ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область техники, к которой относится изобретение
Настоящее изобретение относится к сжимаемым бутылкам и, более конкретно, к сжимаемым бутылкам для размещения и подачи питающих растворов в форме, использующейся для энтерального питания пациентов. Изобретение дополнительно относится к способу изготовления такой бутылки.
2. Описание предшествующего уровня техники
Общеизвестны различные формы упаковки для размещения медицинских растворов. Они варьируются от пакетов и мешков, часто использующихся для инфузионных целей, до бутылок и коробок. Типичным для многих медицинских растворов является то, что они должны вводиться под действием силы тяжести или посредством дозировочного насоса, требуя подвешивания упаковки вверх дном на подходящей стойке. В прошлом пакеты и мешки рассматривались как сжимаемые. Это обычно означает, что подача их содержимого может происходить, не требуя какого-либо входа воздуха во внутреннюю часть упаковки. Это имеет очевидные преимущества для поддержания стерильности, хотя такие пакеты и мешки могут быть менее удобными для укладки и манипулирования, вследствие своего гибкого характера.
Бутылки и коробки ранее главным образом рассматривались как жесткие в том отношении, что они могут сохранять свою форму во время транспортировки и использования. Это означает, что по мере их опустошения, воздух должен впускаться в упаковку для поддержания ее формы. В последнее время были разработаны тонкостенные бутылки, которые могут первоначально сохранять свою форму во время хранения и транспортировки, но могут, тем не менее, сжиматься во время использования для подачи их содержимого, не требую впуска воздуха. Одна такая бутылка описана в US2011/0240673. Эта бутылка имеет корпусной участок, изготовленный и выполненный таким образом, чтобы сжиматься посредством складывания вдоль проходящих снаружи сгибов, когда объем внутреннего пространства уменьшается. Она может изготавливаться посредством выдувного формования, посредством экструдирования заготовки из пластикового материала, фиксирования участка заготовки в пресс-форме и раздувания участка заготовки, который находится в пресс-форме, относительно стенок пресс-формы для получения конкретной формы контейнера.
Хотя существующие конструкции бутылок обеспечивали возможность осуществления сжатия, они были достаточно ограничены с точки зрения их формы. Более того, по мере становления бутылок более гибкими, устойчивость бутылок становится более критичной и захват становится более трудным, особенно когда бутылка не совсем полная, или когда поверхность бутылки или руки пользователя влажные. Было бы желательным обеспечить бутылку, которая позволяет сжатие во время опустошения, но которая по-прежнему остается легкой для манипулирования.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с изобретением, предложена сжимаемая бутылка для жидкого питания, содержащая тонкостенный корпус, проходящий в осевом направлении от основания до горлышка и имеющий переднюю часть, заднюю часть и две стороны, которые задают размер ширины бутылки, при этом основание предусмотрено с выполненным в виде одного целого язычком для подвешивания бутылки горлышком вниз, при этом корпус имеет плечевую область рядом с горлышком, бедренную область рядом с основанием и поясничную область между ними, причем окружность бутылки в поясничной области меньше окружности бутылки как в бедренной области, так и в плечевой области, при этом бутылка дополнительно содержит шарнирные колонны, проходящие по сторонам бутылки в по меньшей мере поясничной области, при этом шарнирные колонны обеспечивают стенку корпуса с областью повышенной жесткости в осевом направлении, при этом способствуя сгибанию стенки по шарнирной колонне.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем контексте, жидкие питательные продукты могут представлять собой любой жидкий продукт, подлежащий оральному приему или посредством энтерального зондового питания. Термин "сжимаемый" определяет признак бутылки, который является очень важным для подачи жидких питательных продуктов. Сжимаемость является важной, так как, когда сжимаемая бутылка с жидкой питательной композицией опустошается, нет необходимости впуска воздуха в бутылку, который иначе мог бы блокировать протекание жидкого питательного продукта из бутылки вследствие вакуума. Подача воздуха в бутылку является нежелательной, так как этот воздух может потенциально переносить микроорганизмы. Питательные продуты, вводимые в качестве питания через трубку, могут требовать многих часов для введения пациенту и, следовательно, загрязнения микроорганизмами в жидких питательных продуктах должны исключаться.
Сжимаемость задается в виде уменьшения объема бутылки, когда бутылка полностью опустошена. Этот объем уменьшается более чем на 70%, предпочтительно более чем на 75%, еще более предпочтительно по меньшей мере на 80% от первоначального объема бутылки. Когда бутылка в соответствии с изобретением опустошается, бутылка будет сжиматься, и по меньшей мере 95% содержимого должно выпускаться из бутылки, предпочтительно по меньшей мере 97,5% содержимого, или еще более предпочтительно по меньшей мере 99% жидкого содержимого бутылки выпускается из бутылки без необходимости впуска воздуха в бутылку. Общее уменьшение объема также будет зависеть от первоначального свободного пространства над жидкостью.
Первоначальное свободное пространство над жидкостью представляет собой объем внутри бутылки, который не заполнен жидкостью. Так как воздух не поступает во время использования, абсолютное свободное пространство над жидкостью будет оставаться по существу постоянным во время опустошения, хотя относительное свободное пространство над жидкостью будет увеличиваться. Чем более сжимаемой является бутылка, тем меньше свободного пространства над жидкостью будет требоваться. Предпочтительно, свободное пространство над жидкостью в бутылке в соответствии с настоящим изобретением составляет меньше 200 мл, более предпочтительно меньше 150 мл, и еще более предпочтительно менее 100 мл. В одном предпочтительном варианте осуществления, свободное пространство над жидкостью составляет от 150 мл до 25 мл, еще более предпочтительно от 125 мл до 50 мл, и наиболее предпочтительно от 100 мл до 50 мл. Определенный объем свободного пространства над жидкостью необходим для выпуска всего продукта из бутылки, когда бутылка используется для подачи энтерального питания через трубку, которое вводится под действием силы тяжести. Когда насос используется для введения жидкости из бутылки, меньший объем свободного пространства над жидкостью по-прежнему может быть достаточным. В этом случае, свободное пространство над жидкостью от 25 мл до 75 мл было бы по-прежнему достаточным для выпуска продукта из бутылки. Меньшее свободное пространство над жидкостью является предпочтительным, так как это будет увеличивать срок годности продукта, если свободное пространство над жидкостью включает в себя кислород. Кроме того, малое свободное пространство над жидкостью является предпочтительным, так как это уменьшит общий размер бутылки, включая количество материала, требуемого для бутылки, и количество бутылок, размещаемых на транспортировочной паллете. Газ, имеющийся в свободном пространстве над жидкостью, может представлять собой воздух или инертный газ, подобный азоту или его смесям. Можно отметить, что, хотя наполнительная машина может "заполнять" свободное пространство над жидкостью инертным газом, таким как азот, оно будет обычно всегда включать в себя некоторое количество кислорода. Следовательно, является желательным ограничивать свободное пространство над жидкостью в интересах общего уменьшения содержания кислорода.
