Область техники, к которой относится изобретение
Изобретение относится к нефтехимической промышленности, газохимии и основному органическому синтезу, в частности, к процессам переработки этиленсодержащих газовых смесей, образующихся на стадиях переработки нефтезаводских газов, включающих стадии парциального окисления, в жидкие химические продукты - оксигенаты - способом гидроформилирования.
Уровень техники
Основным продуктом, на получение которого направлено данное изобретение, является пропаналь - ценный интермедиат, востребованный при получении н-пропанола, пропионовой кислоты и ее эфиров, аминов, 2-метилпентеля и 2-метилпентанола.
Наиболее распространены способы получения пропаналя гидроформилированием этилена. Гидроформилирование - известный и широко используемый в настоящее время нефтехимический процесс, направленный на получение альдегидов и спиртов, востребованных при производстве ПАВ, пластификаторов полимеров, растворителей, реагентов органического синтеза, душистых соединений и многих других продуктов. Существующие способы основаны на использовании в качестве катализаторов соединений родия и кобальта; в ряде научных публикаций описано применение других переходных металлов. Чаще всего катализ проводят с использованием органических лигандов, которые стабилизируют металлокомплекс, что позволяет значительно улучшить характеристики процесса, такие как производительность, селективность по целевым продуктам, время стабильной работы гомогенного катализатора, а также различными способами реализовать отделение и рециркуляцию катализатора [Горбунов Д.Н. и др. Гидроформилирование в нефтехимии и органическом синтезе: реализация процесса и решение проблемы рециркуляции гомогенных катализаторов (обзор) / Нефтехимия, 2015, Т.55, №6, с. 443-460]. В качестве сырья используют очищенные от примесей газообразные и жидкие олефины С2-С21, а также их промышленные смеси, например, тримеры пропилена, изомеры бутилена (раффинат-2), димеры бутилена, продукты олигомеризации низших олефинов и синтеза Фишера-Тропша. Гидроформилирование этилена на родиевых катализаторах проводят с целью получения пропаналя и продуктов его превращения - пропанола-1, пропионовой кислоты и ее эфиров, пропиламинов и 2-метилпентанола, а также диэтилкетона.
Многочисленные источники описывают различные способы реализации гидроформилирования этилена с использованием родиевых и кобальтовых катализаторов, в отсутствии или присутствии лигандов, которые используют для стабилизации каталитического комплекса и осуществления его рециркуляции. В документах [ А., Franke R. Hydroformylation: Fundamentals, Processes, and Applications in Organic Synthesis, First Ed. - Wiley-VCH Verlag GmbH & Co, 2016. - 736 pages; Ernst Billig, David R. OXO PROCESS / Bryant in Kirk-Othmer Encyclopedia of Chemical Technology, 2000] описаны факторы, влияющие на протекание гидроформилирования олефинов с различной длиной углеводородной цепи, например, тип каталитического прекурсора и лиганда, описано влияние таких параметров, как температура, давление, соотношение СО/Н2 в синтез-газе, мольные отношения компонентов на выход целевых продуктов.
А., Franke R. Hydroformylation: Fundamentals, Processes, and Applications in Organic Synthesis, First Ed. - Wiley-VCH Verlag GmbH & Co, 2016. - 736 pages; Ernst Billig, David R. OXO PROCESS / Bryant in Kirk-Othmer Encyclopedia of Chemical Technology, 2000] описаны факторы, влияющие на протекание гидроформилирования олефинов с различной длиной углеводородной цепи, например, тип каталитического прекурсора и лиганда, описано влияние таких параметров, как температура, давление, соотношение СО/Н2 в синтез-газе, мольные отношения компонентов на выход целевых продуктов.
Из уровня техники [патент RU 2352552 С1, опубл. 20.04.2009] известен способ гидроформилирования олефинов С2-С20, в котором используют родиевый катализатор, стабилизированный коммерчески доступным фосфитным лигандом. Данный способ позволяет превращать непредельное сырье в альдегиды с производительностью до 15000 ч-1, что делает способ коммерчески выгодным. В документе [патент US 4400547 А, опубл. 23.08.1983] раскрывается гидроформилирование с использованием иных фосфорных лигандов различного строения.
