Изобретение относится к области размерной электрохимической обработки металлов и сплавов и может быть использовано для обработки лопаток газотурбинного двигателя (ГТД).
Общеизвестно, что для улучшения показателей обработки требуется, чтобы электролит прокачивался между электродами и заготовкой при высоком давлении. Соответственно, необходимо обеспечить герметичность камеры, в которую снаружи входят электроды и держатель заготовки.
Известно устройство для импульсной электрохимической обработки лопатки авиационного газотурбинного двигателя, содержащее устройство крепления анода-заготовки, устанавливаемое на базовое приспособление, два катода-инструмента, устанавливаемые с межэлектродным зазором относительно анода-заготовки, в который поступает электролит. Устройство содержит два электрохимических копировальных станка, на которых при помощи хвостовиков закрепляются катоды-инструменты, и робот-манипулятор для установки устройства для крепления анода-заготовки на каждом из станков, при этом устройство крепления анода-заготовки выполнено в виде съемного приспособления-спутника, имеющего элементы для его базирования, элементы для фиксации анода-заготовки и подвода к ней тока и элементы, обеспечивающие возможность захвата анода-заготовки и поворота на 180° роботом-манипулятором, а базовое приспособление выполнено в виде двух клинообразных установочных плит, устанавливаемых попарно на двух электрохимических копировальных станках соответственно, для оформления «спинки» лопатки на первом станке и «корыта» - на втором станке, причем на поверхности каждой установочной плиты расположены элементы для автоматической фиксации приспособления-спутника, фиксации профиля пера анода-заготовки, входные и выходные каналы для прокачки электролита, при этом внутренняя поверхность приспособления-спутника со стороны «спинки» и внутренняя поверхность приспособления-спутника со стороны «корыта» лопатки и соответствующие им внешние поверхности катодов-инструментов и анод-заготовки выполнены с возможностью обеспечения ламинарного без возникновения кавитации течения электролита на входе и выходе межэлектродного зазора при совмещении приспособления-спутника и катода-инструмента (патент RU 2590743, МПК В23Н 9/10, опубликовано: 10.07.2016 г.).
Недостатком является погрешность перебазирования, возникающая из-за обработки спинки и корыта на разных операциях, а также невозможность обеспечения надежной герметизации зоны обработки.
Известно устройство для электрохимической обработки лопатки с двумя хвостовиками газотурбинного двигателя, содержащее устройство для крепления съемных электродов-инструментов, оформляющих выпуклую и вогнутую сторону лопатки, содержащее основание, и устройство для крепления заготовки лопатки, состоящее из неподвижной части, устанавливаемой в рабочую камеру станка, и подвижной части в виде кассеты, при этом в неподвижной части выполнена щель для подачи электролита, направляющие пазы для установки кассеты, крепежный(ые) элемент(ы), фиксирующий(ие) кассету, и элементы для установки устройства в рабочую камеру станка, при этом корпус кассеты содержит верхнюю, нижнюю и боковые грани, на нижней грани установлен по меньшей мере один плавающий центр и опорная втулка, на верхней грани установлен по меньшей мере один поджимной центр, токоподвод, подпружиненный элемент со сферическими штифтами, а боковые грани содержат щели для подачи электролита, длина которых соответствует длине обрабатываемой части профиля пера лопатки, при этом перпендикулярно между боковыми гранями для требуемого распределения потока электролита установлены сменные накладки, в которых выполнены сквозные пазы, через которые к обрабатываемой части профиля пера лопатки подводятся электроды-инструменты, причем нижняя поверхность сквозных пазов спрофилирована в соответствии с нижней частью электродов-инструментов (патент RU 2514236, МПК В23Н 9/10, опубл. 27.04.2014 г.). Принято за прототип.
Недостаток известного устройства - токоподвод к кассете осуществляется внутри камеры с электролитом, при этом для смены кассеты требуются дополнительные манипуляции, связанные с открытием/закрытием камеры.
