместителей, присутствующих в стирольных мономерных звеньях, содержат галоген или другую функциональную группу, при этом вплоть до 60 мол. % пара-замещенных стирольных фрагментов, присутствующих в структуре статистического полимера, могут содержать функциональные группы. В другом варианте в любом осуществлении настоящего изобретения от 0,1 до 5 мол. % или 0,2 до 3 мол. % присутствующих пара-замещенных стирольных фрагментов могут содержать функциональные группы.
Функциональная группа может представлять собой галоген или другую функциональную группу, которую можно включить по реакции нуклеофильного замещения любого бензильного галогена на другие группы, такие как карбоновые кислоты, соли карбоновых кислот, сложные эфиры, амиды или имиды карбоновых кислот, гидроксильные группы, алкоксид, феноксид, тиолат, тиоэфир, ксантат, цианид, цианат, аминогруппа и их смеси. В любом варианте эластомер включает статистические полимеры изобутилена и от 0,5 до 20 мол. % пара-метилстирола, при этом вплоть до 60 мол. % метильных заместителей, присутствующих в бензильном кольце, содержат в качестве функциональной группы галоген, такой как бром или хлор, кислотная или сложноэфирная группа.
В любом варианте функциональные группы в составе эластомера выбирают таким образом, чтобы он, при смешивании компонентов ДВС при требуемой для реакции температуре, мог взаимодействовать или образовывать полярные связи с функциональными группами, присутствующими в термопластической смоле, например, выбирают кислотные, аминогруппы или гидроксильные функциональные группы.
Бромированные сополимеры изобутилена и пара-метилстирола (БИМСМ), используемые в настоящем изобретении, в основном содержат от 0,1 до 5 мол. % бромметилстирольных групп в расчете на общую массу мономерных звеньев в сополимере. В любом варианте осуществления настоящего изобретения при использовании полимера БИМСМ, количество бромметильных групп составляет от 0,5 до 3,0 мол. %, или от 0,3 до 2,8 мол. %, или от 0,4 до 2,5 мол. %, или от 0,5 до 2,0 мол. %, причем требуемый интервал по настоящему изобретению может составлять любую комбинацию любого верхнего предела с любым нижним пределом. Согласно настоящему изобретению полимер БИМСМ также содержит от 1,0 до 2,0 мол. % бромметильных групп или от 1,0 до 1,5 мол. % бромметильных групп. Другими словами, типичные полимеры БИМСМ, используемые в настоящем изобретении, содержат от 0,2 до 10 мас. % брома в расчете на массу полимера, или от 0,4 до 6 мас. % брома, или 0,6 до 5,6 мас. %. Пригодные полимеры БИМСМ могут в основном не содержать галоген в кольце или галоген в основной цепи полимера. В любом варианте осуществления настоящего изобретения статистический полимер представляет собой полимер, включающий звенья С4-С7-изоолефина (или изомоноолефина), звенья пара-метилстирола и пара-(галогенметилстирола), причем звенья пара-(галогенметилстирола) присутствуют в полимере в количестве от 0,5 до 2,0 мол. % в расчете на общее число звеньев пара-метилстирола, и при этом звенья пара-метилстирола присутствуют в количестве от 5 до 15 мас. % или от 7 до 12 мас. % в расчете на общую массу полимера. В любом варианте пара-(галогенметилстиролом) является пара-(бромметилстирол).
Другие пригодные низкопроницаемые эластомеры представляют собой изобутилен-содержащие эластомеры, такие как терполимеры изобутилен-изопрен-алкилстирол или галогенированные терполимеры изобутилен-изопрен-алкилстирол, причем для каждого из этих терполимеров содержание изобутиленовых звеньев в терполимере составляет от 70 до 99 мас. % в расчете на количество мономерных звеньев в полимере, содержание изопреновых звеньев в терполимере составляет от 29 до 0,5 мас. % в расчете на количество мономерных звеньев в полимере, а содержание алкилстирольных звеньев в терполимере составляет от 29 до 0,5 мас. % в расчете на количество мономерных звеньев в полимере.
Среднечисловая молекулярная масса Mn пригодных эластомеров, содержащих звенья С4-С7-изоолефина (включая бромированные сополимеры изобутилена и пара-метилстирола) составляет по крайней мере приблизительно 25000, предпочтительно приблизительно 50000, предпочтительно по крайней мере приблизительно 75000, предпочтительно по крайней мере приблизительно 100000, предпочтительно по крайней мере приблизительно 150000. Соотношение среднемассовой молекулярной массы (Mw) и среднечисловой молекулярной массы Mn, то есть Mw/Mn составляет приблизительно менее 6, предпочтительно приблизительно менее 4, более предпочтительно приблизительно менее 2,5, и наиболее предпочтительно приблизительно менее 2,0. В другом варианте осуществления настоящего изобретения пригодные компоненты галогенированного изобутиленового эластомера включают сополимеры (такие как бромированные сополимеры изобутилена и пара-метилстирола) с вязкостью по Муни (1+4) при 25°C (измеренной по методике ASTM D 1646-99), составляющей 30 или более, или более предпочтительно 40 или более.
Предпочтительные эластомеры включают сополимеры изобутилена и пара-алкилстирола, которые могут быть галогенированными или не галогенированными. Предпочтительно сополимер изобутилена и пара-алкилстирола является галогенированным. Такие эластомеры описаны в заявке ЕР 0344021. Предпочтительно сополимеры характеризуются в значительной степени однородным композиционным распределением. Предпочтительные алкильные группы в составе пара-алкилстирольного звена включают алкильные группы, содержащие от 1 до 5 атомов углерода, вторичные галогеналкильные группы, содержащие от 1 до 5 атомов углерода или их смеси. Предпочтительный сополимер включает изобутилен и пара-метилстирол. Предпочтительные бромированные сополимеры изобутилена и пара-метилстирола включают сополимеры, содержащие от 5 до 12 мас. % пара-метилстирола, от 0,3 до 1,8 мол. % бромированного пара-метилстирола, вязкость по Муни которых составляет от 30 до 65 (1+4) при 125°C (измеренная по методике ASTM D 1646-99).
Термопластическая смола
Использованный в настоящем изобретении термин «термопласт» (другое название термопластическая смола) означает термопластический полимер, сополимер или их смесь, модуль Янга которого составляет более 200 мПа при 23°C. Температура плавления смолы составляет от приблизительно 160° до приблизительно 260°C, предпочтительно менее 260°C и наиболее предпочтительно менее 240°C. В предпочтительном варианте осуществления настоящего изобретения молекулярная масса термопластической смолы находится в интервале от 13000 до 50000. Стандартное определение термопласта означает синтетическую смолу, которая размягчается при нагревании и восстанавливает свои исходные свойства после охлаждения.
Такие термопластические смолы можно использовать каждую в отдельности или в комбинации и они в основном содержат азот-, кислород-, галоген-, серу-содержащие и другие группы, способные взаимодействовать с ароматическими функциональными группами, такими как содержащие галоген или кислотный остаток группы. Пригодные термопластические смолы включают смолы, выбранные из группы, включающей полиамиды, полиимиды, поликарбонаты, сложные полиэфиры, полисульфоны, полилактоны, полиацетали, акрилонитрил-бутадиен-стирольные смолы (АБС), полифениленоксид (ПФО), полифениленсульфид (ПФС), полистирол, стирол-акрилонитрильные смолы (САН), стирол-малеинангидридные смолы (СМА), ароматические поликетоны (PEEK, PED и РЕKK), смолы на основе этиленовых сополимеров (EVA или EVOH) и их смеси.
Пригодные полиамиды (нейлоны) включают кристаллические или смолообразные высокомолекулярные твердые полимеры, включая гомополимеры, сополимеры и терполимеры, содержащие в полимерной цепи, повторяющиеся амидные звенья. Полиамиды можно получить при полимеризации одного или более ε-лактамов, таких как капролактам, пирролидон, лауриллактам и лактам аминоундекановой кислоты или аминокислоты, или при конденсации двухосновных кислот и диаминов. Пригодными являются волокнообразующие и литьевые нейлоны. Примеры полиамидов включают поликапролактам (нейлон-6), полилауриллактам (нейлон-12), полигексаметиленадипамид (нейлон-6,6), полигексаметиленазеламид (нейлон-6,9), полигексаметилен-себацамид (нейлон-6,10), поли(гексаметилен-додекан-диамид (нейлон-6,12), полигексаметиленизофталамид (нейлон-6, IP), и продукт конденсации 11-аминоундекановой кислоты (нейлон-11). На практике осуществления настоящего изобретения можно эффективно использовать коммерческие полиамиды, причем предпочтительны линейные кристаллические полиамиды, температура размягчения или плавления которых составляет интервал от 160 до 260°C.
Приемлемые сложные полиэфиры, которые можно использовать, включают продукты реакции полимеризации одного или смеси алифатических или ароматических сложных эфиров ангидридов поликарбоновых кислот и одного диола или смеси диолов. Примеры приемлемых полиэфиров включают поли(транс-1,4-циклогексилен-С2-С6-алкандикарбоксилаты), такие как поли(транс-1,4-циклогексиленсукцинат), и поли(транс-1,4-циклогексиленадипат), поли(цис- или транс-1,4-циклогександиметилен)алкандикарбоксилаты, такие как поли(цис-1,4-циклогександиметилен)оксалат или поли(цис-1,4-циклогександиметилен)сукцинат, поли(С2-С4-алкилентерефталаты), такие как полиэтилентерефталат и политетраметилентерефталат, поли(С2-С4-алкиленизофталаты, такие как полиэтиленизофталат и политетраметиленизофталат и подобные материалы. Предпочтительные полиэфиры получены из ароматических дикарбоновых кислот, такие как нафталиновая и фталевая кислоты, и С2-С4-диолов, таких как полиэтилентерефталат и полибутилентерефталат. Температура плавления предпочтительных полиэфиров находится в интервале от 160° до 260°C.
Смолы на основе поли(фениленовых эфиров) (ПФЭ), которые можно использовать в настоящем изобретении, известны, и коммерческие продукты получают при сочетательной полимеризации алкил-замещенных фенолов. Они представляют собой в основном линейные аморфные полимеры, температура стеклования которых находится в интервале от 190° до 235°C.
Смолы на основе сополимеров этилена, используемые в настоящем изобретении, включают сополимеры этилена и ненасыщенных эфиров низших карбоновых кислот, а также карбоновых кислот самих по себе. Прежде всего можно использовать сополимеры этилена и винилацетата или алкилакрилатов, например, метилакрилата и этилакрилата. Эти сополимеры этилена обычно включают от приблизительно 60 мас. % до приблизительно 99 мас. % этилена, предпочтительно от приблизительно 70 мас. % до приблизительно 95 мас. % этилена, более предпочтительно от приблизительно 75 мас. % до приблизительно 90 мас. % этилена. Использованный в данном контексте термин «смола на основе сополимера этилена» в основном означает сополимеры этилена и ненасыщенных эфиров низших (С1-С4)монокарбоновых кислот и кислот самих по себе, например, акриловой кислоты, виниловых эфиров или алкилакрилатов. Этот термин включает также "EVA" и "EVOH", которые относятся к сополимерам этилена и винилацетата и к их гидролизованным производным - сополимерам этилена и виниловых спиртов.
