Область техники
Настоящее изобретение, в общем, относится к пластине, прежде всего пластине для изготовления зубных имплантатов и/или искусственных протезов. Более конкретно, изобретение относится к пластине для изготовления зубного имплантата и/или искусственного протеза с применением 3D лазерной печати.
Уровень техники
Зубные имплантаты часто применяются, когда пациенту требуется протезное устройство для закрепления на месте одного или более искусственных зубов. Зубные имплантаты, а также зубные абатменты, существуют в большом многообразии форм, размеров и материалов. Зубные имплантаты обычно имеют цилиндрическую форму и являются вкручиваемыми в челюстную кость винтовыми имплантатами. Такой зубной имплантат имеет несколько частей: фиксатор зубного имплантата, по меньшей мере один абатмент зубного имплантата и зубную коронку или зубной протез. Зубной фиксатор по существу выполняется в виде цилиндра с круглым основанием и вставляется в челюстную кость, чтобы действовать как искусственный корень. Фиксатор имплантата обычно изготавливается из титана или титанового сплава и своей расположенной на периферии резьбовой частью ввинчивается в отверстие, которое было просверлено в челюстной кости. После надежного закрепления фиксатора к фиксатору имплантата прикрепляется по меньшей мере один абатмент зубного имплантата. Из гигиенических соображений абатмент обычно изготавливается из металлического материала, такого как, например, титан, имеет проходное отверстие с проходящим через него болтом. Болт входит в зацепление с резьбой в фиксаторе имплантата для удержания на месте абатмента и зубной коронки или искусственного протеза. Как зубной фиксатор, так и абатмент зубного имплантата содержат концевой участок с геометрическим замыканием относительно друг друга для предотвращения перемещения или вращения абатмента зубного имплантата относительно зубного фиксатора. Как зубной фиксатор, так и абатмент зубного имплантата изготавливаются главным образом посредством механической обработки с жесткими допусками, чтобы гарантировать аккуратное введение в челюстную кость пациента. Существуют разные абатменты зубного имплантата, они имеют разную форму, размер и материал.
Зубная коронка или искусственный протез выполняется в соответствии с требованиями и ситуацией для каждого пациента. На фиг. 8 показан один способ изготовления зубной коронки. Фактически зубная коронка изготавливается механической обработкой из сплошного блока 52. Этот ''традиционный'' способ имеет недостаток больших потерь материала и только единичного изготовления. Невозможно реализовать все возможные формы, и необходима длинная и дорогостоящая фреза 50. Наконец, изготовление такой показанной на фиг. 8 зубной коронки требует очень много времени.
Зубная коронка может быть также изготовлена с использованием 3D печати. Для изготовления зубного имплантата и/или искусственного протеза 3D лазерная печать оказалась наиболее пригодной из всех видов различной 3D печати. Это делает возможным изготовление искусственного протеза или коронки выполнением из такого материала, как титан. Чтобы иметь возможность изготовить искусственный протез или коронку, рот пациента сканируется для создания 3D цифрового изображения набора зубов пациента. Это изображение затем используется для физической материализации технологией быстрого создания прототипа, служащего в качестве эталонной модели. В эталонной модели просверливается отверстие в точном положении, в котором зубной имплантат будет вставлен в челюстную кость пациента. Зубной фиксатор, а также по меньшей мере один зубной имплантат, вставляется с геометрическим замыканием в созданное механической обработкой отверстие в эталонной модели. Затем эталонная модель используется для изготовления зубного имплантата и/или искусственного протеза посредством 3D лазерной печати. Как результат, для каждого изготовления зубного имплантата и/или искусственного протеза в эталонной модели для точного помещения зубного фиксатора и по меньшей мере одного абатмента зубного имплантата должно быть создано механической обработкой отверстие. Это требует много времени и не позволяет использовать одно и то же отверстие в эталонной модели для разных типов абатментов зубных имплантатов.
KR 1020100048244 раскрывает установочную пластину, содержащую несколько выполненных для помещения тела абатмента для изготовления абатмента зубного имплантата посредством 3D печати полостей. Эта пластина может быть повторно использована для изготовления дополнительных абатментов зубного имплантата. Основным недостатком этого решения является то, что пластина может воспринимать только один тип абатментов, и что отсутствует эффективный способ удержания абатмента во время изготовления в заданном положении.
Техническая проблема
Целью настоящего изобретения является разработка пластины для изготовления зубного имплантата, преодолевающая проблему, что каждый раз требуется новая эталонная модель с созданным механической обработкой образующим геометрическое замыкание с абатментом зубного имплантата отверстием. Эта цель достигнута посредством пластины для изготовления зубного имплантата по п. 1 формулы изобретения.
Общее описание изобретения
Для преодоления вышеупомянутой проблемы настоящее изобретение относится к комплекту для изготовления зубного имплантата и/или искусственного протеза с использованием 3D печати, причем пластина содержит по меньшей мере одно углубление или предназначенная для абатмента полость, выполненную в первой поверхности пластины для помещения абатмента зубного имплантата или абатмента. Кроме того, абатмент зубного имплантата, предпочтительно, содержит позиционирующий элемент или несущую часть и удлиненный установочный элемент или тело абатмента. Предпочтительно, по меньшей мере одна предназначенная для абатмента полость содержит блокирующий участок или первую часть полости, выполненную для контактирования по меньшей мере с частью несущей части/позиционирующего элемента абатмента зубного имплантата. Кроме того, по меньшей мере одна предназначенная для абатмента полость содержит вторую часть полости, выполненную для помещения тела абатмента зубного имплантата, причем первая и вторая части полости являются коаксиальными относительно оси, и вторая часть полости больше, чем тело абатмента.
Следует отметить, что абатмент изготавливается из металла - обычно титана или титанового сплава - и подвергается механической обработке на чрезвычайно сложных фрезерных станках с цифровым программным управлением. Поэтому очень просто изготавливать абатменты вместе/интегрально с позиционирующим элементом или несущей частью в один шаг. Таким образом, изготовление абатментов с позиционирующим элементом не является более сложным или дорогостоящим, чем изготовление абатментов без позиционирующего элемента.
