1
Изобретение относится к машиностроеknro, а именно к шнековым прессам для пластикации, гомогенизации и экструдиро ания пластических масс.
Известен шнек конструкции Мейлефера, который имеет два независимых нарезанных канала. Ширина первого (питающего) канала постепенно уменьшается, ширина второго канала постепенно увеличивается до полной ширины l. Недостатком этого шнека является пространственная изоляция обоих каналов, в результате чего , отсутствует необходимое для получения высокой производительности давление со стороны участка подачи твердото материала, что
особенно заметно при так называемых смачивающих материалах, которые плохо перемещаются самостоятельно.
Известен также шнек экструдера, выполненный в виде сердечника с винтовой нарезкой и одной или несколькими спиралями, угол подъема винтовой линии которых отличен от угла подъема винтовой линии нарезки шнека 2. В таком шнеке не происходит пространственного разделения расплавленной части полимера от нерасплавленной, что затрудняет контроль за расходом энергии, т.е. расплавленный материал изза неправильного геометрического исполнения сечений витков; обрабатывается с такой же интенсивностью, 1сак и расплавленный. Цель изобретения - повышение степени гомогенизации расплава. Указанная цель достигается тем, что спираль, выполненная на сердечнике шнека примыкает к нитке винтовой нарезки в виде выступа с наружным диаметром,, меньшим наружного диаметра БИНТОВОЙ нарезки шнека,и с