Заявляемое решение относится к бытовым электроприборам, и в частности, к бытовой силовой кухонной технике.
Заявляется способ построения профиля рабочего тракта винтового шнека и один из вариантов шнека, построенного с использованием предложенного способа.
Из уровня техники известны бытовые и промышленные мясорубки, содержащие шнек.
В большинстве технических решений модификации или значительному изменению подвергаются корпус, система ножей, силовой привод и др.
Известно решение по заявке RU № 2008106642 (от 20.02.2008), предлагающее с целью повышения эффективности работы, снижения трудоемкости изготовления и контроля, винтовая поверхность шнека мясорубки выполнять в виде прямоугольной резьбы.
Недостатком указанной конструкции является значительная неравномерность нагрузки на силовой привод в процессе вращения, что с переходом на электрифицированный привод требует иметь больший запас по мощности, что противоречит общему стремлению снижать потери в механизмах.
Известно решение по ПМ RU № 88991 (от 29.02.2008), предлагающее для повышения эффективности захвата продукта первая зона – зона захвата – выполнена с профилем с вогнутым или наклонным вперед профилем образующей. А вторая зона – транспортировочная – выполнена с прямоугольным профилем резьбы.
Недостатком указанной конструкции является значительная неравномерность нагрузки на силовой привод в процессе вращения, что с переходом на электрифицированный привод требует иметь больший запас по мощности.
Это решение выбрано в качестве прототипа.
Задачей настоящего технического решения является создание энергоэффективного инструмента для первоначального резания, предварительной обработки и транспортировки измельчаемого материала к режущим ножам, преимущественно применительно к мясорубке или аналогичного шнекового устройства.
Техническим результатом является получение механизма резания и транспортировки материала к месту измельчения с выровненными характеристиками по крутящему моменту, с более низкой потребной мощностью для привода мясорубки.
Известные технические решения не могут достичь заявленного технического результата.
КРАТКОЕ ОПИСАНИЕ
Заявленный технический результат достигнут благодаря применению заявляемого способа построения профиля с максимально выровненной характеристикой усилия вращения от угла поворота шнека.
Заявлен способ построения профиля рабочего тракта шнека мясорубки для достижения заявленного технического результата.
Заявлен один из возможных (предпочтительный) вариантов построения профиля рабочего тракта шнека мясорубки, построенного с использованием заявленного способа.
Заявленный способ построения профиля рабочего тракта винтового шнека, заключается в получении шнека, имеющего развертку спирали, показанную на фиг. 5 или реализующего углы наклона спирали от угла поворота шнека, в соответствии с графиком, показанным на фиг. 6. Шнек содержит 2.5 оборота резьбы или 810° вращения.
Заявляется способ построения профиля рабочего тракта шнека, состоящий в выполнении углов наклона витка на участке 0 – 810° таким, чтобы обеспечивать постоянное усилие резания и продвижения материала на этом участке.
Также заявлен способ построения профиля рабочего тракта винтового шнека, реализующего зависимость момента вращения от угла поворота шнека (усилий), показанный на фиг. 6, а именно:
- усилие резания на участке 0 – 360° должно быть постоянным с крутопадающими областями в начале и конце интервала.
- усилие продвижения и предварительной обработки материала на участке 360 – 720° должно быть близко к равномерному.
- усилие продвижения плюс усилие поддавливания материала на участке 720 – 810° должно быть близко к равномерному, а отклонения от равномерности должны быть не более 1-5 %. Усилие резания на подвижных и неподвижных ножах также необходимо обеспечить по возможности одного порядка по величине и минимальными по отклонению от этой величины.
Согласно заявленному способу для достижения равномерного усилия резания, продвижения и предварительной обработки материала на участке ϕ = 0 – 360° (1-й виток резьбы) устанавливают угол наклона витка или набора углов, или закона изменения угла наклона витка в пределах ϕ = 0 – 30° плавное изменение угла от α = 85 – 89° до α = 73 – 78°, далее ϕ = 30 – 180° от α = 73 – 78° до α = 75 – 78° по отношению к продольной оси шнека, на участке ϕ = 180 – 360° плавное изменение угла от α = 75 - 78° до α = 78 – 83°.
Согласно заявленному способу для достижения близкого к равномерному усилия продвижения и предварительной обработки материала на участке ϕ = 360 – 720° (2-й виток резьбы) достигают путем установления угла наклона витка на этом участке прямо пропорционально возрастающим, в пределах от α = 78 – 83°, до α = 73 – 78° по отношению к продольной оси шнека, с одновременным изменением проходного сечения рабочего тракта по направлению к выходу следующим образом:
- образующая шнека по внутренней поверхности рабочего тракта прямолинейная и параллельна продольной оси шнека (предпочтительно Δ = 0), или имеет наклон Δ = -3 до +5° к продольной оси к продольной оси, по направлению от первого хвостовика ко второму, т.е. по направлению к выходу,
- образующая шнека по наружной поверхности витков прямолинейная и имеет наклон γ = +2 – +10° к продольной оси, расширяясь по направлению от первого хвостовика ко второму (по направлению к выходу). Предпочтительно γ = +5°.