После 3D печати полученный зубной имплантат и/или искусственный протез будет ''доработан''/подвергнут окончательной обработке/отполирован, и в то же самое время, в том же процессе, позиционирующий элемент снимается.
Разные размеры и формы абатментов могут быть использованы в одной и той же пластине одновременно или последовательно в разных циклах. Действительно, все абатменты имеют одни и те же/идентичные несущие части/позиционирующие элементы, и вторая часть полости больше, чем тело абатмента, так что в пластину могут быть вставлены разные по форме и размеру абатменты. В самом деле, абатменты удерживаются на месте и позиционируются несущей частью/позиционирующим элементом абатмента. Таким образом, абатменты надежно удерживаются на месте, и для всех видов абатментов должна быть использована только одна пластина.
По меньшей мере одна часть несущей части/позиционирующего элемента предпочтительным образом контактирует с первой частью полости таким образом, что абатмент зубного имплантата блокируется против любого вращения вокруг оси. Предпочтительно, абатмент также одновременно устанавливается посредством несущей части/позиционирующего элемента вертикально так, чтобы быть заподлицо с верхней поверхностью пластины.
Другим предпочтительным результатом настоящего изобретения является то, что первая часть полости может иметь, например, форму шестиугольника, прямоугольника, треугольника или по меньшей мере двух взаимосвязанных окружностей. Предпочтительно, первая часть полости имеет форму без вращательной симметрии. Таким образом, абатмент может быть точно расположен в пластине. Хотя могут быть использованы разные формы, для всех частей полости пластины, предпочтительно, используется только одна форма.
Предназначенная для абатмента полость содержит третью часть, предпочтительно коаксиальное с осью сквозное отверстие. Сквозное отверстие может быть расположено на противоположной поверхности пластины. Предпочтительно, оно является обработанным цековкой сквозным отверстием или утопленным сквозным отверстием для приема фиксирующего средства, предпочтительно болта, входящего во вторую часть полости для зацепления с резьбовой частью абатмента зубного имплантата для прикрепления последнего к пластине. Кроме того, пластина, предпочтительно, содержит несколько предназначенных для абатмента полостей.
Предпочтительно, абатмент зубного имплантата содержит несущую часть и тело абатмента, которые, предпочтительно, изготовлены монолитно, причем несущая часть, предпочтительно, изготовлена в виде пластины/плоского элемента, простирающегося перпендикулярно от тела абатмента.
Согласно другому аспекту настоящего изобретения несущая часть выполнена для контактирования, предпочтительно контактирования с геометрическим замыканием, по меньшей мере с одной частью первой части предназначенной для абатмента полости пластины, как упомянуто выше, для блокирования вращения вокруг оси относительно первой части полости.
Согласно еще одному аспекту настоящее изобретение относится к комплекту для изготовления зубного имплантата искусственного протеза, который, предпочтительно, содержит абатмент зубного имплантата и пластину по меньшей мере с одной упомянутой выше предназначенной для абатмента полостью.
Согласно еще одному аспекту настоящее изобретение относится к способу 3D печати зубного имплантата/искусственного протеза с использованием абатмента зубного имплантата и/или пластины, как упомянуто выше.
Краткое описание чертежей
Дополнительные подробности и преимущества настоящего изобретения будут видны из следующего подробного описания, не ограничивающего вариант осуществления, со ссылкой на прилагаемые чертежи, причем:
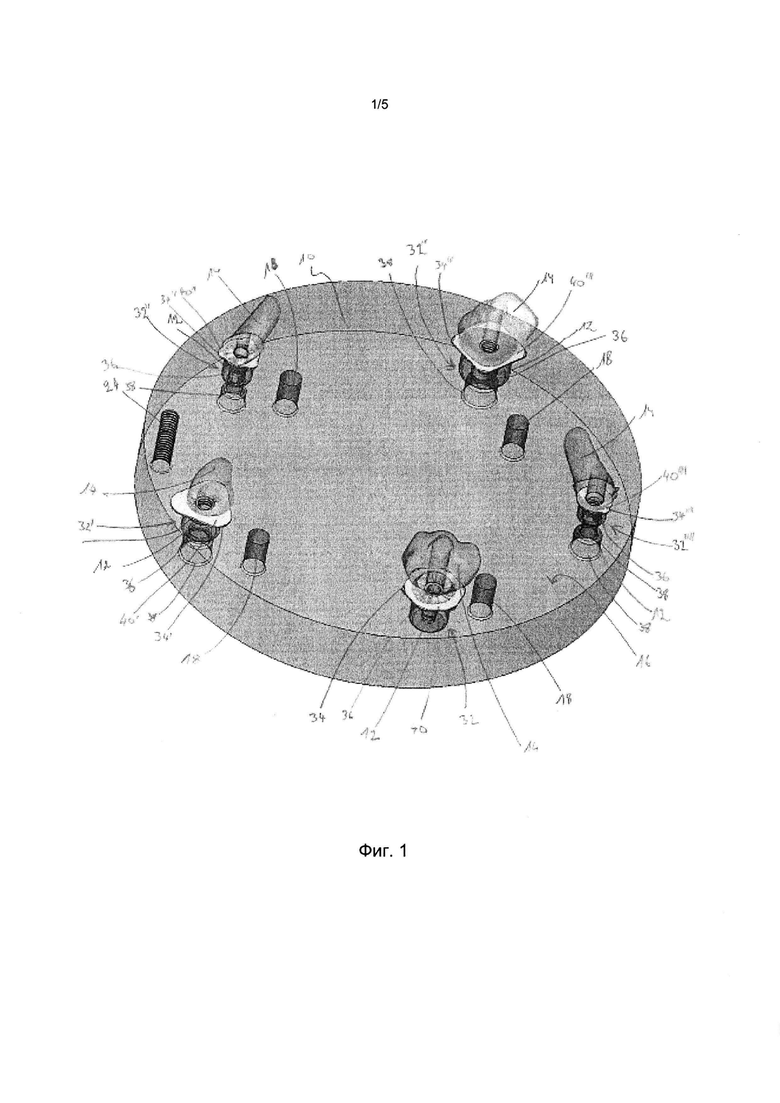
Фиг. 1 является общим видом в перспективе пластины согласно изобретению в собранном состоянии абатмента зубного имплантата и зубной коронки или искусственного протеза.