В ДВС термопластическая смола присутствует в количестве в интервале от приблизительно 10 мас. % до приблизительно 98 мас. % в расчете на массу смеси сплава, и в другом варианте от приблизительно 20 мас. % до приблизительно 95 мас. %. В еще одном варианте термопластическая смола присутствует в количестве от 35 мас. % до 90 мас. %. Количество эластомера в ДВС находится в интервале от приблизительно 2 мас. % до приблизительно 90 мас. % в расчете на массу смеси сплава, и в другом варианте от приблизительно 5 мас. % до приблизительно 80 мас. %. В любом варианте осуществления настоящего изобретения эластомер присутствует в количестве в интервале от 10 мас. % до 65 мас. %. Согласно настоящему изобретению содержание термопластической смолы в сплаве относительно количества эластомера находится в интервале от 40 част./100 част, до 80 част./100 част.
Вторичный эластомер
В некоторых вариантах осуществления настоящего изобретения ДВС может дополнительно включать вторичный эластомер. В качестве вторичного эластомера можно использовать любой эластомер, но предпочтительно вторичным эластомером не является изобутилен-содержащий эластомер. Пример предпочтительного вторичного эластомера включает модифицированный малеиновым ангидридом сополимер. Предпочтительно вторичный эластомер представляет собой сополимер, содержащий функциональные группы малеинового ангидрида и сложного эфира, такой как модифицированный малеиновым ангидридом этиленэтилакрилат.
Вторичный эластомер можно добавлять в экструдер для обработки ДВС одновременно с питающими потоками исходного эластомера и термопластической смолы. В другом варианте его можно добавлять в экструдер в участки, расположенные вниз по потоку экструдера от впускного отверстия питающих потоков эластомера и исходной термопластической смолы.
Количество вторичного эластомера в ДВС может находиться в интервале от приблизительно 2 мас. % до приблизительно 45 мас. %. Если ДВС включает по крайней мере один эластомер и вторичный эластомер, общее количество обоих компонентов - эластомера и вторичного эластомера, предпочтительно находится в интервале от приблизительно 2 мас. % до приблизительно 90 мас. %.
Этот вторичный эластомер можно вулканизировать вместе с первичным эластомером на основе изоолефина или его можно сохранять в невулканизированном состоянии и использовать в качестве агента для улучшения сочетаемости, как описано выше.
Другие компоненты ДВС
В ДВС можно добавлять другие материалы для улучшения технологичности при получении ДВС или для придания требуемых свойств ДВС. Такие дополнительные материалы включают, но не ограничиваясь только ими, вулканизирующие агенты, стабилизаторы, агенты для улучшения сочетаемости, реакционноспособные пластификаторы, не-реакционноспособные пластификаторы, наполнители и полиамидные олигомеры или низкомолекулярные полиамиды и другие смазывающие вещества, как описано в US 8021730 В2.
Вулканизацию первичного эластомера в основном осуществляют при добавлении вулканизирующих агентов и необязательно ускорителей вместе с общей смесью любых таких компонентов, называемых вулканизирующей системой или отверждающей композицией. Пригодные вулканизирующие компоненты включают оксиды серы, металлов, металлоорганические соединения, радикальные инициаторы. Обычные вулканизирующие агенты включают ZnO, CaO, MgO, Al2O3, CrO3, FeO, Fe2O3 и NiO. Эти оксиды металлов можно использовать в отдельности или в комбинации с комплексами стеаратов металлов (например, стеараты Zn, Са, Mg и Al), или со стеариновой кислотой или другими органическими кислотами и либо с серу-содержащим соединением, либо с алкил- или арилпероксидным соединением, либо со свободно-радикальными инициаторами, содержащими диазо-группы. Если используют пероксиды, то можно использовать известные в данной области техники пероксидные со-агенты. Применение пероксидного вулканизирующего агента можно исключить, если в присутствии пероксида происходит сшивка термопластической смолы.
Как было указано, ускорители (также известные как промоутеры) можно добавлять вместе с вулканизирующим агентом, при этом получают вулканизирующую композицию. Пригодные ускорители вулканизации включают амины, гуанидины, тиомочевины, тиазолы, тиурамы, сульфенамиды, сульфенимиды, тиокарбаматы, ксантаны и т.п.
Известно множество ускорителей и они включают, но не ограничиваясь только ими, стеариновую кислоту, дифенилгуанидин (DPG), дисульфид тетраметилтиурама (TMTD), 4,4'-дитиодиморфолин (DTDM), дисульфид тетрабутилтиурама (TBTD), 2,2'-бензотиазилдисульфид (MBTS), дигидрат динатриевой соли гексаметилен-1,6-бистиосульфата, 2-(морфолинотио)бензотиазол (MBS или MOR), композиции 90% MOR и 10% MBTS (MOR90), сульфенамид N-трет-бутил-2-бензотиазола (TBBS), N-(1,3-диметилбутил)-N'-фенил-пара-фенилендиамин (6PPD) и сульфонамид N-оксидиэтилентиокарбамил-N-оксидиэтилена (OTOS), 2-этилгексаноат цинка (ZEH), N,N'-диэтилтиомочевину.
В любом варианте осуществления настоящего изобретения по крайней мере один вулканизирующий агент обычно присутствует в количестве от приблизительно 0,1 част./100 част, до приблизительно 15 част./100 част., в другом варианте от приблизительно 1,0 част./100 част. до приблизительно 10 част./100 част., или от приблизительно 1,0 част./100 част. до приблизительно 6,0 част./100 част., или от приблизительно 1,0 част./100 част. до приблизительно 4,0 част./100 част., или от приблизительно 1,0 част./100 част. до приблизительно 3,0 част./100 част., или от приблизительно 1,0 част./100 част. до приблизительно 2,5 част./100 част., или от приблизительно 2,0 част./100 част. до приблизительно 5,0 част./100 част. Если используют только один вулканизирующий агент, то предпочтительный оксид металла представляет собой оксид цинка.
Сведение к минимуму различия вязкостей компонентов эластомера и термопластической смолы в процессе смешивания и/или обработки повышает эффективность равномерного смешивания и тонкодисперсную морфологию смеси, что значительно повышает хорошие механические свойства, а также требуемые характеристики проницаемости. Однако как следствие активации потока и параметров снижения вязкости при сдвиге, характерных для эластомерных полимеров, сниженные значения вязкости эластомерных полимеров при повышенных температурах и скорости сдвига, наблюдаемые в процессе смешивания, являются в значительной степени более выраженными по сравнению со снижением вязкости термопластического компонента, с которым смешивают эластомер. Желательно снизить такое различие вязкостей материалов для получения ДВС с приемлемыми размерами эластомерной дисперсии.
Компоненты, ранее использованные для сочетаемости вязкостей компонентов эластомера и термопластической смолы, включают низкомолекулярные полиамиды, привитые с малеиновым ангидридом полимеры с молекулярной массой порядка 10000 или более, сополимеры метакрилатов, третичные амины и вторичные диамины. Широко распространенная группа агентов для улучшения сочетаемости включает привитые с малеиновым ангидридом сополимеры этилена и этилакрилатов (твердый каучуковый материал AR-201, выпускаемый фирмой Mitsui-DuPont со скоростью течения расплава 7 г/10 мин, измеренной согласно инструкциям JIS K6710), а также бутилбензилсульфонамид и модифицированный янтарным ангидридом полиизобутилен, и применение таких добавок дополнительно описано в находящейся на рассмотрении заявке US 12/548797, поданной 29 августа 2009 г. Эти соединения могут оказывать действие при повышении «эффективного» количества термопластического материала в эластомерном/термопластическом компаунде. Количество добавки подбирают таким образом, чтобы достигнуть требуемого сопоставления величин вязкостей без отрицательного влияния на характеристики ДВС. Если присутствует слишком много добавки, то непроницаемость может снизиться и может возникнуть необходимость в удалении избытка в процессе последующей обработки. А если присутствует недостаточное количество улучшающего сочетаемость агента, то может не произойти обращение фаз для образования диспергированной фазы эластомера в матрице термопластической смолы.
Оба реакционноспособный и не-реакционноспособный пластификаторы могут выполнять функцию улучшающих сочетаемость агентов, за счет природы пластификатора. Пластификаторы для термопластических материалов обычно определяют как соединение, добавленное в полимерный материал для улучшения эластичности, способности к растяжению и технологичности. Известные и широко распространенные пластификаторы выпускаются в форме жидкости с вязкостью от низкого до высокого значения, и их можно функционализировать. Известно множество различных пластификаторов для термопластической смолы, так как пластификаторы проявляют различную сочетаемость с каждым типом термопластической смолы и оказывают различное действие на свойства термопластической смолы. Известные термопластические пластификаторы включают различные типы сложных эфиров, углеводородов (алифатических, нафтеновых и ароматических), полиэфиров и поликонденсатов, см. учебник Handbook of Thermoplastic Elastomers, Jiri George Drobny, стр. 23 (изд. Willioam Andrew Publishing, 2007). Известные не-реакционноспособные пластификаторы для полиамидов включают углеводороды, функционализированные третичными аминами, вторичными диаминами или сульфонамидами. В качестве, прежде всего, известного соединения можно назвать бутилбензилсульфонамид (BBSA).
В качестве реакционноспособных пластификаторов можно также использовать олигомеры, функционализированные как малеиновым, так и янтарным ангидридами. Функционализированный ангидридом олигомер (ФАО) можно получить термическим методом или хлористым методом, известными в данной области техники, при взаимодействии алкильного, арильного или олефинового олигомера с ангидридом, предпочтительно малеиновым ангидридом. В любом варианте осуществления настоящего изобретения олигомер, включая сополимеры низших олефинов, после взаимодействия с ангидридом характеризуются молекулярной массой в интервале от приблизительно 500 до 5000, или от 500 до 2500, или от 750 до 2500, или от 500 до 1500. Олигомер по настоящему изобретению может также характеризоваться молекулярной массой в интервале от 1000 до 5000, от 800 до 2500 или от 750 до 1250. Конкретные примеры янтарных ангидридов включают полиизобутилен-янтарный ангидрид, полибутен-янтарный ангидрид, н-октенил-янтарный ангидрид, н-гексенил-янтарный ангидрид и додоценил-янтарный ангидрид. Наиболее предпочтительными функционализированными ангидридом олигомерами по настоящему изобретению являются олигомеры, полученные из полиизобутена и известны как полиизобутилен-янтарный ангидрид или полиизобутен-янтарный ангидрид (PIBSA). PIBSA можно получить при катионной полимеризации изобутена в присутствии трифторида в качестве катализатора. В процессе полимеризации образуются α-олефины в высокой концентрации в ходе реакции переноса и в результате продукт полимеризации характеризуется высоким содержанием концевых двойных связей (α-олефин). Обычно они представляют собой прозрачные вязкие жидкости янтарного цвета и их оптимизируют в специфических условиях пост-полимеризационной реакции малеирования и получают полимер с низким содержанием бис-малеиловых групп.