В соответствии с изобретением, предложена бутылка с шарнирными колоннами, проходящими между бедренной областью и плечевой областью на сторонах бутылки. В настоящем контексте, термин шарнирная колонна предполагает ссылаться на элемент или область стенки, которая способствует сгибанию стенки по первой оси, при этом увеличивая жесткость стенки по осям, перпендикулярным относительно первой оси. В настоящем случае, первая ось может представлять собой ось, лежащую параллельно относительно осевого направления бутылки.
Действительная толщина стенки будет определяться требуемыми свойствами стенки - прочностью и сжатием. Это также зависит от используемого материала. В одном варианте осуществления, толщина стенки в поясничной области передней и задней панели может составлять от 0,2 мм до 0,6 мм, предпочтительно от 0,3 мм до 0,5 мм. Было определено, что эти величины подходят для использования с полиэтиленом (ПЭ) и, в частности, ПЭНП. Следует отметить, что такая конструкция приводит к бутылкам с очень гибкими стенками, которые являются существенно менее жесткими, чем типичные бутылки, использующиеся на потребительских рынках, например, для воды или безалкогольных напитков. Толщина также может варьироваться по высоте бутылки и может быть меньше в плечевой области, чем в поясничной области.
В соответствии с вариантом осуществления, стенка в поясничной области не демонстрирует каких-либо резких изменений толщины по окружности, таких как утолщенные ребра или линии ослабления. Стенка может иметь по существу постоянную толщину по окружности. В этом контексте, по существу постоянная толщина предполагает указывать на то, что изменение является таким, которое ожидалось бы для изготовленной методом выдувного формования бутылки с некруглым поперечным сечением. Типичное изменение толщины стенки может быть меньше показателя, равного двум, по окружности. В одном варианте осуществления, например, использующем полиэтилен, стенка в поясничной области может иметь среднюю толщину, причем передняя часть и задняя часть по меньшей мере в 1,4, предпочтительно в 1,5, более предпочтительно по меньшей мере в 1,6 раза толще сторон.
Предпочтительно, изменение между передней и задней панелями и изменение между боковыми панелями являются минимальными (<20%). В другом предпочтительном варианте осуществления, использующем ПЭ, толщина стенки в поясничной области передней и задней панели составляет от 0,2 мм до 0,6 мм, предпочтительно от 0,3 мм до 0,5 мм. Эти величины могут отличаться в зависимости от использующегося материала и общей формы поперечного сечения. Специалисту в области техники выдувного формования будет известно, что, хотя меры предприняты для компенсации в заготовке, толщина стенки может варьироваться обратно пропорционально радиальному расстоянию, на которое расширяется стенка. Для бутылки с овальным или продолговатым поперечным сечением, толщина стенки на более коротких сторонах может быть по меньшей мере на 50% более маленькой, чем толщина стенки на более длинных сторонах. Это также может быть желательным для достижения достаточной прочности и сжимаемости.
Шарнирные колонны могут содержать согнутые или криволинейные стеновые секции, как видно, если смотреть в осевом направлении в поперечном разрезе. В одном варианте осуществления, они могут быть искривлены с радиусом от 1 мм до 5 мм по дуге по меньшей мере 90°, предпочтительно по дуге от 120° до 240°, наиболее предпочтительно около 180°. Радиус может относиться к внутреннему радиусу, т.е. наименьшему радиусу, хотя это необязательно имеет место на внутренней части стенки. Следует понимать, что радиус и дуга относятся к ситуации, когда бутылка находится в ее несжатом состоянии, т.е. заполненном раствором или до заполнения. По мере сжатия бутылки, радиус и длина дуги могут изменяться. За исключением шарнирных колонн, передняя часть, задняя часть и стороны бутылки могут быть в общем смысле гладкими без острых кривых или радиусов, по меньшей мере будучи искривленными с радиусом, который существенно больше радиуса, который задает шарнирные колонны.
Как указано выше, шарнирные колонны могут содержать согнутые или криволинейные области стенки, которые могут искривляться внутрь или наружу, т.е. внешняя поверхность может быть выпуклой или вогнутой в этом месте. В одном предпочтительном варианте осуществления, шарнирные колонны содержат выступающие внутрь, т.е. вогнутые шарнирные колонны, имеющие преимущество отсутствия каких-либо выступающих частей, которые образовывали бы слабые точки или занимали место при упаковке большего количества бутылок в коробку. Кроме того, преимущество вогнутых шарнирных колонн заключается в том, что вогнутые шарнирные колонны остаются открытыми для прохода раствора между плечевой областью и бедренной областью даже после сжатия бутылки. Это обеспечивает достаточное протекание раствора из бедренной области в плечевую область, даже когда поясничная область сжимается.
В одной предпочтительной форме бутылки, ширина бутылки в поясничной области меньше, чем в плечевых или бедренных областях. Такая поясничная или органическая форма является обычно желательной с точки зрения улучшенного захвата и более желательной формы. Тем не менее, до настоящего изобретения, было невозможно достигнуть требуемого управляемого сжатия в такой поясничной форме, так как изменение поперечного сечения вдоль оси бутылки приводило к скручиванию и смятию во время процесса сжатия. В одном варианте осуществления, ширина бутылки в поясничной области по меньшей мере на 3%, предпочтительно по меньшей мере на 5% меньше, чем в плечевых или бедренных областях. Поясничная область может быть даже до 10% уже, чем в плечевых и бедренных. Эти величины задаются для бутылки в ее несжатом состоянии. Также может иметься только одна единственная поясничная область, т.е. единственная точка минимальной ширины между одной парой плеч и бедер.
Посредством включения определенных здесь шарнирных колонн, повышенная устойчивость может достигаться, и бутылка может оставаться прямой во время сжатия, например, с шарнирными колоннами, параллельными относительно осевого направления бутылки. В одном варианте осуществления, бутылка может удерживать устойчивую форму, которая может стоять вертикально на своем основании даже в частично сжатом состоянии, когда объем жидкости в бутылке остается более 20% от ее первоначального объема. Частично использованная бутылка может затем возвращаться в холодильник и храниться, как требуется, в вертикальном состоянии. В одном варианте осуществления, бутылка может сохранять устойчивую форму и даже может стоять на своем основании, когда она полностью опустошена от жидкости. Плечевые области, предпочтительно, имеют такие же размеры, как бедренные области, для увеличения до максимума пространства во время упаковки.