шириной, возрастающей в направлении перемещения расплава. Благодаря этому обьем между шагом шнека и цилиндром экотрудера делится на две или более полости, что обеспечивает равномерное ;введение энергии в подлежащий плавлению материал с использованием создаваемого самим материалом тепла трения и тепла, подводимого извне, а также придает материалу необходимое фи- зическое состояние внутри шнека на относительно коротком участке. Благодаря такому конструктивному отличию достигается
высокая степень гомогенизации распло.ва полимерного материала. «
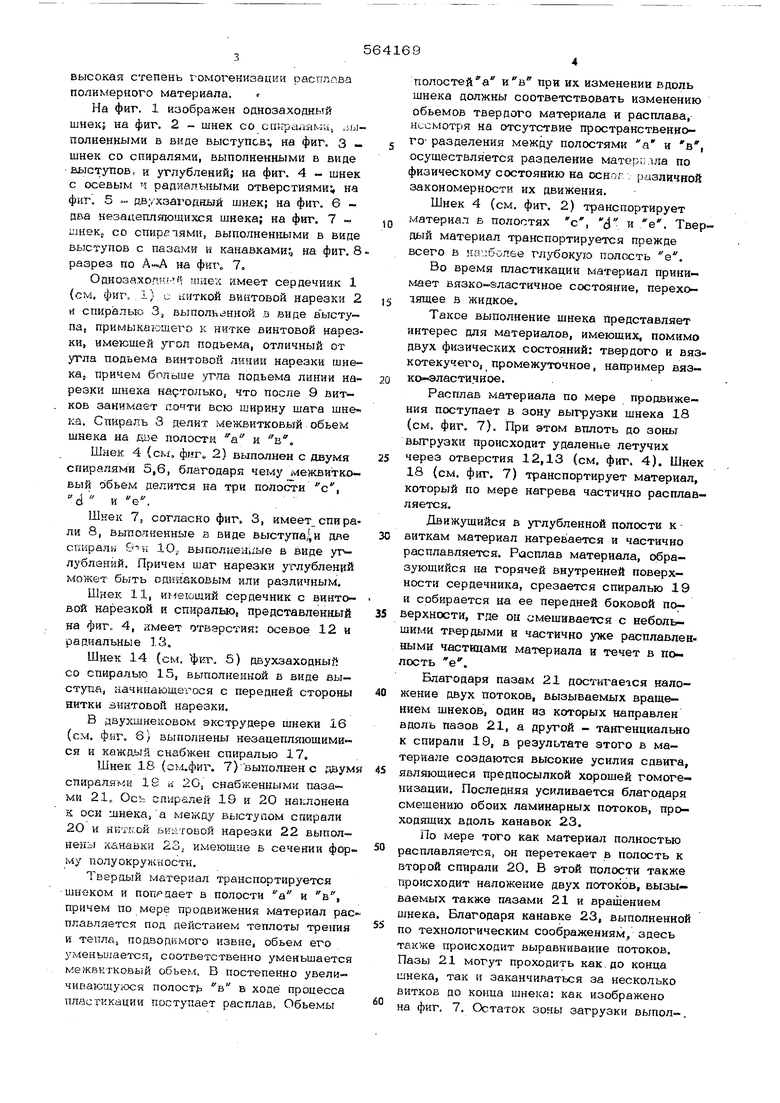
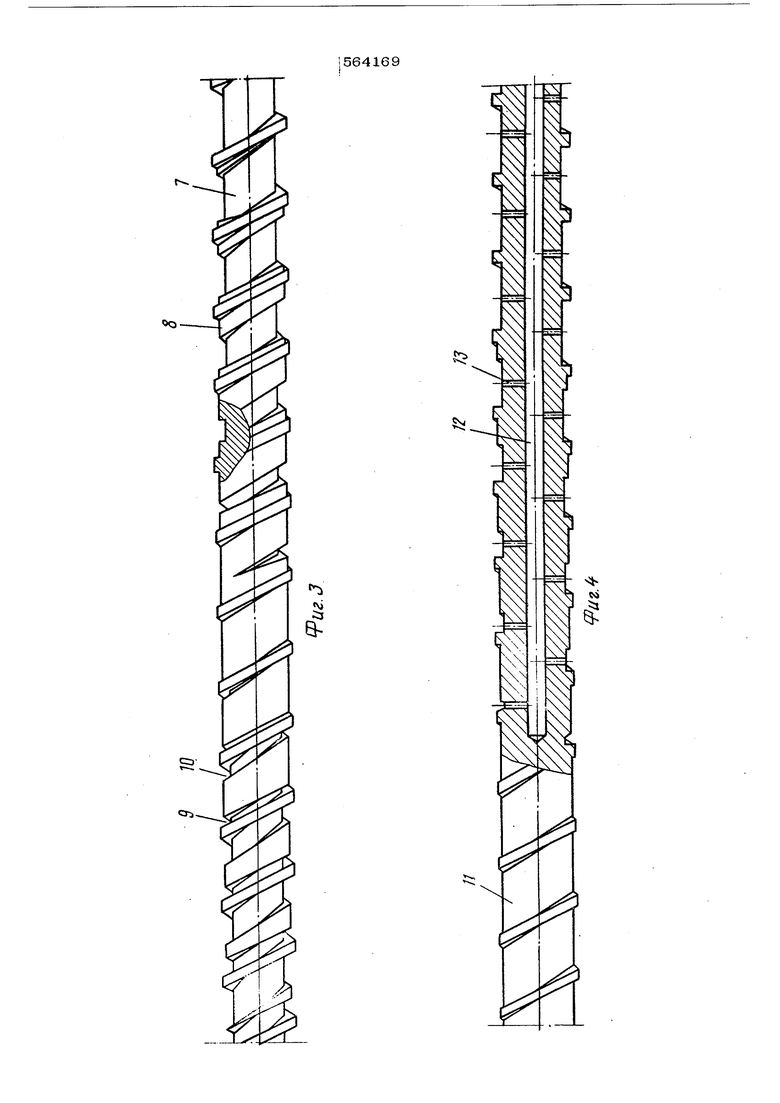
На фиг. 1 изображен однозаходный шнек; на фиг. 2 - шнек со спиралями, libiполненными в виде выступов; на фиг, 3 шнек со спиралями, выполненными в виде BjjiaTynoB, и углублений; на фиг. 4 - шнек с осевым i радиальными отверстиями;, на фиг, 5 - рдухзагоцный шн.ек; на фиг. 6 два незаяеплшощихся шнека; на фиг. 7 шнек со спирг1ями, выполненными в виде выступов с пазами и канавками;, на фиг. 8 разрез по А-А на фиг„ 7,
Одкоза.хог.Н- имеет сердечник 1 (см, фиг, 1) с киткой винтовой нарезки 2 и спир;элыо 3,, выполненной а вице выступа, примыкающего к нитке винтовой нарезки, имеющей угол подъема, отличный от утла подъема винтовой линии нарезки шнека причем больше ;mna подъема линии нарезки шнека надтолько, что после 9 витков занимает почти всю ширину шага шнека. Спираль 3 делит межвитковый обьем шнека на ciiie полости а и в.