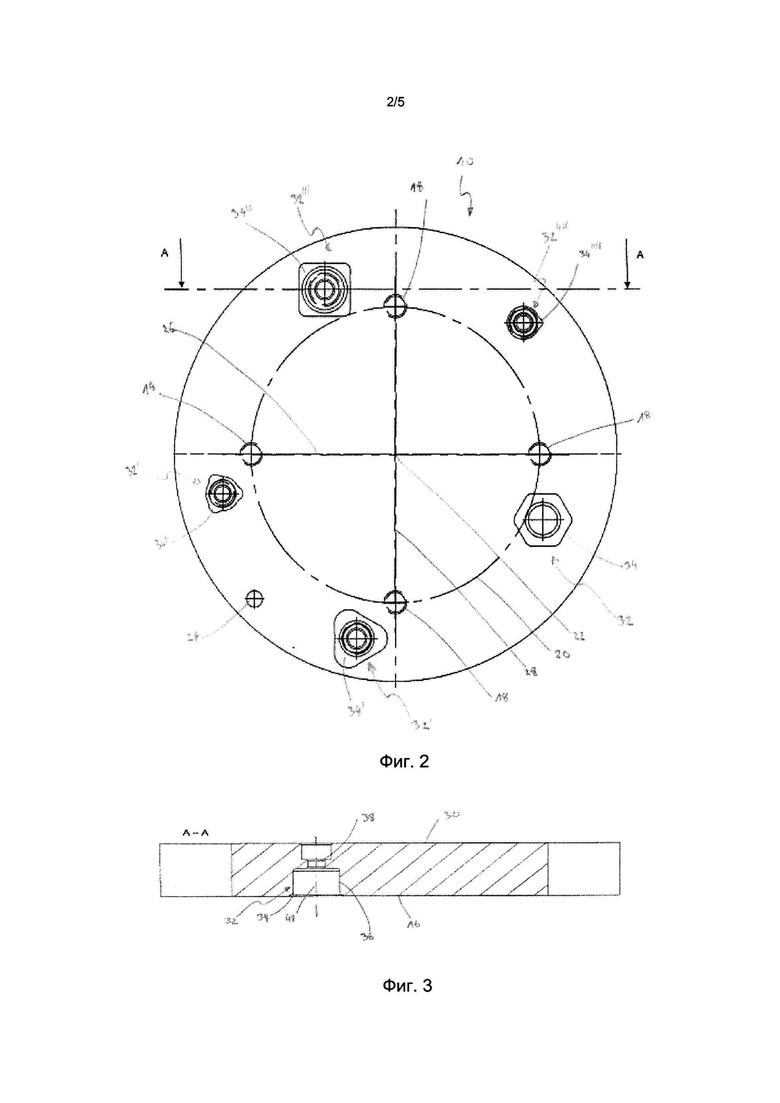
Фиг. 2 является видом сверху пластины согласно изобретению.
Фиг. 3 является видом в разрезе вдоль линии А-А вида сверху пластины на фиг. 2.
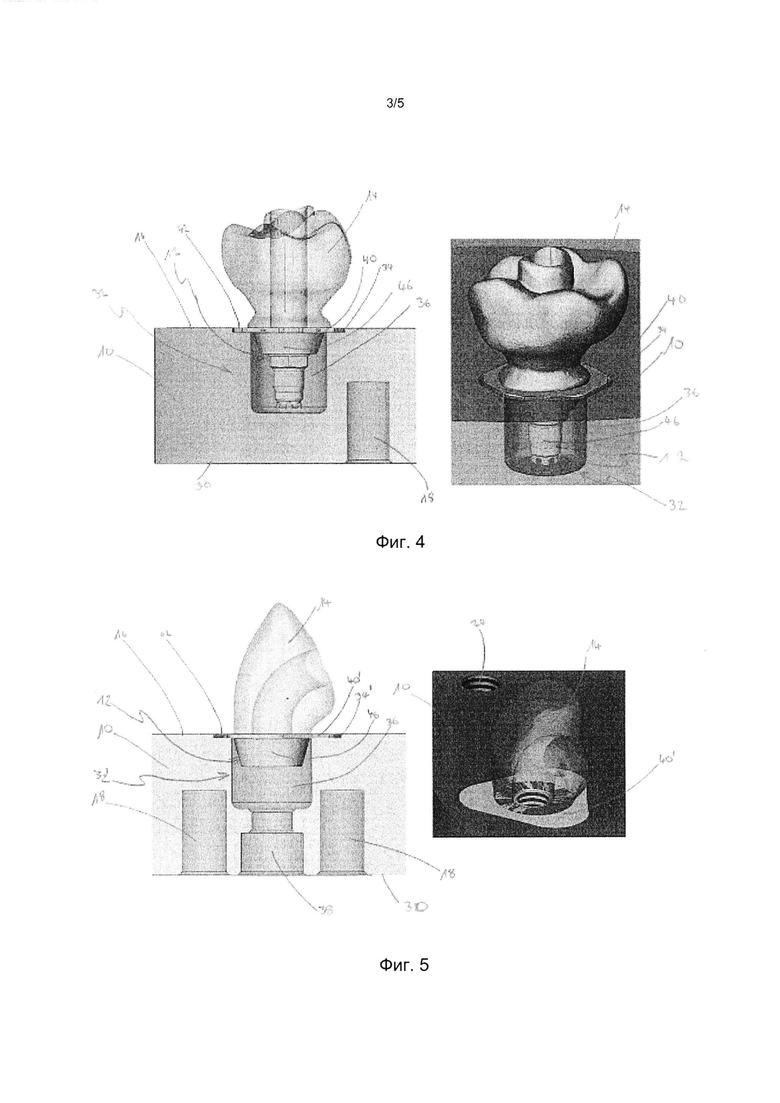
Фиг. 4 является видом спереди и видом в перспективе пластины в собранном состоянии с абатментов зубного имплантата и зубной коронкой или искусственным протезом.
