Способ обработки относится к области машиностроения и может быть использован при электрохимической обработке деталей, преимущественно кромок с переменным радиусом лопаток, моноколес или лопастей.
Известен способ обработки кромок лопаток газотурбинных двигателей (патент RU №2464149 С2; МПК В24В 21/16; опубликовано 20.10.2012 г. (аналог), при котором лопатку качают на заданный угол вокруг своей продольной оси. Прилегающей к обрабатываемой поверхности узкую шлифовальную ленту перемещают вдоль пера лопаток. Шлифование производят с отслеживанием углового положения контактирующего участка криволинейной кромки пера шлифующей лентой. Последняя вибрирует в направлении, перпендикулярном продольной оси пера лопатки, опирается на разнесенные относительно друг друга опорные ролики и прижимается к обрабатывающей поверхности упруго деформируемым элементом. В результате повышается точность округления криволинейной кромки пера лопаток и производительность обработки, однако данный способ обработки во-первых не позволяет обрабатывать тонкостенные лопатки, возникает риск появления прижогов, во-вторых следует применять несколько упруго деформируемых элементов по всей высоте пера, что повышает трудоемкость и стоимость подготовки производства.
Известен способ электрохимической обработки лопаток газотурбинного двигателя (патент РФ №2058863; МПК В23Н 9/10, В23Н 3/00; опубликовано 27.04.1996 г. (прототип), при котором заготовку лопатки располагают в рабочей камере, закрепляют по предварительно обработанным базовым поверхностям и ведут формообразование двумя электродами инструментами с подачей напряжения на электроды и заготовку, прокачкой электролита через меж электродный промежуток и заданием электродам синхронно-дискретного перемещения с периодическим ощупыванием лопатки, при этом профиль рабочих поверхностей электродов выполняют близким к заданному профилю лопатки, а направление перемещения каждого из электродов задают так, что оно образует с осью лопатки острый угол, вершина которого обращена в сторону полки лопатки, отличается тем, что угол между направляющими перемещения каждого из электродов и осью лопатки выбирают в пределах 60-80°, а подачу электролита осуществляют со стороны конца пера лопатки, однако данный способ обработки не позволяет в полной мере производить обработку кромок пера лопатки, что требует применение дополнительных ручных работ по доводке кромок пера лопатки.
Техническая проблема заключается в создании электрода инструмента для обработки кромок лопатки с целью исключения возможных прижогов кромок, а также повышения точности обработки.
Технический результат, на достижение которого направлено предлагаемое изобретение заключается в повышении точности, качества, стабильности технологического процесса.
Технический результат достигается тем, что в способе электрохимической обработки кромок лопаток, моноколес или лопастей, при котором заготовку закрепляют в рабочей камере по базовым поверхностям и ведут формообразование электродом-инструментом с подачей напряжения на электрод и заготовку и прокачкой электролита в межэлектродном промежутке, новым является то, что электрод-инструмент имеющий выточку радиус которой соответствует радиусу обрабатываемой кромки, подводят к заготовке на заданный зазор и с подачей технологического напряжения перемещают вдоль входной и/или выходной кромки по всей высоте обрабатываемой заготовки, в процессе обработки формируют радиус кромки. Обработку производят до формирования требуемого геометрического размера кромок.
Электрод-инструмент, выполненный из токопроводящего материала, имеет форму прямоугольника, в котором выполнена выточка, радиус которой соответствует радиусу обрабатываемой кромки и установлены центрирующие упруго-деформируемые элементы.