Задачей изобретения является повышение эффективности электрохимической обработки лопаток ГТД.
Технический результат - обеспечение герметичности рабочей камеры станка с тремя подвижными осями, одна из которых расположена перпендикулярно двум другим, при одновременном обеспечении быстрой смены кассеты и сухого токоподвода к кассете снаружи рабочей камеры.
Задача решается, а технический результат достигается устройством для электрохимической обработки лопаток газотурбинного двигателя, содержащим электроды-инструменты с элементами для их крепления, элементы для крепления заготовки лопатки, включающие сменную кассету для установки заготовки с фиксирующими ее крепежными элементами и токоподвод. В отличие от прототипа устройство снабжено цилиндрическим корпусом, внутри которого расположен держатель сменной кассеты, выполненный с возможностью перемещения в корпусе по вертикальной оси, при этом держатель кассеты состоит из имеющих цилиндрическую форму верхней и нижней плит, жестко соединенных между собой и снабженных кольцевыми уплотнениями для перемещения держателя внутри корпуса, причем в верхней плите держателя выполнено окно и базирующие элементы для установки кассеты, и на верхней плите расположен зажим для прижимания к ней кассеты через клемму токоподвода, а кассета содержит плиту с элементами базирования для установки на верхнюю плиту держателя, электроды-инструменты расположены соосно и перпендикулярно вертикальной оси, причем каждый электрод-инструмент выполнен разъемным, состоящим из крепежного фланца, цилиндрической части с уплотнительной крышкой для