Согласно заявленному способу для достижения близкого к равномерному усилия продвижения и поддавливания материала на участке ϕ = 720 – 810° (3-й виток резьбы) достигают путем уменьшения угла наклона витка и увеличения проходного сечения рабочего тракта на этом участке от α = 73 – 78°, до α = 83 – 87°.
На этом участке проходное сечение рабочего тракта также увеличивается, как и на предыдущем участке. Возможно - по такому же или иному закону.
Также близкое к равномерному усилие продвижения и предварительной обработки материала на участке 720 – 810° (часть 3-го витка резьбы) может быть достигнуто путем увеличения числа режущих кромок на подвижных и неподвижных ножах.
Увеличение числа режущих кромок на подвижных и неподвижных ножах может быть достигнуто путем выбора конфигурации отверстий с режущими кромками на неподвижных ножах и путем увеличения числа подвижных и неподвижных ножей.
Заявлен шнек винтовой, преимущественно для мясорубки, включающий первый хвостовик для подключения силового привода, винтовую часть, второй хвостовик для подключения ножей, в отличающийся тем, что винтовая часть содержит 810° и рабочий тракт спрофилирован по следующему правилу:
- угол наклона витка или набора углов, или закон изменения угла наклона витка в пределах ϕ = 0 – 30° плавное изменение угла от α = 85 – 89° до α = 73 – 78°, далее ϕ = 30 – 180° от α = 73 – 78° до α = 75 – 78° по отношению к продольной оси шнека, на участке ϕ = 180-360° плавное изменение угла от α = 75 – 78° до α = 78 – 83°,
- угол наклона витка на этом участке выполнен прямо пропорционально возрастающим, в пределах от α = 78 – 83° до = 73 – 78° по отношению к продольной оси шнека,
- угол наклона витка на участке 720 – 810° выполнен постоянным, в пределах α = 73 – 78° до α = 83 – 87° по отношению к продольной оси шнека,
- образующая шнека по внутренней поверхности рабочего тракта прямолинейная и имеет наклон Δ = -3 до 5°, предпочтительно - 0° к продольной оси (шнека), по направлению от первого хвостовика ко второму, т.е. по направлению к выходу, предпочтительно, параллельна продольной оси шнека.
- образующая шнека по наружной поверхности витков прямолинейная и имеет наклон γ = 3 – 7°, предпочтительно 5° к продольной оси, расширяясь по направлению от первого хвостовика ко второму, т.е. по направлению к выходу.
Переходы при изменении угла наклона витка могут быть выполнены плавными.
ОПИСАНИЕ ГРАФИЧЕСКОГО МАТЕРИАЛА
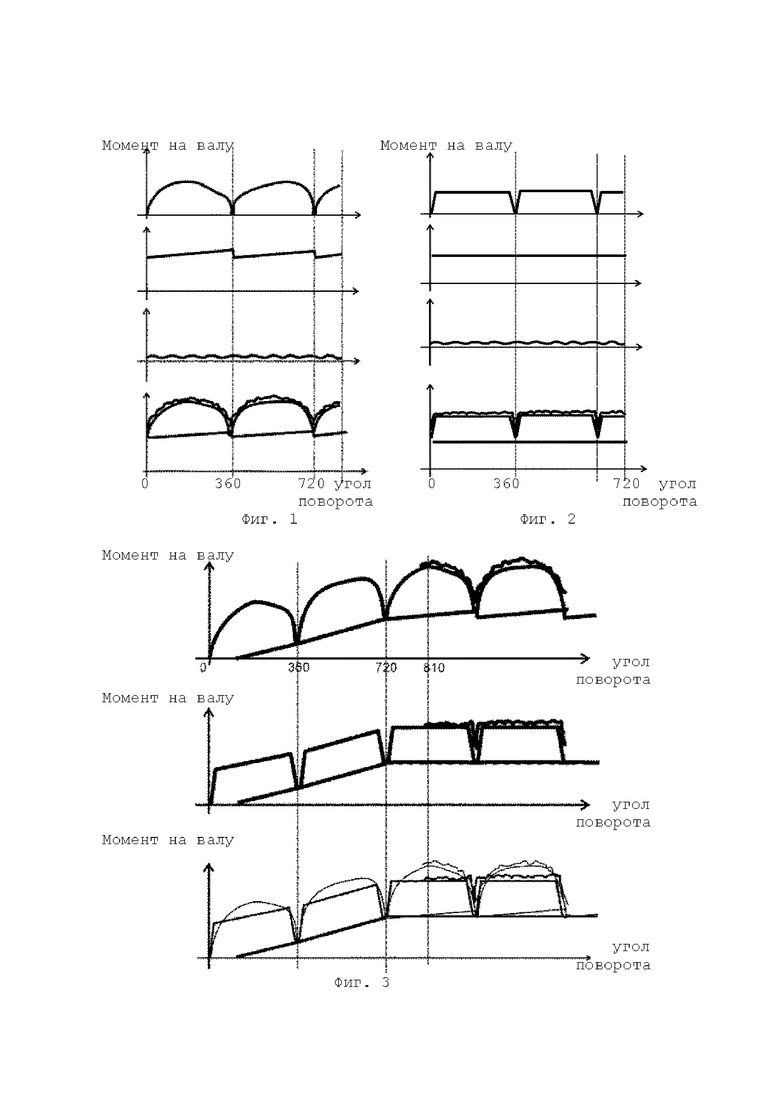
На фиг. 1 показана зависимость величины момента вращения от угла поворота для отдельных областей спирали и всего шнека в целом для прототипа.