Шарнирные колонны проходят между бедренной областью и плечевой областью на сторонах бутылки и имеют постоянную форму поперечного сечения вдоль их длины или могут варьироваться в поперечном сечении и, следовательно, по своим усиливающим свойствам. В одном варианте осуществления, шарнирные колонны проходят только в поясничной области, т.е. они не проходят точку в плечевой области, в которой ширина бутылки уменьшается к горлышку. Шарнирные колонны могут проходить на по меньшей мере половину всей высоты бутылки, включая горлышко, т.е. в осевом направление. В абсолютных величинах, шарнирные колонны могут проходить на по меньшей мере 80 мм в осевом направлении. Для больших бутылок объемом около 1000 мл, шарнирные колонны могут проходить на по меньшей мере 140 мм в осевом направлении. Бутылки от 500 мл до 1000 мл рассматриваются, но специалисту будет понятно, что бутылки других размеров также могут быть предпочтительными из принципов, описанных здесь.
Бутылка обычно имеет форму, подходящую для использования при подаче и хранении растворов для энтерального питания, и может быть предусмотрена с закрывающим элементом, подходящим для такого использования. В одной предпочтительной форме, горлышко может быть предусмотрено с винтовой резьбой для размещения закрывающего элемента, который также может использоваться для соединения бутылки с подходящей системой для введения.
Так как введение обычно происходит с бутылкой, подвешенной на поддерживающем элементе или стойке, основание бутылки, предпочтительно, предусмотрено с выполненным в виде одного целого язычком для подвешивания бутылки горлышком вниз. В варианте осуществления, язычок шарнирно соединен с основанием бутылки с помощью гибкого шарнира. Гибкий шарнир может проходить поперек основания бутылки от передней части к задней части, обеспечивая возможность размещения относительно большого язычка в области основания. Эта конфигурация является достигаемой посредством формования бутылки в пресс-форме, которая имеет шов на передней части и задней части бутылки, нежели чем на сторонах, как будет описано более подробно ниже. Исключения шва на сторонах бутылки может также быть предпочтительным для конструкции шарнирных колонн.
Как указано выше, предпочтительный способ изготовления таких бутылок осуществляется посредством выдувного формования из экструдированной заготовки. Бутылка предпочтительно выполнена из термопластичного полимера, такого как полиэтилен, в частности ПЭСП, хотя ПЭНП или ПЭВП также могут использоваться. Тем не менее, специалисту будет понятно, что также может использоваться любой другой подходящий полимерный материал, который способен достигать требуемой гибкости, включая ПЭТ, ПВХ и ПП. Бутылка в соответствии с изобретением или по меньшей мере ее корпус, предпочтительно, выполнена из многослойного материала, в частности содержащего кислородный барьерный слой, такой как СЭВС или тому подобное. Такая многослойная бутылка является особенно подходящей для (медицинских) жидких питательных продуктов с долгим сроком хранения. Бутылка может быть прозрачной или непрозрачной, в зависимости от предпочтения и характера вещества, подлежащего подаче.
Как также указано выше, толщина стенки и геометрия корпуса будут определяться требуемыми свойствами сжатия. В одной желательной конфигурации, корпус может быть выполнен таким образом, чтобы сжиматься от первоначального объема до конечного объема, когда внутренняя часть бутылки подвергается воздействию пониженного давления меньше 6 кПа, предпочтительно 5 кПа, еще более предпочтительно 4 кПа. Конечный объем может задаваться меньше 70% от первоначального объема.
Бутылка также может выполняться таким образом, что корпус сжимается асимметрично от одной стороны к другой стороне. Это может достигаться посредством обеспечения незначительного изменения толщины стенки между левой стороной и правой стороной. Изобретение дополнительно относится к бутылке как, задана выше или в дальнейшем, содержащей некоторое количество раствора для энтерального питания в корпусе и винтовой закрывающий элемент, герметично размещенный на горлышке. Для запечатывания горлышка во время хранения также может быть предусмотрена герметизирующая фольга, удаляемая или прокалываемая до использования.
Изобретение также относится к способу изготовления сжимаемой бутылки для энтерального питания, при этом способ содержит экструдирование трубчатой заготовки из термопластичного материала; выдувное формование заготовки в пресс-форме для образования тонкостенного корпуса, проходящего в осевом направлении от основания до горлышка и имеющего переднюю часть, заднюю часть и две стороны, которые задают размер ширины бутылки, при этом корпус имеет плечевую область рядом с горлышком, бедренную область рядом с основанием и поясничную область между ними, при этом бутылка дополнительно содержит шарнирные колонны, проходящие между бедренной областью и плечевой областью на сторонах бутылки, при этом шарнирные колонны обеспечивают стенку корпуса с областью повышенной жесткости в осевом направлении, при этом способствуя сгибанию стенки по шарнирной колонне. Бутылка может быть или же как описана выше, или в дальнейшем.