Уровень ангидрида в ФАО по изобретению может изменяться и находится в предпочтительном интервале от приблизительно 1 мас. % до приблизительно 30 мас. %, при этом предпочтительно находится в интервале от 5 до 25 мас. %, более предпочтительно в интервале от 7 до 17 мас. % и наиболее предпочтительно в интервале от 9 до 15 мас. %.
Смешивание ДВС
Ранее считалось целесообразным использовать для получения ДВС ряд смесителей или комбинаций смесителей. Однако морфология ДВС зависит от условий смешивания, включая температуру, порядок добавления ингредиентов, время пребывания в смесителе, а также скорость сдвига. В случае тонких пленок, то есть типа материала для изготовления внутренних оболочек шин, морфология ДВС является определяющим фактором для достижения требуемых свойств. Равномерное распределение частиц эластомера субмикронного или нанометрового размера в непрерывной полиамидной матрице является важным фактором для достижения оптимальных свойств. Прежде всего, для конечного применения таких ДВС основными факторами, обеспечивающими формирование правильной морфологии, является продолжительность добавления вулканизирующих агентов и температурный профиль различных компонентов в процессе смешивания. Внутри частиц каучука могут также присутствовать дополнительные включения термопластического материала, но в случае любого дополнительного включения в эластомере термопластическая смола предпочтительно уже не будет представлять собой непрерывную фазу в ДВС. Таким образом, было установлено, что способы получения ДВС, описанные в предшествующем уровне техники, не удовлетворяют более строгим требованиям к морфологии и свойствам ДВС.
Как уже обсуждалось, заявителем было установлено, что для получения требуемой морфологии необходимо проводить несколько ключевых реакций в надлежащем порядке, а также учитывать ключевые технологические факторы в процессе смешивания.
Ниже более подробно описан вариант осуществления настоящего изобретения со ссылкой на фиг. 1. Предпочтительным устройством для обработки в расплаве является двухшнековый экструдер 10 (специалисту в данной области техники представляется очевидным, что на фигуре представлено лишь схематическое изображение двухшнекового экструдера, и что объем изобретения не ограничивается любым конкретным экструдером, то есть с открытыми или закрытыми впускными отверстиями). Экструдер 10 предпочтительно включает по крайней мере два находящихся в зацеплении и совместно вращающихся шнека 12, расположенных вдоль длины экструдера 10. На одном конце экструдера 10 расположено впускное питающее отверстие 14, в которое подают по крайней мере два питающих потока: питающий поток 16 первичной термопластической смолы и питающий поток 18 эластомера. Ни смолу, ни эластомер в составе этих питающих потоков 16, 18 предварительно не смешивают (за исключением тех случаев, когда необходимо получить эластомерный сополимер или термопластический полимер или сополимер) или не готовят маточную смесь перед подачей во впускное отверстие в экструдер 10. Эластомер перерабатывают в гранулированную форму и на него наносят минимальное количество покрытия из диспергирующего агента, такого как тальк, чтобы придать эластомеру текучесть при его подаче в экструдер 10, но эластомер еще не смешан с какими-либо вулканизирующими агентами, наполнителями или другими вспомогательными добавками. Через исходное впускное питающее отверстие 14 в экструдер 10 можно подавать необязательные дополнительные питающие потоки в любой комбинации с потоками 16, 18 термопластической смолы и эластомера: питающий поток 20 пластификатора или улучшающего сочетаемость агента, питающий поток 22 вторичной термопластической смолы и/или эластомера и питающий поток 24 стабилизатора. Стабилизатор, подаваемый в экструдер 10 в виде питающего потока 24, может представлять собой гранулированную форму требуемого стабилизатора в композиции ДВС, которую примешивают в небольшое количество первичной термопластической смолы. В другом варианте все эти питающие потоки можно смешивать непосредственно перед подачей в экструдер через исходное впускное отверстие 14.
Количество первичной термостатической смолы, добавляемой в экструдер 10 в виде питающего потока 16, предпочтительно должно быть меньше общего количества первичной термопластической смолы, которое должно содержаться в конечной композиции ДВС. Как было указано выше, за счет замедленного добавления всего количества термопластической смолы в смесь, достигается оптимальная концентрация термопластической смолы по отношению к каучуку, в то время как происходит начальная межфазовая реакция прививки между термопластической смолой и каучуком. При этом также замедляется нежелательное значительное увеличение вязкости смеси в процессе прохождения потока через первую зону экструдера 10. Действительно, можно предположить, что снижение вязкости термопластической смолы, которое способствует смешиванию термопластической смолы и эластомера, будет также ускорять межфазную реакцию между этими компонентами.
Температура в первой половине экструдера 10 достигает величины, которая выше температуры плавления термопластической смолы на величину в интервале от 5°C до 45°C. Для большинства перечисленных выше термопластических смол, включая предпочтительные полиамидные смолы, эта температура находится в интервале от 230°C до 270°C. В процессе смешивания эластомера и термопластической смолы в первой половине экструдера 10, молекулярная масса и вязкость смеси начинают повышаться за счет межфазной реакции термопластической смолы и эластомера. Для контроля такого повышения вязкости смеси можно добавлять улучшающий сочетаемость агент или модификатор вязкости в виде по крайней мере одного нового питающего потока 26 через впускное отверстие, расположенное вниз по потоку от исходного впускного отверстия 14. Заявитель может предположить теоретически, что замедление добавления всего количества термопластической смолы может привести к достижению оптимальной концентрации термопластической смоли в отношении к пластификатору с целью снизить вязкость термопластической смолы до вязкости эластомера или несколько ниже, чтобы ускорить смешивание и обеспечить требуемую морфологию. Если питающий поток 26 подают в виде жидкого потока, то используют дозирующие насосы для обеспечения надлежащих давления и количества жидкости, подаваемой в экструдер 10. В случае жидкого потока, улучшающий сочетаемость агент добавляют при давлении впрыска в интервале от 0 до 700 фунт/кв. дюйм. Такое добавление улучшающего сочетаемость агента осуществляют перед подачей вулканизирующих агентов и таким образом осуществляют контроль вязкости смеси в ходе протекания межфазной реакции. В одном варианте осуществления настоящего изобретения все количество улучшающего сочетаемость агента или пластификатора добавляют через исходное впускное отверстие 14, тем самым в начале процесса максимально увеличивают «эффективное» количество термопластической смолы и снижают вязкость смолы, что позволяет достигать улучшенного обращения фаз эластомера и смолы в процессе смешивания ДВС.
Питающий поток 26 подают в любом участке от 15% отношения длины экструдера к диаметру до 38% длины экструдера к диаметру (L/D). Отношение L/D находится в интервале от 20 до 80, или от 36 до 72, или в другом варианте от 40 до 60. Длина L обычно означает длину нарезки шнека, другими словами длину участка экструдера, где расположены лезвия шнека. Если лезвия расположены в участке шнека, где отсутствует контактирование компонентов композиции, то такой участок не включен в определение длины шнека L. Диаметр D шнека означает максимальную ширину отверстия цилиндра экструдера, в котором вращаются лезвия шнека, другими словами, там где расположены лезвия шнека, так как шнеки экструдера обычно содержат участки с различной шириной в зависимости от функции конкретного участка шнека. Если лезвия расположены в участке шнека, где отсутствует контактирование компонентов композиции, то такой участок не включен в определение длины шнека. Для каждой определенной системы/композиции установлено, что отношение L/D обычно следует поддерживать постоянным, даже если изменены размеры экструдера. В любом варианте осуществления настоящего изобретения питающий поток 26 можно подавать в любом участке, расположенном в интервале от 15% до 35% отношения L/D экструдера. Участок добавления питающего потока 26 расположен после исходного впускного отверстия 14, но перед впускными отверстиями любых добавок для отверждения/вулканизации. Если вводить эти компоненты слишком быстро, то не обеспечивается достаточное время для инициации межфазной реакции. Однако если питающий поток улучшающего сочетаемость агента добавлять на участке, расположенном более 38% длины экструдера, то смесь становится слишком вязкой для обеспечения достаточно высокой степени распределения добавленных позже вулканизирующих агентов или для эффективного обращения фаз каучука и термопластической смолы.
После достаточно эффективного смешивания эластомера и термопластической смолы для протекания реакции прививки каучука и термопластической смолы, инициируют вторую требуемую реакцию - вулканизацию каучука, при действии уже добавленных в экструдер 10 вулканизирующего агента или вулканизирующих агентов с продолжительным временем индукции. Вулканизирующие агенты можно добавлять в виде порошка, жидкости или твердого вещества. В любом варианте осуществления настоящего изобретения все используемые вулканизирующие агенты можно примешивать в одной форме, такой как твердые пеллеты. В другом варианте все или некоторые из вулканизирующих агентов можно смешивать с предварительно определенным количеством термопластической смолы, при этом получают предварительную смесь вулканизирующих агентов. В таких вариантах осуществления настоящего изобретения количество термопластической смолы, используемой для получения предварительной смеси вулканизирующих агентов, может составлять не более 15 мас. % в расчете на общее количество термопластической смолы, используемой в конечной композиции ДВС, предпочтительно не более 10 мас. %, более предпочтительно не более 8 мас. %. Таким образом, по крайней мере некоторые из вулканизирующих агентов предварительно смешивают с термопластической смолой, количество которой составляет от 0 до 15 мас. % в расчете на общее количество термопластической смолы, или от 0 до 10 мас. % в расчете на общее количество термопластической смолы, или от 0 до 8 мас. % в расчете на общее количество термопластической смолы. В качестве термопластической смолы для предварительного смешивания с вулканизирующего агентами можно использовать первичную или вторичную термопластическую смолу, например, если в составе композиции ДВС используют оба компонента - первичный нейлоновый сополимер и вторичный нейлоновый гомополимер, то предварительная смесь вулканизирующих агентов может включать либо сополимер, либо гомополимер. Вулканизирующие агенты добавляют в виде питающего потока 28 через впускное отверстие 30 экструдера. Впускное отверстие 30 может быть расположено в любом участке, расположенном в интервале от 30% до 60% отношения L/D экструдера, и следовательно, введение питающего потока вулканизирующих агентов 28 можно осуществлять в том же участке. В другом любом варианте осуществления настоящего изобретения питающий поток 28 можно подавать в любом участке, расположенном в интервале от 33% до 45% отношения L/D экструдера.