На фиг. 2 показана зависимость величины момента вращения от угла поворота для отдельных областей спирали и всего шнека в целом для заявляемого решения.
На фиг. 3 показаны зависимости величины момента вращения от угла поворота для отдельных областей спирали и всего шнека в целом для прототипа и заявляемого решения на переходном и устоявшемся режимах.
На фиг. 4 показано сравнение энергозатрат (работы цикла) для прототипа и заявляемого решения.
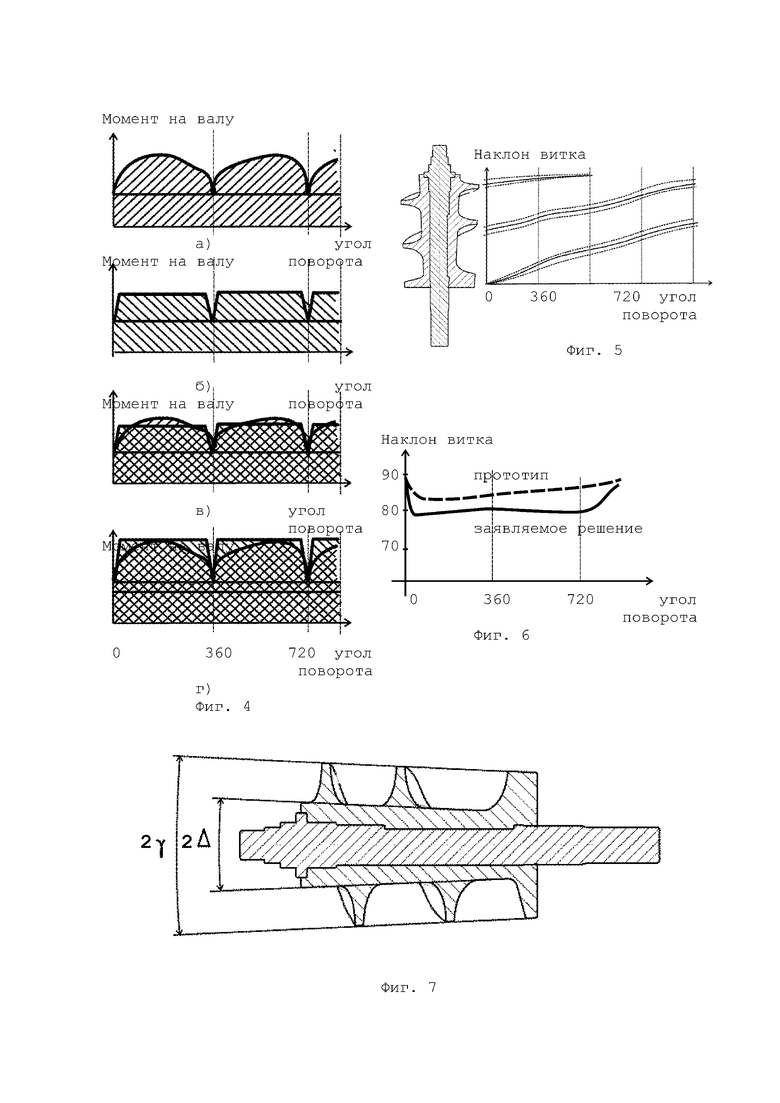
На фиг. 5 показана развертка спирали шнека согласно заявляемому решению.
На фиг. 6 показан график зависимости угла наклона витка спирали шнека для прототипа и заявляемого решения.
На фиг. 7 показан поперечный разрез шнека с указанием углов образующих по внутренней и внешней поверхностям.
ПОДРОБНОЕ ОПИСАНИЕ
Принятые обозначения
ϕ – угол поворота шнека.
α = угол наклона витка спирали шнека.
Δ = угол между продольной осью шнека и образующей по внутренней поверхности рабочего тракта.
γ = угол между продольной осью шнека и образующей по наружной поверхности витков шнека.
Заявленный технический результат достигнут благодаря применению заявляемого способа построения профиля, исходя из цели получения максимально выровненной характеристики усилия вращения от угла поворота шнека.