крепления к корпусу и съемной рабочей части, при этом цилиндрический корпус, держатель кассеты и уплотнительные крышки электродов-инструментов образуют герметичную полость с обеспечением высокого давления электролита в зоне обработки и взаимной подвижности электродов-инструментов и кассеты, причем на цилиндрическом корпусе расположены входной и выходной коллекторы для электролита.
Технический результат достигается следующим образом.
Цилиндрический корпус, держатель кассеты и уплотнительные крышки электродов-инструментов образуют герметичную полость, обеспечивающую высокое давление электролита в зоне обработки при сохранении взаимной подвижности электродов-инструментов и кассеты. Высокое давление электролита позволять достигать высокой производительности и надежности процесса.
При этом установка кассеты на держатель одновременно закрывает окно держателя, а зажим на верхней плите держателя прижимает клемму токоподвода непосредственно к кассете. Таким образом, одновременно обеспечиваются сухой токоподвод, базирование кассеты и запирание камеры, что позволяет существенно сократить время, необходимое на замену кассеты. Применение двух кассет позволяет параллельно производить обработку и смену заготовки.
Существо изобретения поясняют чертежи, где показано заявляемое устройство:
фиг. 1 - вертикальный разрез устройства;
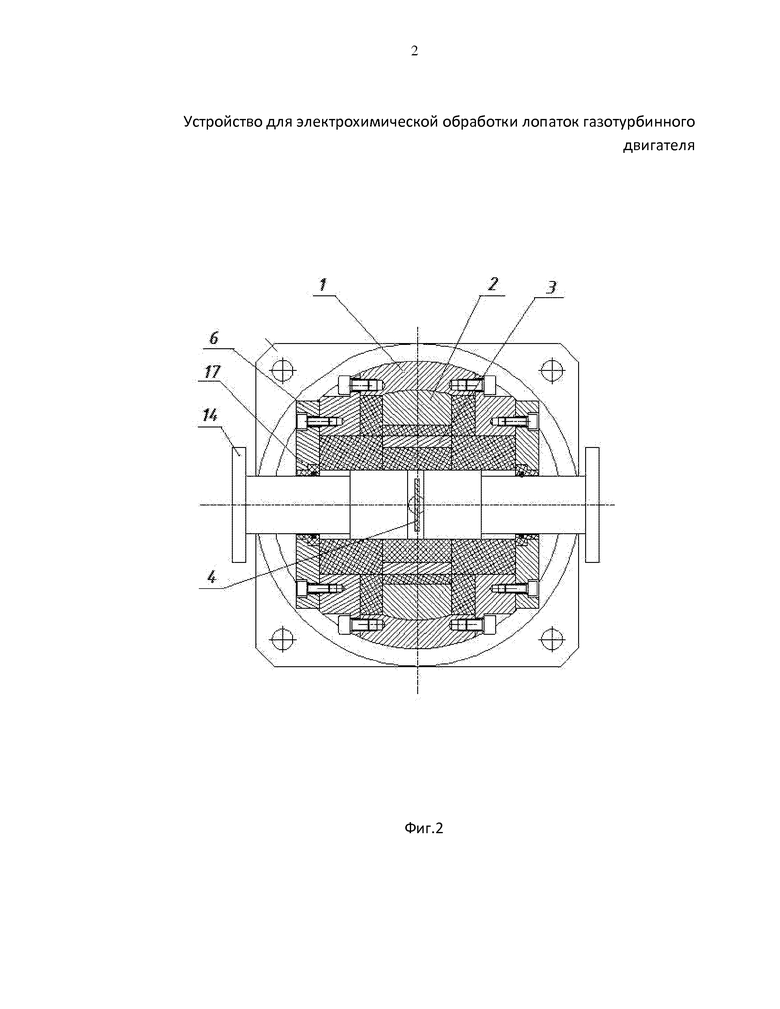
фиг. 2 - горизонтальный разрез устройства;
фиг. 3 - держатель кассеты;
фиг. 4 - кассета для установки заготовки;
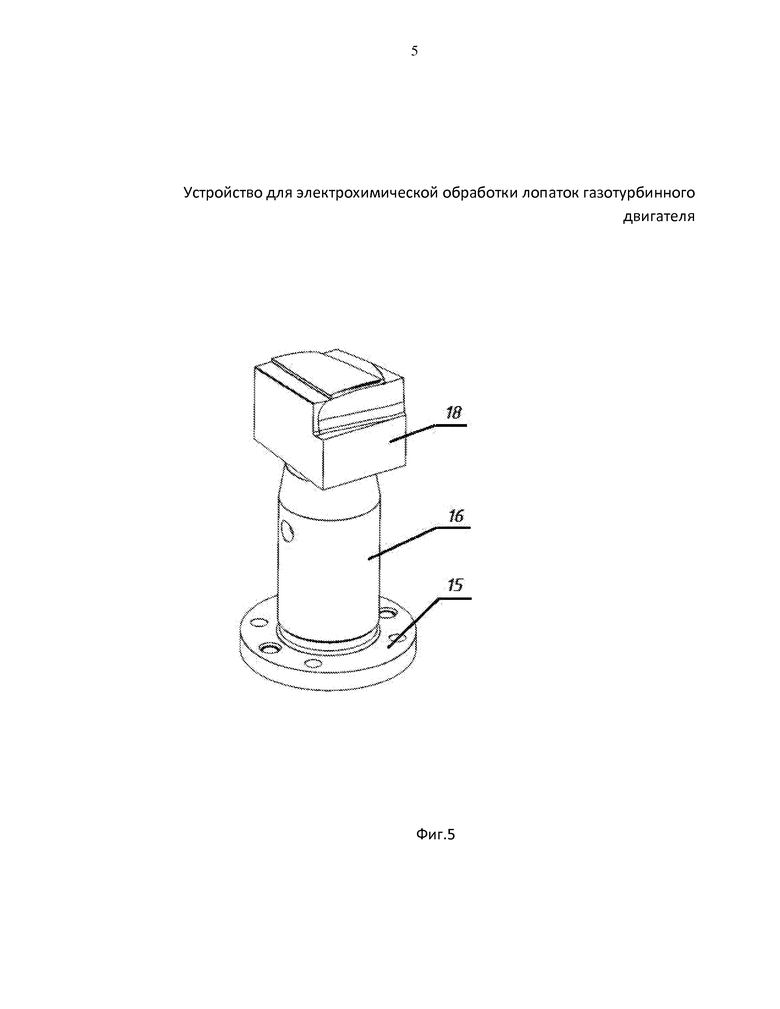
фиг. 5 - электрод-инструмент (без уплотнительной крышки).