Кроме того, поток 32 дополнительной термопластической смолы вводят через впускное отверстие 30 экструдера 10. Два питающих потока 28, 32 можно смешивать с использованием дополнительного смесителя перед впускным отверстием 30 или как описано выше, или потоки 28, 32 можно подавать в любом участке в допустимой зоне расположения впускного отверстия 30 вдоль длины экструдера, как описано выше. Общее количество дополнительной термопластической смолы, если ее добавляют через впускное отверстие 32 и/или предварительно смешивают с вулканизирующего агентами, находится в интервале от 10 мас. % до 75 мас. %, в одном варианте от 25 мас. % до 70 мас. %, в еще одном варианте от 30 мас. % до 65 мас. %, в другом варианте от 30 мас. % до 55 мас. %, или в еще одном варианте менее 10 мас. % в расчете на общее количество термопластической смолы, используемой в конечной композиции ДВС. В любом варианте осуществления настоящего изобретения это вторичное добавление термопластической смолы не должно превышать 75 мас. % в расчете на общее количество термопластических смол в составе ДВС. После такого добавления указанной части термопластической смолы через расположенное вниз по потоку отверстие, в экструдер вводят все количество термопластической смолы, требуемое для композиции ДВС. Для добавления вниз по потоку или добавления второй части термопластической смолы можно использовать первичную термопластическую смолу или вторичную термопластическую смолу, входящую в состав композиции ДВС. Такое добавление вниз по потоку осуществляют с использованием аппарат для питающих потоков нерасплава или расплава.
После добавления вулканизирующих агентов 28 и вторичного добавления первичной термопластической смолы температуру в экструдере 10 снижают на величину в интервале от 5°C до 50°C для достижения температуры в интервале от 225°C до 260°C. Такое снижение температуры в экструдере обеспечивает вулканизацию диспергированных частиц эластомера в смеси, однако требуется определить максимальную температуру для предотвращения преждевременной вулканизации эластомера. Температура в экструдере 10 в этот момент обеспечивает вулканизацию эластомера в контролируемом режиме, чтобы обеспечить требуемый профиль вулканизации. Некоторые профили вулканизации показаны на фиг. 2. Эти профили вулканизации были получены в экструдере 10, причем предпочтительным профилем вулканизации является профиль ступенчатой вулканизации, обозначенный закрашенными символами. Благодаря такому ступенчатому профилю вулканизации ДВС присутствует в экструдере 10 в основном в полностью вулканизированном состоянии и в меньшей степени подвергается реверсии вулканизации в процессе последующего применения ДВС для формования пленок и изделий.
После начала вулканизации эластомера в экструдер можно подавать дополнительные компоненты 34 для ДВС в участках, расположенных вниз по потоку от впускного отверстия 30. Такие дополнительные компоненты могут включать, но не ограничиваясь только ими, термо- и/или УФ-стабилизаторы и дополнительные модификаторы вязкости, такие как уже описанные выше функционализированные ангидридом олигомеры (ФАО). При такой локализации вниз по потоку, за счет вулканизации - и ограничения движения полимерных цепей за счет вулканизации - добавление модификатора вязкости в участке, расположенном вниз по потоку, будет способствовать продолжению продвижения ДВС через экструдер. Модификаторы вязкости и стабилизаторы могут включать 6PPD, стеариновую кислоту и смеси низкомолекулярных нейлонов. Добавление одной или более указанных добавок можно осуществлять в количестве в интервале от 0% до 5%, предпочтительно от 0,5% до 3%, более предпочтительно от 0,5% до 2%. Такие дополнительные добавки 34 можно подавать в экструдер в виде потока необработанных твердых частиц или жидкости или в виде концентрата в жидкой или твердой форме.
Предпочтительной является жидкая форма, если добавки характеризуются более низкой температурой плавления по сравнению с температурой расплава в смесителе в момент добавления, чтобы предотвратить закупорку во впускном отверстии или экструдере за счет любого нежелательного отдельного плавления добавок.
Любые летучие вещества или газы, накапливающиеся в процессе смешивания, можно удалять с использованием вакуумного вентиля, расположенного в одном или более участков (не показаны) вдоль длины экструдера 10, причем такие вакуумные вентили или отверстия для отвода газа известны в области применения экструдеров. Избыток оксида цинка, присутствующий в экструдере, может также действовать в качестве поглотителя кислот и нейтрализовать любой накапливающийся газообразный галогенид водорода.
После смешивания ДВС для формирования сплава в любом варианте осуществления настоящего изобретения, ДВС присутствует в экструдере 10 и проходит через шестеренчатый насос для расплава и направляется на операции по обработке, осуществляемые вниз по потоку, например, в экструдер с гранулирующей головкой.
Одним из условий смешивания в экструдере, которое необходимо контролировать, является удельная энергия, которая эквивалентна общей энергии, подаваемой в экструдер, на массу, проходящую через экструдер. На количество общей энергии, подаваемой к материалу, может влиять температура расплава в экструдере, количество энергии, требуемой для вращения шнека в экструдере, количество массы, продвигающейся через экструдер, и скорость массы, продвигающейся через экструдер. Например, если масса малого объема, которая характеризуется низкой вязкостью и низкой температурой плавления, продвигается через экструдер, то для продвижения материала через экструдер требуется не так много энергии. С другой стороны, в зависимости от выбранного материала для вращения шнеков требуется небольшое количество энергии, и в расплаве устанавливается низкая температура. В связи с такой взаимосвязью, скорость вращения шнеков (об./мин) может быть пропорциональной температуре плавления, и таким образом для более вязких смесей с более высокими температурами плавления для данной конструкции шнека требуется большее количество энергии. В стандартных условиях динамического смешивания компонентов эластомера и термопластической смолы требуется удельная энергия на уровне 0,35 кВт×ч/кг или более. Однако заявителем было установлено, что такая высокая удельная энергия может оказывать отрицательное действие на требуемую морфологию ДВС, содержащего эластомер на основе не-этиленовых мономеров. В настоящем изобретении предлагается снижение удельной энергии, то есть в любом варианте осуществления настоящего изобретения предлагается снижение удельной энергии до величины не более 0,37 кВт×ч/кг, или в другом варианте до величины в интервале от 0,28 до 0,35 кВт×ч/кг, или в еще одном варианте в интервале от 0,33 до 0,30 кВт×ч/кг.
Другим условием, которое необходимо контролировать при получении ДВС, является скорость сдвига, которому подвергаются материалы ДВС в процессе экструзии. Скорость сдвига для экструдера рассчитывают по следующей формуле:
Скорость сдвига, с-1 = (π × диаметр экструдера × скорость шнека) / зазор шнека
Скорость сдвига обычно не зависит от размера оборудования, что позволяет использовать экструдеры различного размера для получения ДВС. Согласно настоящему изобретению скорость сдвига находится в интервале от 7500 с-1 до 50 с-1, или в другом варианте в интервале от 5750 с-1 до 65 с-1, или в интервале от 5000 с-1 до 100 с-1, или в интервале от 4750 с-1 до 500 с-1. Если скорость сдвига умножить на время пребывания (эквивалент отношения скорость/свободный объем) материала в экструдере, то можно рассчитать деформацию сдвига на число об./мин для аппарата и эту величину можно использовать для масштабирования способа получения материалов не зависимо от размера аппарата. Время пребывания по настоящему изобретению находится в интервале от 60 с до 600 с, измеренное от исходного впускного отверстия 14 экструдера до отведения частиц из гранулятора, а время пребывания, измеренное от впускного отверстия 14 до конца экструдера, находится в интервале от 30 с до 500 с.
Производительность или скорость экструдера 10 пропорциональна размеру экструдера и скорости шнека для любой данной конструкции шнека экструдера. Согласно настоящему изобретению производительность экструдера предпочтительно составляет 30 кг/ч и максимально до 150 кг/ч для экструдера со скоростью вращения от 40 до 200 об./мин и с максимальным диаметром вплоть до 320 мм. В любом варианте осуществления настоящего изобретения максимальный диаметр шнека находится в интервале от 40 мм до 150 мм или в другом варианте от 40 мм до 100 мм. Производительность можно масштабировать для экструдеров с большими диаметрами с использованием следующего уравнения:
Производительность экструдера 2 = [производительность экструдера 1] × (диаметр экструдера 2 / диаметр экструдера 1)2,7
Такая производительность снижена по сравнению со стандартной производительностью, используемой для термопластических вулканизатов. Такое снижение является особенным для типа ДВС, для которого морфология ДВС представляет собой определяющий параметр, обеспечивающий требуемые характеристики при применении ДВС в области изготовления внутренних оболочек шин.
Несмотря на то, что на фиг. 1 показан двухшнековый экструдер, на практике, согласно настоящему изобретению можно использовать экструдер, оборудованный двумя или более шнеками, а также экструдер с кольцевым зазором шнека, как описано в патенте US 7655728, если в экструдере установлены или модифицированы параметры, позволяющие реализовать описанные выше последовательность добавления компонентов, удельную энергию и скорости сдвига.
В ходе процесса динамической вулканизации происходит несколько основных конкурентных реакций/механизмов. Первая реакция представляет собой реакцию между термопластической смолой и эластомером. Например, компонент термопластической смолы, такой как аминогруппа полиамида, может взаимодействовать с атомом галогена в составе галогенированного эластомера. Эта межфазная реакция прививки приводит к образованию высоковязкого сополимера эластомера. В то же время могут осуществляться физические механизмы за счет смешивания под действием сдвига, такие как явление эрозии, и другой известный механизм отрыва капель, такой как капиллярный отрыв капель. Краевые участки каучука, которые привиты с термопластической смолой, отрываются от основного тела частицы каучука в процессе смешивания со сдвигом и продолжительного течения сополимера. Если слишком сильно нагреть ДВС, то за счет избыточной энергии или температуры, которые воздействуют на систему, сшивка эластомера действительно может замедлять явление эрозии и другие известные механизмы отрыва капель, а также снижать способность эластомера образовывать тонкую дисперсию в ДВС.
Межфазная реакция сшивки и смешивание со сдвигом обеспечивают для ДВС формирование тонкой дисперсии эластомера в виде малых частиц в непрерывной нейлоновой фазе. При обработке ДВС, прежде всего смесей, содержащих основное количество эластомера, на ранних стадиях смешивания, в процессе образования смешанного расплава эластомера и термопластической смолы, эластомер с низкой температурой размягчения и термопластическая смола образуют морфологию с совместно непрерывными фазами и могут включать частицы термопластической смолы. В ходе межфазной реакции прививки межфазное поверхностное натяжение снижается, при этом две фазы становятся сочетаемыми. В процессе вулканизации эластомерная фаза диспергируется и образуется прерывная фаза, распределенная в непрерывной фазе термопластической смолы. Динамически вулканизированный эластомер предпочтительно распределен в матрице термопластической смолы в форме небольших частиц со средним размером не более 1 мкм, или в другом варианте с размером в интервале от приблизительно 0,1 мкм до приблизительно 1 мкм, или от приблизительно 0,1 мкм до приблизительно 0,75 мкм, или от приблизительно 0,1 мкм до приблизительно 0,5 мкм. Размер частиц можно определять с использованием известных методов, включая атомно-силовую микроскопию в полуконтактном режиме (АСМ).