Заявлен один из возможных вариантов (предпочтительный) профиля рабочего тракта шнека мясорубки, построенного с использованием заявленного способа.
Способ построения профиля основан на следующих посылках.
Принимается, что шнек содержит 2.5 витка однозаходной резьбы, т.е. ϕ = 810°.
На фиг. 1 показана зависимость момента вращения шнека мясорубки от угла поворота для известных типов мясорубок. Показан установившийся процесс, когда на вход порциями поступает сырье, на выходе – готовый продукт, а тракт мясорубки заполнен.
На графике фиг. 2 показана зависимость момента вращения шнека мясорубки от угла поворота для предлагаемого устройства. Показан установившийся процесс, когда на вход порциями поступает сырье, на выходе – готовый продукт, а тракт мясорубки заполнен.
На графике фиг. 3 показан профиль усилий, включающий участок переходного процесса – начала работы, когда пустая мясорубка начинает работать. Далее показан установившийся процесс, когда на вход порциями поступает сырье, на выходе – готовый продукт, а тракт мясорубки заполнен.
График разделен на составляющие части момента вращения, которые привносят (добавляют) разные части тракта – входное устройство ϕ = 0 – 360°, транспортировочный участок ϕ = 360– 720° и участок поддавливания перед системой вращающихся и неподвижных ножей ϕ = 720 – 810°.
При этом входное устройство дает зависимость момента на валу от угла поворота в виде сегмента округлой формы.
Транспортировочный участок содержит приблизительно постоянный момент на валу.
Участок поддавливания вследствие взаимодействия с системой ножей добавляет нерегулярный набор мелких колебаний давления, зависящий от моментов совпадения или несовпадения отверстий и окон на подвижном и неподвижном ножах.
На фиг. 3а показан профиль суммарных усилий вращения для известных шнековых мясорубок и др. бытовых устройств. На фиг. 3б показан профиль усилий для предлагаемого шнекового устройства. На фиг. 3в показано совмещение суммарных профилей усилий для известных шнековых мясорубок и предлагаемого шнекового устройства. Видно, что максимальное значение момента вращения для предлагаемого устройства заметно ниже, чем у известных (при одинаковой выполненной работе, которая равна площади под суммарной кривой).
Если сложить составляющие момента от всех трех участков на одном графике, как это происходит при установившемся процессе, то получим график суммарного момента сопротивления вращения от угла поворота шнека мясорубки (фиг. 4). Область под суммарной кривой покажет выполненную работу, а наибольшая высота кривой покажет величину, прямо связанную с мощностью силового блока мясорубки, вращающего шнек (фиг. 4а, 4б).
Исходя из вышесказанного предлагается строить профиль рабочего тракта шнека следующим образом.
На участке входного устройства выполняют геометрию шнека, реализующей на этом участке равное или примерно равное сопротивление вращению, т.е. усилие резания плюс перемещения, как показано на фиг. 2а.
На транспортировочном участке выполняют геометрию шнека, реализующей на этом участке равное или примерно равное сопротивление вращению или близкое к равномерному усилие, которое на этом участке состоит из усилий перемещения плюс сминания, как показано на фиг. 2б.
Участок поддавливания также выполняют с геометрией для создания равномерности момента сопротивления вращению на этом участке.
Поскольку незначительные по величине, но высокочастотные колебания сопротивления, как показано на фиг. 2в, образуются от взаимодействия рабочего тела и системы ножей и незначительны по величине и не зависят от геометрии тракта, эти колебания не принимались в расчет при профилировании формы шнека.
Для снижения высокочастотных колебаний сопротивления на участке поддавливания рассчитывают или, как правило, подбирают геометрические параметры подвижных и неподвижных частей, составляющих систему ножей, например, путем увеличения числа режущих кромок на подвижных и неподвижных ножах. Увеличение числа режущих кромок на подвижных и неподвижных ножах может достигаться, например, путем формирования отверстий особой конфигурации и размера с режущими кромками на неподвижных ножах и путем увеличения числа подвижных и неподвижных ножей и т.д.
В результате суммирования вклада каждого из участков тракта получают кривую зависимости момента сопротивления вращения шнека от угла поворота, показанную на фиг. 1г для прототипа и на фиг. 2г для предлагаемого устройства, в обоих случаях показан установившийся режим.
На полученном графике (фиг. 4а и фиг. 4б) момента сопротивления вращения от угла поворота шнека мясорубки для заявляемого профиля, как и для известного профиля прототипа, область под суммарной кривой покажет выполненную работу, а наибольшая высота кривой покажет величину, прямо связанную с мощностью силового блока мясорубки, вращающего шнек.
Если совместить эти кривые в одном масштабе по равенству выполненной работы (т.е. площади под кривой) (фиг. 4в), то будет очевидно, что шнек с новым профилем требует заметно меньше мощности для выполнения одинакового объема работы.