Фиг. 5 является видом спереди и видом в перспективе пластины в собранном состоянии с третьим абатментов зубного имплантата и зубной коронкой или искусственным протезом.
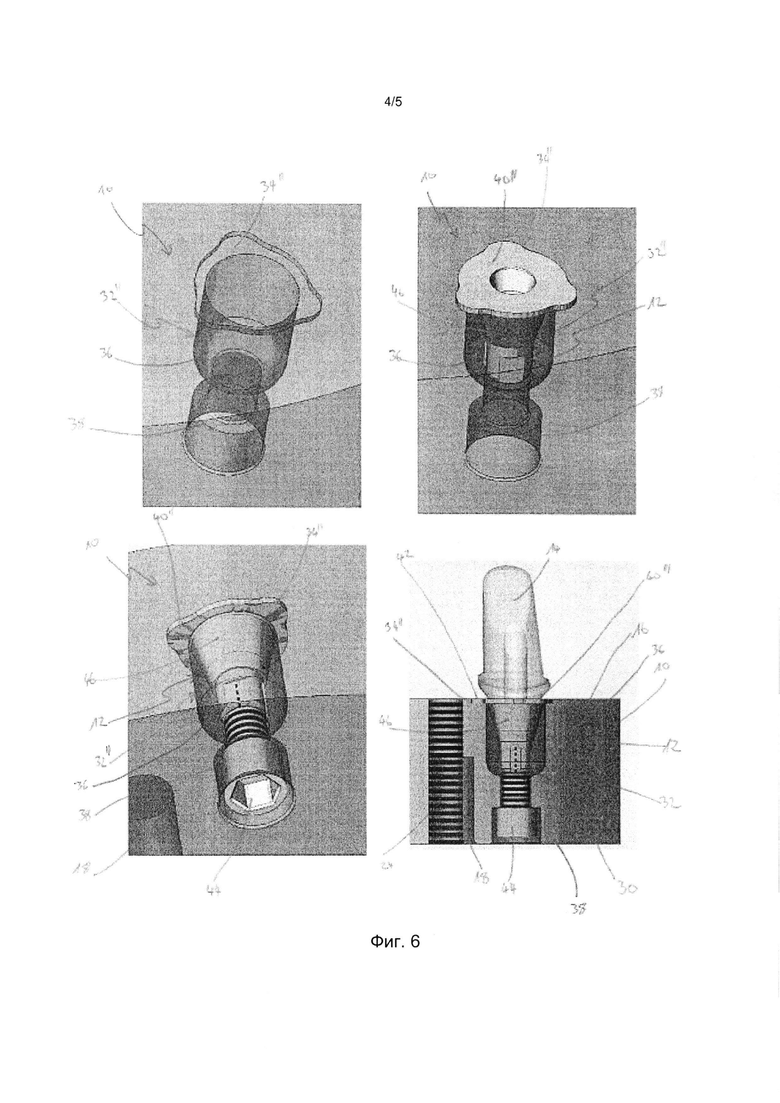
Фиг. 6 составлена из трех видов в перспективе пластины в собранном состоянии с абатментов зубного имплантата, в закрепленном в пластине состоянии абатмента зубного имплантата и вида спереди собранной пластины с абатментом зубного имплантата, фиксирующего средства и зубной коронки или искусственного протеза.
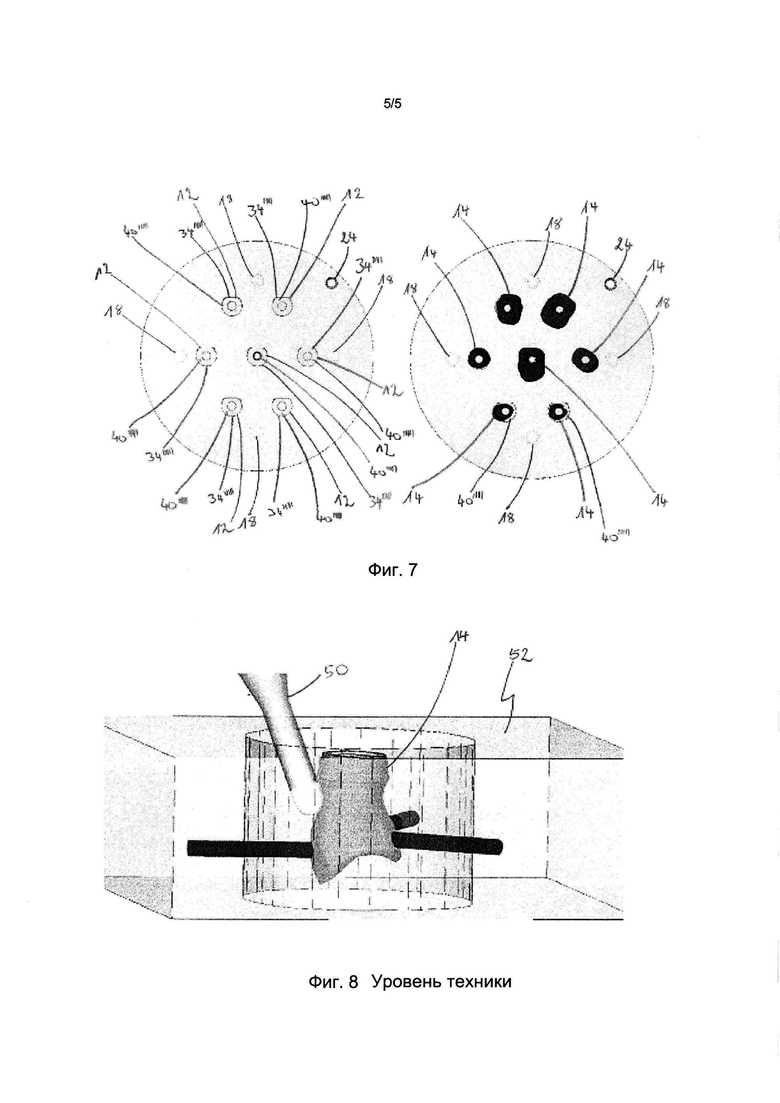
Фиг 7 составлена из двух видов сверху еще одного предпочтительного варианта осуществления пластины, имеющей 7 одинаковых (идентичных) первых участков полости и несущую часть и зубную коронку или искусственный протез.