Как уже было указано, способ, использованный для получения ДВС, оказывает влияние на морфологию ДВС. Способ по изобретению позволяет улучшить морфологию ДВС по сравнению с морфологией, достигаемой в результате известных в предшествующем уровне техники способов смешивания маточных смесей или стандартных операций в двухшнековом экструдере. Благодаря отсутствию вулканизирующего агента в каучуке в ходе процесса получения предшествующей маточной смеси, межфазная реакция эффективно отделена от реакции вулканизации, которая согласно этому одностадийному процессу по настоящему изобретению начинается главным образом в момент добавления вулканизирующего агента и после него, и следовательно, после межфазной реакции прививки. Морфологию ДВС можно определять по особым свойствам пленки из ДВС, включая капиллярную вязкость и экструзионную шероховатость поверхности, или с помощью аналитических средств, таких как АСМ.
Капиллярную вязкость ДВС определяют на лабораторном капиллярном вискозиметре (ЛКВ) и измерения представляют в виде значений ЛКВ. Увеличение капиллярной вязкости указывает на уменьшение вязкости выпавших осадков, которые могут образовываться в течение сдвигового смешивания, таким образом, согласно настоящему изобретению желательными являются более высокие значения ЛКВ. Предпочтительно средняя вязкость ЛКВ для ДВС при 240°C составляет по крайней мере 350 Па×с), по данным измерений при скорости сдвига 1200 с-1 и по крайней мере 900 Па×с при скорости сдвига 300 с-1. В любом варианте вязкость ЛКВ, измеренная при скорости сдвига 300 с-1, находится в интервале от приблизительно 900 Па×с до приблизительно 1600 Па×с, или в интервале от приблизительно 950 Па×с до приблизительно 1400 Па×с.
Экструзионная шероховатость поверхности (ЭШП) является мерой гладкости поверхности ДВС, причем более низкие значения указывают на более гладкую поверхность. Более низкие значения также свидетельствуют об эластомерной фазе, которая более равномерно и хорошо диспергирована в непрерывной фазе термопластической смолы. ЭШП является наиболее важным экструзионным свойством, так как оно может обуславливать эксплуатационные характеристики ДВС в конечном продукте в соответствующей области применения. Предпочтительно ДВС характеризуется значением ЭШП не более 1,5 мкм. В любом варианте осуществления настоящего изобретения значение ЭШП находится в интервале от приблизительно 0,5 до приблизительно 1,3 мкм. В другом варианте ЭШП находится в интервале от приблизительно 0,5 до приблизительно 1,0 мкм.
Соответственно, в настоящем изобретении предлагаются следующие варианты осуществления:
A. Способ получения динамически вулканизированного сплава, причем сплав содержит по крайней мере один эластомер и по крайней мере одну термопластическую смолу, и способ включает следующие последовательные стадии:
а. подача эластомера и первой части термопластической смолы в исходное впускное отверстие экструдера,
б. смешивание эластомера и первой части термопластической смолы,
в. подача улучшающего сочетаемость агента в экструдер,
г. смешивание эластомера, первой части термопластической смолы и улучшающего сочетаемость агента для инициирования прививки эластомера и термопластической смолы в отсутствии вулканизации или любой значительной вулканизации эластомера,
д. подача второй части термопластической смолы в экструдер, и
е. перемешивание содержимого экструдера в условиях действия сдвига в ходе вулканизации эластомера и перемешивание до тех пор, пока эластомер не распределится в виде частиц в матрице термопластической смолы, и при этом степень отверждения частиц достигает по крайней мере 80%, при этом образуется динамически вулканизированный сплав (ДВС),
Б. способ по варианту осуществления А, в котором указанный эластомер добавляют напрямую во впускное отверстие без какого-либо предварительного смешивания с другими компонентами ДВС,
B. способ по варианту А или Б, в котором по крайней мере один вулканизирующий агент добавляют в ходе стадии д),
Г. способ по любому одному из вариантов или по любой комбинации вариантов А-В, в котором после стадии д) и после инициации вулканизации частиц эластомера - в экструдер подают по крайней мере один улучшающий сочетаемость агент или модификатор вязкости,
Д. способ по любому одному из вариантов или по любой комбинации вариантов А-Г, в котором в ходе стадий а), в) или д) в экструдер также подают по крайней мере один стабилизатор,
Е. способ по любому одному из вариантов или по любой комбинации вариантов А-Д, дополнительно включающий стадию грануляции по крайней мере одного вулканизирующего агента с некоторым количеством термопластической смолы перед подачей вулканизирующего агента в экструдер,
Ж. способ по любому одному из вариантов или по любой комбинации вариантов А-Е, в котором вторая часть термопластической смолы составляет от 10 до 75 мас. % в расчете на общее количество термопластической смолы в сплаве, а участок добавления второй части термопластической смолы расположен в любом участке в интервале от 30 до 60% соотношения L/D экструдера,
З. способ по любому одному из вариантов или по любой комбинации вариантов А-Ж, дополнительно включающий стадию подачи вторичного эластомера в исходное впускное отверстие экструдера,
И. способ по любому одному из вариантов или по любой комбинации вариантов А-З, в котором термопластическую смолу выбирают из группы, включающей полиамиды, полиимиды, поликарбонаты, сложные полиэфиры, полисульфонаты, полилактоны, полиацетали, акрилонитрил-бутадиен-стирольные смолы, полифениленоксид, полифениленсульфид, полистирол, стирол-акрилонитрильные смолы, стирол-малеинангидридные смолы, ароматические поликетоны и их смеси,
К. способ по любому одному из вариантов или по любой комбинации вариантов А-И, в котором термопластической смолой является полиамид, который прежде всего выбирают из группы, включающей нейлон-6, нейлон-12, нейлон-6,6, нейлон-6,9, нейлон 6,10, нейлон 6,12, нейлон 6,66 сополимер, нейлон-11 и их смеси,
Л. способ по любому одному из вариантов или по любой комбинации вариантов З-К, в котором вторичным эластомером является модифицированный малеиновым ангидридом этиленэтилакрилат,
М. способ по любому одному из вариантов или по любой комбинации вариантов А-Л, в котором улучшающим сочетаемость агентом является пластификатор (например, BBSA) или реакционноспособный пластификатор (например, PIBSA) или комбинация пластификатора и реакционноспособного пластификатора,
Н. способ по любому одному из вариантов или по любой комбинации вариантов А-М, в котором всю систему вулканизаторов добавляют в исходное впускное отверстие,
О. способ по любому одному из вариантов или по любой комбинации вариантов А-Н, в котором эластомером является эластомер на основе изобутилена,
П. способ по любому одному из вариантов или по любой комбинации вариантов А-О, в котором эластомером является сополимер изобутилена и алкилстирола,
Р. способ по любому одному из вариантов или по любой комбинации вариантов А-П, в котором указанный эластомер является галогенированным,
С. способ по любому одному из вариантов или по любой комбинации вариантов А-Р, в котором эластомер присутствует в сплаве в количестве в интервале от приблизительно 2 мас. % до приблизительно 90 мас. % в расчете на общую массу эластомера и термопластической смолы,
Т. способ по любому одному из вариантов или по любой комбинации вариантов А-С, в котором скорость сдвига при смешивании находится в любом одном из следующих интервалов: от 7500 с-1 до 50 с-1, от 5750 с-1 до 65 с-1, от 5000 с-1 до 100 с-1, или от 4750 с-1 до 500 с-1,
У. способ по любому одному из вариантов или по любой комбинации вариантов А-Т, в котором время пребывания ДВС в экструдере находится в интервале от 30 с до 500 с,
Ф. способ по любому одному из вариантов или по любой комбинации вариантов А-У, в котором производительность экструдера составляет от 30 кг/ч до максимально 150 кг/ч для экструдера со скоростью вращения шнека от 20 об./мин до 200 об./мин и с диаметром вплоть до 320 мм,
X. способ по любому одному из вариантов или по любой комбинации вариантов А-Ф, в котором после добавления вулканизирующих агентов экструдер эксплуатируют при удельной энергии в интервале не более 0,39 кВт×ч/кг, или в интервале от 0,35 кВт×ч/кг до 0,29 кВт×ч/кг или в интервале от 0,33 кВт×ч/кг до 0,30 кВт×ч/кг,
Ц. способ по любому одному из вариантов или по любой комбинации вариантов А-Х, в котором сплав дополнительно экструдируют с формованием листа или пленки,
Ч. способ по варианту Ц, в котором значение ЭШП сформованных из ДВС листа или пленки составляет любой один из интервалов: I) не более 1,5 мкм, II) от 0,5 мкм до 1,5 мкм, III) от 0,5 мкм до 1,3 мкм или IV) от 0,5 до 1,0 мкм.
Примеры
В следующем разделе способ получения ДВС описан со ссылкой на неограничивающие объем изобретения примеры.
По возможности для оценки физических свойств ДВС были использованы стандартные методики испытаний ASTM. В таблице 1 представлены методики испытаний, использованные в примерах.
Относительное удлинение (ОУ) ДВС измеряли согласно методике ASTM D 412. ОЕ означает расстояние, на которое можно растянуть нить материала до ее разрыва.
Испытание Ml00 позволяет измерять модуль упругости материала и отображает устойчивость к деформации при 100% удлинении относительно воздействия силы на единицу площади.
Вязкость ЛКВ измеряли на вискозиметре ЛКВ по модифицированной методике испытаний ASTM D-3835-02. Модифицированные испытания проводили при 220°C или при 240°, при скорости сдвига 1200 с-1 и или 300 с-1, значения температуры и скоростей, использованных в ходе испытаний, представлены в соответствующих таблицах. Любые другие модификации стандартных условий испытаний представлены вместе с соответствующими данными. В предварительных сравнительных испытаниях материал испытывали при 1200 с-1, так как обычно требуется обрабатывать материал при более высоких скоростях сдвига. Часть настоящего изобретения заключалась в открытии того факта, что за счет изменения очередности подачи питающих потоков компонентов в экструдер не требуется применение высокого сдвига для обеспечения требуемых физических свойств ДВС, при этом неожиданно было установлено, что очередность питающих потоков по настоящему изобретению позволяет использовать низкие скорости сдвига и при этом обеспечивать улучшенную морфологию ДВС.
ЭШП измеряли на анализаторе Surfanalyser производства США по инструкциям фирмы-производителя. На анализаторе Surfanalyser определяли среднеарифметическое отклонение профиля Ra для поверхности материала.
Проницаемость кислорода измеряли с использованием системы MOCON OxTran, модель 2/61, эксплуатируемой по принципу динамического измерения переноса кислорода через тонкую пленку. Этот параметр измеряли в единицах см3-мм/м2-сут-мм рт. ст. В основном методика анализа заключалась в следующем: плоскую пленку или образцы каучука закрепляли в диффузионные ячейки, которые продували от остаточного кислорода газом-носителем, не содержащим кислород. Газ-носитель пропускали через датчик до постоянного нулевого значения. Чистый кислород или воздух подавали с внешней стороны диффузионных ячеек. Кислород, диффундированный через пленку, внутри ячейки пропускали через датчик, с помощью которого измеряли скорость диффузии кислорода.