Если совместить эти кривые в одном масштабе по равенству наибольшего момента сопротивления вращения (наивысшая точка кривой) (фиг. 4г), то будет очевидно, что шнек с новым профилем выполнит заметно больший объем работы при одинаковой мощности силового привода.
Практическое воплощение способа.
Способ построения профиля рабочего тракта винтового шнека состоит в выборе (подборе или расчете) шага резьбы или его эквивалента, выраженного в виде наклона витка или набора углов, или закона изменения угла наклона витка, плюс изменении площади проходного сечения, если требуется, таким образом, чтобы обеспечить профиль усилий, показанных на фиг. 2г, т.е., по возможности, близкое к постоянному усилие вращения шнека при резании, сминании и/или продвижении материала на каждом участке.
Способ построения профиля рабочего тракта винтового шнека, заключается в реализации следующего профиль усилий, показанных на фиг. 2, а именно:
- усилие резания на участке ϕ = 0 - 360°. (1-й виток резьбы) должно быть постоянным с крутопадающими областями в начале и конце интервала (фиг. 2а),
- усилие продвижения и предварительной обработки материала на участке ϕ = 360 – 720° (2-й виток резьбы) должно быть близко к равномерному (фиг. 2б),
- усилие продвижения и резания материала на участке ϕ = 720 – 810° (часть 3-го витка резьбы) должно быть близко к равномерному, а отклонения от равномерности должны быть не более 1-5 % (фиг. 2в).
В предпочтительном воплощении близкое к равномерному усилие резания, продвижения и предварительной обработки материала на участке ϕ = 0 – 360° (1-й виток резьбы) достигают путем установления угла наклона витка или набора углов, или закона изменения угла наклона витка в пределах ϕ = 0 – 30° плавное изменение угла от α = 85 – 89° до α = 73 – 78°, далее ϕ = 30 – 180° от α = 73 – 78° до α = 75 – 78° по отношению к продольной оси шнека, на участке ϕ = 180 – 360° плавное изменение угла от α = 75 – 78° до α = 78 – 83°, при этом изменение проходного сечения рабочего тракта не требуется.
В предпочтительном воплощении близкое к равномерному усилие продвижения и предварительной материала на участке ϕ = 360 – 720° (2-й виток резьбы) достигают путем установления угла наклона витка на этом участке изменяющимся в пределах от α = 78 – 83° до α = 73 – 78° по отношению к продольной оси шнека, с одновременным изменением проходного сечения рабочего тракта следующим образом:
- образующая шнека по внутренней поверхности рабочего тракта прямолинейная и параллельна продольной оси шнека (предпочтительно Δ = 0), или имеет наклон Δ = -3 до 5 град. к продольной оси к продольной оси, по направлению от первого хвостовика ко второму, т.е. по направлению к выходу.
- образующая шнека по наружной поверхности витков прямолинейная и имеет наклон γ = 2 – 10° к продольной оси, расширяясь по направлению от первого хвостовика ко второму (по направлению к выходу). Предпочтительно γ = 5°.
В предпочтительном воплощении близкое к равномерному усилие продвижения и предварительной обработки материала на участке ϕ = 720 – 810° (3-й виток резьбы) достигают путем изменения угла наклона витка и увеличения проходного сечения рабочего тракта (возможно, по такому же, как на предыдущем участке закону) от α = 73 – 78° до α = 83 – 87°.
Выравнивание крутящего момента на выходе в режущем узле достигают путем увеличения числа режущих кромок на подвижных и неподвижных ножах.
Выравнивание крутящего момента на выходе в режущем узле также достигают путем выбора конфигурации отверстий с режущими кромками на неподвижных ножах и путем увеличения числа подвижных и неподвижных ножей.
Заявлен также шнек винтовой, преимущественно для мясорубки, содержащий первый хвостовик для подключения силового привода, винтовую часть, одно- или многозаходную, второй хвостовик для присоединения ножей.
Особенностью заявленного шнека является то, что винтовая часть содержит ϕ = 810° и рабочий тракт спрофилирован по правилу, состоящему в выборе шага резьбы или его эквивалента, выраженного в виде наклона витка или набора углов, или закона изменения угла наклона витка, плюс в изменении площади проходного сечения, если требуется, такими, чтобы обеспечить профиль усилий, показанных на фиг. 2г, т.е по возможности близкое к постоянному усилие вращения шнека при резании и продвижении материала на каждом участке.
Конкретно для заявленного шнека угол наклона витка на участке ϕ = 0 – 360° (1-й виток резьбы) достигают путем установления угла наклона витка или набора углов, или закона изменения угла наклона витка в пределах ϕ = 0 - 30° плавное изменение угла от α = 85 – 89° до α = 73 – 78°, далее ϕ = 30 – 180° от α = 73 – 78° до α = 75 – 78° по отношению к продольной оси шнека, на участке ϕ = 180 - 360° плавное изменение угла от α = 75 – 78° до α = 78 – 83°, при этом изменение проходного сечения рабочего тракта не требуется.