В документах [патент US 4668651 А, опубл. 26.05.1987; патент US 4769498 А, опубл. 06.09.1988; патент US 5910600 А, опубл. 08.06.1999] приведены примеры использования полифосфитных лигандов, которые при относительно низком мольном соотношении L:Rh позволяют проводить синтез альдегидов с высоким выходом и селективностью (для случая с пропиленом, селективность по н-бутаналю превышает 90%), и, кроме того, наличие лиганда позволяет эффективно проводить дистилляционное отделение продуктов от катализаторного раствора.
В документе [патент RU 2270829 С2, опубл. 27.02.2006] предложен способ гидроформилирования олефинов с полифосфитным лигандом, где стадия разделения осуществляется при давлении монооксида углерода, что способствует меньшему разложению каталитического комплекса и снижает его потери. Документ [патент US 6610891 В1, опубл. 26.08.2003] раскрывает способ гидроформилирования олефинов с дистилляцией альдегидного продукта из реакционной смеси при температурах ниже 70°С, что не вызывает значительного разложения катализатора.
В документах [патент US 5731472 А, опубл. 24.03.1998; патент US 5767321 А, опубл. 16.06.1998] описаны способы гидроформилирования бутиленов нормального строения, при этом родиевые катализаторы стабилизируют добавками аминов. Однако это, в свою очередь, может привести к протеканию реакции альдольной конденсации и увеличению выхода побочных продуктов.
Документ [патент RU 2585285 С1, опубл. 27.05.2016] раскрывает непрерывный способ гидроформилирования олефинов C2-C8, где решается проблема отделения накапливающегося в реакции кубового остатка путем его нанофильтрационного удерживания и удаления, что позволяет избежать дополнительных стадий по выделению родия из отводимых из системы тяжелых побочных продуктов.
Из уровня техники известны также многостадийные процессы гидроформилирования [патент RU 2270829 С2, опубл. 27.02.2006; GB 1387657 А, опубл. 19.03.1975; патентная заявка WO 9508525 А1, опубл. 30.03.1995; патентная заявка DE 3232557 А1, опубл. 17.03.1983], в которых реакцию проводят до значения конверсии по сырью до 50-90%, а затем после выделения катализатора и альдегидов из реакционной смеси сырье снова подают в реактор, достигая более высокой суммарной конверсии сырья в ценные продукты, чем в одностадийном опыте сравнения, а также продлевая срок службы катализатора.
Однако в вышеперечисленных технических решениях для гидроформилирования используют этилен и синтез-газ высокой чистоты, что требует наличия специальной сырьевой базы. Кроме того, в большинстве случаев требуется дополнительный синтез дорогостоящих лигандов (фосфитов, полифосфитов), полимерных мембран, дополнительных стабилизирующих агентов, либо сложное аппаратное оформление. Это накладывает существенные ограничения при производстве пропаналя, пропанола-1, диэтилкетона, пропионовой кислоты, 2-метилпентанола и некоторых других оксигенатов способом оксо-синтеза. В связи с этим, актуальной задачей является разработка способов переработки этилена в разбавленных потоках - более доступном и дешевом сырье. На нефтеперерабатывающих предприятиях, располагающих установками крекинга углеводородов, помимо целевых товарных продуктов, в термических и каталитических процессах переработки нефтяного сырья образуется значительное количество этилена и насыщенных газов C2+, водорода, метана, оксида углерода, а также диоксида углерода, кислорода и азота. Газовые смеси данного состава чаще всего сжигаются с целью выработки тепла [Melero J.A. et al. Biomass as renewable feedstock in standard refinery units. Feasibility, opportunities and challenges / Energy & Environmental Science, 2012, V.5, N.6, pp. 7393-7420; Xiaobo Luo et al. Modelling and process analysis of hybrid hydration-absorption column for ethylene recovery from refinery dry gas / Fuel, 2015, V.158, pp. 424-434; Xingang Li et al. Absorption hydration hybrid method for ethylene recovery from refinery dry gas: simulation and evaluation / Chemical Engineering Research and Design, 2016, V.109, pp. 258-272; Dongliang Wang et al. Simulation and multi-objective optimization of an integrated process for hydrogen production from refinery off-gas / International Journal of Hydrogen Energy, 2013, V.38, pp. 12968-12976]. Учитывая, что исходное сырье для крекинга прошло большое количество стадий очистки и подготовки (осушка, обессеривание), а также низкую теплоотдачу при сгорании смесей данного состава, такое использование нельзя считать рациональным. Интегрирование процессов переработки этиленсодержащих газов с существующими производственными процессами позволит повысить глубину переработки сырья и экономические показатели производств, а также расширить ассортимент продукции, выпускаемой предприятиями.