Изобретение также относится к пресс-форме, имеющей форму, соответствующую бутылке, как описано выше или в дальнейшем.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Признаки и преимущества изобретения будут рассматриваться со ссылкой на следующие чертежи нескольких иллюстративных вариантов осуществления, на которых:
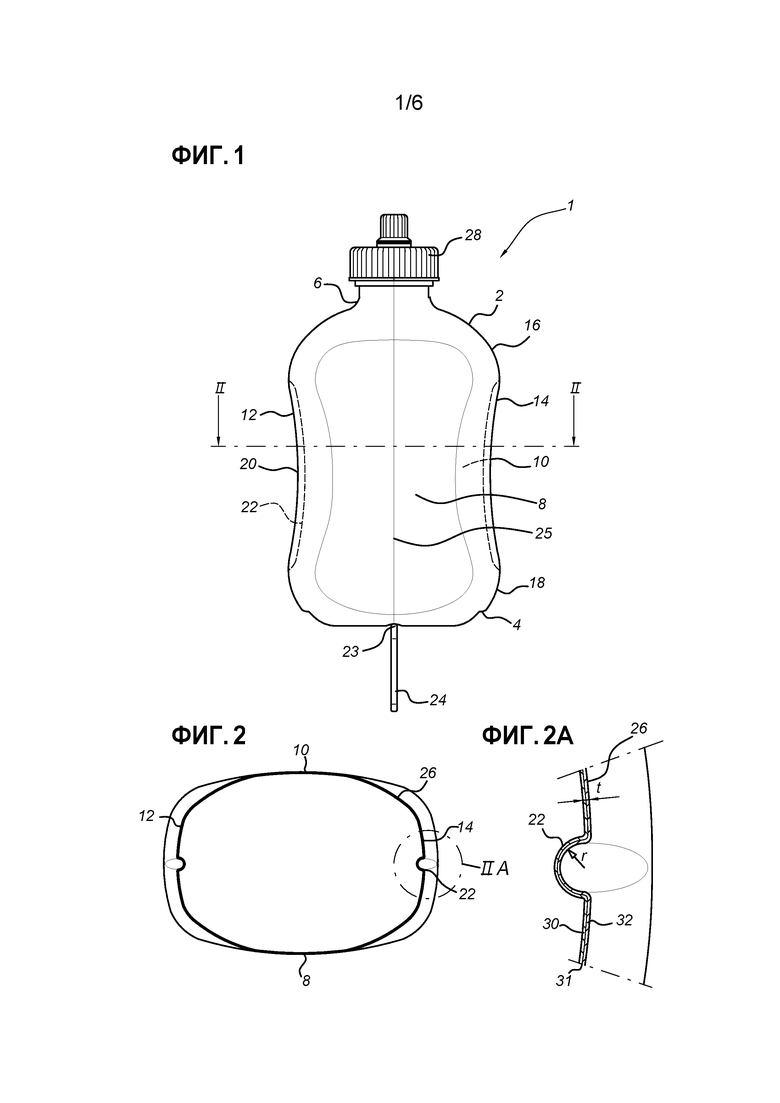
На фиг.1 показан перспективный вид бутылки для энтерального питания в соответствии с первым вариантом осуществления настоящего изобретения;
На фиг.2 показан поперечный разрез через поясничную область бутылки фиг.1;
Фиг.2A представляет собой увеличенный вид части поперечного разреза фиг.2;
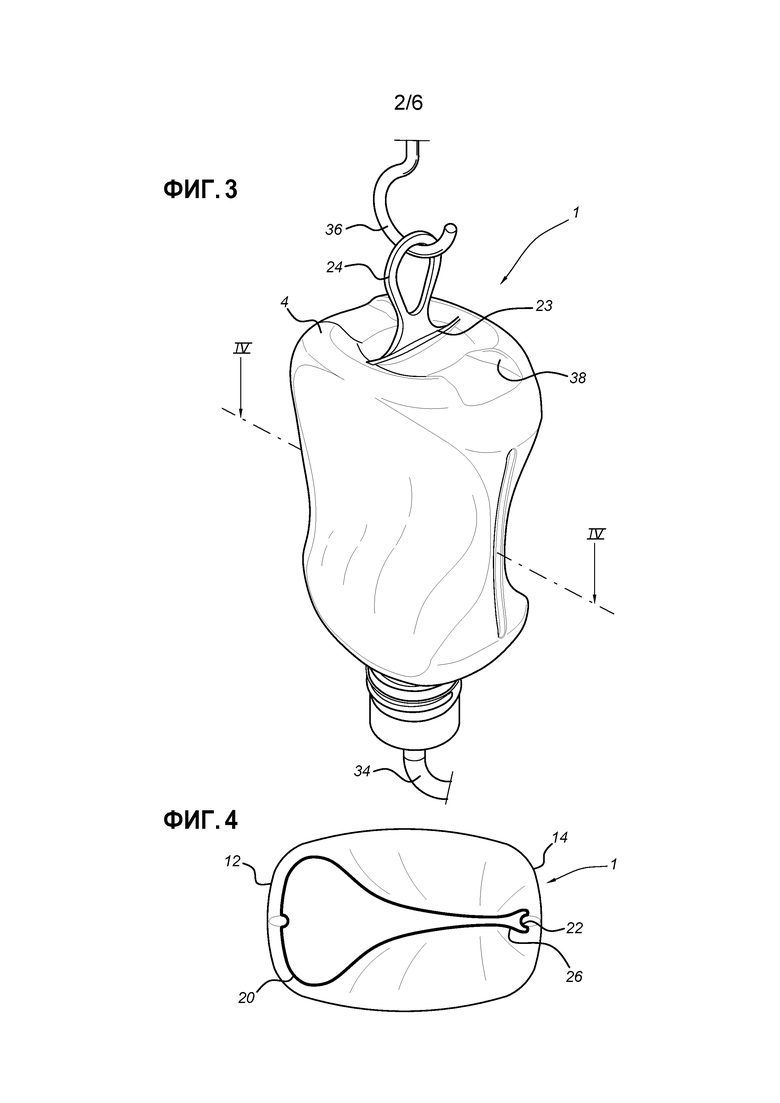
На фиг.3 показан перспективный вид бутылки фиг.1 во время введения энтерального раствора; и
На фиг.4 показан поперечный разрез через поясничную область бутылки фиг.3;
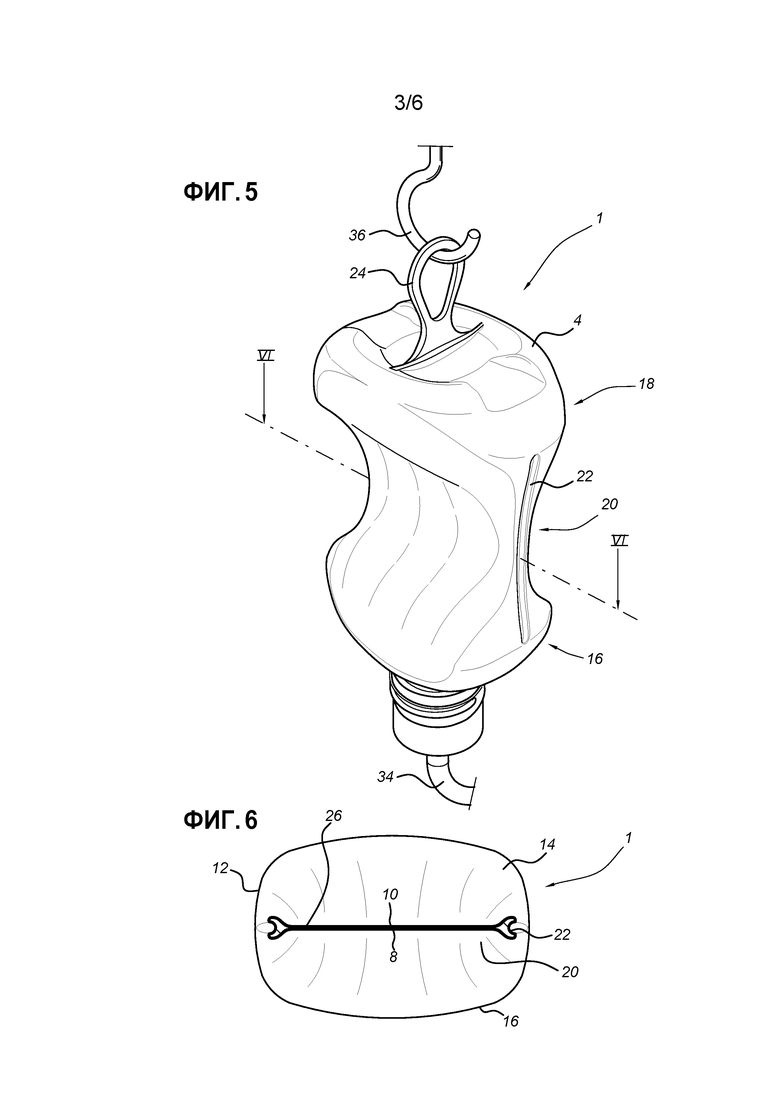
На фиг.5 показан перспективный вид бутылки фиг.1 в почти сжатой конфигурации;
На фиг.6 показан поперечный разрез через поясничную область бутылки фиг.5;
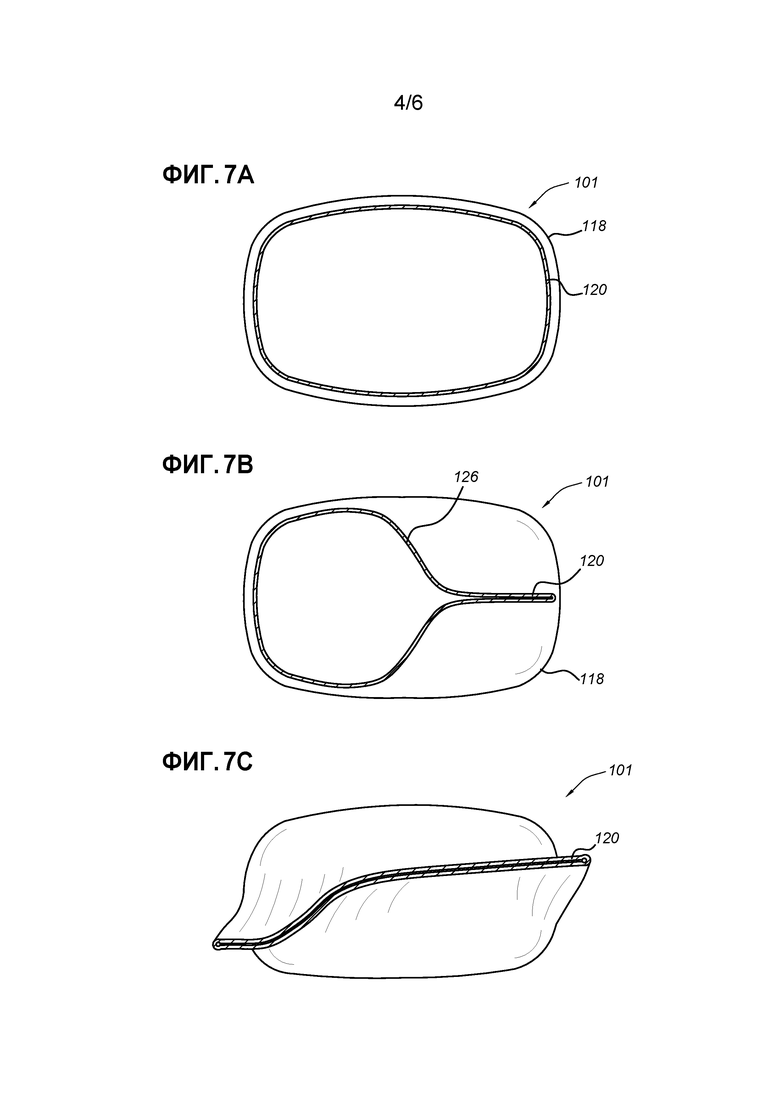
На фиг.7A-7C показаны поперечные разрезы через традиционную бутылку во время сжатия;
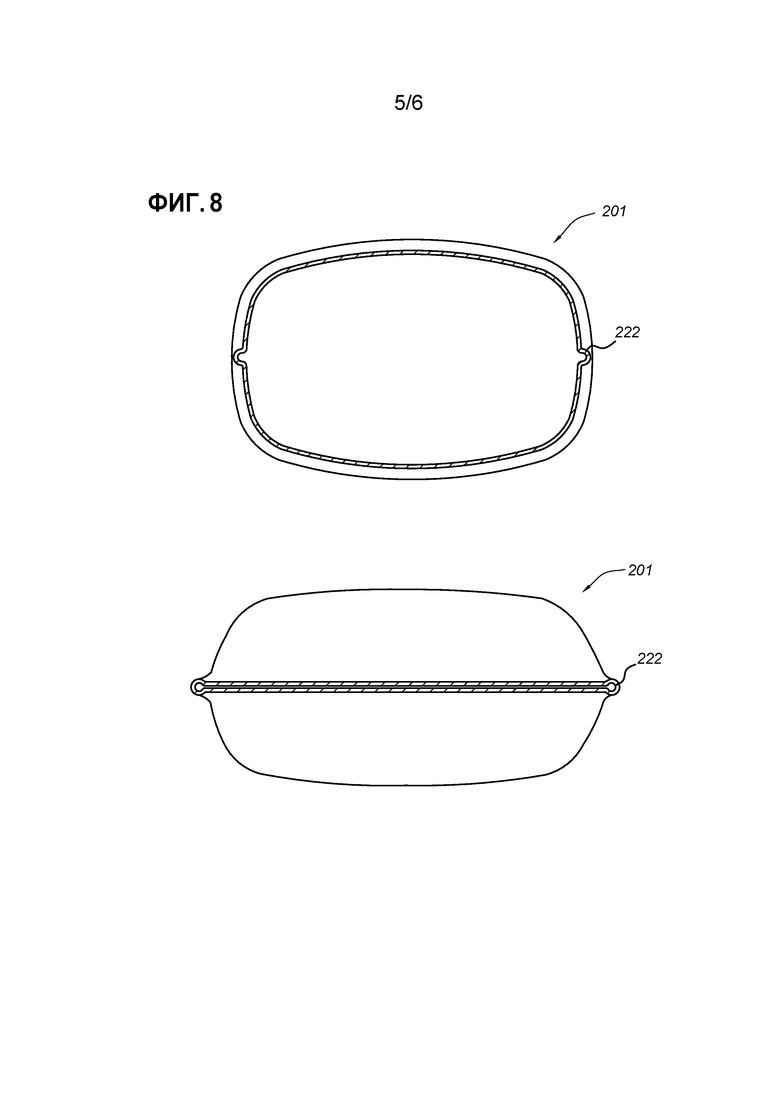