Фиг. 8 общим видом в перспективе ''традиционного'' способа изготовления зубной коронки или искусственного протеза.
Описание предпочтительных вариантов осуществления
Вышеупомянутые фигуры относятся к пластине 10 для изготовления зубного имплантата и/или искусственного протеза и/или зубной коронки 14, прежде всего для изготовления зубной коронки 14 с использованием 3D лазерной печати.
На фиг. 1 показана пластина 10 на виде в перспективе в собранном состоянии с абатментами 12 зубного имплантата и зубными коронками 14 или искусственным протезом 14 (называемыми в дальнейшем только искусственным протезом). Эта пластина 10 используется для закрепления/удерживания абатмента 12 зубного имплантата, чтобы иметь возможность изготавливать на ней искусственный протез 14 с использованием 3D лазерной печати. 3D печать, также известная как аддитивное изготовление (AM), относится к способу, используемому для синтеза трехмерного объекта. 3D печать для металла главным образом относится к способу аддитивного изготовления с использованием спекания или плавления (то есть селективного лазерного спекания, прямого лазерного спекания металла и селективного лазерного плавления).
На фиг. 2 показан вид сверху пластины 10 для изготовления искусственного протеза 14 зубного имплантата с использованием 3D лазерного принтера. Показанная на фиг. 2 пластина 10 согласно настоящему изобретению имеет круглую форму, предпочтительно, является выполненной в виде диска пластиной, имеющей диаметр примерно от 60 до 80 мм, прежде всего диаметр от 65 до 75 мм, более предпочтительно диаметр 69 мм. Пластина 10 имеет толщину от 7 до 15 мм, прежде всего 10 мм. Пластина имеет первую поверхность 16 и противоположную поверхность 30, причем обе параллельны друг другу. Пластина 10 устанавливается в 3D принтер противоположной поверхностью 30. Предпочтительно, эта противоположная поверхность 30 является механически обработанной поверхностью. Чтобы иметь возможность точно установить пластину 10 в 3D лазерном принтере, в данном конкретном случае на противоположной поверхности 30 пластины 10 обеспечены четыре расположенные на равном расстоянии друг от друга глухие фиксирующие отверстия 18. Эти 4 фиксирующие глухие отверстия 18 расположены на окружности 20 с диаметров примерно 45 мм коаксиально относительно центра 22 пластины 10. В силу требований высокой точности фиксирующие глухие отверстия 18, предпочтительно, имеют диаметр 3 мм, предпочтительно с допуском Н7 и глубиной примерно 6 мм. Очевидно, что эти фиксирующие глухие отверстия 18 могут быть также сквозными отверстиями.
Пластина 10 также содержит сквозное отверстие 24 с резьбой, предпочтительно с метрической резьбой М3. Согласно показанному на фиг. 1 варианту осуществления это отверстие расположено на расстоянии d в 22 мм соответственно от горизонтальной и вертикальной центровой линии 26 и 28. Упомянутые выше размеры и допуски могут изменяться в зависимости от применения и условий.
На первой поверхности 16 пластины 10 предусмотрены разные позволяющие помещение зубного абатмента имплантата предназначенные для абатмента полости 32. Эти предназначенные для абатмента полости 32 содержат первую часть 34 полости. На фиг. 2 пластина 10 показана содержащей предназначенные для абатмента полости 32 с 5 разными первыми частями 34. Это сделано только в качестве поясняющего примера. Пластина 10 может содержать несколько предназначенных для абатмента полостей 32 с несколькими разными первыми частями 34 полости. Пластина 10 обычно имеет несколько предназначенных для абатмента полостей 32, содержащих только однотипную/одинаковую первую часть 34 полости. На фиг. 2 в качестве поясняющего примера показаны несколько разных первых частей 34 полости.
Показанная на фиг. 2 первая имеет выполненную в виде шестиугольника первую часть 34 полости с закругленными углами шестиугольника. Вторая полость 32' для абатмента имеет выполненную в виде треугольника первую часть 34' с закругленными углами. Третья полость 32'' для абатмента имеет первую часть 34'' полости, которая выполнена посредством главной окружности, из которой выступают три расположенные на одинаковом расстоянии друг от друга меньшие окружности таким образом, что их центры расположены на главной окружности. Четвертая предназначенная для абатмента полость 32''' содержит первую часть 34''' прямоугольной формы с закругленными углами. Пятая показанная на фиг. 2 предназначенная для абатмента полость 32'''' имеет первую часть 34'''' круглой формы, из которой выступает меньшая окружность таким образом, что центр меньшей окружности лежит на краю главной окружности. Таким образом, эта предназначенная для абатмента полость 32'''' содержит предпочтительную первую часть 34'''' с невращательной симметрией.
В этих первых частях 34, 34', 34'', 34''', 34'''' неподвижно расположена несущая часть 40, 40', 40'', 40''', 40'''' абатмента 12 зубного имплантата. Форма несущих частей такова, что несущая часть входит без зазора в соответствующую часть полости. Предпочтительно, верхняя поверхность несущей части 34 находится на одном уровне с верхней поверхностью пластины 10.
Первые части 34 полости предназначенных для абатмента полостей 32 простираются от первой поверхности 16 пластины 10.