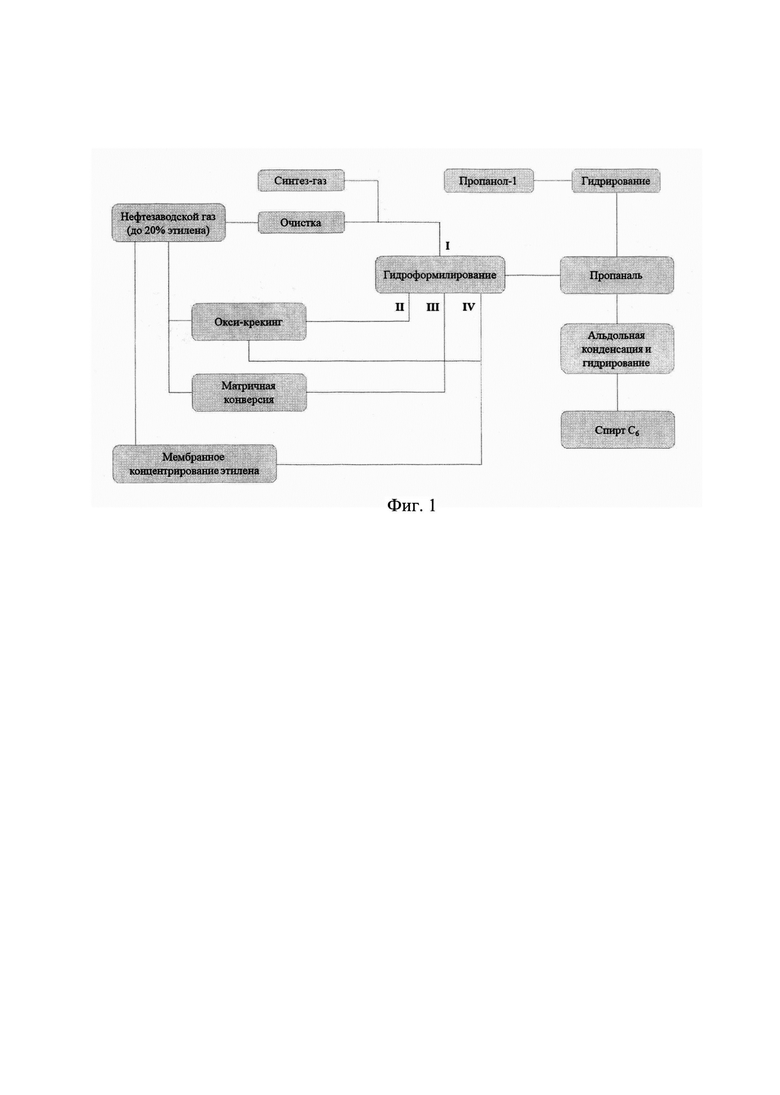
Разбавленные метаном, диоксидом углерода и инертными газами сырьевые газовые потоки, переработка которых является целью данного изобретения, могут быть получены различным путем (фиг. 1). Непосредственно газы каталитического крекинга могут содержать некоторое количество этилена, но его гидроформилирование требует подачи в реактор синтез-газа (фиг. 1, поток I), аналогично тому, как это предложено в документе [патентная заявка CN 102442894 А, опубл. 09.05.2012], описывающем гидроформилирование «сухого газа», поступающего с заводской установки каталитического крекинга.