- на участке ϕ = 360 – 720° (2-й виток резьбы) достигают путем установления угла наклона витка на этом участке прямо пропорционально изменяющимся, в пределах от α = 78 – 83° до α = 73 – 78° по отношению к продольной оси шнека, с одновременным изменением проходного сечения рабочего тракта следующим образом:
- угол наклона витка на участке ϕ = 720 – 810° (3-й виток резьбы) достигают путем уменьшения угла наклона витка и изменения проходного сечения рабочего тракта на этом участке от α = 73 – 78° до α = 83 – 87°,
- образующая шнека по внутренней поверхности рабочего тракта прямолинейная и параллельна продольной оси шнека (предпочтительно Δ = 0), или имеет наклон Δ = -3 до 5° к продольной оси к продольной оси, по направлению от первого хвостовика ко второму, т.е. по направлению к выходу.
- образующая шнека по наружной поверхности витков прямолинейная и имеет наклон γ = 2 – 10° к продольной оси, расширяясь по направлению от первого хвостовика ко второму (по направлению к выходу). Предпочтительно γ = 5°.
Переходы при изменении угла наклона витка могут быть выполнены плавными.
На фиг. 5 показана развертка шнека мясорубки, построенная по указанному правилу. Развертка изображена в виде интервала значений (область между пунктирными кривыми), а также предпочтительного воплощения (сплошная кривая).
На фиг. 6 показаны графики изменения угла наклона витка спирали шнека от угла поворота – для прототипа и заявляемого шнека.
Заявленное техническое решение может быть применено в других устройствах, использующих шнековую предварительную обработку сырья и его продвижение к рабочим органам окончательной операции, например, в шнековой соковыжималке, шнековом экструдере, например, мясосодержащих продуктов, кондитерских изделий и других продуктов и веществ аналогичной консистенции.
Заявленное техническое решение промышленно применимо, поскольку может быть изготовлено и изготавливается в условиях промышленного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕШЕТКА ДЛЯ МЯСОРУБКИ | 1997 |
|
RU2136371C1 |
| СМЕШИВАЮЩИЙ И ИЗМЕЛЬЧАЮЩИЙ ШНЕК | 2009 |
|
RU2482658C2 |
| ИЗМЕЛЬЧИТЕЛЬ, ПРЕИМУЩЕСТВЕННО ПЛОДОВ БАХЧЕВЫХ КУЛЬТУР | 2000 |
|
RU2179386C1 |
| СПОСОБ ПЛЕТЕНИЯ СЕТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2037356C1 |
| МЯСОРУБКА | 1994 |
|
RU2099141C1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
| Шнек экструдера | 1971 |
|
SU564169A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШНЕКА И ШНЕК | 2007 |
|
RU2361692C2 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| ОРУДИЕ ДЛЯ ИЗВЛЕЧЕНИЯ КОРНЕВОЙ МАССЫ РАСТЕНИЙ | 1999 |
|
RU2180164C2 |
Группа изобретений относится к вариантам способа построения профиля рабочего тракта шнека и шнеку с таким профилем, который может найти своё применение в мясорубках. Способ согласно первому варианту заключается в выполнении геометрии шнека, реализующей следующий профиль усилий, показанных на фиг. 2, а именно: усилие вращения для выполнения резания на участке ϕ=0-360°, близкое к постоянному с крутопадающими областями в начале и конце интервала, усилие вращения для продвижения и предварительной обработки материала на участке ϕ=360-720°, близкое к постоянному, усилие вращения для продвижения, уплотнения в осевом направлении материала на участке ϕ=720-810°, близкое к постоянному, где ϕ - угол поворота шнека. Способ согласно второму варианту дополнительно заключается в том, что усилие вращения для продвижения, уплотнения в осевом направлении материала на участке ϕ=720-810°, близкое к постоянному, в котором на участке ϕ=0-360° углы наклона витка спирали шнека α выполняют: на участке ϕ=0-30° плавно изменяют угол