Устройство содержит (фиг. 1 - фиг. 5) цилиндрический корпус 1, неподвижно установленный на станке с тремя управляемыми осями X1, X2, Z, внутри корпуса расположен держатель 2 сменной кассеты 3 для установки заготовки 4, установленный на оси Z станка с возможностью перемещения в корпусе по указанной оси, причем держатель кассеты состоит из верхней 5 и нижней 6 плит, жестко соединенных между собой, имеющих цилиндрическую форму и снабженных кольцевыми уплотнениями 7 для перемещения держателя внутри корпуса, при этом в верхней плите держателя выполнено окно 8 и базирующие элементы 9 для установки кассеты, а также на верхней плите расположен зажим 10 для прижимания к ней кассеты через клемму токоподвода 11, и, кроме того, кассета имеет плиту 12 с элементами 13 базирования для установки на верхнюю плиту держателя, а электроды-инструменты 14 расположены соосно и перпендикулярно оси Z станка, при этом каждый электрод-инструмент выполнен разъемным, состоящим из крепежного фланца 15, цилиндрической части 16 с уплотнительной крышкой 17 для крепления к корпусу и съемной рабочей части 18, при этом цилиндрический корпус, держатель кассеты и уплотнительные крышки электродов-инструментов образуют герметичную полость с обеспечением высокого давления электролита в ней и взаимной подвижности электродов-инструментов и кассеты, причем для подачи электролита в устройство оно имеет входной 19 и выходной 20 коллекторы, расположенные на неподвижном цилиндрическом корпусе.
Устройство работает следующим образом.
Цилиндрический корпус 1 неподвижно устанавливается на станке. Держатель 2 кассеты 3 устанавливается на вертикальную ось Z станка.
Держатель имеет два круглых окончания с кольцевыми уплотнениями 7, которые позволяют держателю перемещаться внутри корпуса 1 как поршню в цилиндре. В верхней плите держателя имеется окно 8 и базирующие элементы 9 для установки кассеты.
Кассета 3 предназначена для установки заготовки 4. Из-за необходимости монтировать сложный токоподвод и систему протекторов установка заготовки обычно занимает достаточно долгое время. Применение кассеты дает возможность делать это параллельно работе станка (за счет использования сменных кассет), в то время как снятие/установка кассет происходит быстро.
При установке кассеты 3 на держатель 2 она одновременно закрывает окно 8, герметизируя камеру высокого давления станка. Также на верхнюю плиту держателя 2 монтируется зажим 10 для прижимания к ней кассеты через клемму токоподвода 11. Таким образом, один механизм обеспечивает токоподвод, базирование кассеты и запирание камеры.
Электроды-инструменты 14 имеют крепежный фланец 15, цилиндрическую часть 16 с уплотнительной крышкой 17 для крепления к корпусу и съемную рабочую часть. Перед установкой электродов на станок на них надеваются крышки 17. Для этого электроды выполняются разъемными (на схеме не показано). После установки электродов 14 на станок крышки 17 прикручиваются к корпусу 1, при этом их уже нельзя вынуть. Для того, чтобы кассету 3 можно было установить и снять, внутри приспособления предусмотрены соответствующие полости для выхода рабочей части электродов из кассеты (не показано). На фиг. 1 левый электрод введен в кассету, а правый - выведен.
Электроды-инструменты 14 подключаются к отрицательному полюсу генератора при помощи клеммы токоподвода 11. Электроды должны быть изолированы от остального приспособления, для этого предусмотрены изолирующие детали.