Реализация процессов переработки с использованием технологий мембранного концентрирования этилена, оксикрекинга и матричной конверсии приводит к получению обогащенных этиленом газовых смесей, содержащих также достаточное количество водорода и монооксида углерода (На фиг. 1 приведены пути комбинированной переработки нефтезаводских газов, потоки II-IV), что позволяет проводить синтез кислородсодержащих соединений непосредственно из образующихся газовых смесей без создания отдельной установки производства синтез-газа [Arutyunov V.S. et al. New concept for small-scale GTL / Chemical Engineering Journal, 2015, V.282, pp. 206-212; Changwei Ни et al. Dual catalyst bed for the oxidation of CH4 simultaneously to C2H4 and syngas / AIChE Journal, 2007, V.53, N.11, рр. 2925-2931]. Выбор способа переработки в значительной степени зависит от состава исходного нефтезаводского газа.
Наиболее близким к настоящему изобретению по совокупности признаков (прототипом) является документ [патент RU 2688932 С1, опубл. 23.05.2019], в котором описан способ гидроформилирования и карбонилирования этиленсодержащих газовых смесей, получаемых при комбинированной переработке нефтезаводских газов. Способ включает стадии мембранно-абсорбционного выделения этилена из нефтезаводского газа с применением водных растворов солей переходных металлов, стадию окислительной конверсии кислородом или воздухом поступающих со стадии мембранного разделения газов, затем продукты первой и второй стадий объединяют и подвергают гидроформилированию или карбонилированию с использованием катализаторов на основе Rh и Pd, при этом продукты гидроформилирования или карбонилирования полностью или частично подвергают конденсации с последующим гидрированием с получением высших спиртов.
Однако реакции карбонилирования и гидроформилирования проводят по общим известным методикам, неадаптированным под гидроформилирование этилена в разбавленных потоках, что приводит к неполной конверсии сырья и снижению производительности по целевому продукту, выражаемой отношением кг(затраченного этилена)/кг(полученного пропаналя). Приводится, что степень конверсии этилена в пропаналь составляет 85%. Учитывая, что содержание этилена в газовой смеси, подаваемой в реактор, составляет лишь 10-20%, такие параметры проведения процесса нельзя считать оптимальными, поскольку значительно снижается общий выход ценных продуктов во всем цикле комбинированной переработки газов, а непрореагировавший этилен в дальнейшем используется только как компонент топливного газа. Кроме того, в прототипе не оценивались параметры производительности, что важно при эксплуатации дорогостоящих катализаторов такого типа, а также степень образования побочных тяжелых продуктов.
Раскрытие изобретения
Техническая задача, на решение которой направлено настоящее изобретение, состояла в устранении проблемы неполного превращения этилена в пропаналь, которая присутствует в способе-прототипе.
При этом технический результат, достигаемый в настоящем изобретении заключается в снижении расхода этиленсодержащего сырья при получении пропаналя способом гидроформилирования и повышении выхода целевого продукта в расчете на единицу затрачиваемого сырья, снижении степени образования тяжелых побочных продуктов, а также расхода дорогостоящих катализаторов и реагентов и затрат на осуществление процесса.
Указанный технический результат достигается способом гидроформилирования этилена в разбавленных газовых потоках с получением целевого продукта - пропаналя, при этом способ заключается в том, что газовую смесь, содержащую от 5 до 25% по объему этилена, а также монооксид углерода, водород, диоксид углерода, метан, алканы С2-С4, алкены С3-С4, подают в реактор гидроформилирования, ведут реакцию в среде толуола в присутствии родий-фосфинового катализатора при температурах 70-90°С до окончания быстрого падения давления в реакторе, далее производят сбор газов в буферную емкость и осуществляют подачу газов из буферной емкости для компенсации падения давления в реакторе при гидроформилировании следующей порции сырья.