α от 85-89° до 73-78°, далее на участке ϕ=30-180° - от 73-78° до 75-78°, на участке ϕ=180-360° - от 75-78° до 78-83° по отношению к продольной оси шнека. Способ согласно третьему варианту дополнительно заключается в том, что усилие вращения для продвижения, уплотнения в осевом направлении материала на участке ϕ=720-810°, близкое к постоянному, в котором на участке ϕ=360-720° углы наклона витка спирали шнека α выполняют в пределах от 78-83° до 73-78° с одновременным изменением проходного сечения рабочего тракта таким образом, что образующую шнека по внутренней поверхности рабочего тракта выполняют с наклоном Δ=-3 до 5° к продольной оси по направлению от первого хвостовика ко второму, т.е. по направлению к выходу, а образующую шнека по наружной поверхности витков выполняют с наклоном γ=2-10° к продольной оси по направлению от первого хвостовика ко второму, т.е. по направлению к выходу. Способ согласно четвертому варианту дополнительно заключается в том, что усилие вращения для выполнения резания на участке ϕ=0-360°, близкое к постоянному с крутопадающими областями в начале и конце интервала, усилие вращения для продвижения и предварительной обработки материала на участке ϕ=360-720°, близкое к постоянному, усилие вращения для продвижения, уплотнения в осевом направлении материала на участке ϕ=720-810°, близкое к постоянному, в котором на участке ϕ=720-810° углы наклона витка спирали шнека α выполняют в пределах от 73-78° до 83-87°. Шнек винтовой, преимущественно для мясорубки, содержит первый хвостовик для присоединения силового привода, винтовую часть, второй хвостовик для присоединения ножей. Винтовая часть содержит ϕ=810°. Рабочий тракт спрофилирован таким образом, что на участке ϕ=0-30° выполнено плавное изменение угла наклона витка спирали шнека α от 85-89° до 73-78°, далее на участке ϕ=30-180° - от 73-78° до 75-78°, на участке ϕ=180-360° - от 75-78° до 78-83°, по отношению к продольной оси шнека, а на участке ϕ=360-720° угол наклона витка спирали шнека α выполнен в пределах от 78-83° до 73-78° по отношению к продольной оси шнека с одновременным изменением проходного сечения рабочего тракта. При этом изменение проходного сечения рабочего тракта выполнено таким образом, что образующая шнека по внутренней поверхности рабочего тракта имеет наклон Δ=-3 до 5° к продольной оси по направлению от первого хвостовика ко второму, т.е. по направлению к выходу продукта, образующая шнека по наружной поверхности витков имеет наклон γ=2-10° к продольной оси, по направлению от первого хвостовика ко второму, т.е. по направлению к выходу продукта, а на участке ϕ=720-810° угол наклона витка спирали шнека α выполнен в пределах от 73-78° до 83-87°. Способы построения профиля рабочего тракта шнека и шнек с таким профилем обеспечивают получение механизма резания и транспортировки материала к месту измельчения с выровненными характеристиками по крутящему моменту, а также с более низкой потребной мощностью для привода мясорубки. 5 н.п. ф-лы, 7 ил.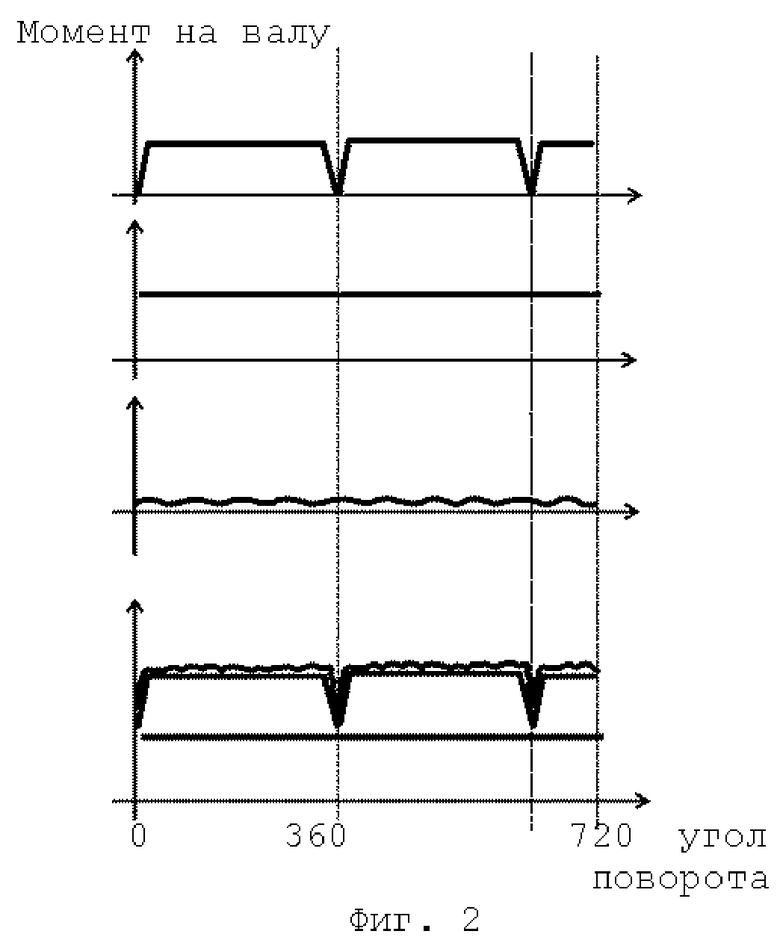
1. Способ построения профиля рабочего тракта винтового шнека, заключающийся в выполнении геометрии шнека, реализующей следующий профиль усилий, показанных на фиг. 2, а именно:
- усилие вращения для выполнения резания на участке ϕ=0-360°, близкое к постоянному с крутопадающими областями в начале и конце интервала,
- усилие вращения для продвижения и предварительной обработки материала на участке ϕ=360-720°, близкое к постоянному,
- усилие вращения для продвижения, уплотнения в осевом направлении материала на участке ϕ=720-810°, близкое к постоянному,
где ϕ - угол поворота шнека.