Шнек 4 (см, фиг. 2) выполнен с двумя спиралями 5,6, благодаря чему меквитковый обьем делится на три полости с, d и е,
Шнек 7, согласно фиг, 3, имеет спирали 8, выполненные а виде выступа,,и две спирали 9к lOj выгюлнен1хые в виде углублений. Причем шаг нарезки углублений может быть одннаковым или различным.
Шнек 11, имеющий сердечник с винтовой нарезкой и спиралью, представленный на фиг,, 4, имеет отверстия: осевое 12 и радиальные 13„
Шнек 14 (см. фкг, 5) двухзаходный со спиралью 15, выполненной в виде выступа, начинающегося с передней стороны нитки винтовой нарезки.
В двухшнековом экструдере шнеки 16 (см. фиг. 6) выполнены незацепляюшимися и каждый снабжен спиралью 17.
Шнек 18 (см.фиг, 7)выполвен с двум спиралями 18 и 20, снабженными пазами 21. Ось сплралей 10 и 20 наклонена к оси шнека,а между выступом спирали 2О и ниткой 1зК;-1товой нарезки 22 выпол нены канавки 23j име1ош,ие в сечении фор му полуокружности.
Твердый материал транспортируется шнеком и попадает в полости а и в, причем по мере продвижения материал расплавляется под действием теплоты трения и тепла; подводимого извне, обьем его Зменьшается, соответственно уменьшается межвЕтковый обьем, В постепенно увеличивающу зся полост в в ходе процесса пластикации поступает расплав, Объемы
полостей а и в при их изменении вдоль шнека должны соответствовать изменению объемов твердого материала и расплава, несмотря на отсутствие пространственного- разделения между полостями а и в осуществляется разделение матер;;дла по физическому состоянию на осная : различной закономерности их движения.
Шнек 4 (см. фиг. 2) транспортирует материал в полостях с , d и е. Тведый материал транспортируется прежде всего в 1,а ,:более глубокую полость е.
Во время пластикации материал принимает вязко-эластичное состояние, перехоэяшее в жидкое.
Такое выполнение шнека представляет интерес для материалов, имеющих, помимо двух физических состояний: твердого и вязкотекучего, промежуточное, например вязко-эластичное.
Расплав материала по мере продвижения поступает в зону выгрузки шнека 18 (см, фиг. 7). При этом вплоть до зоны вьп рузки происходит удалеш е летучих через отверстия 12,13 (см, фиг. 4). Шне 18 (см. фиг. 7) транспортирует материал который по мере нагрева частично расплавляется.
Движущийся в углубленной полости к виткам материал нагревается и частично расплавляется. Расплав материала, образующийся на горячей внутренней поверхности сердечника, срезается спиралью 19 и собирается иа ее передней боковой поверхности, где оц смешивается с небольшими твердъши и частично уже расплавленными частицами материала и течет в полость е.
Благодаря пазам 21 достигаеюя наложение двух потоков, вызываемых вращением шнеков, один из которых направлен вдоль пазов 21, а другой - тангенциально к спирали 19, в результате этого в материале создаются высокие усилия сдвига, являющиеся предпосылкой хорошей гомогенизации. Последняя усиливается благодаря смешению обоих ламинарных потоков, проходящих вдоль канавок 23.
По мере того как материал полностью расплавляется, он перетекает в полость к второй спирали 20. В этой полости также происходит наложение двух потоков, вызываемых также пазами 21 и вращением и1нека. Благодаря канавке 23, выполненной по технологическим соображениям, здесь также происходит выравнивание потоков. Пазы 21 могут проходить как. до конца шнека, так и заканчиваться за несколько витков до конца шнека: как изображено на фиг„ 7. Остаток зоны загрузки выпол-.
няется тогда по обычным для шнекор экструдеров геометрическим соотношениям. Предлагаемый шнек позволяет реализовать такке сложные технологические операции, как окрашивание материалов естественного цвета растворимыми и нерастворимыми красителями и пигментами при относительно малых затратах. При этом в таком шнеке достигаются хорошая гомогенизация с качественной пластикацией и стабильностью процесса транспортирования.