Предпочтительно, частота оборотов реакции гидроформилирования в заявленном способе составляет от 5000 до 15000 ч-1.
Осуществление изобретения
Более подробно, предлагаемый в настоящем изобретении способ гидроформилирования этилена в разбавленных газовых смесях, поступающих с процессов комбинированной переработки нефтезаводских газов, согласно которому достигается указанный технический результат, включает:
1. Загрузку в предварительно продутый инертным газом для удаления кислорода реактор периодического действия, снабженный датчиком давления, нагревателем и механической мешалкой растворителя, взятого в объеме от 1/20 до 1/4 от общего объема реактора, например, бензола, индивидуального углеводорода или их смеси, кубового продукта гидроформилирования, предпочтительнее - толуола; каталитического прекурсора, который представлен комплексами Rh (I), например - HRh(PPh3)3(CO), RhCl(CO)(PPh3)3, Rh(cod)2BF4 (cod = циклооктадиен), Rh[(cod)Cl]2, предпочтительнее - ацетилацетонатодикарбонила родия Rh(acac)(CO)2, растворенного в толуоле до достижения концентрации 50 до 500 ppm (в пересчете на металлический родий); а также лиганда - растворимого в органических растворителях алкил- и арилфосфина, но предпочтительнее - коммерчески доступного лиганда трифенилфосфина, взятого в мольном избытке по отношению к родию от 3:1 до 20:1, предпочтительнее в соотношении от 1:4 до 1:10.
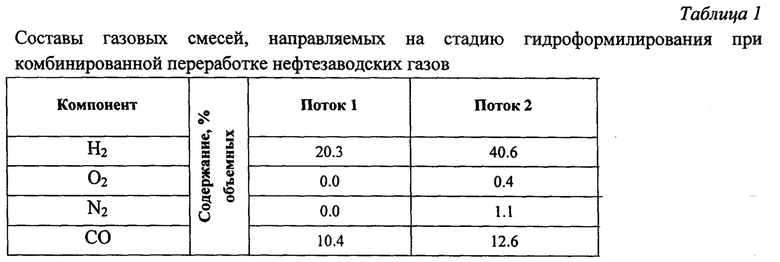
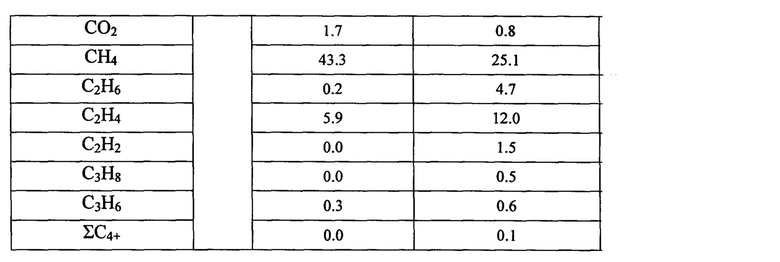
2. Подачу в реактор гидроформилирования газовых смесей с содержанием этилена от 5 до 25 об. %, водорода от 5 до 50 об. %, монооксида углерода от 5 до 50 об. %, где остальная часть смеси представлена диоксидом углерода, метаном, инертными газами, алканами С2-С4 и алкенами С3-С4 («этиленсодержащие газовые смеси», примеры составов даны в таблице 1) до давления 4,0-12,0 МПа, предпочтительнее 6,0-8,0 МПа и нагрев реактора до рабочей температуры 60-120°С, предпочтительнее до 70-90°С, включение механической мешалки с частотой оборотов 800-1200 с-1, проведение реакции до окончания быстрого снижения давления, фиксируемого по показателю датчика давления и охлаждения реактора до комнатной температуры, при этом конверсия этилена в пропаналь достигает 85-95%.