Кроме того, предназначенная для абатмента полость 32 дополнительно содержит вторую часть 36 полости. Вторая часть 36 полости простирается от первой части 34 полости предназначенных для абатмента полостей 32. Первая и вторая части полости располагаются коаксиально оси 48.
Фиг. 3 является видом в разрезе вдоль линии А-А вида сверху пластины 10 на фиг. 2. На фиг. 3 может быть ясно видна в поперечном разрезе четвертая предназначенная для абатмента полость 32. Эта вторая часть 36 полости по существу является цилиндрическим глухим отверстием и имеет диаметр и глубину такие, что вторая часть 36 полости больше, чем тело 46 абатмента абатмента 12 зубного имплантата. Фактически вторая часть полости больше, чем тело 46 абатмента абатмента 12 зубного имплантата.
Имеющиеся на рынке разные типы абатмента 12 зубного имплантата отличаются друг от друга главным образом размером и формой. Форма и размер абатментов зубных имплантатов адаптируются к зубным имплантатам разных производителей. Абатменты зубных имплантатов обеспечивают слегка разные свойства/пропорции, требуемые для разных зубных имплантатов искусственного протеза 14. Согласно показанным на фиг. 1-6 вариантам осуществления вторые части 36 полости полостей 32 для абатментов выполнены с возможностью размещения разных типов абатментов 12 зубных имплантатов. Пластина 10 может содержать множество предназначенных для абатмента полостей 32 с одинаковой второй часть 36 и одинаковой первой частью 34 полости. Фактически вторая часть 36 полости выполнена и имеет такой размер, позволяющий размещать разные типы абатмента 12 зубного имплантата. В результате пластина 10 согласно настоящему изобретению может быть использована для изготовления искусственного протеза 14 зубного имплантата на разных абатментах 12 зубного имплантата разного размера и формы.
Итак, вместо создания в пластине механической обработкой полостей, которые точно соответствуют каждому типу абатмента зубного имплантата и, таким образом, использования множества пластин, в данном случае можно использовать только одну пластину. В самом деле, поскольку абатменты зубных имплантатов в любом случае должны изготавливаться механической обработкой, то изготовление механической обработкой несущей пластины для зубного абатмента является простым и фактически не приводит к дополнительным затратам, так как несущая пластина изготавливается механической обработкой в то же время, что и зубной абатмент.
На содержащей четыре фиксирующих глухих отверстия противоположной поверхности 30 пластины 10 полость 32 абатмента содержит третью часть полости, являющуюся коаксиальным с осью 48 сквозным отверстием 38. Сквозное отверстие 38 главным образом позволяет фиксирующему средству 44, такому как болт, прикреплять абатмент 12 зубного имплантата к пластине 10. Согласно показанному на фиг. 3 варианту осуществления сквозное отверстие 38 выполнено в виде обработанного зенковкой сквозного отверстия 38.
Как можно увидеть на фиг. 1, первая предназначенная для абатмента полость 32 с шестиугольной формой не обеспечена обработанным зенковкой сквозным отверстием 38.
Согласно настоящему варианту осуществления болт может входить во вторую часть 36 полости для прикрепления абатмента 12 зубного имплантата к пластине 10. Однако первая полость 32 абатмента также может быть обеспечена обработанным зенковкой сквозным отверстием 38. Кроме того, легко понятно, что это обработанное зенковкой сквозное отверстие 38 может быть легко заменено на разные типы сквозного отверстия 38, позволяющие прикреплять абатмент 12 зубного имплантата разными фиксирующими средствами 44 к пластине 10. Сквозное отверстие 38 может быть, например, обработанным зенковкой сквозным отверстием, обеспечивающим самопозиционирование абатмента 12 зубного имплантата на пластине. Абатмент 12 зубного имплантата может быть также прикреплен к пластине 10 посредством любого другого фиксирующего средства 44, такого как гайки и болты, клей, магнит.
Как можно видеть на фиг. 1 и 4-6, абатмент зубного имплантата содержит несущую часть 40 и тело абатмента. Фактически, несущая часть простирается от тела абатмента и, предпочтительно, выполнена в виде пластины. Поскольку вторая часть 36 полости предназначенной для абатмента полости 32, позволяющая помещать все виды тел 46 абатмента 12 зубного имплантата, контактирует с телом 46 абатмента со свободной посадкой, то абатмент 12 зубного имплантата удерживается на месте путем опирания своей несущей частью 40 на первую часть 34 полости предназначенной для абатмента полости 32. Во время механической обработки абатмента 12 зубного имплантата несущая часть 40 выполняется так, чтобы иметь одну из разных специфических форм для контактирования с первой частью 34 полости предназначенной для абатмента полости 32 в пластине 10. Контактирование несущей части 40 с первой частью 34 полости является контактированием с геометрическим замыканием и поэтому препятствует любому вращению абатмента 12 зубного имплантата относительно предназначенной для абатмента полости 32 во время изготовления искусственного протеза зубного имплантата с использованием 3D лазерного принтера. После того как искусственный протез 14 зубного имплантата изготовлен на абатменте 12 зубного имплантата с использованием 3D лазерного принтера, несущая часть 40 будет (по меньшей мере, частично) удалена механической обработкой.
Согласно показанному на фиг. 1 и 4-6 варианту осуществления контактирование с геометрическим замыканием первой части 40 полости является полностью геометрическим замыканием с несущей частью 40 абатмента зубного имплантата. Это контактирование с геометрическим замыканием гарантирует одновременно как блокировку против вращения вокруг оси 48, так и самоцентрирование на пластине 10.
Альтернативно, зенковка сквозного отверстия (не показана), как описано выше, делает возможной точное центрирование абатмента 12 зубного имплантата на пластине 10, так что для того, чтобы заблокировать абатмент зубного имплантата против вращения вокруг оси, требуется контактирование с геометрическим замыканием несущей части 40 только с частью первой части 34 полости. В еще одном варианте осуществления настоящего изобретения (не показан) несущая часть 40 контактирует с первой частью 34 полости с конической поверхностью. В результате абатмент 12 зубного имплантата самоцентрируется на пластине 10 и требует для блокировки абатмента зубного имплантата от вращения вокруг оси 48 контактирования с геометрическим замыканием несущей части 40 только по меньшей мере с одной частью первой части 34 полости.