На фиг.8 показан поперечный разрез через поясничную область бутылки в соответствии с альтернативным вариантом осуществления изобретения; и
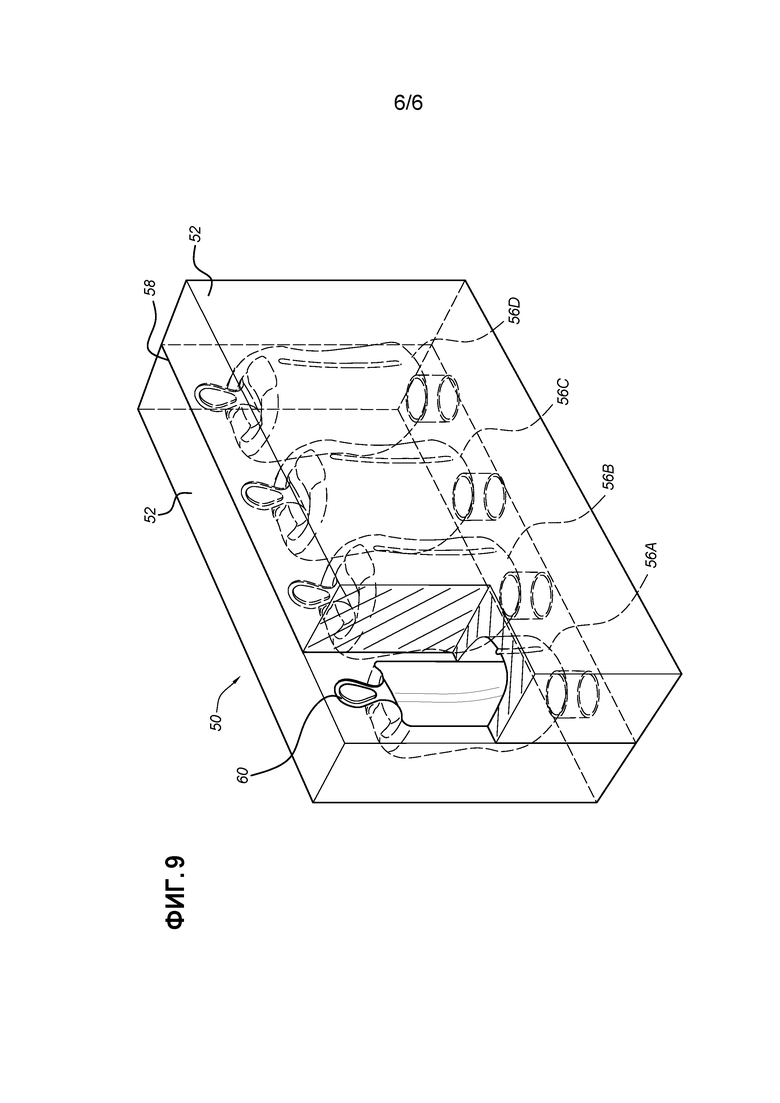
На фиг.9 показан перспективный вид пресс-формы для изготовления нескольких бутылок в соответствии с изобретением.
ОПИСАНИЕ ИЛЛЮСТРАТИВНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
На фиг.1 показан перспективный вид бутылки 1 для энтерального питания в соответствии с настоящим изобретением. Бутылка 1 содержит тонкостенный корпус 2, имеющий основание 4 и горлышко 6. Корпус 2 имеет переднюю часть 8, заднюю часть 10, левую сторону 12, правую сторону 14. Корпус 2 имеет плечевую область 16 рядом с горлышком 6, бедренную область 18 рядом с основанием 4 и поясничную область 20 между бедренной областью 18 и плечевой областью 16. Бутылка 1 дополнительно включает в себя шарнирные колонны 22, которые проходят между бедренной областью 18 и плечевой областью 16 вдоль сторон 12, 14 бутылки 1, как будет дополнительно описано ниже. Язычок 24 выполнен в виде одного целого с основанием 4 и соединен с ним на гибком шарнире 23. Винтовой закрывающий элемент 28 надевается на горлышко 6. Можно увидеть шов 25, проходящий вверх по передней части 8 бутылки 1, в выравнивании с язычком 24. Шов 25 также проходит вниз по задней части 10.