3. После охлаждения оставшиеся в реакторе газы перекачивают в буферную емкость для сбора газов, а жидкую фазу, содержащую растворитель, катализатор и продукт реакции - пропаналь, переносят в роторный испаритель, где производят отделение легколетучего продукта - пропаналя - от растворителя с растворенным в нем катализатором, заполняя после сброса вакуума роторный испаритель азотом.
4. После стадии выделения продукта растворитель с растворенным катализатором переносят в реактор, продувают реактор инертным газом, снова заполняют этиленсодержащей газовой смесью с составом аналогичным приведенному в пункте 2, компримируя до давления (аналогично как в пункте 2), и ведут реакцию в условиях, аналогичных по пункту 2, с тем отличием, что падение давления в реакторе компенсируют подачей в реактор газовой смеси из емкости для сбора непрореагировавших газов до полного расхода газов из емкости и далее - до окончания падения давления в реакторе.
5. После окончания реакции и охлаждения реактора оставшиеся в реакторе газы, представленные, в основном, метаном, алканами С2-С4, диоксидом углерода, азотом, водородом и остаточным монооксидом углерода, собирают в специальную емкость для сбора газов, получая в качестве дополнительного продукта топливный газ, а выделение целевого продукта (пропаналя) осуществляют аналогично тому, как изложено в пункте 3.
Осуществление настоящего изобретения иллюстрируют приведенные ниже примеры, которые носят иллюстрирующий характер и не ограничивают объем притязаний, заявленных в формуле изобретения.
Пример 1. Гидроформилирование модельной смеси 1
В реактор периодического действия объемом 1 л, снабженный механической мешалкой, нагревательным устройством и датчиком давления, предварительно продутый азотом, загружают 200 мл толуола, 60 мг каталитического прекурсора Rh(acac)(CO)2 (концентрация родия в растворе равна 225 ppm), 300 мг PPh3 (мольное соотношение P:Rh=5:1). Затем в реактор закачивают газовую смесь состава, в об. %: H2 - 40,0%, СО - 20%, СН4 - 20%, С2Н4 - 20%, до давления 10,0 МПа. Включают нагрев до температуры 80°С и перемешивание. После нагрева в ходе реакции давление в реакторе начинает падать, наблюдается быстрое снижение давления до 4,5 МПа (показания датчика после охлаждения реактора до комнатной температуры), что соответствует конверсии этилена, равной 92%. Анализ жидкой фазы методом ГЖХ показал наличие единственного жидкого продукта - пропаналя. Газ из реактора сначала самотеком перекачивается в буферную емкость, остаточное количество газов из реактора перекачивают в буферную емкость с помощью шприцевого насоса. Далее производят отбор жидкой фазы из реактора и отгонку пропаналя на вакуумном испарителе. В колбу-приемник сконденсировано 43,5 г пропаналя. После этого в реактор возвращают растворитель и растворенный в нем катализатор, закачивают новую порцию этиленсодержащего газа того же состава, ведут реакцию аналогичным образом, с тем отличием, что падение давления в реакторе компенсируется подачей газа из буферной емкости, содержащей остаточный этилен, до полного расхода газа в емкости. Затем продолжают вести реакцию до полного прекращения падения давления. Конверсия этилена на данной стадии составляет 98%, помимо первоначально загруженного этилена (0,82 моль), в пропаналь превращается дополнительно закачиваемый остаточный этилен из буферной емкости (0,065 моль). После отделения на роторном испарителе получают 51,1 г пропаналя.