Подача электролита осуществляется через входной кольцевой коллектор 19. Система изолирующих деталей препятствует свободному перетеканию электролита, заставляя его проходить в межэлектродный зазор между заготовкой 4 и электродами 14. Отработанный электролит через выходной кольцевой коллектор 20 выводится в сливной штуцер.
Система управления станка поддерживает заданное давление в двух точках:
- на входе во входной коллектор - за счет управления оборотами двигателя рабочего насоса;
- на выходе из выходного коллектора - за счет управления специальным краном на сливном штуцере.
Таким образом, применение изобретения обеспечивает герметичность рабочей камеры станка с тремя подвижными осями, одна из которых расположена перпендикулярно двум другим, при одновременном обеспечении быстрой смены кассеты и сухого токоподвода к кассете снаружи рабочей камеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| Полуавтомат для заточки изделий типа инъекционных игл | 1980 |
|
SU931347A1 |
| КОРПУС ТЕПЛОВОЙ БАТАРЕИ | 2024 |
|
RU2835980C1 |
| Устройство для электрохимической обработки лопастей гребного винта | 1983 |
|
SU1127733A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2401725C2 |
| Полуавтомат для электрохимического клеймения | 1980 |
|
SU899321A1 |



Изобретение относится к области размерной электрохимической обработки металлов. Устройство содержит электроды-инструменты с элементами для их крепления, элементы для крепления заготовки лопатки, включающие сменную кассету для установки заготовки с фиксирующими ее крепежными элементами и токоподвод. Устройство снабжено цилиндрическим корпусом, внутри которого расположен держатель сменной кассеты, выполненный с возможностью перемещения в корпусе по вертикальной оси. Держатель состоит из имеющих цилиндрическую форму верхней и нижней плит, жестко соединенных между собой и снабженных кольцевыми уплотнениями для перемещения держателя внутри корпуса. Электроды-инструменты расположены соосно и перпендикулярно вертикальной оси, каждый электрод-инструмент выполнен разъемным. Цилиндрический корпус, держатель кассеты и уплотнительные крышки электродов-инструментов образуют герметичную полость с обеспечением высокого давления электролита в зоне обработки и взаимной подвижности электродов-инструментов и кассеты. На корпусе расположены входной и выходной коллекторы для электролита. Изобретение обеспечивает герметичность рабочей камеры, а также быструю смену кассеты и сухой токоподвод к кассете снаружи рабочей камеры. 5 ил.
Устройство для электрохимической обработки лопаток газотурбинного двигателя, содержащее электроды-инструменты с элементами для их крепления, элементы для крепления заготовки лопатки, включающие сменную кассету для установки заготовки с фиксирующими ее крепежными элементами и токоподвод, отличающееся тем, что оно снабжено цилиндрическим корпусом, внутри которого расположен держатель сменной кассеты, выполненный с возможностью перемещения в корпусе по вертикальной оси, при этом держатель кассеты состоит из имеющих цилиндрическую форму верхней и нижней плит, жестко соединенных между собой и снабженных кольцевыми уплотнениями для перемещения держателя внутри корпуса, причем в верхней плите держателя выполнено окно и базирующие элементы для установки кассеты, и на верхней плите расположен зажим для прижимания к ней кассеты через клемму токоподвода, а кассета содержит плиту с элементами базирования для установки на верхнюю плиту держателя, электроды-инструменты расположены соосно и перпендикулярно вертикальной оси, причем каждый электрод-инструмент выполнен разъемным, состоящим из крепежного фланца, цилиндрической части с уплотнительной крышкой для крепления к корпусу и съемной рабочей части, при этом цилиндрический корпус, держатель кассеты и уплотнительные крышки электродов-инструментов образуют герметичную полость с обеспечением высокого давления электролита в зоне обработки и взаимной подвижности электродов-инструментов и кассеты, причем на цилиндрическом корпусе расположены входной и выходной коллекторы для электролита.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| US 8057645 B2, 15.11.2011. | |||