Проницаемость измеряли по следующей методике. Тонкие вулканизированные исследуемые образцы, изготовленные из исследуемых композиций, устанавливали в диффузионные ячейки и уравновешивали на масляной бане при 60°C. Для определения проницаемости воздуха через образец регистрировали время, требуемое для проникновения воздуха через данный образец. В качестве образцов использовали круглые пластины диаметром 12,7 см и толщиной 0,38 мм. Ошибка измерений проницаемости воздуха (2σ) составляла ±0,245 (×108) единиц.
Испытания на низкотемпературную усталость (НТУ) проводили с использованием установки для испытаний при постоянном напряжении/на усталость при напряжении, производства фирмы Ueshima Seisakusho Co. Исследуемые образцы вырезали из экструдированной пленки толщиной 1 мм с использованием штампа JIS #3, материал высушивали в течение 16 ч при 150°C. Одновременно испытывали 10 образцов при -35°C, частоте 5 Гц, 40% общей деформации сдвига. Установка регистрирует число циклов, при которых наблюдается разрыв материала. Величину НТУ выражали в виде характеристического числа циклов (при 63% процентиле) по данным анализа распределения Вейбулла.
Различные компоненты, использованные в образцах ДВС, перечислены в таблице 2.
Образцы для сравнения А1 и А2 получали по следующей ранее известной методике для получения ДВС. Каучуковую маточную смесь сначала смешивали с использованием закрытого смесителя периодического действия. Эластомерную маточную смесь также «ускоряли», что означает предварительное смешивание вулканизатора с эластомером в смесителе периодического действия при температуре ниже температуры инициации вулканизации каучука. После смешивания каучуковой маточной смеси ее подавали в каучуковый гранулятор. Термопластическую смоляную маточную смесь смешивали с использованием двухшнекового экструдера и затем гранулировали. Затем гранулированную каучуковую маточную смесь, улучшающий сочетаемость агент и гранулированную смоляную маточную смесь подавали в двухшнековый экструдер для обработки ДВС с совместно вращающимися шнеками с полным зацеплением. Этот процесс называется «двойным дозированием компонентов маточной смеси». В ДВС, изготовленной известным из уровня техники методом, может происходить перевулканизация/деградация эластомера, если эластомерную смесь получают слишком быстро до получения ДВС.
Образцы для сравнения В1 и В2 получали по другой известной в уровне техники методике, в которой не создавали эластомерную маточную смесь. Смоляную маточную смесь получали по стандартной методике. Смоляную маточную смесь, улучшающий сочетаемость агент, эластомер, вулканизаторы и все остальные ингредиенты добавляли напрямую во впускное отверстие двухшнекового экструдера для обработки ДВС.
Идентичный состав образцов А1, А2, В1 и В2 представлен в таблице 3, причем количество каждого компонента дано в частях на 100 частей каучука (част./100 част.). В этих образцах содержание эластомера БИМСМ в ДВС составляет 49,01 мас. % в расчете на массу ДВС, первичная термопластическая смола, полиамидный сополимер, присутствует в количестве 30,91 мас. %, а пластификатор в количестве 13,25 мас. %.
Свойства всех образцов для сравнения представлены в таблице 3.

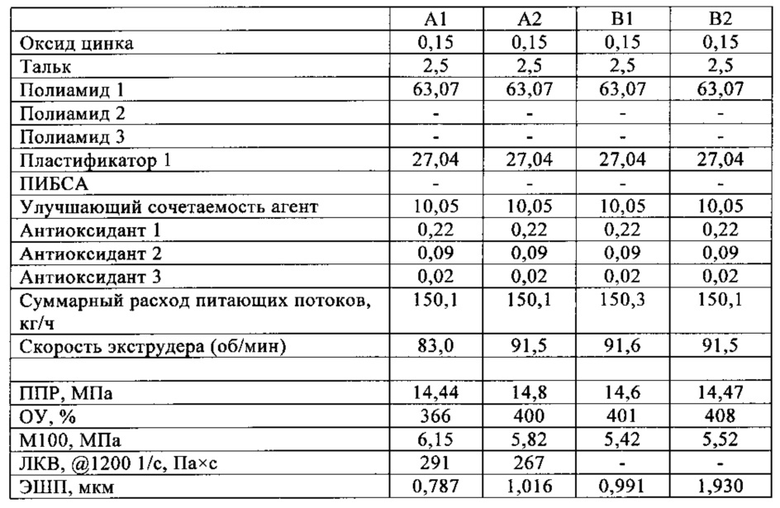
Затем готовили образцы согласно настоящему изобретению с использованием того же двухшнекового экструдера, который описан выше, но изменяли расположение отверстий для добавления вулканизатора и части термопластической смолы. Данные представлены в таблице 4. При получении этих образцов, покрытый тальком гранулированный эластомер, частицы полиамидного сополимера и антиоксиданты в форме частиц из концентрата, все добавляли каждый в отдельности в исходное впускное отверстие 14 экструдера 10. ПИБСА (улучшающий сочетаемость агент) добавляли в отверстие, расположенное приблизительно на 15% длины экструдера и измеренное от исходного впускного отверстия. 50% Полиамида и все вулканизаторы добавляли в экструдер 10 через различные отверстия, расположенные вдоль длины экструдера L/D, как указано в таблице 4. Количества всех компонентов, перечисленных в таблице 4, даны в част./100 част. каучука.
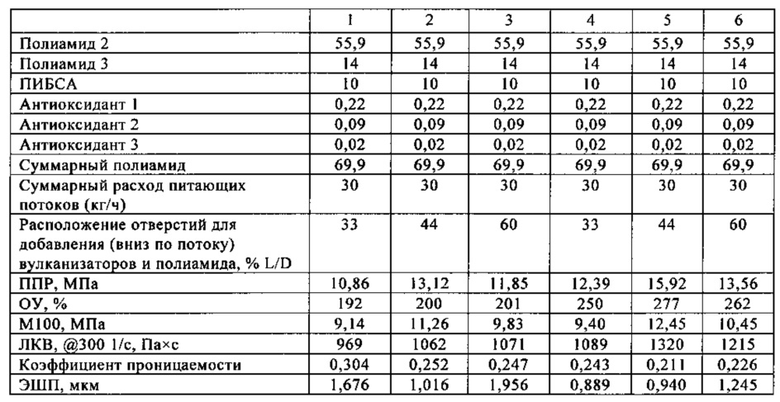
Соответствующее сравнение значений ЛКВ, представленных в табл. 3 и табл. 4 показало, что значения, измеренные при более высокой частоте (табл. 3), составляют приблизительно ¼ значений, измеренных при более низкой частоте (табл. 4). Таким образом, можно заключить, что для образцов 1-3, полученных с использованием многокомпонентной системы вулканизаторов, значения ЛКВ сопоставимы со значениями ЛКВ, измеренными для ДВС, полученных стандартными способами, и, следовательно, значения вязкости материала полученного после экструзии по известным из уровня техники методикам, и значения вязкости материала по настоящему изобретению являются сопоставимыми.
Однако при этом наблюдаются более низкие значения ППР и ОУ, и более высокие значения модуля Ml00. Эти результаты свидетельствуют о более высокой степени вулканизации и о достижении требуемой улучшенной морфологии и эксплуатационных характеристик ДВС. Для образцов 4-6, полученных с использованием только диоксида металла в качестве вулканизатора, наблюдается дополнительное улучшение значений ЛКВ по сравнению с образцами, перечисленными в табл. 3, и при этом также достигается высокий модуль M100, сопоставимый ППР и низкое ОУ.
Физические свойства для каждого набора ДВС, определяемые системой вулканизаторов, характеризуются низкими коэффициентами проницаемости и низкими значениями ЭШП, которые достигаются при L/D=44%. Таким образом, добавление при L/D=44% вниз по потоку является предпочтительным вариантом для всех или по крайней мере одного варианта осуществления настоящего изобретения. Представленные выше данные свидетельствуют также о том, что образцы ДВС, полученные с использованием в качестве вулканизатора оксида металла, характеризуются низкими коэффициентами проницаемости и низкими значениями ЭШП.
Преимущество использования одностадийного способа по настоящему изобретению по сравнению с известным получением двух отдельных маточных смесей - каучука и термопластической смолы - заключается в исключении возможной деградации маточной смеси в течение ее выдерживания перед смешиванием в составе ДВС. Чем дольше выдерживают ускоренную каучуковую маточную смесь, тем в большей степени каучук становится чувствительным к подвулканизации. Чем дольше выдерживают термопластическую смоляную маточную смесь, тем скорее пластификаторы начинают выделяться из смеси, что может вызвать проблемы в обращении и дозировании продукта в смеситель за счет увеличения липкости частиц смолы.
Для оценки эффекта разделения количеств термопластической смолы, подаваемой в исходное впускное отверстие, и в отверстия, расположенные вниз по потоку, варьировали количество смолы, добавленной через отверстия, расположенные при L/D=44%, и испытывали полученные образцы ДВС. Состав композиции ДВС представлен ниже в таблице 5, а полученные результаты указаны в таблице 6. Способ добавления включает стадию добавления улучшающего сочетаемость агента через отверстие, расположенное вниз по потоку от исходного впускного отверстия на расстоянии приблизительно 15% L/D.
Исследовали также действие различной температуры в цилиндре экструдера после добавления вулканизаторов и различных количеств дополнительного нейлона. Температура, указанная в таблице 6, означает температуру материала после инициации вулканизации и в процессе прохождения смеси через экструдер до участка, расположенного приблизительно на 80%-85% L, затем температура падает до выхода ДВС из экструдера. Данные, полученные при изменении температуры, представлены также на фиг. 3.