Пример 2. Гидроформилирование модельной смеси 2
В реактор периодического действия объемом 1 л, снабженный механической мешалкой, нагревательным устройством и датчиком давления, предварительно продутый азотом, загружают 200 мл толуола, 60 мг каталитического прекурсора Rh(acac)(CO)2 (концентрация родия в растворе равна 225 ppm), 300 мг PPh3 (мольное соотношение P:Rh=5:1). Затем в реактор закачивают газовую смесь состава, в об. %: H2 - 20%, СО - 10%, СН4 - 40%, С2Н4 - 20%, остальное приходится на диоксид углерода, азот, прочие газообразные алканы до давления 10,0 МПа. Включают нагрев до температуры 80°С и перемешивание. После нагрева в ходе реакции давление в реакторе начинает падать, наблюдается быстрое снижение давления до 4,7 МПа (показания датчика после охлаждения реактора до комнатной температуры), что соответствует конверсии этилена, равной 88%. Анализ жидкой фазы методом ГЖХ показал наличие единственного жидкого продукта - пропаналя. Газ из реактора сначала самотеком перекачивается в буферную емкость, остаточное количество газов из реактора перекачивают в буферную емкость с помощью шприцевого насоса. Далее производят отбор жидкой фазы из реактора и отгонку пропаналя на вакуумном испарителе. В колбу-приемник сконденсировано 41,8 г пропаналя. После этого в реактор возвращают растворитель и растворенный в нем катализатор, закачивают новую порцию этиленсодержащего газа того же состава, ведут реакцию аналогичным образом, с тем отличием, что падение давления в реакторе компенсируется подачей газа из буферной емкости, содержащей остаточный этилен, до полного расхода газа в емкости. Затем продолжают вести реакцию до полного прекращения падения давления. Конверсия этилена на данной стадии составляет 97%, помимо первоначально загруженного этилена (0,82 моль), в пропаналь превращается дополнительно закачиваемый остаточный этилен из буферной емкости (0,10 моль). После отделения на роторном испарителе получают 51,7 г пропаналя.
Пример 3. Гидроформилирование газовой смеси со стадии комбинированной переработки газов
В реактор периодического действия объемом 1 л, снабженный механической мешалкой, нагревательным устройством и датчиком давления, предварительно продутый азотом, загружают 200 мл толуола, 60 мг каталитического прекурсора Rh(acac)(CO)2 (концентрация родия в растворе равна 225 ppm), 300 мг PPh3 (мольное соотношение P:Rh=5:1). Затем в реактор закачивают газовую смесь состава, в об. %: Н2 - 20,3%, СО - 10,4%, CH4 - 43,3%, С2Н4 - 5,9%, остальное приходится на диоксид углерода, азот, прочие газообразные алканы (табл. 1, поток 1) до давления 10,0 МПа. Включают нагрев до температуры 80°С и перемешивание. После нагрева в ходе реакции давление в реакторе начинает падать, наблюдается быстрое снижение давления до 8,5 МПа (показания датчика после охлаждения реактора до комнатной температуры), что соответствует конверсии этилена, равной 84%. Анализ жидкой фазы методом ГЖХ показал наличие единственного жидкого продукта - пропаналя. Газ из реактора сначала самотеком перекачивается в буферную емкость, остаточное количество газов из реактора перекачивают в буферную емкость с помощью шприцевого насоса. Далее производят отбор жидкой фазы из реактора и отгонку пропаналя на вакуумном испарителе. В колбу-приемник сконденсировано 11,7 г пропаналя. После этого в реактор возвращают растворитель и растворенный в нем катализатор, закачивают новую порцию этиленсодержащего газа того же состава, ведут реакцию аналогичным образом, с тем отличием, что падение давления в реакторе компенсируется подачей газа из буферной емкости, содержащей остаточный этилен, до полного расхода газа в емкости. Затем продолжают вести реакцию до полного прекращения падения давления. Конверсия этилена на данной стадии составляет 98%, помимо первоначально загруженного этилена (0,24 моль), в пропаналь превращается дополнительно закачиваемый остаточный этилен из буферной емкости (0,04 моль). После отделения на роторном испарителе получают 15,8 г пропаналя.