На фиг.2 показан поперечный разрез через бутылку 1 на поясничной области 20, взятый в направлении II-II на фиг.1. Как можно увидеть на фиг.2, стенка 26 на этом разрезе имеет в общем смысле овальную форму, имеющую приплюснутые переднюю часть 8 и заднюю часть 10. Шарнирные колонны 22 на левой и правой сторонах 12, 14 имеют форму полусферических канавок, которые являются вогнутыми относительно внешней поверхности бутылки 1. Остальная часть разреза является выпуклой. В показанном варианте осуществления в соответствии с фиг.1 и 2, бутылка 1 имеет объем 650 мл, и ширина и глубина в поясничной области 20 составляют, приблизительно, 85 мм и 55 мм, соответственно.
Фиг.2A представляет собой увеличенный вид шарнирной колонны 22 на фиг.2. Стенка 26 имеет толщину t около 0,3 мм. Эта толщина является постоянной по всей окружности поясничной области с погрешностью +- 0,1 мм. В действительности, измерения показали, что толщина варьируется от около 0,4 мм на передней части 8 и задней части 10 до величины около 0,2 мм на левой стороне 12 и правой стороне 14. Стенка 26 образована внутренним и внешним слоями 30, 32 из полиэтилена с барьерным слоем 31 из СЭВС между ними. На шарнирной колонне 22, стенка 26 искривлена внутрь с радиусом r 2,0 мм по дуге около 180°.