2. Способ построения профиля рабочего тракта винтового шнека, заключающийся в выполнении геометрии шнека, реализующей следующий профиль усилий, показанных на фиг. 2, а именно:
- усилие вращения для выполнения резания на участке ϕ=0-360°, близкое к постоянному с крутопадающими областями в начале и конце интервала,
- усилие вращения для продвижения и предварительной обработки материала на участке ϕ=360-720°, близкое к постоянному,
- усилие вращения для продвижения, уплотнения в осевом направлении материала на участке ϕ=720-810°, близкое к постоянному, в котором на участке ϕ=0-360° углы наклона витка спирали шнека α выполняют: на участке ϕ=0-30° плавно изменяют угол α от 85-89° до 73-78°, далее на участке ϕ=30-180° - от 73-78° до 75-78°, на участке ϕ=180-360° - от 75-78° до 78-83° по отношению к продольной оси шнека,
где ϕ - угол поворота шнека.
3. Способ построения профиля рабочего тракта винтового шнека, заключающийся в выполнении геометрии шнека, реализующей следующий профиль усилий, показанных на фиг. 2, а именно:
- усилие вращения для выполнения резания на участке ϕ=0-360°, близкое к постоянному с крутопадающими областями в начале и конце интервала,
- усилие вращения для продвижения и предварительной обработки материала на участке ϕ=360-720°, близкое к постоянному,
- усилие вращения для продвижения, уплотнения в осевом направлении материала на участке ϕ=720-810°, близкое к постоянному, в котором на участке ϕ=360-720° углы наклона витка спирали шнека α выполняют в пределах от 78-83° до 73-78° с одновременным изменением проходного сечения рабочего тракта следующим образом:
- образующую шнека по внутренней поверхности рабочего тракта выполняют с наклоном Δ=-3 до 5° к продольной оси по направлению от первого хвостовика ко второму, т.е. по направлению к выходу;
- образующую шнека по наружной поверхности витков выполняют с наклоном γ=2-10° к продольной оси по направлению от первого хвостовика ко второму, т.е. по направлению к выходу,
где ϕ - угол поворота шнека.
4. Способ построения профиля рабочего тракта винтового шнека, заключающийся в получении геометрии шнека, реализующей следующий профиль усилий, показанных на фиг. 2, а именно:
- усилие вращения для выполнения резания на участке ϕ=0-360°, близкое к постоянному с крутопадающими областями в начале и конце интервала,
- усилие вращения для продвижения и предварительной обработки материала на участке ϕ=360-720°, близкое к постоянному,
- усилие вращения для продвижения, уплотнения в осевом направлении материала на участке ϕ=720-810°, близкое к постоянному, в котором на участке ϕ=720-810° углы наклона витка спирали шнека α выполняют в пределах от 73-78° до 83-87°,
где ϕ - угол поворота шнека.
5. Шнек винтовой, преимущественно для мясорубки, включающий первый хвостовик для присоединения силового привода, винтовую часть, второй хвостовик для присоединения ножей, отличающийся тем, что винтовая часть содержит ϕ=810° и рабочий тракт спрофилирован:
- на участке ϕ=0-30° выполнено плавное изменение угла наклона витка спирали шнека α от 85-89° до 73-78°, далее на участке ϕ=30-180° - от 73-78° до 75-78°, на участке ϕ=180-360° - от 75-78° до 78-83°, по отношению к продольной оси шнека,
- на участке ϕ=360-720° угол наклона витка спирали шнека α выполнен в пределах от 78-83° до 73-78° по отношению к продольной оси шнека с одновременным изменением проходного сечения рабочего тракта следующим образом:
- образующая шнека по внутренней поверхности рабочего тракта имеет наклон Δ=-3 до 5° к продольной оси по направлению от первого хвостовика ко второму, т.е. по направлению к выходу продукта,
- образующая шнека по наружной поверхности витков имеет наклон γ=2-10° к продольной оси, по направлению от первого хвостовика ко второму, т.е. по направлению к выходу продукта,
- на участке ϕ=720-810° угол наклона витка спирали шнека α выполнен в пределах от 73-78° до 83-87°,
где ϕ - угол поворота шнека.
| Приспособление для вкладывания графитных стержней в карандашные дощечки | 1950 |
|
SU88991A1 |
| EA 200001158 A1, 23.04.2001 | |||
| Устройство для образования скважин в грунте | 1981 |
|
SU977615A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МУКИ ИЗ ОБРАБОТАННОГО ОЗОНОМ ЗЕРНА | 2000 |
|
RU2271113C2 |
| US 1889688 A, 29.11.1932. | |||