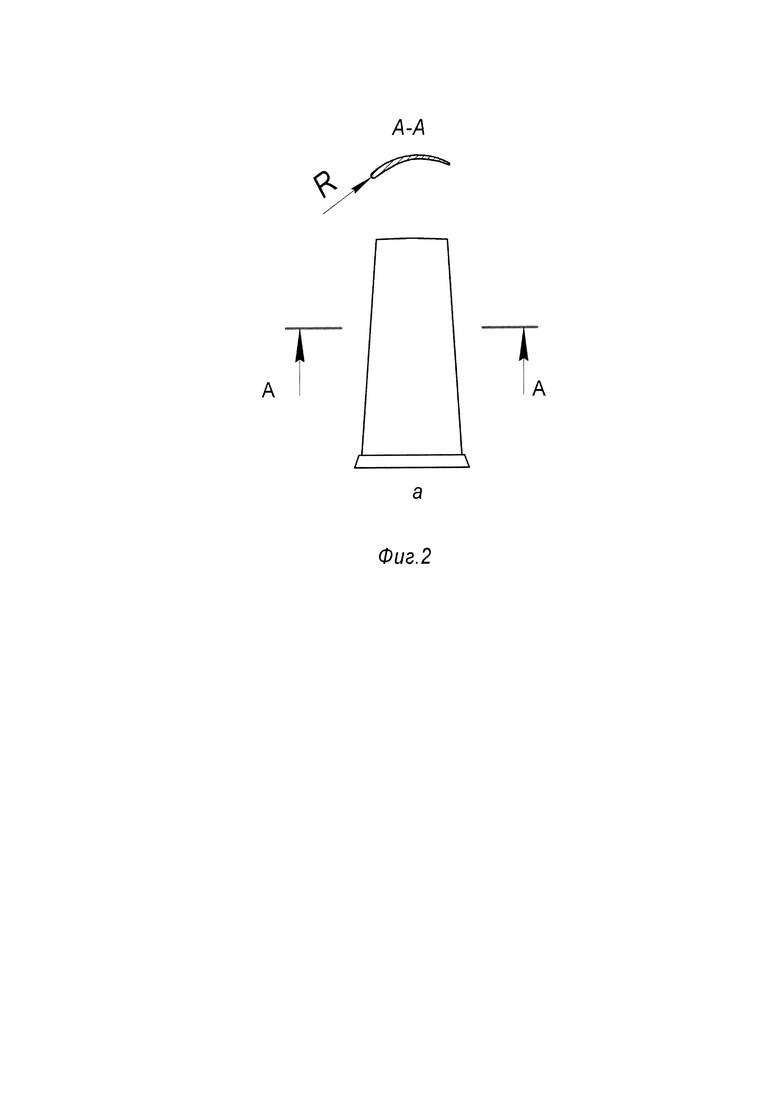
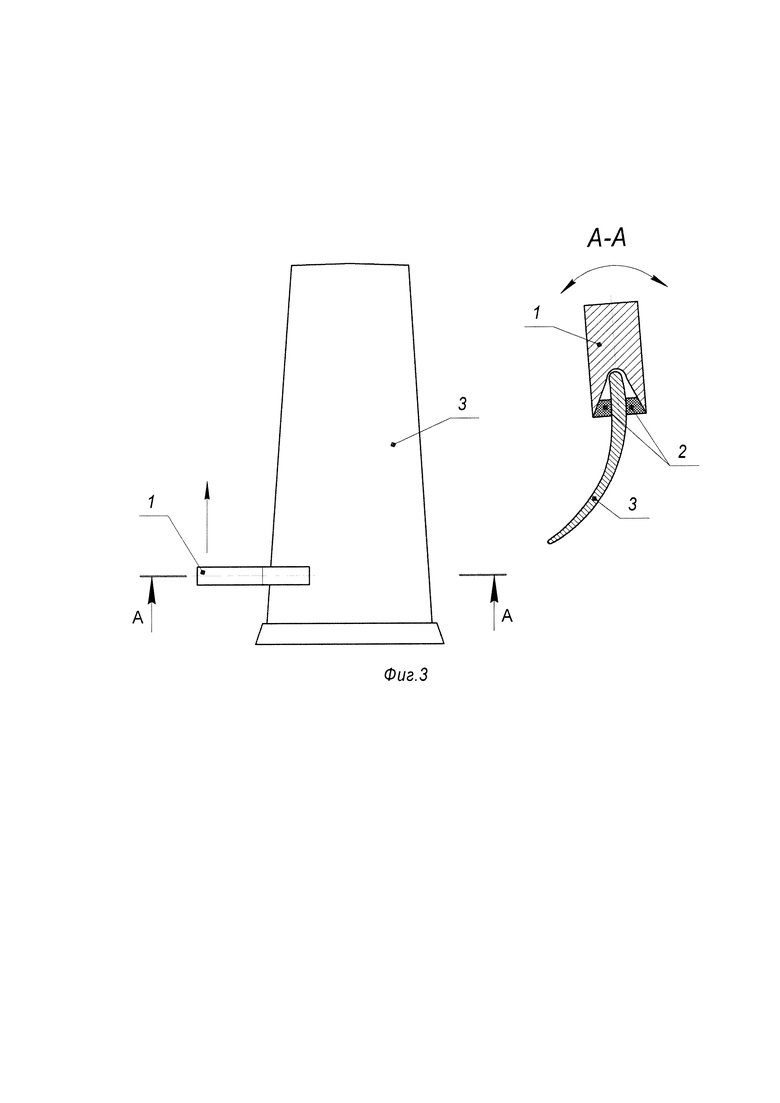
На чертежах изображено: фиг. 1 - электрод инструмент; фиг. 2 - общий вид обрабатываемых заготовок (а - лопатка газотурбинного двигателя); фиг. 3 - обработка кромки лопатки газотурбинного двигателя.