Таким образом, заявленный способ обеспечивает достижение степени превращения этилена 98-99% с селективностью по целевому продукту - пропаналю - близкой к 100%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Родийсодержащие гетерогенные катализаторы для процессов получения пропаналя и диэтилкетона гидроформилированием этилена | 2018 |
|
RU2711579C1 |
| Способ переработки нефтезаводских газов | 2017 |
|
RU2688932C1 |
| СПОСОБ ФУНКЦИОНАЛИЗАЦИИ ПОЛИОЛОВ ПУТЕМ ТАНДЕМНОЙ РЕАКЦИИ ГИДРОФОРМИЛИРОВАНИЯ-АЦЕТАЛИЗАЦИИ С ПРИМЕНЕНИЕМ ВОДОРАСТВОРИМОЙ КАТАЛИТИЧЕСКОЙ СИСТЕМЫ | 2018 |
|
RU2708256C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОДУКТОВ ОКСОСИНТЕЗА НА ОСНОВЕ ЭТИЛЕНА | 2020 |
|
RU2756174C1 |
| СПОСОБ ГИДРОФОРМИЛИРОВАНИЯ | 2017 |
|
RU2724349C2 |
| СПОСОБЫ ПРЕВРАЩЕНИЯ ОЛЕФИНОВ В СПИРТЫ, ПРОСТЫЕ ЭФИРЫ ИЛИ ИХ КОМБИНАЦИИ | 2017 |
|
RU2751511C2 |
| Способ получения бутенов в процессе димеризации этилена | 2019 |
|
RU2707299C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАРБОНИЛЬНЫХ СОЕДИНЕНИЙ С-С | 2015 |
|
RU2570818C1 |
| Катализатор димеризации этилена в бутены и способ его приготовления | 2018 |
|
RU2701511C1 |
| СПОСОБ ОЧИСТКИ ЭТИЛЕНСОДЕРЖАЩЕГО ГАЗА ОТ ОЛЕФИНОВ C И ВЫШЕ | 1997 |
|
RU2119473C1 |
Настоящее изобретение относится к способу получения пропаналя гидроформилированием этилена в разбавленных газовых потоках. Способ заключается в том, что газовую смесь, содержащую от 5 до 25% по объему этилена, а также монооксид углерода, водород, диоксид углерода, метан, алканы С2-С4, алкены С3-С4, подают в реактор гидроформилирования, ведут реакцию в среде толуола в присутствии родий-фосфинового катализатора при температурах 70-90°С до окончания быстрого падения давления в реакторе, далее производят сбор газов в буферную емкость и осуществляют подачу газов из буферной емкости для компенсации падения давления в реакторе при гидроформилировании следующей порции сырья. Предлагаемый способ обеспечивает снижение расхода этиленсодержащего сырья и повышение выхода целевого продукта в расчете на единицу затрачиваемого сырья, снижение степени образования тяжелых побочных продуктов, а также расхода дорогостоящих катализаторов и реагентов и затрат на осуществление процесса. 1 ил., 1 табл., 3 пр.
Способ получения пропаналя гидроформилированием этилена в разбавленных газовых потоках, заключающийся в том, что газовую смесь, содержащую от 5 до 25% по объему этилена, а также монооксид углерода, водород, диоксид углерода, метан, алканы С2-С4, алкены С3-С4, подают в реактор гидроформилирования, ведут реакцию в среде толуола в присутствии родий-фосфинового катализатора при температурах 70-90°С до окончания быстрого падения давления в реакторе, далее производят сбор газов в буферную емкость и осуществляют подачу газов из буферной емкости для компенсации падения давления в реакторе при гидроформилировании следующей порции сырья.
| Способ переработки нефтезаводских газов | 2017 |
|
RU2688932C1 |
| Д.Н | |||
| Горбунов и др | |||
| Гидроформилирование этилена на родиевых катализаторах в обогащенных углеводородами средах: стадия комбинированного процесса переработки нефтезаводских газов в оксигенаты | |||
| Нефтехимия, 2019, том 59, N 5, 560-568 | |||
| WO 9622266 A1, 25.07.1996 | |||
| US 4950798 A1, 21.08.1990. | |||