Абатмент 12 зубного имплантата содержит внутреннюю часть с резьбой, чтобы иметь возможность входа в зацепление с проходящим через третью часть 38 полости во вторую часть полости болтом для закрепления на пластине 10.
На фиг. 4 показан сфокусированный вид спереди пластины 10 с имеющей первую часть 34 шестиугольной формы первой предназначенной для абатмента полостью 32, а также вид в перспективе этой же предназначенной для абатмента полости 32, на обоих видах абатмент 12 зубного имплантата установлен на ней и содержит более сложный искусственный протез 14 зубного имплантата, изготовленный на нем в 3D лазерном принтере.
На фиг. 5 показан сфокусированный вид спереди пластины 10 с имеющей первую часть 34 треугольной формы второй предназначенной для абатмента полостью 32, а также вид в перспективе этой же предназначенной для абатмента полости 32, на обоих видах абатмент 12 зубного имплантата установлен на ней и содержит искусственный протез 13 зубного имплантата для восстановления оси, изготовленный на нем в 3D лазерном принтере.
На обеих фиг. 4 и 5 можно четко увидеть контактирование с геометрическим замыканием по меньшей мере одной части несущей части 40 абатмента 12 зубного имплантата и первой части 34 полости предназначенной для абатмента полости 32 в пластине 10. В показанном на фиг. 4 и 5 варианте осуществления настоящего изобретения глубина первой части 34 полости предназначенной для абатмента полости 32 выбирается так, чтобы быть приблизительно равной толщине несущей части 40 абатмента 12 зубного имплантата. В результате в собранном состоянии первая поверхность 16 пластины 10 и верхняя поверхность 42 несущей части 40 абатмента 12 зубного имплантата образуют друг с другом находящуюся в одной плоскости поверхность. Это приведено только в качестве поясняющего примера, и можно легко понять, что верхняя поверхность 42 несущей части может выступать внутрь и наружу относительно первой поверхности 16 пластины 10.
На фиг. 6 показаны четыре разных вида предназначенной для абатмента полости 32 в пластине 10, образованные круглой полостью, из которой выступают три дополнительные меньшие круглые полости так, что их центры лежат на краю главной круглой полости. Первый вид является видом в перспективе третьей предназначенной для абатмента полости 32 в пластине 10. Второй вид является видом в перспективе третьей предназначенной для абатмента полости 32 с абатментом 12 зубного имплантата, контактирующим с геометрическим замыканием по меньшей мере одной частью несущей части 40 с первой частью 34 полости. Третий вид является видом в перспективе предназначенной для абатмента полости 32, показанной с противоположной поверхности 30 пластины 10, содержащей четыре фиксирующих глухих отверстия 18, причем абатмент 12 зубного имплантата размещается в ней и закрепляется болтом 44 в обработанном зенковкой отверстии через отверстие 38. В этом варианте осуществления болт 44 был выбран как болт 44 с головкой под торцевой ключ. Четвертый вид является видом спереди, показывающим третью предназначенная для абатмента полость 32 в пластине 10 с размещенным в ней и закрепленным болтом 44 с головкой под торцевой ключ абатментом 12 зубного имплантата. Головка болта полностью погружена в обработанное зенковкой сквозное отверстие 38 таким образом, что головка не выступает из противоположной поверхности 16 пластины 10. Глубина обработанного зенковкой сквозного отверстия 38 предназначенной для абатмента полости 32 выбирается так, что головка болта может быть полностью погружена. В результате пластина 10 является устанавливаемой на 3D лазерном принтере содержащей 4 фиксирующих глухих отверстия противоположной стороной 30.
Фиг. 7 составлена из двух видов сверху еще одного предпочтительного варианта осуществления пластины. Первый вид сверху показывает содержащую 7 шестых предназначенных для абатмента полостей 32 с одинаковой первой частью 34''''' полости пластину 10 согласно настоящему изобретению. Эта первая часть 34''''' шестой предназначенной для абатмента полости 32 имеет форму круга с плоской частью и поэтому не имеет вращательной симметрии. На пластине 10, как показано на первом виде сверху фиг. 7, дополнительно установлены абатменты 12 зубного имплантата, содержащие несущую часть 40''''', выполненную так, чтобы контактировать с геометрическим замыканием с первыми частями 34''''' полости полостей 32 для абатментов в пластине 10. Второй вид сверху на фиг. 7 показывает собранную пластину 10 согласно настоящему изобретению, причем на верхней части абатмента 12 зубного имплантата изготовлены с использованием 3D лазерной печати разные искусственные протезы 14.
Точное положение пластины 10 в 3D лазерном принтере, а также правильная и точная блокировка от вращения, центрирование и закрепление разных абатментов 12 зубного имплантата на пластине 10 согласно настоящему изобретению делают возможным изготовление искусственного протеза 14 зубного имплантата без необходимости изготовления и механической обработки новой и подходящей физической эталонной модели.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
10 пластина
12 абатмент зубного имплантата или абатмент
14 искусственный протез
16 первая поверхность
18 фиксирующее глухое отверстие
20 окружность
22 центр
24 сквозное отверстие с резьбой
26 горизонтальная центровая линия
28 вертикальная центровая линия
30 противоположная поверхность
32 предназначенная для абатмента полость или углубление
34 первая часть полости или блокирующая часть
36 вторая часть полости
38 сквозное отверстие
40 несущая часть или позиционирующий элемент
42 верхняя поверхность
44 фиксирующее средство
46 тело абатмента или установочный элемент
48 ось
50 фреза
52 сплошной блок.