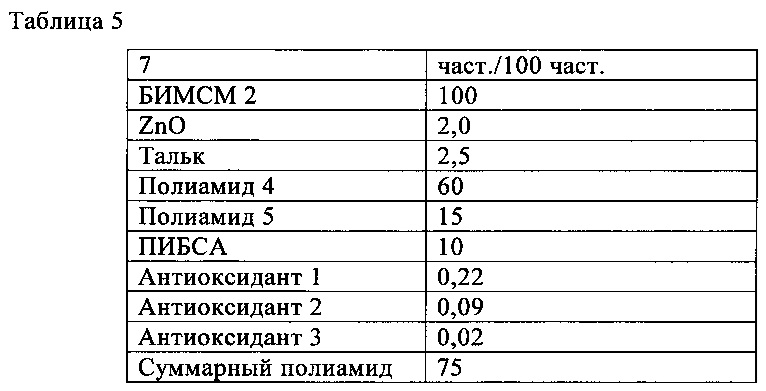
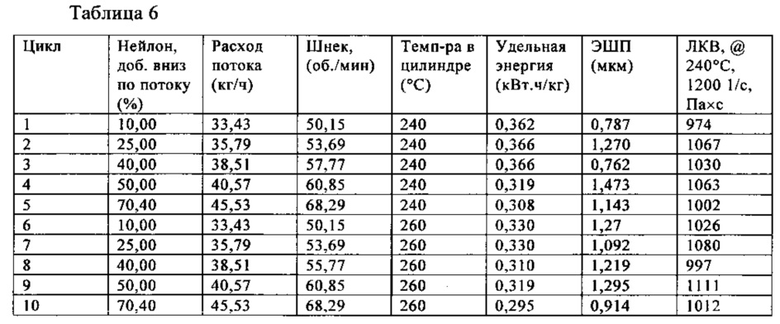
Все значения ЭШП для ДВС, полученных с использованием различных количеств нейлона (от 10% до 70%), добавленного вниз по потоку, составляют менее 1,5 мкм, а почти все значения ЛКВ составляют более 1000. Таким образом, эти данные свидетельствуют о том, что добавление нейлона вниз по потоку не снижают степень дисперсности эластомера в термопластической смоле. При повышении количества нейлона в процентах, добавленного вниз по потоку, удельная энергия снижается при всех температурах, измеренных в цилиндре экструдера. Низкая удельная энергия позволяет пропорционально повысить расход питающих потоков экструдера в тех случаях, когда мощность аппарата ограничивает расход потоков. Такое ограничение часто наблюдается в современном процессе получения ДВС в связи с низкой скоростью шнеков по сравнению со стандартным процессом получения ДВС на основе олефинов.
На фиг. 3 представлены данные по зависимости удельной энергии для обеих температур в экструдере от количества добавленного вниз по потоку нейлона и линейная экстраполяция этих данных. Как видно на фиг. 3, при повышении температуры в процессе вулканизации снижается удельная энергия, потребленная системой.
Такое снижение количеств термопластической смолы, добавленных через исходное впускное отверстие, позволяет увеличить время пребывания в экструдере, а более продолжительное время пребывания обеспечивает сочетаемость каучука и нейлона для достижения более высокой степени сшивки с частицами каучука малого размера до начала любой вулканизации. Любое повышение температуры ограничено из-за низкой удельной энергии для предотвращения подвулканизации эластомера в процессе его прохождения через экструдер.
Проводили также исследования с использованием композиции ДВС образца для сравнения А1, в ходе которых варьировали расположение участка добавления только одной системы вулканизаторов вдоль длины экструдера.
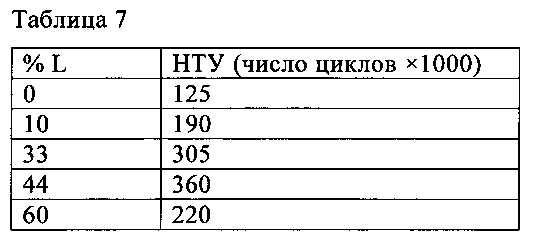
Указанные выше эксплуатационные характеристики улучшаются, даже если добавлять только одну систему вулканизаторов через отверстия, расположенные вниз по потоку от исходного впускного отверстия экструдера ( см. табл. 7).
Дополнительное сравнение способа смешивания проводили с использованием единственного состава. ДВС получали двумя способами: известным из уровня техники способом получения маточной смеси (способ А), описанным выше, и способом по настоящему изобретению. Состав ДВС представлен ниже в таблице 8.
Проводили несколько циклов для одной и той же композиции, но с использованием двух разных способов. Результаты нескольких циклов представлены в таблице 9.
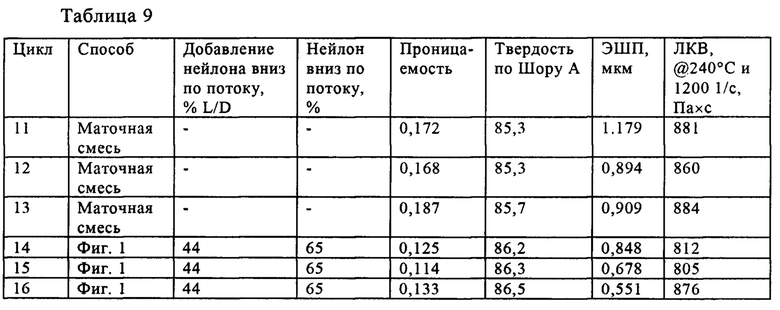
Полученные результаты свидетельствуют о том, что твердость по Шору для двух способов является сопоставимой, однако значительно улучшаются проницаемость и значения ЭШП. Кроме того значения ЛКВ являются равными или сниженными, что может способствовать повышению производительности, когда мощность мотора или температура плавления ограничивают расход. Использование предлагаемого способа получения ДВС позволяет получать пленки с коэффициентом проницаемости не более 0,16 см3-мм/м2-сут-мм рт. ст., или в другом варианте не более 0,13 см3-мм/м2-сут-мм рт. ст., или в интервале от 0,05 до 0,15 см3-мм/м2-сут-мм рт. ст., причем можно получить более низкие значения за счет оптимизации состава эластомеров и термопластических смол, которые независимо характеризуются более низкими коэффициентами проницаемости, и с использованием предлагаемого способа получения ДВС.
Хотя представленные выше описание и примеры относятся только к эластомерам с низкой проницаемостью для применения в качестве основного/первичного эластомера, а также к способу, направленному на разработку способа создания реакционноспособных смесей для ДВС, где происходит межфазная реакция прививки, в способе можно также использовать другие типы эластомеров и термопластических материалов (и вторичных материалов), причем смесь представляет собой реакционноспособную смесь (за исключением любой реакции сшивки за счет добавления вулканизаторов).
Если в данном контексте перечислены числовые верхние пределы и числовые нижние пределы, то предусматриваются также интервалы от любого нижнего предела до любого верхнего предела. Хотя иллюстративные варианты осуществления настоящего изобретения описаны более подробно, следует понимать, что для специалиста в данной области техники представляются очевидными многие другие модификации, которые специалист может легко реализовать, не выходя за пределы сущности и объема настоящего изобретения. Соответственно, предполагается, что объем прилагаемой формулы изобретения не ограничивается примерами и описанием, представленными в этой заявке, а наоборот, пункты формулы изобретения сформулированы таким образом, чтобы включать все признаки патентуемой новизны, на которых основано настоящее изобретение, включая все признаки, которые могут быть использованы в виде эквивалентов этих признаков специалистами в области техники, к которой относится настоящее изобретение.
Настоящее изобретение описано выше со ссылками на многочисленные варианты его осуществления и конкретные примеры. Из подробно описанного выше описания настоящего изобретения специалистам в данной области техники представляются очевидными многочисленные варианты его осуществления. Все такие очевидные варианты полностью включены в объем прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИНАМИЧЕСКИ ВУЛКАНИЗИРОВАННАЯ ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ ПЛЕНКА | 2011 |
|
RU2571737C2 |
| ЭКСТРУЗИЯ АДГЕЗИВА ДЛЯ ЛАМИНАТОВ ИЗ ДИНАМИЧЕСКИ ВУЛКАНИЗИРОВАННОГО ТЕРМОПЛАСТИЧНОГО ЭЛАСТОМЕРА | 2011 |
|
RU2569084C2 |
| ДИНАМИЧЕСКИ ВУЛКАНИЗИРОВАННЫЕ ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРНЫЕ ЛАМИНАТЫ | 2011 |
|
RU2569089C2 |
| КОНСТРУКЦИЯ, СОДЕРЖАЩАЯ СВЯЗЫВАЮЩИЙ СЛОЙ | 2012 |
|
RU2610511C2 |