Сущность способа заключается в следующем. Электрод инструмент (фиг. 1), выполненный в форме прямоугольника имеющий корпус 1 и упруго деформируемые элементы 2 для центровки и выточку R, радиус которой соответствует радиусу входной или выходной кромки, устанавливается непосредственно в камере станка. Заготовка (фиг. 2) устанавливают непосредственно в камере станка и закрепляют за технологические базы. Формообразование кромок осуществляют следующим образом: подводят электрод-инструмент к обрабатываемой заготовке на рабочий зазор, включают рабочий ток и перемещают электрод - инструмент вдоль входной и/или выходной кромки по всей высоте обрабатываемой заготовки с прокачкой электролита между электродом - инструментом и кромкой. Обработка производиться до формирования требуемого геометрического размера кромок.
Таким образом, происходит формообразование кромок пера лопаток, моноколес или лопастей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| СПОСОБ КРУГОВОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КОМПРЕССОРНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2623938C1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК МОНОКОЛЕСА | 2008 |
|
RU2381879C2 |
| Устройство для электрохимической обработки лопаток газотурбинного двигателя | 2017 |
|
RU2690904C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ | 2007 |
|
RU2355524C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2355523C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |

Изобретение относится к области машиностроения и может быть использовано при электрохимической обработке деталей, преимущественно кромок лопаток, моноколес или лопастей, и позволяет снизить долю ручных операций. Способ электрохимической обработки кромок с переменным радиусом лопаток, моноколес или лопастей включает закрепление заготовки в рабочей камере по базовым поверхностям и формообразование кромки электродом-инструментом с подачей напряжения на электрод и заготовку при прокачке электролита в межэлектродном промежутке. Используют электрод-инструмент из токопроводящего материала прямоугольной формы, в котором выполнена выточка, радиус которой соответствует радиусу обрабатываемой кромки, и установлены упруго-деформируемые элементы, центрирующие заготовку в процессе формообразования, при котором электрод-инструмент перемещают вдоль входной и/или выходной кромки по всей высоте обрабатываемой заготовки до формирования кромок требуемого геометрического размера. Техническим результатом является повышение точности, качества, стабильности технологического процесса и возможность обработки материала любой твердости. 2 н.п. ф-лы, 3 ил.
1. Способ электрохимической обработки кромок с переменным радиусом лопаток, моноколес или лопастей, включающий закрепление заготовки лопатки, моноколеса или лопасти в рабочей камере по базовым поверхностям и формообразование кромки электродом-инструментом с подачей напряжения на электрод и заготовку при прокачке электролита в межэлектродном промежутке, отличающийся тем, что используют электрод-инструмент из токопроводящего материала прямоугольной формы, в котором выполнена выточка, радиус которой соответствует радиусу обрабатываемой кромки, и установлены упруго-деформируемые элементы, центрирующие заготовку в процессе формообразования, при котором электрод-инструмент перемещают вдоль входной и/или выходной кромки по всей высоте обрабатываемой заготовки до формирования кромок требуемого геометрического размера.
2. Электрод-инструмент для электрохимической обработки кромок с переменным радиусом лопаток, моноколес или лопастей, выполненный из токопроводящего материала, отличающийся тем, что он имеет форму прямоугольника, в котором выполнена выточка, радиус которой соответствует радиусу обрабатываемой кромки, и установлены центрирующие упруго-деформируемые элементы.
| RU 2058863 C1, 27.04.1996 | |||
| СПОСОБ КРУГОВОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КОМПРЕССОРНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2623938C1 |
| СПОСОБ ШЛИФОВАНИЯ КРИВОЛИНЕЙНОЙ КРОМКИ ПЕРА ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2010 |
|
RU2464149C2 |
| US 5951884 A, 14.09.1999. | |||