Группа изобретений относится к медицине, а именно к стоматологии, и предназначена для использования при протезировании. Заявлен комплект и способ для изготовления посредством 3D печати абатментов имплантата для зубных имплантатов, причем комплект содержит по меньшей мере один абатмент (12), содержащий удлиненный установочный элемент (46) с осью, и по меньшей мере один прикрепленный к установочному элементу (46) позиционирующий элемент (40), пластину (10) по меньшей мере с одним углублением и блокирующей частью (34), причем углубление (32) больше, чем удлиненный установочный элемент (46), и причем блокирующая часть выполнена так, чтобы находиться в соединении с геометрическим замыканием с позиционирующим элементом (40) для вертикального позиционирования абатмента (12) и блокирования абатмента (12) от вращения вокруг его оси. 2 н. и 8 з.п. ф-лы, 8 ил.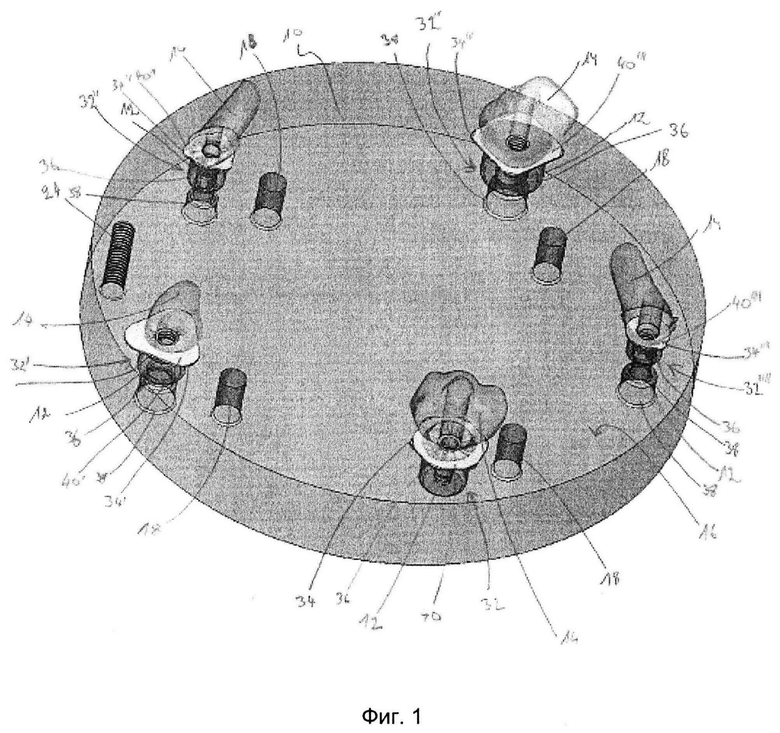
1. Комплект для изготовления зубных имплантатов посредством 3D печати с использованием абатментов имплантата, содержащий:
по меньшей мере один абатмент (12), содержащий удлиненный установочный элемент (46) с осью, и по меньшей мере один прикрепленный к установочному элементу (46) позиционирующий элемент (40),
пластину (10) по меньшей мере с одним углублением (32) и блокирующей частью (34),
причем углубление (32) больше, чем удлиненный установочный элемент (46), а блокирующая часть (34) выполнена так, чтобы находиться в соединении с геометрическим замыканием с позиционирующим элементом (40) для вертикального позиционирования абатмента (12) и блокирования абатмента (12) от вращения вокруг его оси,
и позиционирующий элемент (40) абатмента (12) изготовлен в виде простирающейся от установочного элемента (46) пластины.
2. Комплект по п. 1, причем пластина (10) содержит несколько углублений (32).
3. Комплект по п. 2, причем все углубления (32) имеют одинаковые размеры.
4. Комплект по одному из предшествующих пунктов, причем блокирующая часть (34) углубления (32) является центрированным относительно оси (48) углубления (32) цилиндром с выполненным в виде шестиугольника, прямоугольника, треугольника или по меньшей мере двух взаимосвязанных окружностей основанием.
5. Комплект по одному из пп. 1-3, причем блокирующая часть (34) углубления (32) является цилиндром с основанием, которое имеет форму без вращательной симметрии.
6. Комплект по одному из предшествующих пунктов, причем углубление (32) пластины (10) содержит содержащую сквозное отверстие (38) фиксирующую часть.
7. Комплект по п. 6, причем сквозное отверстие (38) является обработанным цековкой сквозным отверстием (38) или раззенкованным сквозным отверстием для размещения фиксирующего средства (44), предпочтительно болта (44), для прикрепления абатмента (12) к пластине (10).
8. Комплект по одному из предшествующих пунктов, причем позиционирующий элемент (40) и установочный элемент (46) абатмента (12) изготовлены монолитно.
9. Способ изготовления искусственного протеза (14) зубного имплантата с использованием комплекта для изготовления посредством 3D печати зубных имплантатов с использованием абатментов имплантата, в котором по меньшей мере один абатмент (12) содержит удлиненный установочный элемент (46) с осью, и по меньшей мере один прикрепленный к установочному элементу (46) позиционирующий элемент (40) вставляют в пластину (10) с по меньшей мере одним углублением (32) и блокирующей частью (34); причем углубление (32) больше, чем удлиненный установочный элемент (46), а блокирующая часть (34) выполнена так, чтобы находиться в соединении с геометрическим замыканием с позиционирующим элементом (40) для вертикального позиционирования абатмента (12) и блокирования абатмента (12) от вращения вокруг его оси, причем позиционирующий элемент (40) абатмента (12) изготовлен в виде простирающейся от установочного элемента (46) пластины, и осуществляют 3D печать искусственного протеза (14) зубного имплантата.
10. Способ по п. 9, в котором искусственный протез (14) зубного имплантата дорабатывают, подвергают окончательной обработке, полируют и снимают позиционирующий элемент в то же самое время, в том же процессе.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| US 5934906 A, 10.08.1999 | |||
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| АБАТМЕНТ ЗУБНОГО ИМПЛАНТАТА | 2006 |
|
RU2421180C2 |