На фиг.3 показан перспективный вид бутылки 1 фиг.1 во время введения энтерального раствора через систему 34 для введения. Бутылка 1 подвешивается вверх дном посредством язычка 24 на поддерживающем элементе 36. Бутылка 1 находится в частично сжатом состоянии. Также на этом виде являются видимыми углубления 38 в основании 4, которые имеют такую форму, чтобы размещать и удерживать язычок 24, когда он складывается плоским образом на гибком шарнире 23. Ориентация язычка 24 поперек основания 4 бутылки 1 позволяет язычку 24 быть относительно большим, но по-прежнему размещаться в углублениях 38 для хранения. Больший язычок 24 является более удобным для манипулирования.
На фиг.4 показан поперечный разрез через поясничную область 20 частично сжатой бутылки 1 вдоль линии IV-IV фиг.3. Как можно увидеть, бутылка 1 сжалась на правой стороне 14, но не сжалась на левой стороне 12. Шарнирная колонна 22 на правой стороне 14 способствовала этому сжатию посредством обеспечения возможности сгибания стенки 26 в этой точке вокруг шарнирной колонны 22. Несмотря на это сжатие, шарнирная колонна 22 сохраняет свою вогнутую форму и работает в качестве относительно жесткого удлиненного усиливающего элемента вдоль правой стороны 14 бутылки 1, предохраняя бутылку 1 от складывания или сгибания в этой точке в поперечном сечении.
На фиг.5 показан перспективный вид бутылки 1 фиг.1 на дальнейшем этапе сжатия, когда около 80% жидкости в бутылке 1 было введено. В этот момент, поясничная область 20 полностью сжалась, но бедренная область 18 и плечевая область 16 сохраняют свою форму, и некоторое количество раствора может оставаться в бедренной области 18. Более того, прочность шарнирных колонн 22 обеспечивает то, что бутылка 1 остается относительно прямой, и, если введение прекращается в этот момент, бутылка 1 является относительно устойчивой и может стоять на своем основании 4.
На фиг.6 показан поперечный разрез через поясничную область 20 бутылки 1 фиг.5 вдоль линии VI-VI. В этом случае, стенка 26 полностью сжалась, и передняя часть 8 и задняя часть 10 сцепились друг с другом. Тем не менее, шарнирные колонны 22 остаются частично открытыми, позволяя раствору проходить между бедренной областью 18 и плечевой областью 16, если это требовалось бы.
На фиг.7A показан поперечный разрез имеющей аналогичные размеры бутылки 101, если смотреть на бедренную область 118. Бутылка 101 имеет простую овальную поясничную область 120 без шарнирных колонн или других изменений в поперечном разрезе. На фиг.7B, бутылка 101 показана частично сжатой. В этом случае, бутылка 101 сжимается полностью на правой стороне, и стенка 126 теряет свою конструктивную прочность в осевом направлении бутылки 101. Это стремится побуждать бутылку 101 складываться или сгибаться на ее поясничной области 120 относительно бедренной области 118. На фиг.7C, бутылка 101 дополнительно сжалась до того момента, что поясничная область 120 сплющилась. В этом состоянии, поясничная область 120 едва ли имеет какую-либо осевую жесткость и может складываться и сморщиваться неуправляемым образом. Более того, когда поясничная область 120 полностью сжалась, она больше не может обеспечивать возможность прохода раствора.
Фиг.8А представляет собой поперечный разрез бутылки 201 в соответствии со вторым вариантом осуществления изобретения. В этом варианте осуществления, вместо того чтобы быть вогнутыми, шарнирные колонны 222 являются выпуклыми. На фиг.8B показана бутылка 201 в сжатом состоянии, показывая, как шарнирные колонны 222 остаются открытыми для обеспечения возможности прохода раствора и обеспечивают конструктивную прочность вдоль сторон бутылки 201.
На фиг.9 показан схематичный перспективный вид пресс-формы 50 для изготовления бутылки, как показано на фиг.1. Другие предметы, требующиеся для выполнения выдувного формования, опущены с целью ясностью, хотя специалисту будет понятно, что в этом отношении, соединение для выдувной иглы может быть предусмотрено на нижней стороне пресс-формы 50. Пресс-форма 50 содержит две половины 52, 54 пресс-формы, из которых половина 54 пресс-формы частично вырезана для лучшего рассмотрения полостей 56A-D пресс-формы. В показанном варианте осуществления, предусмотрены четыре полости 56A-D пресс-формы, хотя следует понимать, что также может предполагаться большее или меньше количество. Половины 52, 54 пресс-формы соединяются в линии 58 разъема.
В соответствии с изобретением, полости 56A-D ориентированы относительно половин 52, 54 пресс-формы таким образом, что линия 58 разъема выровнена с язычковым участком 60, который образует язычок 24 во время формования. Полости 56A-D, следовательно, расположены рядом друг с другом таким образом, что бутылки 1, образованные в полостях 56A-D, будут иметь их передние части 8 и задние части 10, обращенные друг к другу, а шов 25 будет образован посредством линии 58 разъема поперек этих передних частей 8 и задних частей 10. Эта ориентация рядом друг с другом является предпочтительной с точки зрения обеспечения множества бутылок, подлежащих образованию за одно формование, и также при обеспечении того, что язычок выровнен с меньшим размером бутылки.
Таким образом, изобретение было описано путем ссылки на определенные варианты осуществления, рассмотренные выше. Следует понимать, что эти варианты осуществления допускают различные модификации и альтернативные формы, общеизвестные специалистам в данной области. В частности, шарнирные колонны могут быть отличными от схематично показанных конструкций и могут варьироваться по своей длине и также между левой стороной и правой стороной бутылки.
Модификации, дополнительно к описанным выше, могут выполняться касательно конструкций и технологий, описанных здесь, не отступая от идеи и объема изобретения. Соответственно, хотя конкретные варианты осуществления были описаны, они являются только примерами и не ограничивают объем изобретения.
Группа изобретений относится к области емкостей для энтерального питания пациентов. Сжимаемая бутылка для жидкого энтерального питания содержит корпус, проходящий в осевом направлении от основания до горлышка и имеющий переднюю часть, заднюю часть и две боковые части, причем бутылка может стоять вертикально на своем основании. При этом основание предусмотрено с выполненным в виде одного целого язычком для подвешивания бутылки также горлышком вниз, а корпус имеет плечевую область рядом с горлышком, бедренную область рядом с основанием и поясничную область между ними, причем окружность бутылки в поясничной области меньше окружности бутылки как в бедренной области, так и в плечевой области, и бутылка содержит шарнирные колонны, проходящие по боковым частям бутылки в по меньшей мере поясничной области, шарнирные колонны обеспечивают стенку корпуса с областью повышенной жесткости в осевом направлении, способствуя сжатию посредством сгибания стенки относительно шарнирной колонны. Также раскрываются пресс-форма, способ изготовления сжимаемой бутылки для энтерального питания, а также способ подачи жидкости из бутылки. Группа изобретений обеспечивает бутылку для энтерального питания, которая позволяет сжатие во время опустошения, но которая по-прежнему остается легкой для манипулирования. 4 н. и 19 з.п. ф-лы, 9 ил.