Формула изобретения
Шнек зкструдера, выполненный в виде сердечника с винтовой нарезкой и одной или несколькими спиралями,, угол подьема
ВИНТОВОЙ линии которых отличен от угла подьема винтовой линив нарезки швека, отличающийся тем, что, с целью повышения степени гомогенизации расплава, спираль, выполненная на сердечнике шнека, примыкает к витке винтовой нарезки шнека в виде выступа с наружным диаметром,меньшим наружного диаметра винтовой нарезки шнеками с шириной, возрастающей в направлении перемещения расплава.
Источники информации, принятые во внимание при экспертизе:
1.Журнал Hunsleioffe . 1968, Nc 11, стр. 781-782, рис. 1, поз. 6 и рис. 2,поз. 12.
2.Авторское свидетельство СССР hfe 215465, кл. В 29 в 1/06, 1968.
1564169
T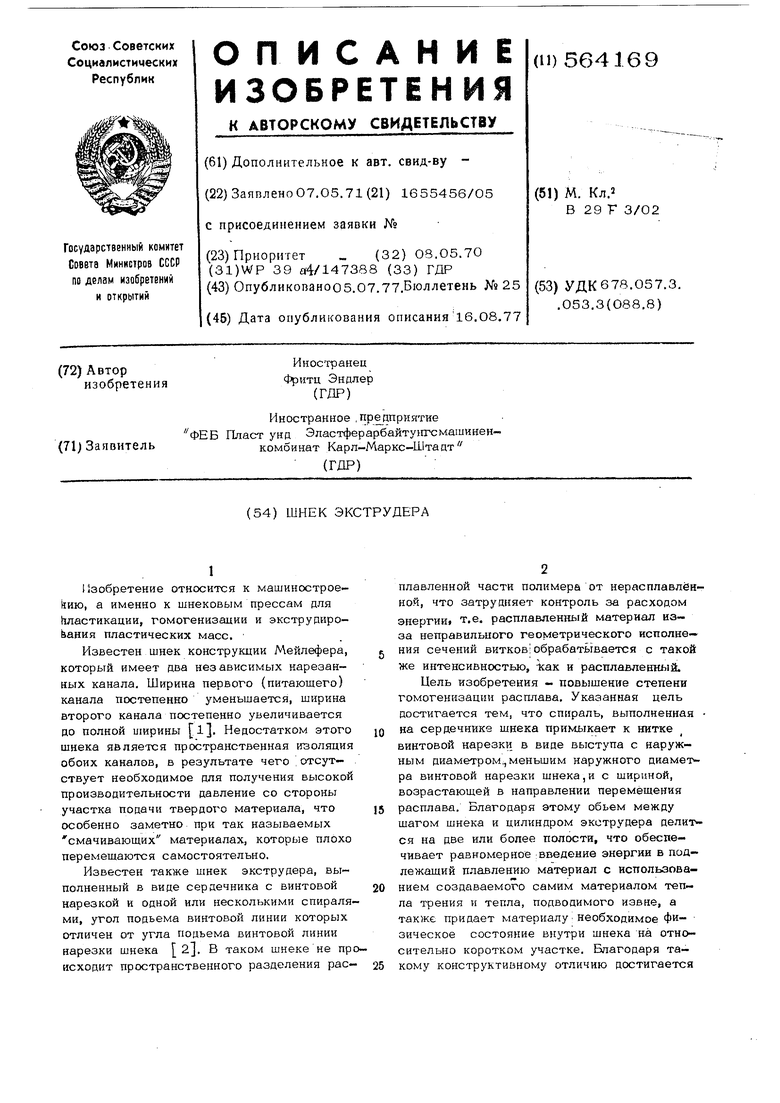
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения резино-полиолефиновых композиций | 2022 |
|
RU2798335C1 |
| ЭКСТРУДЕР | 1997 |
|
RU2118258C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205105C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2118257C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2329895C2 |
| Экструдер для повышающей вязкость обработки плавких полимеров | 2020 |
|
RU2820291C2 |
| ЭКСТРУДЕР | 1984 |
|
SU1380115A3 |
| ЭКСТРУДЕР ДЛЯ ОБРАБОТКИ И ПРОИЗВОДСТВА КАУЧУКА И ТЕРМОПЛАСТИЧНЫХ ПЛАСТМАСС | 1991 |
|
RU2008223C1 |
| ЭКСТРУДЕР ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2005612C1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР | 2005 |
|
RU2284914C1 |


л
xi.
,