| ЭЛАСТОМЕРНЫЕ КОМПОЗИЦИИ И ИХ ПРИМЕНЕНИЕ В ИЗДЕЛИЯХ | 2012 |
|
RU2589714C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ДИНАМИЧЕСКИ ВУЛКАНИЗОВАННЫХ СПЛАВОВ | 2009 |
|
RU2534364C2 |
| ЭЛАСТОМЕРНЫЕ КОМПОЗИЦИИ И ИХ ПРИМЕНЕНИЕ В ИЗДЕЛИЯХ | 2010 |
|
RU2556992C2 |
| ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРНЫЕ КОМПОЗИЦИИ | 2011 |
|
RU2600447C2 |
| ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2012 |
|
RU2599638C2 |
| ДИНАМИЧЕСКИ ВУЛКАНИЗИРОВАННЫЕ РАСПЛАВЫ | 2015 |
|
RU2685668C1 |
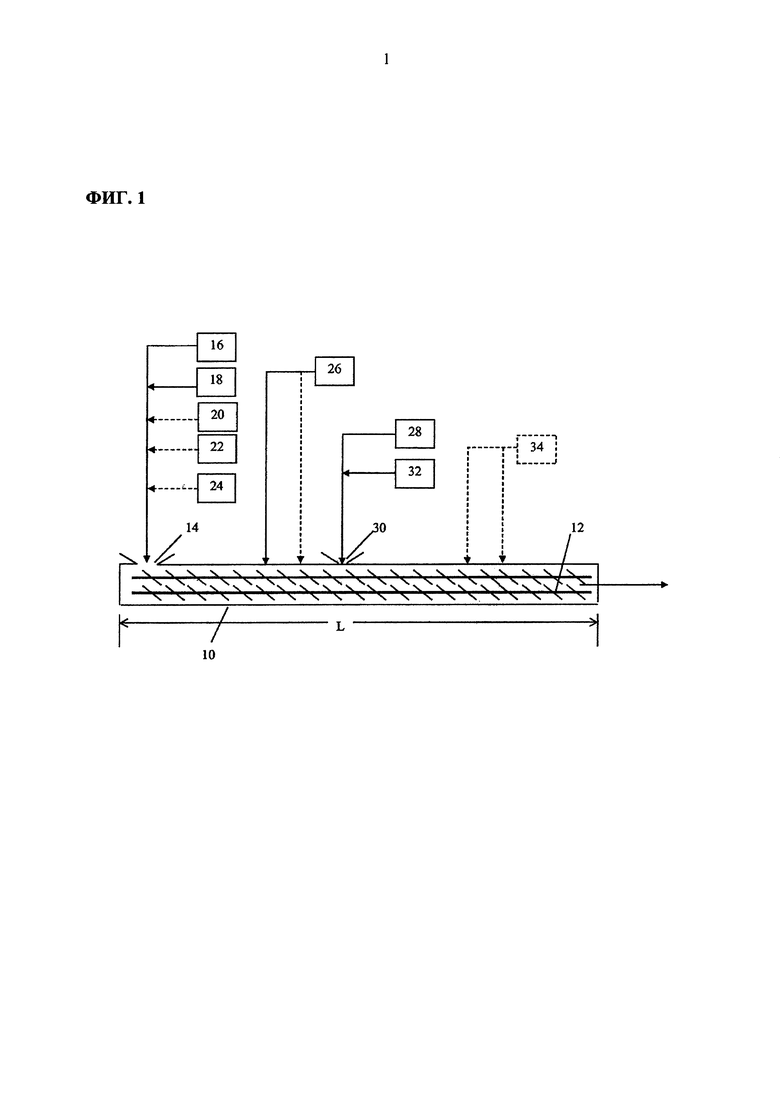
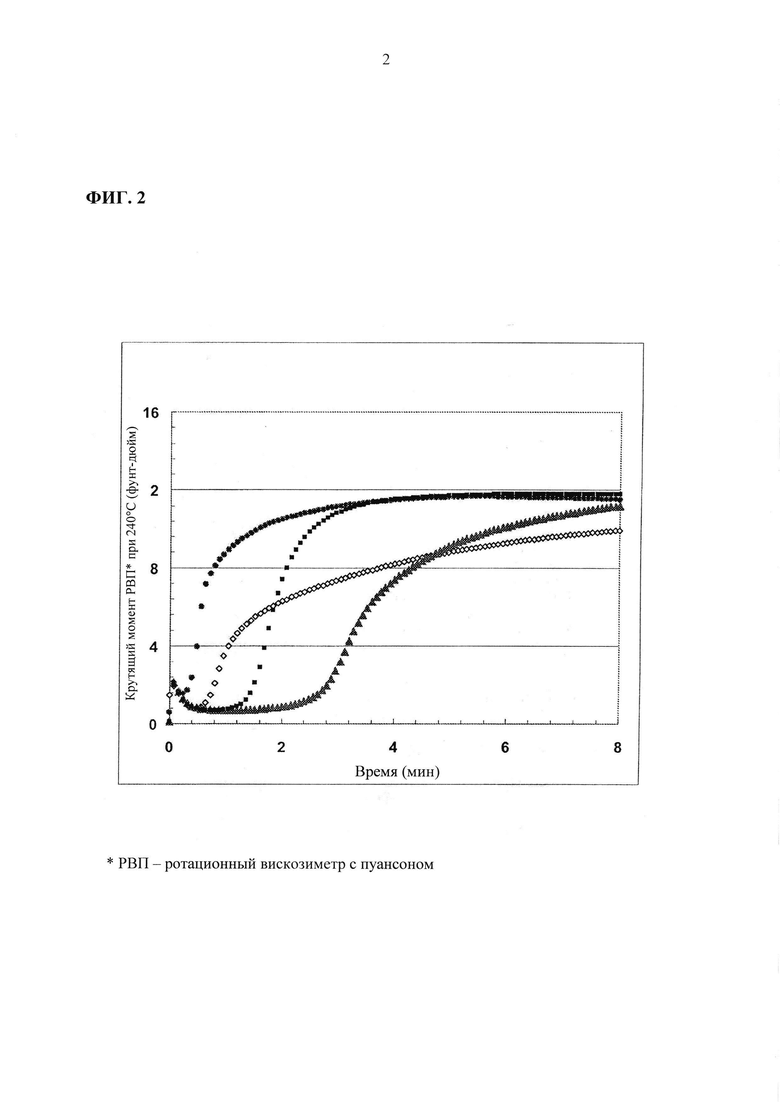
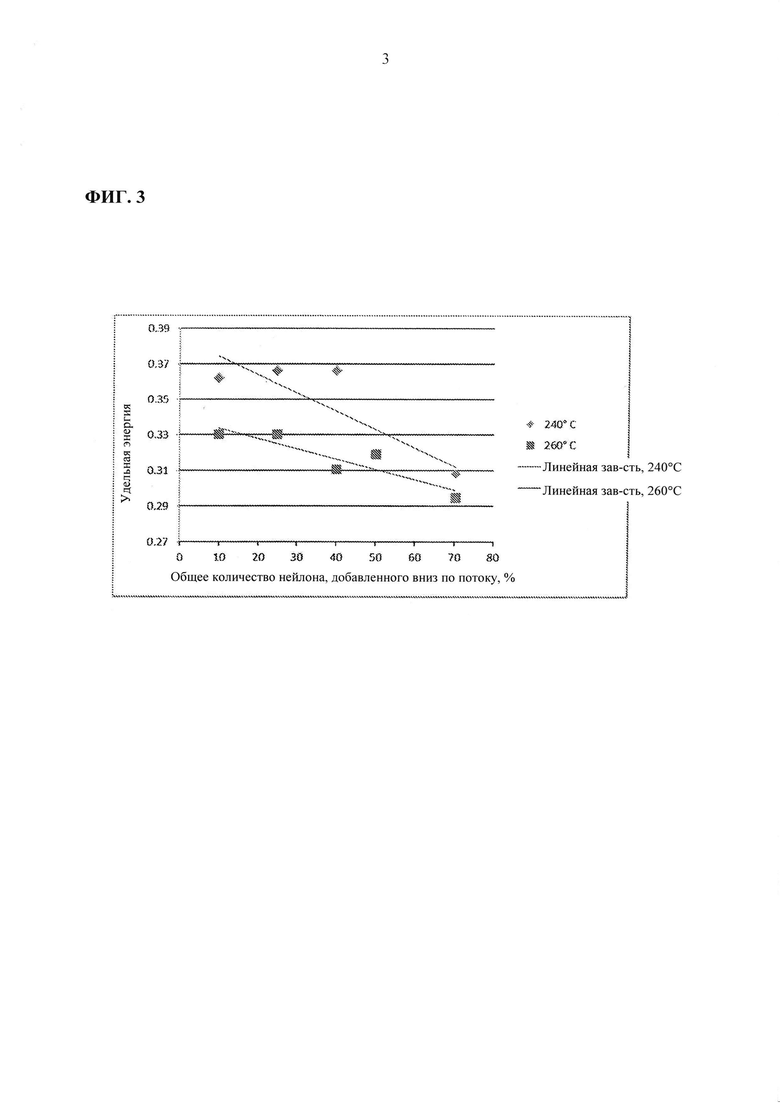
Изобретение относится к получению динамически вулканизированного сплава эластомерных и термопластических смол, а также к формованной пленке из этого сплава. Сплав включает по крайней мере один эластомер и по крайней мере одну термопластическую смолу. Согласно способу термопластическую смолу добавляют в экструдер в две стадии с промежуточным добавлением улучшающего сочетаемость агента. Кроме того, в ходе конечного добавления термопластической смолы в экструдер добавляют вулканизаторы эластомеров. Изобретение позволяет получить динамически вулканизированные сплавы с уникальными морфологическими свойствами, которые характеризуются хорошей непроницаемостью и низкотемпературной эластичностью. 2.н. и 17 з.п. ф-лы, 3 ил, 9 табл.
1. Способ получения динамически вулканизированного сплава, где сплав включает по крайней мере один эластомер и по крайней мере одну термопластическую смолу, причем способ включает следующие последовательные стадии:
(а) загрузку эластомера и первой части термопластической смолы в исходное впускное отверстие экструдера,
(б) смешивание эластомера и первой части термопластической смолы,
(в) загрузку улучшающей сочетаемость добавки в экструдер,
(г) смешивание эластомера, первой части термопластической смолы и улучшающей сочетаемость добавки для инициации межфазной реакции прививки эластомера и термопластической смолы без какой-либо значительной вулканизации эластомера,
(д) после межфазной реакции прививки загрузку второй части термопластической смолы в экструдер и
(е) смешивание содержимого экструдера в условиях действия сдвига для смешивания и вулканизации эластомера до тех пор, пока эластомер не распределится в виде частиц в матрице термопластической смолы и вулканизация частиц эластомера не достигнет по крайней мере 80%, при этом образуется динамически вулканизированный сплав.
2. Способ по п. 1, где по крайней мере один вулканизирующий агент подают в экструдер вместе со второй частью термопластической смолы.
3. Способ по п. 1, где указанный эластомер добавляют напрямую во впускное отверстие без любого предварительного смешивания с другими компонентами динамически вулканизированного сплава.
4. Способ по п. 1 или 2, где после стадии д) и после инициации вулканизации частиц эластомера в экструдер подают по крайней мере одну улучшающую сочетаемость добавку или по крайней мере один модификатор вязкости.
5. Способ по п. 1 или 2, где в ходе стадий а), в) или д) в экструдер также подают по крайней мере один стабилизатор.
6. Способ по п. 2, дополнительно включающий стадию объединения по крайней мере одного вулканизирующего агента с частями термопластической смолы перед подачей вулканизирующего агента в экструдер.
7. Способ по п. 1 или 2, где количество второй части термопластической смолы, подаваемой на стадии д), составляет от 10 до 75 мас.% в расчете на общее количество термопластической смолы в сплаве.
8. Способ по п. 1 или 2, где вторую часть термопластической смолы подают в экструдер в отверстия, расположенные в интервале от 30% до 60% соотношения L/D экструдера, причем L означает длину шнека экструдера, a D означает максимальную ширину отверстия цилиндра экструдера.
9. Способ по п. 1 или 2, дополнительно включающий стадию подачи вторичного эластомера в исходное впускное отверстие экструдера.
10. Способ по п. 1 или 2, где термопластическую смолу выбирают из группы, включающей полиамиды, полиимиды, поликарбонаты, сложные полиэфиры, полисульфонаты, полилактоны, полиацетали, акрилонитрил-бутадиен-стирольные смолы, полифениленоксид, полифениленсульфид, полистирол, стирол-акрилонитрильные смолы, стирол-малеинангидридные смолы, ароматические поликетоны и их смеси.
11. Способ по п. 1 или 2, где термопластической смолой является полиамид, выбранный из группы, включающей нейлон-6, нейлон-12, нейлон-6,6, нейлон-6,9, нейлон-6,10, нейлон-6,12, нейлон-6,66 сополимер, нейлон-11 и их смеси.
12. Способ по п. 1 или 2, где эластомер представляет собой эластомер на основе изобутилена.
13. Способ по п. 1 или 2, где эластомер представляет собой сополимер изобутилена и алкилстирола.
14. Способ по п. 1 или 2, где термопластическая смола присутствует в сплаве в количестве от 40 до 80 ч./100 ч.
15. Способ по п. 1 или 2, где после завершения подачи вулканизирующих агентов в экструдер на стадии д) экструдер эксплуатируют при удельной энергии в интервале не более 0,39 кВт×ч/кг, или в интервале от 0,35 кВт×ч/кг до 0,29 кВт×ч/кг, или в интервале от 0,33 кВт×ч/кг до 0,30 кВт×ч/кг.
16. Способ по п. 1 или 2, где температуру экструдера снижают до величины в интервале от 5°С до 50°С после подачи второй части термопластической смолы в экструдер.
17. Пленка, формованная из динамически вулканизированного сплава, полученного способом по п. 1 или 2.
18. Пленка по п. 17, где экструзионная шероховатая поверхность (ЭШП) пленки находится в интервале от 0,5 до 1,5 мкм.
19. Пленка по п. 17, где коэффициент проницаемости пленки составляет не более 0,16 см3-мм/м2-сут-мм рт. ст.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| EP 0915124 A1 12.05.1999 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| JP 2008106249 A 08.05.2008 | |||
| ОРИЕНТИРОВАННАЯ ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ ПЛЕНКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2003 |
|
RU2301816C2 |