1. Сжимаемая бутылка (1) для жидкого энтерального питания, содержащая корпус (2), проходящий в осевом направлении от основания (4) до горлышка (6) и имеющий переднюю часть (8), заднюю часть (10) и две боковые части (12, 14), которые задают размер ширины бутылки, причем бутылка может стоять вертикально на своем основании, при этом основание предусмотрено с выполненным в виде одного целого язычком (24) для подвешивания бутылки также горлышком вниз, а корпус имеет плечевую область (16) рядом с горлышком, бедренную область (18) рядом с основанием и поясничную область (20) между ними, причем окружность бутылки в поясничной области меньше окружности бутылки как в бедренной области, так и в плечевой области, и бутылка дополнительно содержит шарнирные колонны (22), проходящие по боковым частям бутылки в по меньшей мере поясничной области, причем шарнирные колонны обеспечивают стенку (26) корпуса с областью повышенной жесткости в осевом направлении, при этом способствуя сжатию посредством сгибания стенки относительно шарнирной колонны.
2. Бутылка по п.1, причем бутылка выполнена из материала, который содержит полиэтилен (ПЭ).
3. Бутылка по п.1 или 2, в которой корпус выполнен из слоистого материала ПЭ/СЭВС/ПЭ.
4. Бутылка по любому из предшествующих пунктов, в которой стенка в поясничной области имеет среднюю толщину на передней части и задней части, которая по меньшей мере в 1,4, предпочтительно в 1,5, более предпочтительно по меньшей мере в 1,6 раза толще средней толщины в боковых частях.
5. Бутылка по любому из предшествующих пунктов, в которой изменение толщины между передней и задней частями и/или изменение толщины между боковыми частями составляет меньше 20%.
6. Бутылка по любому из предшествующих пунктов, в которой толщина стенки в поясничной области передней и задней частей составляет от 0,2 мм до 0,6 мм, предпочтительно от 0,3 мм до 0,5 мм.
7. Бутылка по любому из предшествующих пунктов, в которой шарнирные колонны содержат стеновые секции, искривленные с радиусом от 1 мм до 5 мм по дуге по меньшей мере 90°.
8. Бутылка по любому из предшествующих пунктов, в которой шарнирные колонны представляют собой выступающие внутрь криволинейные стеновые секции.
9. Бутылка по любому из предшествующих пунктов, в которой ширина бутылки в поясничной области по меньшей мере на 3%, предпочтительно по меньшей мере на 5% меньше, чем в плечевых областях или бедренных областях.
10. Бутылка по любому из предшествующих пунктов, в которой шарнирные колонны проходят через поясничную область и заканчиваются рядом с самым широким местом плечевой области и бедренной области, соответственно.
11. Бутылка по любому из предшествующих пунктов, в которой горлышко предусмотрено с винтовой резьбой для размещения закрывающего элемента.
12. Бутылка по любому из предшествующих пунктов, в которой корпус из термопластичного материала формуется посредством выдувания из экструдированной заготовки.
13. Бутылка по любому из предшествующих пунктов, в которой корпус выполнен таким образом, чтобы сжиматься от первоначального объема до конечного объема, когда внутренняя часть бутылки подвергается воздействию пониженного давления меньше 6 кПа, при этом конечный объем составляет менее 30% от первоначального объема.
14. Бутылка по любому из предшествующих пунктов, в которой корпус выполнен таким образом, чтобы сжиматься, когда внутренняя часть бутылки подвергается воздействию пониженного давления, посредством чего сжатие происходит асимметрично от одной боковой части к другой боковой части.
15. Бутылка по любому из предшествующих пунктов, в которой корпус выполнен таким образом, чтобы сжиматься, когда внутренняя часть бутылки подвергается воздействию пониженного давления, посредством чего, в сжатом состоянии корпуса, шарнирные колонны остаются открытыми для обеспечения прохода текучей среды между плечевой областью и бедренной областью.
16. Бутылка по любому из предшествующих пунктов, в которой в частично сжатом состоянии, когда объем бутылки составляет 20% от ее первоначального объема, бутылка удерживает устойчивую форму, которая может стоять вертикально на своем основании.
17. Бутылка по любому из предшествующих пунктов, в которой шарнирные колонны проходят на по меньшей мере половину высоты бутылки.
18. Бутылка по любому из предшествующих пунктов, содержащая некоторое количество раствора для энтерального питания в корпусе и винтовой закрывающий элемент, герметично размещенный на горлышке.
19. Пресс-форма (50), имеющая форму, соответствующую бутылке по любому из пп.1-18.
20. Пресс-форма по п.19, содержащая две секции (52, 54) пресс-формы, которые соединяются друг с другом и образуют шов (25) в месте передней части и задней части бутылки.
21. Способ изготовления сжимаемой бутылки для энтерального питания, при этом способ включает:
экструдирование трубчатой заготовки из термопластичного материала;
выдувное формование заготовки в пресс-форме для образования тонкостенного корпуса, проходящего в осевом направлении от основания до горлышка и имеющего переднюю часть, заднюю часть и две боковые части, которые задают размер ширины бутылки, которая может стоять вертикально на своем основании, причем корпус имеет плечевую область рядом с горлышком, бедренную область рядом с основанием и поясничную область между ними, при этом бутылка дополнительно содержит шарнирные колонны, проходящие между бедренной областью и плечевой областью в боковых частях бутылки, и шарнирные колонны обеспечивают стенку корпуса с областью повышенной жесткости в осевом направлении, при этом способствуя сгибанию боковой стенки относительно шарнирной колонны при использовании, во время сжатия бутылки.
22. Способ по п.21, в котором бутылка представляет собой бутылку по любому из пп.1-18.
23. Способ подачи жидкости из бутылки по любому из пп.1-18, включающий обеспечение возможности выхода жидкости из бутылки без входа воздуха таким образом, что бутылка сжимается в области между шарнирными колоннами.
| US 4553970 A, 19.11.1985 | |||
| US 3215299 A, 02.11.1965 | |||
| US 2011240673 A1, 06.10.2011. |

